管道组对焊接记录
管道组对焊接记录

0.3
0.5
合格
2018.2.1
YG-2018-JD005
JD005-10
2.0
33
2.1
0.2
0.5
0.3
0.4
合格
2018.2.1
YG-2018-JD005
JD005-11
1.8
30
2.4
0.3
0.2
0.5
0.4
合格
2018.2.1
YG-2018-JD005
JD005-12
1.8
32
2.2
0.3
合格
施工单位
建设单位
监理单位
质检员:
检验责任师:
焊接责任师:
日期: 2018年 2 月1日
代表:
代表:
0.5
0.3
0.3
合格
2018.2.1
YG-2018-JD005
JD005-16
1.6
35
2
0.5
0.5
0.3
0.3
合格
2018.2.1
YG-2018-JD005
JD005-17
1.9
35
2
0.5
0.5YG-2018-JD005
JD005-18
1.6
35
2.4
0.5
0.5
胜利油田金岛工程安装有限责任公司
管道焊口组对记录表
JL/TS-0701-39
工程名称:采油七区天然气管线改造工程
本
清
单
一
式
三
联
第
一
联
工
艺
留
存
;
第
二
管道组对焊接记录

注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
(mm)
焊缝
宽度
(mm)
错
口
(mm)
表面
缺陷
外观合
格情况
备
注
XC-YY-QBL-1
30
2
221
合格
1
8
10
9
12
无
合格
XC-YY-QBL-2
32
208
合格
1
9
10
8
11
无
合格
XC-YY-QBL-3
33
303
合格
1
10
9
12
9
无
合格
XC-YY-QBL-4
31
285
合格
1
1
8
9
11
10
无
合格
XC-YY-QBL-5
32
2
264
合格
1
9
10
9
12
无
合格
XC-YY-QBL-6
33
235
合格
10
12
9
8
无
合格
XC-YY-QBL-7
35
212
合格
1
9
9
11
10
无
合格
XC-YY-QBL-8
31
2
251
合格
1
8
8
10
9
无
合格
XC-YY-QBL-9
33
279
合格
循环水管道焊接记录
0950/1007
Q235B
J427
SMAW
/
/
/
HW-80-160001-12CS202
12
1022/1034
Q235B
J427
SMAW
/
/
/
HW-80-160001-12CS202
13
1040/0537
Q235B
J427
SMAW
/
/
/
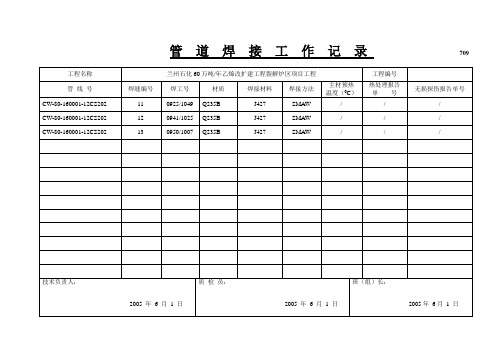
技术负责人:
2005年6月7日
质检员:
2005年6月7日
班(组)长:
3
0950/1007
Q235B
J427
SMAW
/
/
/
技术负责人:
2005年6月3日
质检员:
2005年6月2日
班(组)长:
2005年6月3日
管道焊接工作记录709
工程名称
兰州石化60万吨/年乙烯改扩建工程裂解炉区项目工程
工程编号
管线号
焊缝编号
焊工号
材质
焊接材料
焊接方法
主材预热
温度(0C)
热处理报告
单号
7
0950/1007
Q235B
J427
SMAW
/
/
/
CW-80-160001-12CS202
8
1022/1034
Q235B
J427
SMAW
/
/
/
CW-80-160001-12CS202
9
