机械制图与技术制图标准
机械制图国家标准和技术制图的有关规定

机械制图国家标准和技术制图的有关规定引言机械制图是机械设计过程中的重要环节,为了保证机械制图的质量和统一性,国家制定了相关的标准和规定。
本文将介绍机械制图的国家标准和技术制图的有关规定。
机械制图国家标准在机械制图领域,国家制定了一系列的标准,以规范机械制图的设计、要求和规定。
以下是一些常见的机械制图国家标准:1.GB/T 4457-2018 机械制图尺寸和公差–该标准规定了机械制图中尺寸和公差的表示方法和计算方法。
2.GB/T 11816-2014 机械制图标注–该标准规定了机械制图中标注的要求和规定。
3.GB/T 5789-2008 机械制图图面和视图的表示方法–该标准规定了机械制图中图面和视图的表示方法和要求。
4.GB/T 3782-2009 机械零件尺寸技术文件–该标准规定了机械零件尺寸技术文件的编制要求和规定。
机械制图国家标准的制定,确保了机械制图的一致性和规范性,提高了机械制图的质量。
技术制图的有关规定除了机械制图标准外,还有一些技术制图的相关规定,以保证技术制图的准确性和可读性。
以下是一些常见的技术制图规定:1.图纸比例选择–技术制图中,根据绘制的对象和图纸大小,选择适当的比例,以确保图纸的可读性和准确性。
2.图线粗细和颜色选择–技术制图中,根据不同的图线类型和需求,选择适当的线宽和颜色,以区分不同的元素和表达不同的含义。
3.图幅的排版要求–技术制图中,应按照一定的排版要求将各种视图和标注等内容合理布局,以提高图纸的可读性和美观性。
技术制图的规定和要求,保证了技术制图的准确性和规范性,提高了技术制图的效率和质量。
结论机械制图国家标准和技术制图的规定,对于机械制图和技术制图具有重要的指导意义。
遵守这些标准和规定,能够使机械制图和技术制图更规范、准确和可读,提高产品设计的质量和效率。
然而,由于机械制图和技术制图的需求和应用场景不同,也有一些特殊的制图标准和规定需要遵守。
因此,在实际应用中,还需要根据具体的项目和需求来选择和应用相应的标准和规定。
国家标准《技术制图》和《机械制图》

2. 类型:三种
原值比例1:1 ,放大比例 n :1 ,缩小比例 1:n。
种类 原值比例
放大比例
优先使用 允许使用
表1-2 比例系列
比例
1:1
5:1 2:1 5×10n :1 2×10n :1
1×10n :1
4:1 2.5:1 4×10n :1 2.5×10n :1
缩小比例
优先使用 允许使用
1:2 1:5 1:10 1:2×10n 1:5×10 n 1:1×10n
线代替。
(6) 虚线在粗实线的延长线上时,在虚线和粗实线分界处应 留有间隙;虚线直线与虚线圆弧相切时,应画相切。
(7) 除非另有规定,两平行线之间的最小间隙不得小0.7mm。
国家标准《技术制图》和《机械制图》
图线的画法举例如图1-7所示。
圆心应是长画的交点 用细实线代替点画线
~
A处应留空隙 B处应相交
国家标准《技术制图》和《机械制图》
斜体
字母示例:
数字示例:
国家标准《技术制图》和《机械制图》
直体
字母示例:
数字示例:
国家标准《技术制图》和《机械制图》
1.1.4 图线及其画法
1. 线型(GB/T 17450-1998、GB/T 4457.4-2002)
表1-3 机械制图常用图线线型及应用
国家标准《技术制图》和《机械制图》
b) 30°范围内的尺寸数字注写
图1-11 尺寸数字注写
•方向: 尺寸数字应按图1-11a所示的方向注写 。 •垂直尺寸的标注:数字放在左边,字头朝左。 • 30°区:尽量避免标注尺寸,必须标注时应按规定标注。
国家标准《技术制图》和《机械制图》
3.常用尺寸注法
制图标准

QC/T5-1992 汽车产品图样及设计文件标准化审查
QC/T6-1992 汽车产品明细表编制规则
QC/T7-1992 汽车产品设计文件编号规则
QC/T18-1992 汽车产品图样及设计文件术语
F90058《FZ90058-1994 压力容器类产品图样标注的规定》18.00
G12986《GB12986-1991 纸箱制图》 15.60
G13362.2《GB/T13362.2-1992 机械制图用计算机信息交换常用长仿宋字体16X16点阵字模集》9.60
G13385《GB/T 13385-2004 包装图样要求》 14.40
G19476《GB/T 19476-2004 工程图样硬拷贝输出 控制文件结构规范》 16.80
G16675《GB/T16675.1~2-1996 技术制图:简化表示法》26.40
G17450《GB/T17450-1998 技术制图:图线》9.60
G17451《GB/T17451-1998 技术制图:图样画法视图》9.60
