经典复杂模具结构
模具结构图示(96页)

模具结构图示(96页)一、引言模具是工业生产中不可或缺的重要工具,它能够高效、精确地制造出各种形状的零件。
模具结构图示是理解模具设计、制造和使用的重要工具,它能够直观地展示模具的各个组成部分及其相互关系。
本文档将详细介绍模具结构图示的内容,包括模具的基本组成部分、模具的结构类型以及模具的制造和装配过程。
二、模具的基本组成部分模具的基本组成部分包括模具本体、模具导向机构、模具加热和冷却系统、模具排气系统等。
模具本体是模具的核心部分,它决定了模具的形状和尺寸。
模具导向机构用于保证模具在开合过程中保持稳定的对准,从而确保零件的精度。
模具加热和冷却系统用于控制模具的温度,以避免零件产生变形。
模具排气系统用于排除模具内部产生的气体,以避免零件产生气泡和缺陷。
三、模具的结构类型模具的结构类型包括单腔模具、多腔模具、复合模具等。
单腔模具只有一个模具腔,用于生产单一形状的零件。
多腔模具具有多个模具腔,可以同时生产多个相同或不同的零件。
复合模具由多个单腔模具组合而成,用于生产复杂的零件。
四、模具的制造和装配过程模具的制造和装配过程包括模具设计、模具制造、模具装配和调试等步骤。
模具设计是模具制造的基础,它决定了模具的形状、尺寸和性能。
模具制造是将模具设计转化为实际模具的过程,包括模具材料的选择、模具加工和模具热处理等。
模具装配是将模具各个组成部分组装成完整模具的过程,需要保证各个部分的精度和稳定性。
模具调试是在模具装配完成后,对模具进行测试和调整,以确保模具能够正常工作。
五、模具结构图示的解读方法模具结构图示通常包含多个视图,如俯视图、正视图、侧视图等,以全面展示模具的立体结构。
在解读模具结构图示时,应识别各个视图的名称和方向,然后根据视图中的线条和符号理解模具的各个组成部分及其相互关系。
线条和符号通常代表模具的轮廓、尺寸、材料、热处理等信息。
模具结构图示中还会标注模具的关键尺寸和公差,以指导模具的制造和装配。
六、模具结构图示的应用领域模具结构图示在工业生产中具有广泛的应用,如汽车、家电、电子、航空航天等领域。
50个模具结构运作原理及零件用途讲解

50个模具结构运作原理及零件用途讲解1、二级推出机构2、可折叠型芯-三维3、可折叠型芯-平面4、侧向分型与抽芯机构-滑块-15、侧向分型与抽芯机构-滑块-26、侧向分型与抽芯机构-滑块-37、侧向分型与抽芯机构-滑块-48、侧向分型与抽芯机构-滑块-59、侧向分型与抽芯机构-滑块-610、侧向分型与抽芯机构-滑块-711、单分型面注射模示意图12、双分型面注射模示意图13、模架与镶件-C型14、滑块脱模-外螺纹15、推板推出17、推杆推出-斜面18、推管顶出19、推块推出-120、推块推出-221、延迟推出22、圆推杆顶出23、主流道的顶出形式24、主流道的两种形式25、斜导柱侧抽芯-开模行程26、单推板二次脱模机构-摆块拉板式27、单推板二次脱模机构-弹簧式28、单推板二次脱模机构-斜导柱-滑块式29、弹簧先复位机构30、定模设置推出机构的注射模示意图31、分型面-垂直分型面32、分型面-阶梯分型面33、分型面-平面、曲面分型面34、分型面-水平分型面35、复位杆复位36、改变合模线位置-范例37、合模销定位38、活动镶件示意图39、浇口数量和位置对熔接痕的影响40、浇口套与注射机喷嘴41、开设冷料槽以增加熔接强度42、气阀式引气-143、气阀式引气-244、气阀推出机构45、推板脱模结构形式-146、推板脱模结构形式-247、推板脱模结构形式-348、推板与型芯的配合形式49、推杆推出机构形式-150、推杆推出机构形式-2整理这篇文章也花了2天时间,先要把视频格式转换,再抓取动图,还。