1040/0537
Q235B
J427
SMAW
/
/
/
CW-80-160001-12CS202
3503-J415 管道焊接工作记录

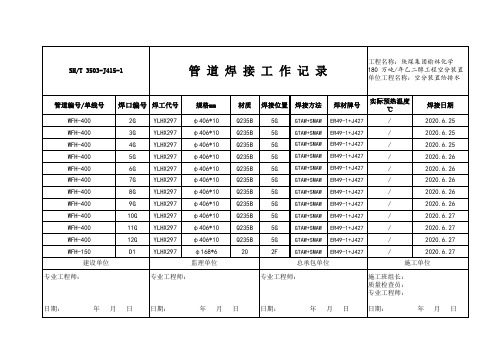
管道焊接工作记录
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
建设单 位
监理单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
专业工程师:
质量检查员:
施工班组长:
日期:年月日
SH/T3503-J415-2
管道焊接工作记录(续)
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
SH T 3503-J415-1管道焊接工作记录
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
总承包单位
施工单位
专业工程师:
专业工程师:
日期:
年月日
日期:
年月日
专业工程师:
日期:
年月日
施工班组长: 质量检查员: 专业工程师:
日期:
年月日
SH/T 3503-J415-1 专业工程师:
管道焊接工作记录
专业工程师:
专业工程师:
管道编号/单线号 焊口编号 焊工代号
日期:
年月日
日期:
Q235B
1G
GTAW+SMAW ER49-1+J427
/
18G YLHX297 φ406*10
Q235B
5G
GTAW+SMAW ER49-1+J427
/
19
YLHX297 φ406*10
Q235B
1G
GTAW+SMAW ER49-1+J427
/
20G YLHX297 φ406*10
Q235B
5G
GTAW+SMAW ER49-1+J427
管道焊接组对检查记录
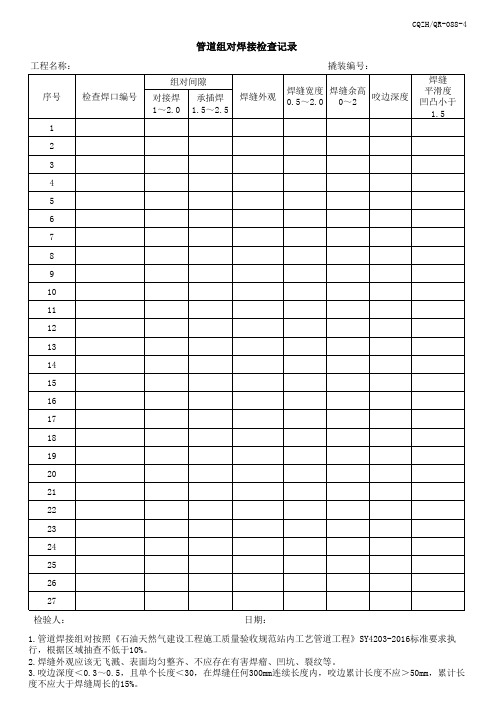
工程名称:
序号 检查焊口编号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 检验人:管道组对焊接检查记录Fra bibliotek组对间隙
对接焊 承插焊 1~2.0 1.5~2.5
焊缝外观
撬装编号:
焊缝宽度 0.5~2.0
焊缝余高 0~2
咬边深度
焊缝 平滑度 凹凸小于
1.5
日期:
1.管道焊接组对按照《石油天然气建设工程施工质量验收规范站内工艺管道工程》SY4203-2016标准要求执 行,根据区域抽查不低于10%。 2.焊缝外观应该无飞溅、表面均匀整齐、不应存在有害焊瘤、凹坑、裂纹等。 3.咬边深度<0.3~0.5,且单个长度<30,在焊缝任何300mm连续长度内,咬边累计长度不应>50mm,累计长 度不应大于焊缝周长的15%。
管道焊接记录

焊口号 HN-02-GZ563+019 HN-02-GZ563+019 HN-02-GZ563+019 HN-02-GZ563+019
焊接参数依据 焊评及作业指导书 焊评及作业指导书 焊评及作业指导书 焊评及作业指导书 焊评及作业指导书 焊评及作业指导书 焊评及作业指导书 焊评及作业指导书 监
2
HN-02-GZ563+020 HN-02-GZ563+020 HN-02-GZ563+020 HN-02-GZ563+020