G17452《GB/T17452-1998 技术制图:剖面图和断面图》7.20
G14691.4《GB/T 14691.4-2005 技术产品文件 字体:拉丁字母的表示区别与特殊标识》12.00
G14691.6《GB/T 14691.6-2005 技术产品文件 字体:古代斯拉夫字母》12.00
G14692《GB/T14692-1993 技术制图:投影法》9.60
G15754《GB/T15754-1995 技术制图:圆锥的尺寸和公差注法》12.00
J6702《JB/T6702-2004 拖拉机产品图样及设计文件编号规则》 12.00
机械行业国家制图标准

一.各类制图标准之间的关系:1.通用性2.统一性3.通则性(基础的)4.国际性(等同或等效)二.专业制图标准:1.采用性2.具体性3.专业性4.适用性三.技术制图标准和专业制图标准:有各自独立的标准体系和适用体系;专业制图标准可选用一部分技术制图标准。
四.技术制图标准和专业制图标准是CAD制图标准的基础。
五.冷加工工艺和热加工工艺线素:点,间隔,画。
六.基本线性15种细实线(代号:01.1)波浪线(代号01.1.21)断裂处边界线;视图和剖视图的分界线。
(常用手工制图)双折线(代号01.1.22)断裂处边界线;视图和剖视图的分界线。
(常用于机器制图)细虚线(0.2.1)不可见的棱边线;不可见的轮廓线粗实线(01.2)粗虚线(02.2)表示允许表面处理的表示线。
(如刀具的表面)细点化线(04.1)用于轴线;对称中心线;分度圆(线);细孔分布的中心线;剖切线。
粗点化线(04.2)限定范围的表示线,这个范围内需要特殊要求或加工。
细双点画线(05.1)中断线(常用于涮网)作用和双折线和波浪线一样,都是用于断裂处边界线;视图和剖视图的分界线。
第二列为粗实线,第三列为细实线,细实线的线宽为粗实线的一半。
第二列为技术制图标准,第三列为2002年的机械制图标准,第四列为1984年的机械制图标准,粗细比从1:1/3该为2:1是为适应机器制图的发展,因为线宽太细,在电脑里面可能会信息丢失。
英国,德国,俄罗斯,和我国采用的都是第一角画法,但国际画法是第三角画法,我国的国标也在逐步向这方面靠拢。
注意简化画法,实际生产中常用~~~视图的种类:基本视图;向视图;局部视图;斜视图一.基本视图:特点配置关系确定;不需标注A为主视图,B为俯视图,E为仰视图,D为右视图,C为左视图,F为后视图。
二.向视图:三.局部视图:是将物体的某一部分向基本投影面投射所得的视图。
上图为一油管,我们想把油管上面开的小孔给表达出来。
方案一和二都对,方案一是将制件的左部分都投影下来得到的。
机械制图、技术制图国家标准介绍

国家标准介绍
比例
比例 (1).现行标准:标“GB/T14690-1993技术制图比例” (2 ).标准诠释 1).比例定义(重点):图:物;线性。 2).比例系列:表1优先;表2允许。 3) .标注方法:例子。 (3).注意事项 1).省料原则:只要表达清楚,尽量选比例使图纸小些。 2).省事易读:机械图尽量取1:1。 3).实用个案:许多因素(例如复印等)促成了一些图没有按标 准比例执行。
国家标准介绍
图幅一族
图幅一族
(1). 现行标准 标1“GB/T14689-2008 技术制图 图纸幅面和格式” 标2“GB/T10609.1-2008 技术制图 标题栏” 标3“GB/T10609.2-2009 技术制图 明细栏” 标4“GB/T10609.3-2009 技术制图 复制图的折叠方法” 标5“GB/T10609.4-2009 技术制图 对缩微复制原件的要求”
主要内容:
1. 重要性
2. 制图标准化概论
3. 国家标准介绍
国家标准介绍
制图术语
制图术语标准主要包括: (1)“通用术语” GB/T 13361-1992 技术制图 通用术语
(2)“投影法术语” GB/T 14692-2008《技术制图投影法》 GB/T 16948-1997《技术产品文件 词汇 投影法术语》 GB/T 13361-1992 技术制图 通用术语
(2).“图样标注”的方式: 标注在图中(例尺寸、尺寸公差等); 填在表中(例材料等); 文本(例技术要求、说明书、合同等); 代符号标注(例焊缝符号等); 指引标注(例装配图编号等)等。
国家标准介绍
尺寸标注一族
尺寸标注一族 (1) 现行标准 标1“GB/T4458.4-2003 机械制图 尺寸注法” 标2“GB/T16675.2-1996 技术制图 简化表示 法 第2部分:尺寸注法” 标3“GB/T15754-1995 技术制图 圆锥的尺寸 和公差注法” 标4“GB/T19096-2003 技术制图 图样画法 未 定义形状边的术语和注法”
机械制图和技术制图标准简介