双色注射模具设计10个实例(经典案例)

双⾊注射模具设计10个实例(经典案例)这是⼀款⼿机护套,如下图产品分析:此款为某品牌⼿机的外圈护套,由⼆种塑料(PC+TPE)组成。
由于要求外形美观光滑,分模线必须做在内侧圆弧切点,所以外模要四⾯滑开,再看内侧,四周全部是内扣的,必须全⽅位内抽芯,也就是俗称的“爆炸芯”。
关于“爆炸芯”的模具结构,假如是普通的注塑模具,已经有⾮常经典的机构,我下⾯将有详细的介绍。
现在问题是双⾊模具,有⼆组动模和⼆组定模,⼆组动模的所有部件是完全⼀致的,要在双⾊注塑机的转盘上进⾏180度旋转,⼆种不同的塑料分别射进模腔,注射硬胶(PC)时动模的顶出机构和抽芯机构不动作,再注射软胶(TPE)并开模后,对准软胶料筒的⼀侧的动模的抽芯机构和顶出机构才开始动作,将完整的双⾊制品顶出。
由于动模旋转后,交换⼜合模后的浇⼝必须在同⼀位置,所以软胶和硬胶的浇⼝的处理显得令⼈困惑。
由于模具必须四周都要进⾏“内外同抽”,内、外滑块怎样排列,轨道设置在哪⾥?这个问题同样有被逼⼊墙⾓的感觉。
且不谈模具滑块机构的复杂性,我们从双⾊模具的基本原理来考虑,硬胶部分的成型和内外同抽机构是⼀定要设置在定模⼀侧的,软胶部分的成型机构也要设置在定模。
⽽且这个部分是由内外同抽的机构组成的凸起插⼊到动模的凹槽中。
转盘旋转180度后,这组凸起刚好插⼊到另外⼀个动模的凹槽中。
也就是说,⼆个定模上的由内外同抽滑块组成的凸起的外部形状和尺⼨是完全相同的。
仅仅是成型软胶和硬胶的型⾯不同⽽已。
问题的难点是,这个凸起会分成上下⼆层,⼀层向外移动,另⼀层向内移动,也就是俗称的“内外同抽”,合成的凸起的侧⾯是⼀个统⼀的斜⾯,但是,传统的滑块必须要有滑动轨道等必要的条件,怎样设置轨道?这便成了本案例的核⼼问题。
我是这样设置动模部分的凹槽和定模部分凸起的。
动模的凹槽是这样的。
下⾯我们来探讨定模部分的设计1.01定模内外同抽的设计基本机构是这样的当A板和定模底板分开35mm后拨块拨动内滑块,同时通过齿轮的传动,外滑块向外移动。
典型模具结构

板
5-活动
挡料销 6-导套
7-上模座 8-凸
模固定板 9-推
件块 10-连
接推杆 11-推板
12-打杆 13-模柄
14、16-冲孔凸
模 15-垫板
17-落料凹模
18-凸凹模
19-固定板
21-卸料螺钉
22-导料销
1-模柄 2-止动销 3-上模座 4、8-内六角螺钉 5-凸模 6-垫板 7-凸模固定板 9-导板 10-导料板 11-承料板 12-螺钉 13-凹模 14-圆柱销 15-下模座 16-固定挡料销 17-止动销 18-限位销 19-弹簧 20-始用挡料销
模
倒装式复合模
双侧刃定距的冲孔落料级进模
1-内六角螺钉 2-销钉 3-模柄 4-卸料螺钉 5-垫板 6-上模座 7-凸模固定板 8、9、10-凸 模 11-导料板 12-承料板 13-卸料板 14-凹模 15-下模座 16-侧刃 17-侧刃挡块
倒装式复合模
1-下模座 2-导
柱
3、20-
弹簧 4-卸料
导板式单工序落料模
1-螺帽 2-导料螺钉 3-挡料销 4-弹簧 5-凸模固定板 6-销钉; 7-模柄 8-垫板 9-止动销 10-卸料螺钉 11-上模座 12-凸模 13-导套 14-导柱 15-卸料板 16-凹模 17-内六角螺钉 18-下模座
导柱式单工序落料模
导 柱 式 冲 孔 模
