焊接工艺评定一览表
焊接工艺评定参数表

焊接工艺评定参数表共8页第1页工程名称XX新城J2-2地块项目指导书编号GZ/J2-2/GJG/01母材钢号Q345B 规格mm20 供货状态热轧生产厂武钢焊接材料生产厂牌号类型烘干制度(℃×h)备注焊条—————焊丝大西洋ER50-6 ———焊剂或气体广州龙湖CO2纯度≥99.9%,含水率≤0.005%出口部采用自加热至约50°C焊接方法GMAW 焊接位置H焊接设备型号NBC-500 电源及极性阳预热温度(℃)—层间温度后热温度(℃)/时间(min)—焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数 道次 焊接方法焊条或焊丝 焊剂或保护气体保护气体(L/min ) 电流(A ) 电压(V ) 焊接速度(cm/min ) 热输入(Kj/cm)牌号 Φ(cm ) 底层 GMAW ER50-6 1.2 CO 2填充GMAW ER50-6 1.2 CO 2面层GMAW ER50-6 1.2 CO 2技术措施焊前清理衬板、坡口内侧均砂磨至光亮层间清理逐道清除焊渣、粉尘、焊瘤、飞溅及凹凸部修填或刨切背面清根 无其它:首层,中间层直线运焊引入引出段按正式焊缝要求,各道应避免停顿;面层焊前应仔细去除凹凸部,面缝焊接时压低电弧,往复运焊,引弧采用擦弧法,趁接头部红热状态快速续焊,各道快速去渣。
应注意各道接头交错,面层焊道预留深度约2.0mm ,完毕后稍作清理,24h 后检验。
记录日期监理记录日期焊接工艺评定指导表共8页第2页工程名称XX新城J2-2地块项目指导书编号GZ/J2-2/GJG/02母材钢号Q345B 规格mm20 供货状态热轧生产厂武钢焊接材料生产厂牌号类型烘干制度(℃×h)备注焊条—————焊丝大西洋ER50-6 ———焊剂或气体广州龙湖CO2纯度≥99.9%,含水率≤0.005%出口部采用自加热至约50°C焊接方法GMAW 焊接位置 F焊接设备型号NBC-500 电源及极性阳预热温度(℃)—层间温度100~150 后热温度(℃)/时间(min)—焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数道次 焊接方法焊条或焊丝焊剂或保护气体保护气体(L/min ) 电流(A ) 电压(V ) 焊接速度(cm/min ) 热输入(Kj/cm)牌号 Φ(cm )底层 GMAW ER50-6 1.2 CO 2填充 GMAW ER50-6 1.2 CO 2面层 GMAW ER50-6 1.2 CO 2技术措施 焊前清理 衬板、坡口内侧均砂磨至光亮 层间清理逐道清除焊渣、粉尘、焊瘤、飞溅及凹凸部修填或刨切背面清根无其它:首层,中间层直线运焊引入引出段按正式焊缝要求,各道应避免停顿;面层焊前应仔细去除凹凸部,面缝焊接时压低电弧,往复运焊,引弧采用擦弧法,趁接头部红热状态快速续焊,各道快速去渣。
焊接工艺评定明细表(取证)
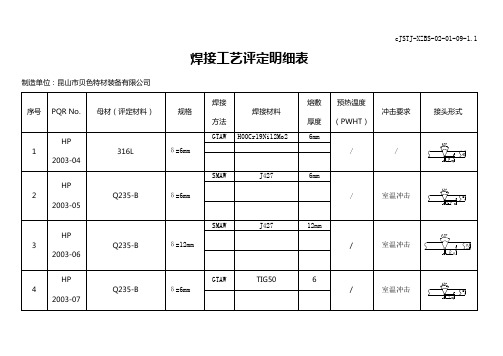
焊接工艺评定明细表
制造单位:昆山市贝色特材装备有限公司
序号
PQR No.