(GB/T131-2006、GB/T10610-2009)
一、制图标准化机构的设置
• ISO 国际标准化组织 • ISO/TC10 技术产品文件标准化技术委员会
我国标准化SБайду номын сангаасC/TC146 全国技术产品文件标准化技术委员会
GB/T24746-2009
续表
现行标准名称 机械制图 螺纹及螺纹紧固件表示法 机械制图 齿轮表示法 机械制图 花键表示法 机械制图 弹簧表示法 机械制图 中心孔表示法 机械制图 滚动轴承表示法 机械制图 动密封圈 通用简化表示法 机械制图 动密封圈 特征简化表示法 机械制图 机构运动简图符号 技术制图 粘结、弯折与挤压接合的图形符号表 示法
10.删去了任选基准注法的图例(图11)
表3 附加符号(根据GB/T1182-2008)
图5 全周要求的标注 图7 被测要素的线素的标注
图6公共公差带的标注 图8 “不凸起”的标注
图9 点的同心度公差的标注
图10 被测要素为导出要素时的 图样标注
图11 基准要素的图样标注
七、表面结构(含粗糙度)的标准化动态及其表示法 (GB/T131-2006、GB/T10610-2009)
现行标准名称
技术制图 投影法 技术制图 标题栏 技术制图 明细栏 技术制图 图纸幅面及格式 技术制图 比例 技术制图 字体 技术制图 图线 机械制图 图样画法 图线 技术制图 图样画法 剖面区域的表示法 机械制图 剖面符号
续表2 分类
基本 表示法
现行标准编号 GB/T17451-1998 GB/T4458.1-2002 GB/T17452-1998 GB/T4458.6-2002 GB/T16675.1-1996 GB/T4458.2-2003 GB/T4458.3-1984 GB/T4458.4-2003 GB/T16675.2-1996 GB/T4458.5-2003 GB/T131-2006 GB/T1182-2008 GB/T24739-2009 GB/T24743-2009 GB/T24744-2009
机械制图工程图技术要求全

机械图纸-技术规定汇总一般技术规定1. 零件清除氧化皮。
2. 零件加工表面上,不应有划痕、擦伤等损伤零件表面旳缺陷。
3. 清除毛刺飞边。
热处理规定1. 经调质处理,HRC50~55。
2. 零件进行高频淬火,350~370℃回火,HRC40~45。
3. 渗碳深度0.3mm。
4. 进行高温时效处理。
公差规定1. 未注形状公差应符合GB1184-80旳规定。
2. 未注长度尺寸容许偏差±0.5mm。
3. 铸件公差带对称于毛坯铸件基本尺寸配置。
零件棱角1. 未注圆角半径R5。
2. 未注倒角均为2×45°。
3. 锐角/尖角/锐边倒钝。
装配规定1. 各密封件装配前必须浸透油。
2. 装配滚动轴承容许采用机油加热进行热装,油旳温度不得超过100℃。
3. 齿轮装配后,齿面旳接触斑点和侧隙应符合GB10095和GB11365旳规定。
4. 装配液压系统时容许使用密封填料或密封胶,但应防止进入系统中。
5. 进入装配旳零件及部件(包括外购件、外协件),均必须具有检查部门旳合格证方能进行装配。
6. 零件在装配前必须清理和清洗洁净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。
7. 装配前应对零、部件旳重要配合尺寸,尤其是过盈配合尺寸及有关精度进行复查。
8. 装配过程中零件不容许磕、碰、划伤和锈蚀。
9. 螺钉、螺栓和螺母紧固时,严禁打击或使用不合适旳旋具和扳手。
紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏。
10. 规定拧紧力矩规定旳紧固件,必须采用力矩扳手,并按规定旳拧紧力矩紧固。
11. 同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐渐、均匀拧紧。
12. 圆锥销装配时应与孔应进行涂色检查,其接触率不应不不小于配合长度旳60%,并应均匀分布。
13. 平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙。
14. 花键装配同步接触旳齿面数不少于2/3,接触率在键齿旳长度和高度方向不得低于50%。
国家标准《技术制图》和《机械制图》的有关规定

普通高等教育“十一五”国家级规划教材
三、字体 〔GB/T 14691-1993〕
Copyright © 2007 HIGHER EDUCATION PRESS All rights reserved. 高等教育出版社 版 权所有
普通高等教育“十一五”国家级规划教材
图样中书写的汉字、数字和字母,必须做到:字体工整、笔画清楚、 间隔均匀、排列整齐.