1-上模座 2、18-圆柱销 3-导柱 4-凹模 5-定位圈 6、7、8、15-凸模 9-导套10-弹簧11-下模 座 12-卸料螺钉 13-凸模固定板 14-垫板 16-模柄 17-止动销19、20-内六角螺钉 21-卸料
1-打杆 2-模柄 3-推板 4-推杆 5-卸料螺钉 6-凸凹模 7-卸料板 8-落料凹模 9-顶件块 10-带肩顶杆 11-冲孔凸模 12-挡料销 13-导料销
模具结构
a
b
c
图4—20 分型面选择对塑件脱模阻
力的影响
4.2.2 塑料模分型面选择的原则
8.考虑溢边对塑件的影 响
➢ 分型面形式对塑件溢边方向有影响, 进而影响塑件的尺寸精度及外观。以图 4—21为例 ,图a可能产生水平溢边, 影响塑件高度精度和侧面美观;图b可 以避免水平溢边,但型芯与孔间隙配合 处可能产生垂直溢边,溢边毛刺修除面 在塑件的上表面。
•
9、一个人即使已登上顶峰,也仍要自 强不息 。上午 3时29 分0秒上 午3时2 9分03: 29:0020 .7.20
• 10、你要做多大的事情,就该承受多大的压力。7/20/2
020 3:29:00 AM03:29:002020/7/20
• 11、自己要先看得起自己,别人才会看得起你。7/20/2
a
b
图4—23 分型面对脱模斜
4.2.3 塑件留模措施
塑件留模措施:
当塑件在开模后留在动模或定模皆有可能 时,应采取必要的留模措施,保证塑件留在动 模。常用措施有以下三种:
1.调整脱模斜度
2.调整表面粗糙度
3.设置滞留结构
4.2.3 塑件留模措施
1. 调整脱模斜 度
将开模时塑件欲脱离的面取较大的脱 模斜度,欲滞留的面取较小脱模斜度或 者不取脱模斜度,如图4—24所示。图 4—24b所示必要时反向取脱模斜度。
谢 谢 大 家 020 3:29 AM7/20/2020 3:29 AM20.7.2020.7.20
• 12、这一秒不放弃,下一秒就会有希望。20-Jul-2020 Ju ly 202020.7.20
模具N种顶出结构解说

模具N种顶出结构解说在注射动作结束后,塑件在模内冷却定型,由于体积收缩,对型芯产生包紧力,当其从模具中推出时,就必须克服因包紧力而产生的摩擦力。
对于不带通孔的筒、壳类塑料制件,脱模推出时还需克服大气压力。
在注射模中,将冷却固化后的塑料制品及浇注系统(水口料)从模具中安全无损坏地推出的机构称为脱模机构,也叫顶出机构或推出机构。
安全无损坏是指脱模时塑件不变形,不损坏,不粘模,无顶白,顶针位置位不影响塑件美观。
1. 注射模的脱模机构包括:1、顶针,司筒,推板,推块等推出零件;2、复位杆,复位弹簧及顶针板先复位机构等推出零件的复位零件;3、顶针固定板和顶针底板等推出零件的固定零件;4、高压气体顶出的气阀等配件;5、内螺纹脱模机构中的齿轮,齿条,马达,油缸等配件。
脱模机构的动作方向与模具的开模方向是一致的。
2. 脱模机构分类塑件顶出方法受塑件材料及形状等影响,由于塑件复杂多变,要求不一,导致胶件的脱模机构也多种多样。
按动力来源分,脱模机构可分为三类:(1)手动推出机构指当模具分开后,用人工操纵脱模机构使塑件脱出,它可分为模内手工推出和模外手工推出两种。
这类结构多用于形状复杂不能设置推出机构的模具或塑件结构简单、产量小的情况,目前很少采用。
(2)机动推出机构依靠注射机的开模动作驱动模具上的推出机构,实现塑件自动脱模。
这类模具结构复杂,多用于生产批量大的情况,是目前应用最广泛的一种推出机构,也是本章的重点。
它包括顶针类脱模,司筒脱模,推板类脱模,气动脱模,内螺纹脱模及复合脱模。
(3)液压和气动推出机构一般是指在注射机或模具上设有专用液压或气动装置,将塑件通过模具上的推出机构推出模外或将塑件吹出模外。