母材(评定材料)
规格
焊接
方法
焊接材料
熔敷
厚度
预热温度
(PWHT)
冲击要求
接头形式
1
HP
2003-04
316L
δ=6mm
GTAW
H00Cr19Ni12Mo2
6mm
/
/
2
HP
2003-05
8
/
/
SMAW
A102
32
39
HP
2003-80
Q235-B/20
δ=20mm
φ57X3.5
GTAW
TIG 50
20
/
/
40
HP
2003-81
316L/00Cr17Ni14Mo2
δ=25mm
φ57X3.5
GTAW
H00Cr19Ni14Mo2
25
/
/
41
HP
2003-82
316L/20
δ=25mm
φ57X3.5
20
/
/
34
HP
2003-70
Q235-B
δ=12mm
SMAW(N)
A302
5.2
/
/
35
HP
2003-71
316L/304
δ=6mm
GTAW
H00Cr19Ni12Mo2
6
/
/
JSTJ-XZBS-02-01-09-1.1
焊接工艺评定明细表
制造单位:昆山市贝色特材装备有限公司
焊接工艺评定项目一览表

焊接工艺评定项目一览表项目编号:_________________日期:_________________序号项目名称检测依据检测方法合格标准备注1 焊接操作人员资格证书国家标准查验证书符合国家标准WPS号:________2 焊接设备检测国家标准设备检测符合国家标准设备型号:________3 焊接材料检测国家标准材料检测符合国家标准材料牌号:________4 焊接接头设计技术规范设计文件符合设计文件接头类型:________5 焊接接头尺寸技术规范测量工具符合设计尺寸接头尺寸:________6 焊接接头准备技术规范目视检查符合技术规范无明显缺陷7 焊接接头对位技术规范测量工具符合设计要求对位误差:________8 焊接接头加热控制技术规范测温工具符合热控制要求加热温度:________9 焊接接头预热控制技术规范测温工具符合预热要求预热温度:________10 焊接接头焊缝清理技术规范目视检查无明显污染清洁度:________11 焊接接头焊丝分类国家标准化学分析符合材料要求焊丝牌号:________12 焊接接头焊丝储存技术规范环境检查符合储存条件干燥度:________13 焊接接头焊丝使用技术规范目视检查符合要求无明显疲劳、锈蚀14 焊接接头焊丝熔化技术规范放射检测符合熔化要求熔化深度:________15 焊接接头焊缝试样技术规范试样制备符合要求试样编号:________16 焊接接头焊缝尺寸技术规范红外测量符合尺寸要求焊缝尺寸:________17 焊接接头焊缝几何技术规范焊缝尺寸计算符合要求焊缝角度:________18 焊接接头焊缝检查技术规范目视检查符合要求无明显裂纹、夹渣缺陷19 焊接接头焊缝收敛技术规范焊缝尺寸计算符合要求焊缝重叠度:________20 焊接接头焊缝力学性能国家标准力学性能测试符合标准要求持久性:________本焊接工艺评定项目一览表适用于焊接工艺评定过程中的所有检测项目,以确保焊接工艺的质量合格性。
焊接工艺评定表格
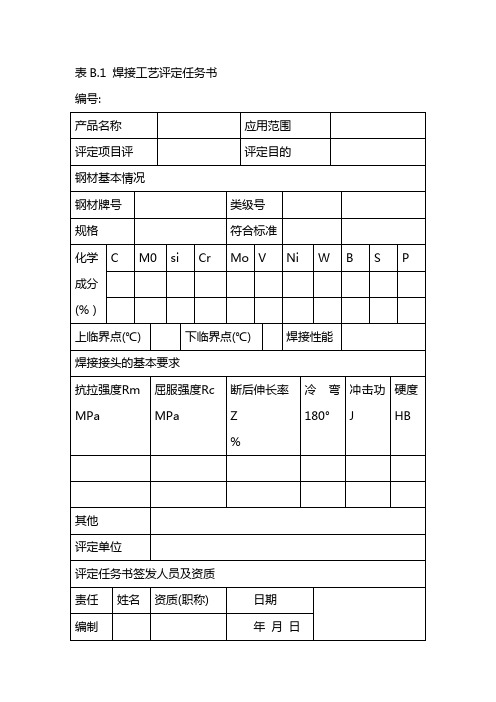
编号:
产品名称
应用范围
评定项目评
评定目的
钢材基本情况
钢材牌号
类级号
规格
符合标准
化学成分
(% )
C
M0
si
Cr
Mo
V
Ni
W
B
S
P
上临界点(℃)