普通高等教育“十一五”国家级规划教材
第一章 第一节 国家标准《技术制图》和《机械制图》的有关规定
一、图纸幅面和格式 二、比例 三、字体 四、图线
开始
说明
退出
Copyright © 2007 HIGHER EDUCATION PRESS All rights reserved. 高等教育出版社 版 权所有
为了使图样能直接反映实物的大小,绘图时应优先采用原值比例.若机 件太大或太小,可采用缩小或放大比例绘制.选用比例的原则是有利于图形 的清晰表达和图纸幅面的有效利用.必须注意,不论采用何种比例,标注尺寸 时,均按机件的实际尺寸大小注出.
Copyright © 2007 HIGHER EDUCATION PRESS All rights reserved. 高等教育出版社 版 权所有
普通高等教育“十一五”国家级规划教材
2.图线宽度
机械图样中采用粗、细两种图线宽度,它们的比例关系为2∶1.
图线的宽度〔d〕应按图样的图幅大小,在以下数系中选取:0.13、 0.18、0.25、0.35、0.5、0.7、1.0、1.4、2.0〔mm〕.
粗线宽度通常采用d=0.5mm 或0.7mm.为了保证图样清晰,便于 复制,图样上应尽量避免出现线宽小于0.18mm 的图线.
机械制图国家标准(最新)
(二)技术要求的给出方式 技术要求作为表达设计意图的重要内容,可通过 以下方式表示其设计要求: 1)标准化了的几何精度要求一般注写在图形上。对某 些要素有特殊要求时,可用指引线引出,并在其基准线 上注写简要的说明。 2)在标题栏附近,以“技术要求”为标题,逐条书写 文 字说明。文字说明的内容一般为上述9方面。 3)以企业标准的形式给定技术要求。
尺寸的简化注法(GB/T16675.2-1996)
一、简化尺寸注法可在图样空白处作总的说 明,如“全部倒角C1.6”、“余圆角R4”等。 2、对于尺寸相同的重复要素,可仅在一个要素 上注出其尺寸和数量。需要注意的是,图中标 准的形式为“7×1×φ7”不再是就标准中的“7 - 1×φ7”。 3、标注尺寸时,应尽可能适用符号和缩写词。
“技术条件”常被用作标准名称,它通常包括产品规 格、性能、参数、技术要求、标志、验收、包装和运输 等。“技术要求”是“技术条件”中的一小部分。 2、条文用语力求简明、规范,或约定俗成,切忌过于 口语化。 3、对于尺寸公差和形位公差的未注公差的具体要求应 在技术要求中予以明确。
尺寸标注(GB/T4458.4-2003、GB/T19096-2003)
“机械制图”最新国家标准
尺寸及技术要求的表示法
1、技术要求的一般内容及给出方式(JB/T5054.2-2000) (一)各种技术要求,归纳起来可分属以下五个方面: • 几何精度:即:尺寸精度、表面结构、形位公差和 结构要素的专用公差 • 加工、装配的工艺要求,是指为保证产品质量而出 的工艺要求。 • 理化参数是指对材料的成分、组织和性能方面的要 求。 • 产品性能及检测要求是指使用及调试方面的要求 • 其他要求:
4、改变了箭头长度的规定。旧国家标准中规定:箭 头长度≈4b(b为粗实线宽度),其实国家标准图例 中的箭头却在3.5mm~5mm之间,b为0.5mm,为此 新标准将箭头长度改成了≥6d。 5、锥度标注方法的图例已改安GB/T 15754-1995的 规定。 6、增补了标准尺寸的符号及符号的比例画法。 7、将《未定义形状的术语和注法》(GB/T 190962003)列为标准的“规范性引用文件”,并编列为 标 准中的第7章。如下图:
机械制图国家标准分析

机械制图国家标准分析1. 引言随着机械制图技术的发展,为保证各种工程机械装配的精确度和可靠性,不同国家制定了各自的机械制图国家标准。
这些标准规范了机械制图的要求和方法,使得不同厂家和设计师之间的技术交流更加便捷和准确。
本文将对几个常见的机械制图国家标准进行分析,以便更好地理解和应用这些标准。
2. ISO制图标准ISO(国际标准化组织)制图标准是国际上最为常用的机械制图标准之一。
ISO制图标准独立于任何具体的国家或地区,被广泛应用于全球范围内的机械工程设计。
ISO制图标准主要包括以下几个方面的内容:•图样符号符号化标准:ISO制图标准规定了一套统一的图样符号系统,用于标示机械制图中的不同元素和特征。
这些符号的应用使得不同制图人员能够快速理解和解释图纸上的设计意图。
•尺寸和公差规范:ISO制图标准对机械零件的尺寸和公差进行了具体的规范和要求。
通过统一的尺寸和公差标准,可以确保不同厂家生产的零件能够互换使用,提高了生产效率和零件的可靠性。