按照模具的结构特征分,脱模机构可分为:一次脱模机构、定模脱模机构、二次或多次脱模机构、浇注系统水口料的脱模机构、带螺纹塑件的脱模机构等。
3. 对脱模机构的要求模具打开时,塑件必须留在有顶出机构的半模上。
由于注射机的推杆在安装后模的一侧,所以注射模的顶出机构一般在后模。
典型模具结构

板
5-活动
挡料销 6-导套
7-上模座 8-凸
模固定板 9-推
件块 10-连
接推杆 11-推板
12-打杆 13-模柄
14、16-冲孔凸
模 15-垫板
17-落料凹模
18-凸凹模
19-固定板
21-卸料螺钉
22-导料销
1-模柄 2-止动销 3-上模座 4、8-内六角螺钉 5-凸模 6-垫板 7-凸模固定板 9-导板 10-导料板 11-承料板 12-螺钉 13-凹模 14-圆柱销 15-下模座 16-固定挡料销 17-止动销 18-限位销 19-弹簧 20-始用挡料销
板
1-顶板 2-定位销 3-反侧压块 4-凸模 5-凹模 6-上模座 7-压块 8-橡皮 9-凸模托板 10-活动凸模 11-下模座
Z形件弯曲模
1-模柄 2-上模座 3-凸模固定板 4-弹簧 5-压边圈 6-定位板 7-凹模 8-下模座 9-卸Hale Waihona Puke 螺钉 10-凸模正装拉深模
1-上模座 2-推杆 3-推件板 4-锥形凹模 5-限位柱 6-锥形压边圈 7-拉深凸模 8-固定板 9-下模座
1-打杆 2-模柄 3-推板 4-推杆 5-卸料螺钉 6-凸凹模 7-卸料板 8-落料凹模 9-顶件块 10-带肩顶杆 11-冲孔凸模 12-挡料销 13-导料销
正装式落料冲孔复合模
用
导
正
销
定
1-模柄
距
2-螺钉
的
3-冲孔凸模 4-落料凸模 5-导正销
冲 孔 落 料
6-固定导料销 级
7-始用导料销 进
导板式单工序落料模
1-螺帽 2-导料螺钉 3-挡料销 4-弹簧 5-凸模固定板 6-销钉; 7-模柄 8-垫板 9-止动销 10-卸料螺钉 11-上模座 12-凸模 13-导套 14-导柱 15-卸料板 16-凹模 17-内六角螺钉 18-下模座
完整冲压模具结构最清晰讲解 原创 图文讲解

IVU
Ye --模具结构概览
冲压模具结构
5
IVU
Ye --模板简介
上模座
6
外导套 ,与下模的外导柱共同起到粗定位作用。 (普通尺寸冲模的外导套数量为 4 个,大尺寸模具数量则相应 增加)
限高柱 ,与下模的限位柱共同控制合模位置,同时形成支撑 平台,防止模具受力过大而变形。(普通尺寸冲模的外导套 数量为 4 个,大尺寸模具数量则相应增加)
? 线割(快) ? 精磨 快走丝加工孔 确保平整
上夹板 , 固定各冲头、镶件,保证零件作用位置和精度。
下料冲子 ,将产品之外的多余废料裁掉,形成产品展开形状。
成型冲子 ,将产品折弯、打凸包等,形成产品成型形状。
内导套 ,与脱料板安装的内导柱共同起到精定位作用。 (普通尺寸冲模的外导套数量为 4个,大尺寸模具数量则相应增加) 包裹套在内导柱,滚动摩擦可减小模具启闭的阻力。
程中所产生的集中应力。与脱料板共同固定内导柱、 压卸料和折弯镶件、引导针等,防止零件向上退出。
内导柱 ,套有滚珠套并用螺丝锁住防止其脱落,与上 模以及下模的内导套共同起到精定位作用。
脱料板
固定块 ,通过螺丝将上垫板 +上夹板 +脱料垫板 + 脱料 板(共 4 块板)锁紧为一个整体,使得开模合模时, 这个整体随着机床而上下行进。
强力弹簧 ,用盖板(螺母)将弹簧固定在上模座,直接施加弹 力作用在脱料垫板,使得脱料板提前预压产品料带,保证料带
