AIAG CQI标准列表
AIAG_CQI-9_特殊过程:热处理系统评估_Ver2
项目# 3.0
HTSA 相关问题 # 过程控制频次
种器
A3.1
1.4 2.14
监视主温控制仪表
每一批或连续记录应每 每一批或连续记录应每2 2小时签字确认一次, 小时签字确认一次,报警 报警系统确保满足签字 系统确保满足签字确认要 确认要求。 求。
每班
A3.2
项目# 4.0 A4.1 A4.2 A4.3 A4.4 5.0
HTSA 相关问题 # 1.4 2.15 1.4 2.15 1.4 2.15 1.4 2.15
种类/过程步骤 过程中/最终检验频率 显微组织 表面硬度 心部硬度(当规定时) 渗层/淬硬层深度(当规定时) 淬火介质和溶液试验频率 聚合物淬火介质
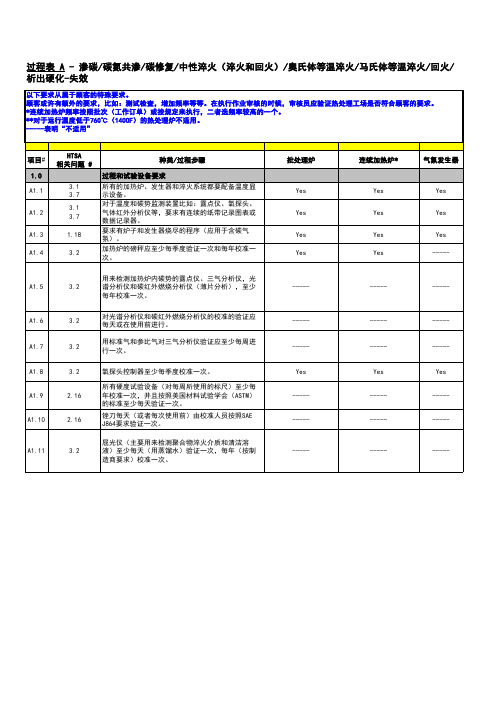
项目# 1.0 A1.1 A1.2 A1.3 A1.4
HTSA 相关问题 # 3.1 3.7 3.1 3.7 1.18 3.2
种类/过程步骤 过程和试验设备要求 所有的加热炉、发生器和淬火系统都要配备温度显 示设备。 对于温度和碳势监测装置比如:露点仪、氧探头、 气体红外分析仪等,要求有连续的纸带记录图表或 数据记录器。 要求有炉子和发生器烧尽的程序(应用于含碳气 氛)。 加热炉的磅秤应至少每季度验证一次和每年校准一 次。 用来检测加热炉内碳势的露点仪、三气分析仪,光 谱分析仪和碳红外燃烧分析仪(薄片分析),至少 每年校准一次。 对光谱分析仪和碳红外燃烧分析仪的校准的验证应 每天或在使用前进行。 用标准气和参比气对三气分析仪验证应至少每周进 行一次。 氧探头控制器至少每季度校准一次。 所有硬度试验设备(对每周所使用的标尺)至少每 年校准一次,并且按照美国材料试验学会(ASTM) 的标准至少每天验证一次。 锉刀每天(或者每次使用前)由校准人员按照SAE J864要求验证一次。 屈光仪(主要用来检测聚合物淬火介质和清洁溶 液)至少每天(用蒸馏水)验证一次,每年(按制 造商要求)校准一次。
AIAG CQI-23 成型 模塑系统评估

一、简介1.总则此系统评估(简称MSA)可用于评审组织满足本要求、顾客、法规及组织自身要求的能力,同时也适用于组织和它的供应商之间。
MSA提出要求是对顾客和产品标准的补充。
通过体系的有效应用,包括体系持续改进的过程,旨在增强客户满意度。
此系统评估是适用于整个汽车供应链中客户指定的生产件和服务件的制造现场。
2.过程方法成型/模塑系统评估这个准则支持IATF16949所定义的汽车工业的过程方法。
3.评估目标1)建立成型管理体系,以促进整个供应链的持续改进、强调缺陷预防、减少变差和浪费。
2)MSA给合国际认可的质量管理体系以及适用的顾客特殊要求,定义了成型/模塑管理系统的基本要求。
3)致力于为汽车生产件和相关服务件的组织提供一个成型/模塑管理体系的共同方法。
4.评估过程除非客户另有要求,应该每年进行持续评估以保证持续符合MSA要求。
每次评估应包括对使用MSA 的组织的体系进行评审。
后续的作业审核,应从要求符合MSA文件要求的不同汽车零部件制造商那里进行零件抽样。
评估应依据IATF16949确定的过程方法进行审核/评估。
5.评审员资格执行MSA评审的评审员必须具备下列特别的经验:1)必须有具备丰富经验的质量管理内审员(例如,IATF16949,ISO9001)。
2)评审员具备成型/模塑过程知识。
包括至少5年的成型过程经验或者正式的工科学历与成型/模塑工作经验合起来至少达到5年。
3)评审员应了解并熟悉汽车行业核心工具的知识和应用,包括SPC统计过程控制,MAS测量系统分析,PPAP零部件批准,FMEA失效模式与影响分析,以及APQP先期质量策划。