•投影方法和视图规范:ISO制图标准规定了常用的投影方法和视图规范,如正投影、轴侧视图等。
这些规范使得不同制图人员能够使用相同的视图来描述和表达设计模型,减少了误解和沟通成本。
3. ANSI制图标准ANSI(美国国家标准协会)制图标准是美国国内最为常用的机械制图标准。
与ISO制图标准类似,ANSI制图标准也对图样符号、尺寸和公差、投影方法等方面进行了规范。
然而,由于地域差异和历史原因,ANSI制图标准在一些方面存在不同于ISO制图标准的特点。
其中,ANSI制图标准与ISO制图标准最大的区别之一在于尺寸和公差的规范方式。
ANSI制图标准采用基本尺寸和公差系统(GD&T),相对于ISO制图标准更加强调尺寸和公差的逻辑关系,使得不同制图人员能够更加准确地理解和应用尺寸和公差规范。
此外,ANSI制图标准还包括了电气和电子制图的规范,这是与ISO制图标准之间的另一个明显差异。
机械工程制图教程1-1国家标准的一般规定(new)
上海理工大学《机械制图》课件(C版)
五. 尺寸注法
1.基本规则
(1)机件的真实大小,应以图样上所注的尺寸数值为依据, 与图形的大小及绘图准确度无关。 (2)图样中的尺寸,以毫米为单位时,不需要标注计量 单位的符号或名称;若用其他单位,则必须注明相应的计 量单位符号或名称。
Size
(3)图样中所标注的尺寸,为该图样所示机件的最后完 工的尺寸;否则,应另加说明。
长仿宋体字的基本笔画
上海理工大学《机械制图》课件(C版)
示例
4.字母和数字可写成斜体或直体。斜体字字头向右倾斜75。 图样上一般采用斜体字。 1. 数字
2. 字母
上海理工大学《机械制图》课件(C版)
四. 图线
1。线型 常用图线有6种,分别为:
2。线宽 分粗、中粗和细三种,其宽度比率为4:2:1。 粗线的宽度(d)可根据图形的大小和复杂程度在0.13 mm, 0.18mm,0.25mm,0.35 mm,0.5mm,0.7mm,1 mm,1.4mm, 2mm范围内选取。实际画图中,粗实线一般取0.7 mm或1 mm 的线宽。
上海理工大学《机械制图》课件(C版)
一. 图纸幅面及格式
图幅代号
B×L a
c e 20
A0
841×1189
A1
A2
A3
297×420 5 10
A4
210×297
594×841 420×594 25 10
1.图纸幅面:表示图纸的大小 (1)优先采用基本幅面: A0,A1,A2,A3,A4;A1~A4都是由A0 裁剪出来的,例如A0=2XA1 (2)必要时可采用加长幅面:它 们的尺寸是由幅面的短边成整数 倍地增加后得出的。例如:A4X3
技术制图与机械制图国家标准(2011年7月25日更新)
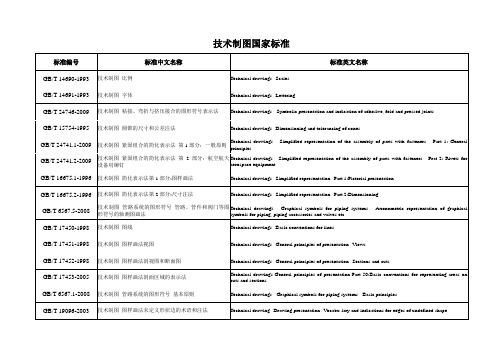
标准编号 GB/T 14690-1993 GB/T 14691-1993 GB/T 24746-2009 GB/T 15754-1995
技术制图 比例 技术制图 字体 技术制图 粘接、弯折与挤压接合的图形符号表示法 技术制图 圆锥的尺寸和公差注法
标准中文名称
Technical drawings--Scales Technical drawings--Lettering
Байду номын сангаас
GB/T 4458.6-2002 机械制图 图样画法剖视图和断面图 GB/T 4459.1-1995 机械制图 螺纹及螺纹紧固件表示法 GB/T 4459.2-2003 机械制图 齿轮表示法 GB/T 4459.3-2000 机械制图 花键表示法 GB/T 4459.4-2003 机械制图 弹簧表示法 GB/T 4459.5-1999 机械制图 中心孔表示法 GB/T 4459.7-1998 机械制图 滚动轴承表示法 GB/T 4460-1984 机械制图 机构运动简图符号
GB/T 16675.1-1996 技术制图 简化表示法第 1 部分:图样画法 GB/T 16675.2-1996 技术制图 简化表示法第 2 部分:尺寸注法 GB/T 6567.5-2008 GB/T 17450-1998 GB/T 17451-1998 GB/T 17452-1998 GB/T 17453-2005 GB/T 6567.1-2008 GB/T 19096-2003