下临界点(℃)
焊接性能
焊接接头的基本要求
抗拉强度Rm
MPa
屈服强度Rc
MPa
断后伸长率Z
%
冷弯180°
冲击功J
硬度HB
其他
评定单位
评定任务书签发人员及资质
责任
姓名
资质(职称)
日期
编制
年月日
审核
年月日
批准
年月日
表B.2焊接工艺评定方案
编号:
任务书编号
产品名称
评定项目
评定目的
评定钢材
钢材牌号
类级别
类级与类级
钢材厚度
直径
评定钢材成分、性能复核结论检
检验报告编号
钢材焊接性
验证资料编号
接头型式及焊道设计
接头种类
对口简图:焊道简图:
坡口形式
衬垫及其材料
焊道设计
焊缝金属厚度
焊接方法
种类
自动化程度
填充材料和保护气体
焊
接
材
料
焊丝型号
规格
保
护
气
体
气体种类
流量
焊条(剂)型号
规格
背面保护
流量
钨极型号
规格
拖后保护
流量
其他
试件检验项目
焊接工艺评定报告表格-全套

门式起重机焊接工艺评定报告
编 号:
编 制:
焊接责任人:
技术人员:
批 准:
单 位:
日 期:
表B-1焊接工艺评定报告目录
序号
报告名称
报告编号
页数
1
焊接工艺评定报告
2
焊接工艺评定指导书
3
焊接工艺评定记录表
4
焊接工艺评定检验记录
5
附件1:力学检验报告
6
附件2:超声波检测报告
7
附件3:金属材料冲击试验报告
8
9
环境温度(℃)
相对湿度
%
预热温度(℃)
层间温度(℃)
后热温度
时间(min)
后热处理
技术措施
焊前清理
层间清理
背面清根
其他
焊工姓名
资格代号
级别
施焊日期
Байду номын сангаас年月日
记录
日期
年月日
审核
焊接工艺评定表格

Ni
Mo
V
Ti
Nb
/
/
/
/
/
/
/
/
/
/
/
化学成分测定表面至熔合线旳距离(mm)/
附加阐明:
结论:本评估按NB∕47014—2023规定焊接试件、检查试样、,测定性能,,确认试验记录对旳
评估成果:合格
焊工
姓名
焊工代号
施焊日期
编制
审核
同意
日期
备注
焊接工艺评估汇报
接头型式板材对接焊缝
母 材S30408
弯 曲 试 验 试验汇报编号:2023-02
试样编号
试样类型
试样厚度
(mm)
弯心直径
(mm)
弯曲角度
(°)
试验成果
12H-3-B1
横向面弯
8
4S
180
合格
12H-3-B2
横向面弯
8
4S
180
合格
12H-3-B3
横向背弯
8
4S
180
合格
12H-3-B4
横向背弯
8
4S
180
合格
冲 击 试 验 试验汇报编号:
预热:
预热温度(℃)/
道间温度/
其他常温
拉 伸 试 验 试验汇报编号:2023-02
试样编号
试样宽度
(mm)
试样厚度
(mm)
横截面积(mm2)
最大载荷(KN)
抗拉强度(Mpa)
断裂部位和特性
12H-3-A1
25.2
8
200.8
131
649
热影响区断
12H-3-A2
取证焊接工艺评定项目表版

16MnR
J507
板对接
SMAW
SR
δ=12-32
0-32
17
PQR-07-12
δ=16
16MnR
J507
板对接
SMAW
AW
δ=12-32
0-32
18
PQR-07-13
φ19×2
δ=20
16MnR+10
TIG-50
管头
GTAW
AW
管径: 16-21.85
19
PQR-07-14
δ=6
16MnR
H00Cr19Ni12Mo2
+A022
板对接
GTAW+SMAW
AW