注:如果满足以上要求需要有多个审核员,那么应以满足第一条要求的评审员来主导评审。
6.其他要求组织应保存记录作为遵守成型系统评估所规定要求的证据,同时针对任何不满意项应具有适合的改善方案。
这些证据应准备妥当,以供任何要求供应商符合本文件要求的顾客进行评审。
二、适用对象适用于整个汽车供应链中的注塑成型、吹塑成型、真空吸塑成型、压缩成型、传送成型(热固性材料)、挤出成型。
CQI标准列表
ISO/TS 16949: 2002 IMPLEMENTATION GUIDE
CQI-8
Layered Process Audit Guideline
CQI-9
Special Process: Heat Treat System Assessment
热处理系统评估标准
CQI-10
Effective Problem Solving Guideline
CQI-11
Special Process: Plating System Assessment
电镀系统评估标准
CQI-12
Special Process: Coating System Assessment
喷涂系统评估标准
CQI-14
Consumer-Centric Warranty Management Guideline
有效问题解决从业者指南(问题分析)
CQI-21
Effective Problem Solving Leader Guide
CQI-22
The Cost of Poor Quality Guide
CQI-23
模塑系统评估
精心搜集整理,只为你的需要
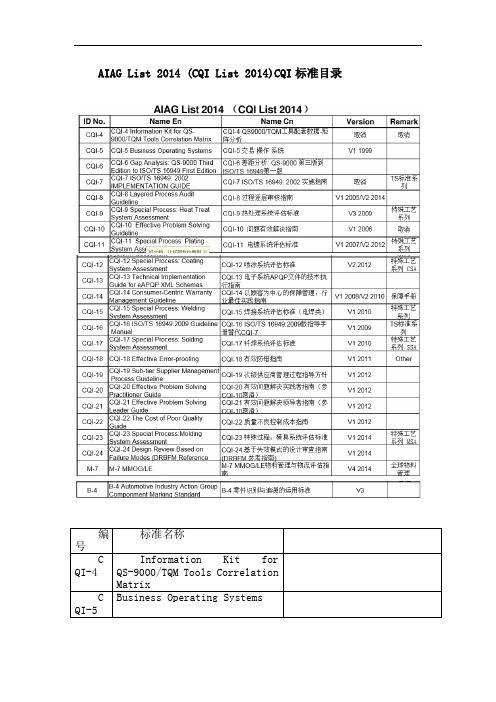
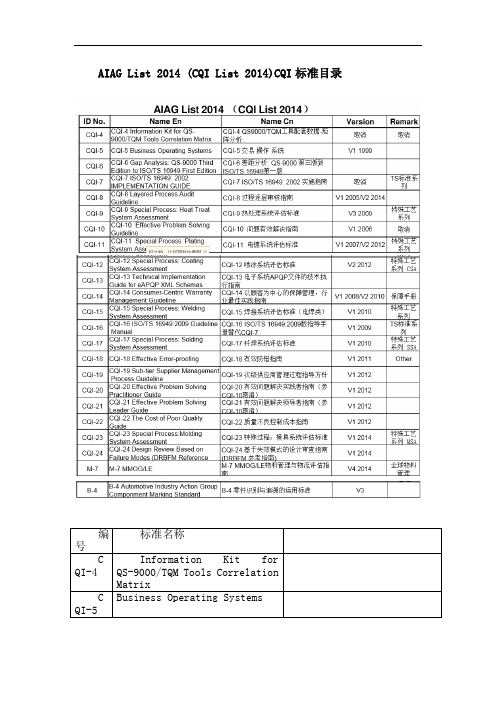
AIAG List 2014 (CQI List 2014)CQI标准目录
编号
标准名称
CQI-4
Information Kit for QS-9000/TQM Tools Correlation Matrix
CQI-5
Business Operating Systems
CQI-6
Gap Analysis: QS-9000 Third Edition to ISO/TS 16949 First Edition
AIAGCQI-27铸造系统基础要求表
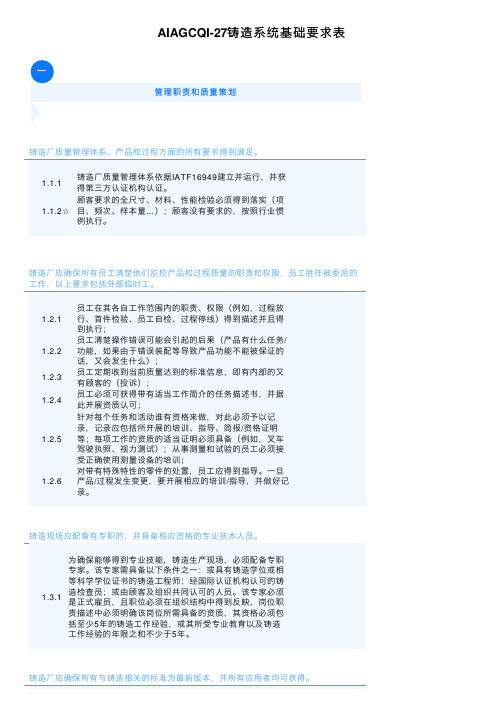
AIAGCQI-27铸造系统基础要求表管理职责和质量策划1.1铸造⼚质量管理体系、产品和过程⽅⾯的所有要求得到满⾜。
1.1.1铸造⼚质量管理体系依据IATF16949建⽴并运⾏,并获得第三⽅认证机构认证。
1.1.2☆顾客要求的全尺⼨、材料、性能检验必须得到落实(项⽬、频次、样本量…);顾客没有要求的,按照⾏业惯例执⾏。
1.2铸造⼚应确保所有员⼯清楚他们监控产品和过程质量的职责和权限,员⼯胜任被委派的⼯作,以上要求包括外部临时⼯。
1.2.1员⼯在其各⾃⼯作范围内的职责、权限(例如,过程放⾏、⾸件检验、员⼯⾃检、过程停线)得到描述并且得到执⾏;1.2.2员⼯清楚操作错误可能会引起的后果(产品有什么任务/功能,如果由于错误装配等导致产品功能不能被保证的话,⼜会发⽣什么);1.2.3员⼯定期收到当前质量达到的标准信息,即有内部的⼜有顾客的(投诉);1.2.4员⼯必须可获得带有适当⼯作简介的任务描述书,并据此开展资质认可;1.2.5针对每个任务和活动谁有资格来做,对此必须予以记录,记录应包括所开展的培训、指导、简报/资格证明等;每项⼯作的资质的适当证明必须具备(例如,叉车驾驶执照、视⼒测试);从事测量和试验的员⼯必须接受正确使⽤测量设备的培训;1.2.6对带有特殊特性的零件的处置,员⼯应得到指导。