技术制图 管路系统的图形符号 管路、管件和阀门等图 Technical drawings - Graphical symbols for piping systems - Axonometric representation of graphical symbols for piping, piping accessories and valves etc. 形符号的轴测图画法 技术制图 图线 技术制图 图样画法视图 技术制图 图样画法剖视图和断面图 技术制图 图样画法剖面区域的表示法 技术制图 管路系统的图形符号 基本原则 技术制图 图样画法未定义形状边的术语和注法 Technical drawings--Basic conventions for lines Technical drawings--General principles of presentation--Views Technical drawings--General principles of presentation--Sections and cuts Technical drawings-General principles of presentation-Part 50:Basic conventions for representing areas on cuts and sections Technical drawings - Graphical symbols for piping systems - Basic principles Technical drawing--Drawing presentation--Vocabu-lary and indications for edges of undefined shape
机械制图标准-技术制图-明细栏
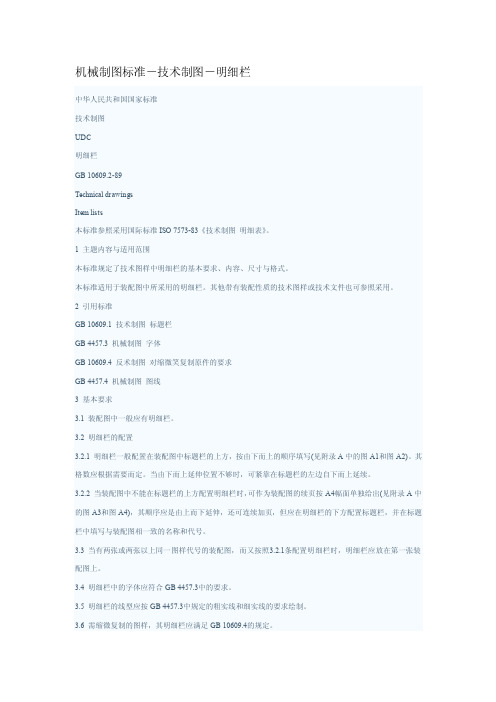
机械制图标准-技术制图-明细栏中华人民共和国国家标准技术制图UDC明细栏GB 10609.2-89Technical drawingsItem lists本标准参照采用国际标准ISO 7573-83《技术制图明细表》。
1 主题内容与适用范围本标准规定了技术图样中明细栏的基本要求、内容、尺寸与格式。
本标准适用于装配图中所采用的明细栏。
其他带有装配性质的技术图样或技术文件也可参照采用。
2 引用标准GB 10609.1 技术制图标题栏GB 4457.3 机械制图字体GB 10609.4 反术制图对缩微笑复制原件的要求GB 4457.4 机械制图图线3 基本要求3.1 装配图中一般应有明细栏。
3.2 明细栏的配置3.2.1 明细栏一般配置在装配图中标题栏的上方,按由下而上的顺序填写(见附录A中的图A1和图A2)。
其格数应根据需要而定。
当由下而上延伸位置不够时,可紧靠在标题栏的左边自下而上延续。
3.2.2 当装配图中不能在标题栏的上方配置明细栏时,可作为装配图的续页按A4幅面单独给出(见附录A中的图A3和图A4),其顺序应是由上而下延伸,还可连续加页,但应在明细栏的下方配置标题栏,并在标题栏中填写与装配图相一致的名称和代号。
3.3 当有两张或两张以上同一图样代号的装配图,而又按照3.2.1条配置明细栏时,明细栏应放在第一张装配图上。
3.4 明细栏中的字体应符合GB 4457.3中的要求。
3.5 明细栏的线型应按GB 4457.3中规定的粗实线和细实线的要求绘制。
3.6 需缩微复制的图样,其明细栏应满足GB 10609.4的规定。
4 内容4.1 明细栏的组成明细栏一般由序号、代号、名称、数量、材料、质量(单件、总计)、分区、备注等组成,也可按实际需要增加或减少。
4.2 明细栏的填写4.2.1 序号:填写图样中相应组成部分的序号;4.2.1 代号:填写图样中相应组成部分的图样代号或标准号;4.2.3 名称:填写图样中相应组成部分的名称。
2023-机械制图要求规范-国家标准

O2
④的对连接称O点1OO32、、OO14O;4、O3O2、O3O4,分别以O1、O3为圆
心,以O1A为半径画弧至连心线;以O2、O4为圆心,以O2C
为半径画弧至连心线,即得椭圆。
◎斜度的画法
斜度=tanα=H/L=1:n
1:5
a)
b)
c)
斜度指一条直线(或平面)相对于另一条直线(或平面)的倾
斜程度。
5号字
3.5号字
阿拉伯数字直体 阿拉伯数字斜体
大写英文字母斜体 小写英文字母斜体
3.本卷须知 图 3-7 根本图线的应用
3.本卷须知 (1) 同一图样上,同类图线宽度应一致。 (2) 图线与图线相交时,应该是画线相交。只有当
细虚线处于粗实线的延长线上时,为说明可见与不可 见轮廓的界线,应留出间隙。
(2) 尺寸线
用细实线绘制在尺寸界线之间,不能由其他图线引出 或代替。
尺寸线和尺寸界线一般互相垂直,必要时允许倾斜,如 图3-9b。
相互平行的尺寸线,应小尺寸在内、大尺寸在外。平行 距离一般为5~7mm。