环境条件 起止桩号 温度 27℃ 风速 6m/s GZ563—GZ563 施焊人 高建桃 高建桃 高建桃 高建桃 高建桃 高建桃 高建桃 高建桃 理 单 李洋洋 李洋洋 李洋洋 李洋洋 李洋洋 李洋洋 李洋洋 李洋洋 位 中石化河南油建工 程有限公司 施焊日期 2011.6.13 2011.6.13 2011.6.13 2011.6.13 2011.6.13 2011.6.13 2011.6.13 2011.6.13 施工单位
环境条件 起止桩号 温度 25℃ 风速 3m/s GZ563—GZ564 施焊人 高建桃 高建桃 高建桃 高建桃 高建桃 高建桃 高建桃 高建桃 理 单 李洋洋 李洋洋 李洋洋 李洋洋 李洋洋 李洋洋 李洋洋 李洋洋 位 中石化河南油建工 程有限公司 施焊日期 2011.6.14 2011.6.14 2011.6.14 2011.6.14 2011.6.14 2011.6.14 2011.6.14 2011.6.14 施工单位
2
HN-02-GZ564+001W HN-02-GZ564+001W HN-02-GZ564+001W HN-02-GZ564+001W
管道焊接工艺记录

二气源天然气主管网全面整治工程补充设计(过江段)管道焊接工艺记录编制单位:四川省化工建设有限公司编制时间:2013年 12月 1 日一、管道组焊A、管道焊接应按现行国家标准《现场设备、工业管道焊接工程施工及验收规范》GB50236-2011的有关规定执行。
B、承担燃气钢质管道、设备焊接的人员,必须具有锅炉压力容器压力管道特种设备操作人员资格证(焊接)焊工合格证书,且在证书的有效期及合格范围内从事焊接工作。
间断焊接时间超过6个月,再次上岗前应重新考试;承担其它材质燃气管道安装的人员,必须经过专门培训,并经考试合格,间断安装时间超过6个月,再次上岗前应重新考试和技术评定。
当使用的安装设备发生变化时,应针对该设备操作要求进行专门培训。
C、焊接时采用氩弧焊打底,E4315焊条手工电弧焊填充和盖面。
D、用吊管机将管道吊管下沟,然后进行组焊、试压,试压合格后进行混凝土浇筑,混凝土浇筑使用C30商品混凝土连续浇筑。
E、除穿越段管道进行混凝土稳管陆上管道不进行混凝土浇筑稳管。
1管道布管所有穿越处先修6m施工便道,工程施工前将管道经简易机耕道运至施工现场。
管沟成形后经验收完毕符合要求后,将管运至管沟操作平台。
河道内使用吊管机、运管爬犁等设备进行布管,汽车吊车辅助装卸管。
1)操作人员对布管设备进行检修,保持设备运转良好,并准备好布管用的吊具、垫管用的沙袋等材料。
2)布管作业前,由技术人员对布管的施工人员、操作手等进行技术交底,熟悉图纸资料,明确控制桩位置、不同类型管子堆放于何处、应布放于何处。
3)布管人员了解并掌握沿线伴行公路、进管施工通道、作业带内沟边便道的情况,制定出合理的布管线路。
4)施工技术人员、测量人员依据设计图纸,共同确认不同壁厚、防腐层类型的管段分界点,打上控制桩、标识明显。
布管前,先要选配管口,确保相临两管口周长误差不大于5㎜。
布管人员逐根测量钢管的实际长度、管口周长,并进行管口的匹配和记录,用记号笔逐根在防腐管中间的防腐层上进行现场编号。
管道焊接记录(已 做完)

管道焊接记录
单位工程名称:浙江省平湖市独山港区天然气综合利用工程 - 线路工程
序号
焊口编号
预热 温度
焊接 层次
电流 极性
电流 ( A)
1
PHKL-SQGD-03-060
96
4
反接
80-100
2
PHKL-SQGD-02-061W
99
4
反接
80-100
3
PHKL-SQGD-01-062
90
4
反接
80-100
记录人:
施工技术负责人:
监理工程师:
第2页
..