⼀旦产品/过程发⽣变更,要开展相应的培训/指导,并做好记录。
1.3铸造现场应配备有专职的,并具备相应资格的专业技术⼈员。
1.3.1为确保能够得到专业技能,铸造⽣产现场,必须配备专职专家。
该专家需具备以下条件之⼀:或具有铸造学位或相等科学学位证书的铸造⼯程师;经国际认证机构认可的铸造检查员;或由顾客及组织共同认可的⼈员。
该专家必须是正式雇员,且职位必须在组织结构中得到反映,岗位职责描述中必须明确该岗位所需具备的资质,其资格必须包括⾄少5年的铸造⼯作经验,或其所受专业教育以及铸造⼯作经验的年限之和不少于5年。
1.4铸造⼚应确保所有与铸造相关的标准为最新版本,并所有应⽤者均可获得。
AIAG-CQI-11电镀体系标准

AIAG全称Automotive Industry Action Group即汽车工业行动小组。
该组织成立于1982年,由美国三大汽车公司通用、福特和克莱斯勒共同创建,是全球公认的著名的非盈利组织。
AIAG已有超过1000多家的成员公司,其中包括:整车制造商:克莱斯勒、福特、通用、北美丰田和北美本田一级供应商:德尔福、江森自控、固特异、麦格纳、约翰迪尔、伟世通、李尔、博格华纳等。
AIAG CQI-11电镀系统评估的三大目的Plating System Assessment(英文简称:PSA)‧持续改善‧问题与风险预防‧降低制程变异与供应链上的损耗浪费AIAG CQI-11评估准则•原则:1次/年•客户有特别要求对PSA符合程度评估时,则按客户要求执行•评估必须使用ISO/TS16949:2009规定的流程步骤审核/评测AIAG CQI-11审核员资格要求•质量内审员资格(ISO/TS16949 ISO9001)•必须具备电镀专业知识•具有表面处理作业五年以上经验, 或正式的化工与表面处理工作合并共五年以上学经历•接受过TS16949五大手册专业培训AIAG CQI-111.1 现场是否有专门且合格的表面处理人员?•现场需要一位专门且合格的表面处理人员。
•是全职员工,且职位需被列入于组织图中。
•需有化工与表面处理相关知识的描述。
•需包含具有表面处理作业五年以上经验, 或正式的化工与表面处理工作合并共五年以上学经历。
AIAG CQI-111.2 表面处理厂是否执行先期产品质量规划?•公司文件应纳入先期产品质量规划(APQP)之程序。
•公司可以将相似的零件定义为同一类型的产品进行可行性评估。
•在客户审核通过后,除非客户同意,否则不允许改变任何程序。
•当制造程序需要改变时,电镀厂需与客户联络要求审核。
•重大制造程序改变的客户审核文件,应该以记录归档。
AIAG CQI-111.3 制程处理FMEA是否为最新的且反应出目前的制程?•公司文件应纳入制程失效模式(FMEA)程序,并确保FMEA适时更新以反映出目前产品质量状况。
CQI标准列表
编号
标准名称
CQI-4
Information Kit for QS-9000/TQM Tools Correlation Matrix
CQI-5
Business Operating Systems
CQI-6
Gap Analysis: QS-9000 Third Edition to ISO/TS 16949 First Edition
有效问题解决从业者指南(问题分析)
CQI-21
Effective Problem Solving Leader Guide
CQI-22
The Cost of Poor Quality Guide
CQI-23
模塑系统评估
精心搜集整理,只为你的需要
CQI-11?
Special Process: Plating System Assessment
电镀系统评估标准
CQI-12