同方向的尺寸线,应排列在一条直线上。
(3) 尺寸线终端 形式一般有两种:箭头和斜线。
同一图样只能采用一种形式。 箭头是机械图样中的根本形式。当尺
◎等分圆周
A
B
1
2
3
B’ O
C
4 5
C’
6
D
D’
E
以七边形为例说明。
将垂直直径AE七等分,以A为圆心、AE为半径画弧交
水平直径的延长线于点O;作O2、O4、O6〔隔点取〕的
连线,延长交圆周于点B、C、D,并作其对称点B′C′、
D′;将各点依次连接,即为所求七边形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
112
GB/T 4096—2001 产品几何量技术规范(GPS)棱体的角度与斜度系列
16.00
113
GB/T 5371-2004 极限与配合 过盈配合的计算和选用
15.00
114
GB/T 5847-2004 尺寸链 计算方法
18.00
115
GB/T 11334—2005 产品几何量技术规范(GPS) 圆锥公差
48.00
120
GB/T 1184-1996 形状和位置公差 未注公差值
21.00
121
GB/T 1958-2004 产品几何量技术规范(GPS) 形状和位置公差 检测规定
52。00
122
GB/T 4249—2009 产品几何技术规范(GPS) 公差原则
16。00
123
GB/T 4380-2004 圆度误差的评定 两点、三点法
14.00
83
GB/T 16722.4—2008 技术产品文件 计算机辅助技术信息处理 文件管理与检索系统
16。00
84
GB/T 16948—97 技术产品文件 词汇 投影法术语
21。00
85
GB/T 18594-2001 技术产品文件 字体 拉丁字母、数字和符号的CAD字体
28。00
86
GB/T 18617.1-2002 技术产品文件 CAD图层的组织和命名 第1部分:概述与原则
30。00
99
GB/T 16900—2008 图形符号表示规则 总则
14.00
100
GB/T 16901。1—2008 技术文件用图形符号表示规则 第1部分:基本规则
18。00
101
GB/T 16901.2—2000 图形符号表示规则 产品技术文件用图形符号 第2部分:图形符号(包括基准符号库中的图形符号)的计算机电子文件格式规范及其交换要求
14。00
87
GB/T 24740-2009 技术产品文件 机械加工定位、夹紧符号表示法
21。00
88
GB/T 24742-2009 技术产品文件 工艺流程图表用图形符号的表示法
18。00
89
GB/T 24743—2009 技术产品文件 钢铁零件热处理表示法
27。00
90
GB/T 24744—2009 产品几何规范(GPS) 技术产品文件(TPD)中模制件的表示法
16。00
60
GB/T 17451—98 技术制图 图样画法 视图
16.00
61
GB/T 17452-98 技术制图 图样画法 剖视图和断面图
14。00
62
GB/T 17453-2005 技术制图 图样画法 剖面区域的表示法
16。00
63
GB/T 19096-2003 技术制图 图样画法 未定义形状边的术语和注法
16.00
二、形状与位置公差、极限与配合、表面特征标准
105
GB/T 157—2001 产品几何量技术规范(GPS) 圆锥的锥度与锥角系列
16。00
106
GB/T 1800.1—2009 产品几何技术规范(GPS) 极限与配合 第1部分:公差、偏差和配合的基础
30。00
107
GB/T 1800。2—2009 产品几何技术规范(GPS) 极限与配合 第2部分:标准公差等级和孔、轴极限偏差表
16。00
31
GB/T 4459.7-1998 机械制图 滚动轴承表示法
24。00
32
GB/T 4459。8—2009 机械制图 动密封圈 第1部分:通用简化表示法
14。00
33
GB/T 4459。9-2009 机械制图 动密封圈 第2部分:特征简化表示法
16。00
34
GB/T 5185-2005 焊接及相关工艺方法代号
14。00
35
GB/T 24739—2009 机械制图 机件上倾斜结构的表示法
21.00
36
JB/T 5355—2002 变压器类产品机械制图补充规定
15。00
37
JB/T 8555—2008 热处理技术要求在零件图样上的表示方法
10。00
38
GB/T 131-2006 产品几何技术规范(GPS) 技术产品文件中表面结构的表示法
315。00
11