不滑移;进行下料或成型之后,脱料板仍压住料带,使得下料 冲子和成型冲子先离开,防止废料从下模刀口中带出。
调整杆 ,针对复杂折弯特征,无法一次到位,需要增加调整 工站,根据实际折弯情况调整到图纸尺寸。
2. 6
注塑模具经典结构动画演示 ppt课件

下一页
PPT课件
73
压缩模加压方向的选择_便于塑料流动
上一页
下一页
PPT课件
74
直角式自动脱螺纹注射模
上一页
下一页
PPT课件
75
挤出成型[示意图]
上一页
下一页
PPT课件
76
螺杆式塑化部件结构原Hale Waihona Puke [示意图]上一页下一页
PPT课件
77
柱塞式塑化部件结构原理[示意图]
上一页
下一页
PPT课件
78
斜导柱侧抽芯运动
注塑模具经典结构动画演示
PPT课件
1
二级推出机构
上一页
下一页
PPT课件
2
可折叠型芯_三维
上一页
下一页
PPT课件
3
可折叠型芯_平面
上一页
下一页
PPT课件
4
侧向分型与抽芯机构_滑块
上一页
下一页
PPT课件
5
侧向分型与抽芯机构_滑块
上一页
下一页
PPT课件
6
侧向分型与抽芯机构_滑块
上一页
下一页
PPT课件
上一页
下一页
10
PPT课件
2
侧向分型与抽芯机构_滑块_定位装置_6
上一页
下一页
PPT课件
28
单推板二次脱模机构_斜导柱-滑块式
上一页
下一页
PPT课件
29
弹簧先复位机构
上一页
下一页
PPT课件
30
定模设置推出机构的注射模 [示意图]
上一页
下一页
PPT课件
31
分型面 垂直分型面
模具结构图解
模具结构图图解
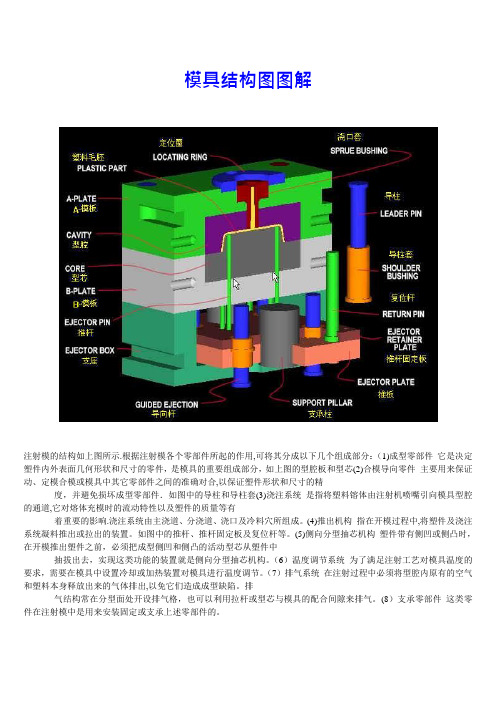
注射模的结构如上图所示.根据注射模各个零部件所起的作用,可将其分成以下几个组成部分:(1)成型零部件它是决定塑件内外表面几何形状和尺寸的零件,是模具的重要组成部分,如上图的型腔板和型芯(2)合模导向零件主要用来保证动、定模合模或模具中其它零部件之间的准确对合,以保证塑件形状和尺寸的精
度,并避免损坏成型零部件.如图中的导柱和导柱套(3)浇注系统是指将塑料镕体由注射机喷嘴引向模具型腔的通道,它对熔体充模时的流动特性以及塑件的质量等有
着重要的影响.浇注系统由主浇道、分浇道、浇口及冷料穴所组成。
(4)推出机构指在开模过程中,将塑件及浇注系统凝料推出或拉出的装置。
如图中的推杆、推杆固定板及复位杆等。
(5)侧向分型抽芯机构塑件带有侧凹或侧凸时,在开模推出塑件之前,必须把成型侧凹和侧凸的活动型芯从塑件中
抽拔出去,实现这类功能的装置就是侧向分型抽芯机构。
(6)温度调节系统为了满足注射工艺对模具温度的要求,需要在模具中设置冷却或加热装置对模具进行温度调节。
(7)排气系统在注射过程中必须将型腔内原有的空气和塑料本身释放出来的气体排出,以免它们造成成型缺陷。
排
气结构常在分型面处开设排气格,也可以利用拉杆或型芯与模具的配合间隙来排气。
(8)支承零部件这类零件在注射模中是用来安装固定或支承上述零部件的。
(完整版)冲压模具结构最清晰讲解-图文-原创
上垫板 上夹板
脱料背板 脱料板 下模板 冲头
IVU
Ye --主要结构
引导针与送料检测装置
12
引导针和误送料检测装置
引导针的主要作用:在模具未做工之前将料条精确导正。 误送料检测装置的主要作用:是连接感应器,料条在送错位时,可防止模具闭合,已达到保护模具的目的。
内导柱
引导针
传感器 检测针
内导柱 IVU
锁板螺丝,将下垫板+下模板锁紧为一个整体。
浮料销,当成型入子或镶件高出下模板时,需要浮料销撑起 料带,才能正常送料。