Special Process: Coating System Assessment
喷涂系统评估标准
CQI-14
Consumer-Centric Warranty Management Guideline
CQI-7
ISO/TS 16949: 2002 IMPLEMENTATION GUIDE
CQI-8
Layered Process Audit Guideline
CQI-9
Special Process: Heat Treat System Assessment
热处理系统评估标准
CQI-10?
Effective Problem Solving Guideline
最齐全CQI系列表格,限时分享~
最齐全CQI系列表格,限时分享~CQI是什么?不需要向老司机们介绍了吧!当然如果是刚接触汽车行业的朋友,可以简单了解一下:CQIContinuous Quality ImprovementCQI就是我们经常说的持续质量改进。
它是AIAG(美国汽车工业行动集团特别工作小组)开发的,目的是在供应链中建立持续改进,强调缺陷预防,减少变差和浪费的管理系统。
CQI是一个系列,细化且专业地规定了不同的工艺过程,对于汽车供应商过程系统监控和寻找持续改进机会来说很有必要。
下面我们简单介绍几个常见的CQI。
CQI-8 分层过程审核Layered Process Audits Guideline(LPA)实施分层审核主要目的是培养操作人员按照既定的标准开展工作。
操同时,也是验证作业方法,控制要求是否有效、合理的一种方法。
实施分层审核还提供了一个让管理层接触现场、和操CQI-9 热处理系统评估Heat Treat System Assessment(HTSA)热处理作为一个特殊的工艺过程,由于其材料特性的差异性、工艺参数的复杂性和过程控制的不确定性,长期以来一直视为汽车零部件制造业的薄弱环节,并将很大程度上直接导致整车产品质量的下降和召回风险的上升。
HTSA的目标是在供应链中建立持续改进,强调缺陷预防,减少变差和浪费的热处理管理系统。
HTSA与国际认可的质量管理体系以及适用的顾客特殊要求相结合,规定了热处理管理系统的基本要求。
旨在为汽车生产件和相关服务件组织建立热处理管理体系提供一个通用的方法。
美国戴姆勒克莱斯勒、福特、通用三大汽车公司在其顾客特殊要求中均对热处理系统评审提出要求,凡是热处理供应商都必须按CQI-9做过程审核。
CQI-10|CQI-20/CQI-21有效问题解决从业者/领导者指南Effective Problem Solving(EPS)CQI-10从影响问题解决的“有效”的因素,特别是企业的文化和价值观、以及五类管理(者)的行为来评估到底是如何影响问题解决有效或无效,而不仅仅是介绍问题解决的工具。
CQI标准系列目录-(2014)

CQI-23 特殊过程:模具系统评估 V1 2014 标准 V1 2014 V4 2014 V3
CQI-24 Design Review Based CQI-24 基于失效模式的设计 CQI-24 on Failure Modes (DRBFM 审查指南(DRBFM 参考指南) Reference M-7 M-7 MMOG/LE M-7 物料管理与物流评估指南
TS标准系 列
特殊工艺 列 Cancel
V1 2007/V2 特殊工艺 2012 系列 特殊工艺 V2 2012 系列 CSA
V1 2008/V2 保障手册 2010 特殊工艺 CQI-15 焊接系统评估标准 V1 2010 系列 CQI-16 ISO/TS 16949:2009版指导 TS标准系 V1 2009 手册替代CQI-7 列 特殊工艺 CQI-17 钎焊系统评估标准 V1 2010 系列 SSA CQI-18 有效防错指南 V1 2011 CQI-19 次级供应商管理过程指导 V1 2012 方针 CQI-20 有效问题解决实践者指 参CQI-10 南 取消 参CQI-10 CQI-21 有效问题解决领导者指南 取消 CQI-22 质量不良控制成本指南 V1 2012 特殊工艺 系列 MSA