--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如有侵权33
2.2
178
合格
1.1
0.9
0.7
1.1
9
10
8
11
0.3
0.3
0.3
0.5
无
合格
3.11
XC-YY-QBL-14
0.5
35
2
206
合格
1.2
1.1
1.2
1
12
9
11
8
0.5
0.5
0.3
0.3
无
合格
备注:表面缺陷包括:焊瘤、凹坑、夹渣、表面裂纹、咬肉、熔合性飞溅、引弧痕迹、表面气孔等。
现场监理(签字): 施工方(签字) :
XC-YY-QBL-3
0.5
33
1.8
303
合格
0.5
0.6
1
0.9
10
9
12
9
0.4
0.5
0.5
0.4
无
合格
3.11
XC-YY-QBL-4
0.4
31
2.2
285
合格
1
1.2
0.8
1
8
9
11
10
0.3
0.5
0.4
0.4
无
合格
3.11
XC-YY-QBL-5
0.5
32
2
264
合格
0.8
1
1.2
0.9
9
10
管
监理单位: ****工程管理有限公司 施工单位:****省工业设备安装公司编号:001
单位工程名称:****天然气输气管道工程线路工程分部工程名称: 管道安装 分部工程编号:
施 工
日 期
焊 口
编 号
钝
边
(mm)
坡口
角度
(度)
对口
间隙
(mm)
螺旋焊
道间距
(mm)
预热
温度
℃
组对
方式
对口合
格情况
焊道
余高
0.2
31
2
251
合格
1.2
1
1.2
0.8
8
8
10
9
0.3
0.2
0.3
0.5
无
合格
3.11
XC-YY-QBL-9
0.4
33
1.9
279
合格
0.9
0.8
1.1
0.6
8
11
12
9
0.4
0.5
0.3
0.5
无
合格
3.11
XC-YY-QBL-10
0.4
33
2.1
233
合格
0.8
1.2
0.9
1
9
11
9
12
0.2
(mm)
焊缝
宽度
(mm)
错
口
(mm)
表面
缺陷
外观合
格情况
备
注
3.11
XC-YY-QBL-1
0.3
30
2
221
合格
1
1.2
0.9
1.1
8
10
9
12
0.3
0.5
0.3
0.4
无
合格
3.11
XC-YY-QBL-2
0.5
32
1.6
208
合格
0.6
1
0.8
1.2
9
10
8
11
0.5
0.3
0.4
0.5
无
合格
3.11
9
12
0.5
0.5
0.3
0.5
无
合格
3.11
XC-YY-QBL-6
0.4
33
1.9
235
合格
1.2
0.9
0.6
0.8
10
12
9
8
0.4
0.3
0.5
0.5
无
合格
3.11
XC-YY-QBL-7
0.3
35
2.1
212
合格
1
0.9
1.1
1.3
9
9
11
10
0.5
0.4
0.3
0.3
无
合格
3.11
XC-YY-QBL-8
0.5
0.3
0.4
无
合格
3.11
XC-YY-QBL-11
0.3
30
1.6
198
合格
1
0.8
1.1
0.6
11
9
8
12
0.3
0.2
0.5
0.4
无
合格
3.11
XC-YY-QBL-12
0.5
32
1.9
162
合格
0.9
1.2
0.7
0.7
8
12
11
8
0.4
0.4
0.2
0.3
无
合格
3.11
XC-YY-QBL-13