75
PQR-10-13
δ=18
316L(022Cr17Ni12Mo2)
H00Cr19Ni12Mo2+
板对接
SAW
AW
临时不用
临时不做
76
PQR-10-14
δ=38
Q345R
H10Mn2+HJ431
板对接
SAW
AW
77
PQR-10-15
δ=0-40
δ=3-6
68
PQR-10-02
δ=10
0Cr18Ni9
H0Cr21Ni10+HJ260
板对接
SAW
AW
δ=1.5-20
0-20
69
PQR-10-06
δ=20
Q345R
J507
板-板对接
SMAW
AW
型式试样
70
PQR-10-07
δ=20
φ57×4
Q345R
最新版全套焊接工艺评定表格
焊接方法
填充材料
焊接电源
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
极性
电流(A)
1/1
SMAW
J507
φ3.2
DC-
80-100
20-24
6.1-10
≤23.6
1/2
பைடு நூலகம்SMAW
J507
φ4.0
DC-
160-180
24-26
11.8-13
≤23.8
1/3
SMAW
J507
合格
02-6
背弯
7.00
28.00
180
合格
冲击试验:试验报告编号:PQR02
试样编号
试样尺寸
缺口类型
缺口位置
试验温度(℃)
冲击吸收功(J)
备注
02-7
5×10×55
V
焊缝正中
23
50
Q345R,δ7,SR
02-8
5×10×55
V
焊缝正中
23
51
02-9
5×10×55
V
焊缝正中
23
52
02-10
5×10×55
605gb7132008q345r7mm500150gb7132008q345r7mm500150焊接材料j507评定类型板板对接保护气体焊接方法smaw焊后热处理sr清根方法焊接方法规格电流种类及极性电流焊接速度cmmin线能量kjcm直径喷嘴直径11smawj50732dc801002024611023612smawj50740dc16018024261181323813smawj50732dc801402024913224检验项目评定指标及试样数量检验项目试样数量试验方法评定标准nbt47014201合格指标备注外观检查6412无裂纹无损检测射线jb4730220056412无裂纹超声拉伸试验常温gbt22820026415rm510mpa高温6416弯曲外表面和侧面不得有大于3mm长的缺欠冲击试验焊缝gbt22920076417各区冲击功平均值不得12j至多一个试样低于规定值的7051055热影响区注
焊接工艺评定记录表(表格)

备注
施焊环境 预热温度(°
C) 后热处理
室内 100-150
环境温度(° 层间温C)度(°
C)Байду номын сангаас
2°C ≥150
相对温度
后热温度(° C)
70% 时间(min)
技 焊前清理
坡口、焊道两侧20mm范围内油、锈、水
层间清理
角磨机打磨
术 背面清根
碳弧氧刨清根
措 其它: 引弧板、收弧板
施
焊工姓名
****
资格代号
SAW
级别
施焊日期 2004/2/27
记录
日期
审核
***
日期
2004/3/1
保护气体流量 (L/min)
电流 (A) 700-730 700-730 650-700 650-700
电压 (V) 32-35 32-35 30-32 30-32
焊接工艺评定报告一览表