全球物料 管理
B-4 Automotive Industry Action B-4 Group B-4 零件识别与追溯的运用标准 Componment Marking Standard
AIAG List 2014 (CQI List 2014)
ID No.
CQI-4 CQI-5 CQI-6 CQI-7 CQI-8 CQI-9 CQI-10 CQI-11 CQI-12 CQI-13 CQI-14 CQI-15 CQI-16 CQI-17 CQI-18 CQI-19 CQI-20 CQI-21 CQI-22 CQI-23
AIAG CQI 电镀体系标准

AIAG全称Automotive Industry Action Group即汽车工业行动小组。
该组织成立于1982年,由美国三大汽车公司通用、福特和克莱斯勒共同创建,是全球公认的著名的非盈利组织。
AIAG已有超过1000多家的成员公司,其中包括:整车制造商:克莱斯勒、福特、通用、北美丰田和北美本田一级供应商:德尔福、江森自控、固特异、麦格纳、约翰迪尔、伟世通、李尔、博格华纳等。
AIAG CQI-11电镀系统评估的三大目的Plating System Assessment(英文简称:PSA)‧持续改善‧问题与风险预防‧降低制程变异与供应链上的损耗浪费AIAG CQI-11评估准则•原则:1次/年•客户有特别要求对PSA符合程度评估时,则按客户要求执行•评估必须使用ISO/TS16949:2009规定的流程步骤审核/评测AIAG CQI-11审核员资格要求•质量内审员资格(ISO/TS16949 ISO9001)•必须具备电镀专业知识•具有表面处理作业五年以上经验, 或正式的化工与表面处理工作合并共五年以上学经历•接受过TS16949五大手册专业培训AIAG CQI-111.1 现场是否有专门且合格的表面处理人员?•现场需要一位专门且合格的表面处理人员。
•是全职员工,且职位需被列入于组织图中。
•需有化工与表面处理相关知识的描述。
•需包含具有表面处理作业五年以上经验, 或正式的化工与表面处理工作合并共五年以上学经历。
AIAG CQI-111.2 表面处理厂是否执行先期产品质量规划?•公司文件应纳入先期产品质量规划(APQP)之程序。
•公司可以将相似的零件定义为同一类型的产品进行可行性评估。
•在客户审核通过后,除非客户同意,否则不允许改变任何程序。
•当制造程序需要改变时,电镀厂需与客户联络要求审核。
•重大制造程序改变的客户审核文件,应该以记录归档。
AIAG CQI-111.3 制程处理FMEA是否为最新的且反应出目前的制程?•公司文件应纳入制程失效模式(FMEA)程序,并确保FMEA适时更新以反映出目前产品质量状况。
AIAG CQI-23 成型 模塑系统评估
一、简介1.总则此系统评估(简称MSA)可用于评审组织满足本要求、顾客、法规及组织自身要求的能力,同时也适用于组织和它的供应商之间。
MSA提出要求是对顾客和产品标准的补充。
通过体系的有效应用,包括体系持续改进的过程,旨在增强客户满意度。
此系统评估是适用于整个汽车供应链中客户指定的生产件和服务件的制造现场。
2.过程方法成型/模塑系统评估这个准则支持IATF16949所定义的汽车工业的过程方法。
3.评估目标1)建立成型管理体系,以促进整个供应链的持续改进、强调缺陷预防、减少变差和浪费。