导柱避位孔,内导柱上下运动需要避空对应位置。
U型槽,将模具锁紧在机床。
材质:45钢,自身硬度,无特别要求。
加工顺序= 锯床 铣床 大水磨
线割(慢) 镀硬铬
生成坯料 铣孔和槽 表面平整加工 慢走丝加工孔 防锈
上垫板 上夹板
脱料背板 脱料板
导料板
下模板
冲裁下料
料带
料带 导料板
IVU
Ye --主要结构
浮料组件
15
浮料组件:
在下图紫色圈的折弯工站,可见,受产品的向上结构影响,红色入子工件的左侧已经凸起超过料带高度。那么在这 种情况下,料带将会直接撞上入子,使得后续送料无法进行,即卡料。此时需要其他工件将料带向上撑起高过红色 工件,紫色工件的浮料块下方安装有弹簧,开模时,弹簧伸展将料带向上顶起进行送料;合模时,弹簧被压缩向下, 不影响其他工站。 浮料块主要作用:料带向上撑起,料带距离导料板内侧的间隙一般在0.3~0.5mm。
材质: SLD,硬度HRC58~62 。 加工顺序= 锯床 铣床 大水磨 真空热处理深冷处理 大水磨 线割(快) 精磨
生成坯料 铣孔和槽 表面平整加工 增加硬度与防锈 表面粗平整 快走丝加工孔 确保平整
模具设计老手常用的10种常规结构,基本可以满足90%以上的产品

模具设计老手常用的10种常规结构,基本可以满足90%以上的产品正文开始1.两板模:简称大水口模具,如下图所示:60%以上的产品2板模都可以满足要求.2 三板模:简称细水口模具,如下图所示:产品结构复杂,又一模多穴的情况下,基本上都会采用三板模点进胶来满足产品要求。
3.二板半模:简称大水口前模抽芯结构,也可以称为简化细水口。
产品外观要求高的情况下,前模需要进行隧道抽芯,就会采用二板半模具,简称前模需要先开模抽芯,再进行前后模打开。
4.开放式热流道模具:也称为大水口模具热流道进胶,如下图所示:产品量大的情况下,为了节省成型周期,节省水口料,并且节省产品价格。
5.针点式热流道模具:简称热流道点进胶,如下图所示:产品外观要求高的情况,而且产量比较大的情况下,可以采用针点式热流道进行,节省水口料,缩短成型周期,节约产品价格。
6.针阀式热流道模具:也可以说是点进胶,如下图所示:7.母模倒灌模具:简称母模顶出模具,如下图所示:产品比较大的情况下,而且外观要求高的情况下,可以考虑倒灌进胶,比如笔记本电脑面盖都是采用背面进胶。
8.前模哈夫结构模具,如下图所示:产品为圆环形类型的产品,而且又是周圈倒扣的情况下,可以考虑前模哈夫结构。
9.二次顶出结构模具:如下图所示:产品存在局部倒扣面比较小的情况下,倒扣面只有0.3~0.6mm左右的情况下,采用斜顶或滑块不好抽芯的情况下,可以采用强脱机构,就需要使用二次顶出的结构。
10.螺纹抽芯模具结构:如下图所示产品为内螺纹的情况下,基本上都需要采用螺纹抽芯结构。
学习什么时候都不晚,从现在开始如果您想学模具设计不知道怎么入手觉得学习太难了。
经典模具结构-推荐

由两个或多个滑块拼合形成型腔,开模时滑块同时实现侧向分型的行位机构称为哈呋模。哈呋模的侧行程一般较小。哈呋模常采用的典型结构如下:
斜顶、摆杆机构
推板脱模
斜斜顶
大斜度斜顶
前模斜顶
二次定出
前模行位
前模行位1
前模行位2
后模斜行位
特殊的行位
特殊的行位
行位中的斜顶
二次行位1
二次行位1
二次行位1
二次行位1
二次行位1
二次行位1
二次行位1
二次行位2
行位顶针
行位顶针
行位顶针
行位顶针
斜行位
1
斜行位2
斜行位2
斜行位2
斜行位2
内行位ห้องสมุดไป่ตู้
多管针
弯管抽芯
内行位机构1
内行位机构2
内行位机构3