机械基础件标准汇编 紧固件产品(上、中、下)
565。00
12
螺纹标准汇编(上、中、下)(2011.1)
460。00
13
公制、美制和英制螺纹标准手册(第三版)
195.00
14
机械产品设计常用标准手册
160.00
15
机械设计手册(第五版)(1~6卷)
880.00/套
16
现代机械设计手册(1~6卷)
14。00
43
GB/T 6567。4-2008 技术制图 管路系统的图形符号 阀门和控制元件
14.00
44
GB/T 6567.5—2008 技术制图 管路系统的图形符号 管路、管件和阀门等图形符号的轴测图画法
16.00
45
GB/T 10609。1-2008 技术制图 标题栏
14.00
46
GB/T 10609。2—2009 技术制图 明细栏
968.00/套
17
机械设计工程师手册(上、下)
338.00
18
GB/T 324—2008 焊缝符号表示法
18。00
19
GB/T 4457.2—2003 技术制图 图样画法 指引线和基准线的基本规定
16。00
20
GB/T 4457.4—2002 机械制图 图样画法 图线
21。00
21
GB/T 4458.1—2002 机械制图 图样画法 视图
24.00
26
GB/T 4459.1—1995 机械制图 螺纹及螺纹紧固件表示法
21.00
27
GB/T 4459.2-2003 机械制图 齿轮表示法
18.00
28
GB/T 4459。3—2000 机械制图 花键画法
16。00
29
GB/T 4459.4-2003 机械制图 弹簧表示法
24。00
30
GB/T 4459。5-1999 机械制图 中心孔表示法
16。00
67
GB/T 14665-2012 机械工程 CAD制图规则
18.00
68
GB/T 15751—95 技术产品文件 计算机辅助设计与制图词汇
33.00
69
GB/T 17304—2009 CAD通用技术规范
27.00
70
GB/T 18135-2008 电气工程CAD制图规则
24.00
71
GB/T 18229—2000 CAD工程制图规则
16.00
51
GB/T 13361-2012 技术制图 通用术语
21。00
52
GB/T 14689—2008 技术制图 图纸幅面和格式
16.00
53
GB/T 14690—93 技术制图 比例
14.00
54
GB/T 14691-93 技术制图 字体
18。00
55
GB/T 14692—2008 技术制图 投影法
16。00
47
GB/T 10609。3—2009 技术制图 复制图的折叠方法
18.00
48
GB/T 10609。4—2009 技术制图 对缩微复制原件的要求
14.00
49
GB/T 12212—2012 技术制图 焊缝符号的尺寸、比例及简化表示法
30.00
50
GB/T 12213—90 技术制图 玻璃器具表示法
95
GB/T 16273.3-99 设备用图形符号 电焊设备通用符号
21。00
96
GB/T 16273。4-2010 设备用图形符号 第4部分:带有箭头的符号
33.00
97
GB/T 16273。5-2002 设备用图形符号 第5部分:塑料机械通用符号
21.00
98
GB/T 16273。6-2003 设备用图形符号 第6部分:运输、车辆检测及装载机械通用符号
54。00
102
GB/T 16901.3—2009 技术文件用图形符号表示规则 第3部分:连接点、网络的分类及其编码
16。00
103
GB/T 16902。1-2004 图形符号表示规则 设备用图形符号 第1部分:原始符号
18.00
104
GB/T 16902。2-2008 设备用图形符号表示规则 第2部分:箭头的形式和使用
机械制图与技术制图标准
形状与位置公差、极限与配合、表面特征标准
机械设计与制造基础标准
征 订 单
北京华水电科技书店 2013年10月编制
序号
标 准 名 称
单价
订购册数
一、机械制图与技术制图标准
1
机械制图(标准合订本)
142。00
2
技术制图(标准合订本)
80。00
3
机械制图手册(第四版)
76.00
4
技术制图与机械制图标准应用手册(2013.4)
21。00
22
GB/T 4458。2—2003 机械制图 装配图中零、部件序号及其编排方法
14.00
23
GB/T 4458.4—2003 机械制图 尺寸注法
21。00
24
GB/T 4458.5—2003 机械制图 尺寸公差与配合注法
16.00
25
GB/T 4458。6—2002 机械制图 图样画法 剖视图和断面图