2)MSA给合国际认可的质量管理体系以及适用的顾客特殊要求,定义了成型/模塑管理系统的基本要求。
3)致力于为汽车生产件和相关服务件的组织提供一个成型/模塑管理体系的共同方法。
4.评估过程除非客户另有要求,应该每年进行持续评估以保证持续符合MSA要求。
每次评估应包括对使用MSA 的组织的体系进行评审。
后续的作业审核,应从要求符合MSA文件要求的不同汽车零部件制造商那里进行零件抽样。
评估应依据IATF16949确定的过程方法进行审核/评估。
5.评审员资格执行MSA评审的评审员必须具备下列特别的经验:1)必须有具备丰富经验的质量管理内审员(例如,IATF16949,ISO9001)。
2)评审员具备成型/模塑过程知识。
包括至少5年的成型过程经验或者正式的工科学历与成型/模塑工作经验合起来至少达到5年。
3)评审员应了解并熟悉汽车行业核心工具的知识和应用,包括SPC统计过程控制,MAS测量系统分析,PPAP零部件批准,FMEA失效模式与影响分析,以及APQP先期质量策划。
注:如果满足以上要求需要有多个审核员,那么应以满足第一条要求的评审员来主导评审。
6.其他要求组织应保存记录作为遵守成型系统评估所规定要求的证据,同时针对任何不满意项应具有适合的改善方案。
这些证据应准备妥当,以供任何要求供应商符合本文件要求的顾客进行评审。
二、适用对象适用于整个汽车供应链中的注塑成型、吹塑成型、真空吸塑成型、压缩成型、传送成型(热固性材料)、挤出成型。
AIAG:CQI-11电镀体系标准(中)
AIAG:CQI-11电镀体系标准(中) 封面完成指导1. 设备名称:被评估的设备的名称每一件设备需要使用一份表格。
设备也许占地很广或同时散居于一个大致的范围内。
如果有独立的管理团队(质量管理员和冶金学家)或者有不同的管理系统,那么这些不同的部分应当被视为独立设备。
2. 地址:被评估设备的街道地址;邮箱号也可以作为附加信息注明3. 电话号码:设备的电话号码。
如果设备没有电话号码,则填写操作管理员或者或质量管理员电话号码。
4. 传真号码:设备的传真号码。
5. 此设备电镀员序号:与操作该设备相关的电镀雇员的序号,小时工资6. 内部电镀(Y/N):如果该设备的是由所属公司负责,则填写“Y”。
如果设备所属公司并未对该设备任一部件进行电镀操作,则填写“N”。
7. 商业电镀(Y/N):如果该设备是由非所属公司进行电镀操作则填写“Y”。
如果该设备是由所属公司进行电镀操作则填写“N”。
8. 评估日期:填写评估日期。
为避免数字编排引起的歧义,请使用文字数字双重编排格式。
比如:May 3-4,20069. 上次评估日期:列出前一次该设备CQI-11特殊过程:PSA的日期。
行的所有电10. 该设备所使用的电镀类型:放置检查标志以标明该设备所进镀流程。
此信息决定了在评估过程中究竟应参照哪一条过程项目。
封面表格上未列出的流程不属于PSA评估范围。
11.现在的质量评估:工作人员应该记录下现阶段的质量评估。
证明要来自第三方或者由顾客进行质量证明。
如果顾客给出了质量证明,也应该同时给出最后一次顾客进行评估的年份。
12,重新评估的日期(如果需要):如果从最初评价时得到的是不满意的结果,那么工作人员会去观察每一个项目然后决定要采取的行动,包括源头分析和应该执行的相应行动。
所以这里应该等级重新评估的日期,和对1至5部分的合适问题。
这些问题应该要能作为证据,和要采取的行动相一致。
同时,不满意拨打的号码应该适时地进行修改。
13.个人请联系:列出集团主要参与者的名字,头衔,号码和邮箱地址 14.评价者:列出可联系到的评价者的名字,公司,电话号码和邮箱 15.对产品不满意拨打号码:拨打进入到评估中提到的“不满意”号码16.“紧急措施”结果数量:在审核期间,登记观察得到的“紧急措施”结果数量。