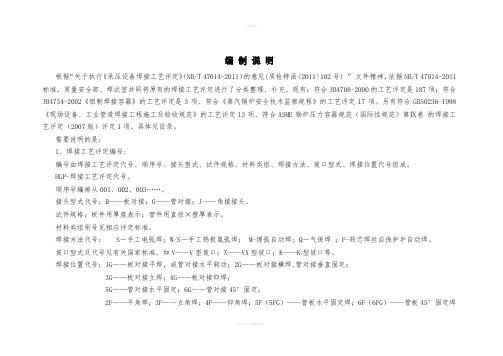
编制说明根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号) ”文件精神,依据NB/T 47014-2011标准,质量安全部、焊试室共同将原有的焊接工艺评定进行了分类整理、补充。
现有:符合JB4708-2000的工艺评定是187项;符合JB4734-2002《铝制焊接容器》的工艺评定是3项、符合《蒸汽锅炉安全技术监察规程》的工艺评定17项。
另有符合GB50236-1998《现场设备、工业管道焊接工程施工及验收规范》的工艺评定13项、符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定1项。
具体见目录。
需要说明的是:1.焊接工艺评定编号:编号由焊接工艺评定代号、顺序号、接头型式、试件规格、材料类组、焊接方法、坡口型式、焊接位置代号组成。
HGP-焊接工艺评定代号。
顺序号编排从001、002、003……。
接头型式代号:B——板对接;G——管对接;J——角接接头。
试件规格:板件用厚度表示;管件用直径×壁厚表示。
材料类组别号见相应评定标准。
焊接方法代号: S-手工电弧焊;W/S-手工钨极氩弧焊; M-埋弧自动焊;Q-气保焊;F-药芯焊丝自保护半自动焊。
坡口型式及代号见有关国家标准。
如V——V型坡口;X——VX型坡口;K——K型坡口等。
焊接位置代号:1G——板对接平焊,或管对接水平转动;2G——板对接横焊,管对接垂直固定;3G——板对接立焊;4G——板对接仰焊;5G——管对接水平固定;6G——管对接45°固定;2F——平角焊;3F——立角焊;4F——仰角焊;5F(5FG)——管板水平固定焊;6F(6FG)——管板45°固定焊。
示例: HGP137-B8-(Ⅰ-1)MⅡ1G 表示顺序号为137的、JB4708-2000中Ⅰ-1类材料的、δ=8板的、Ⅱ型坡口的埋弧自动焊焊接工艺评定。
2. JB4708-2000中材料类别及钢号分类分组表如下:3.JB4708-2000与NB/T47014-2011钢材类别及钢号分类分组对应表如下:二、符合JB4734-2002《铝制焊接容器》的评定项目:四、其他(一)符合GB50236-1998《现场设备、工业管道焊接工程施工及验收规范》的评定项目:. .。
最新焊接工艺评定表格

注:试验结果仅按来样而言。
理化责任师: 填表人: 2011 年 3 月 12 日
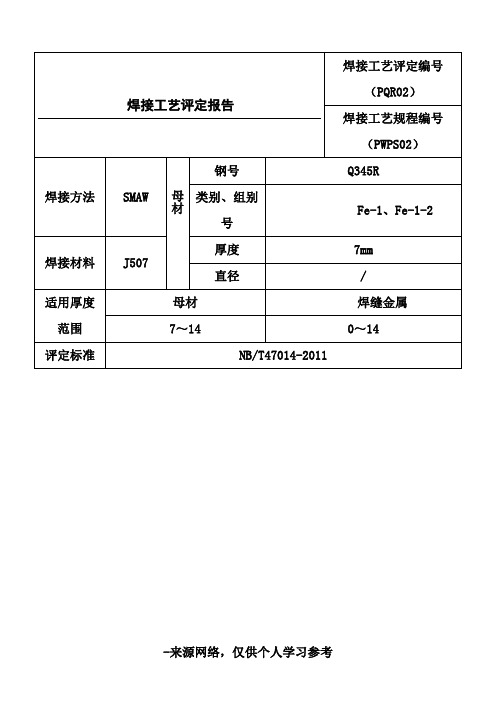
焊接工艺评定报告
评 定 编 号
焊 缝 类 型
试 板 钢 号
试 板 厚 度
焊 接 方 法
焊 接 材 料
适用母材厚度范围
适用焊缝厚度范围
评定执行标准
完成时间
XXXXXXXXXXXXXXXXXX
焊接工艺评定报告
单位名称:XXXXXXXXXXXXXXXX
焊接工艺评定报告编号:预焊接工艺规程编号:
焊接方法:机械化程度:
钨极直径
焊件形式
板板对接
保护气体
外观检查
焊缝余高
焊缝余高差
比坡口两侧增宽
宽度差
焊缝不直度
背面焊缝余高
通球检验
角焊缝凸凹度
焊脚
裂纹
未熔合
夹渣
咬边
未焊透
背面凹坑
焊瘤
变形角度
错边量
其他说明
检查人员
检查日期
预焊接工艺规程
单位名称:
预焊接工艺规程编号: 日期:
所依据焊接工艺评定报告编号:
焊接方法:机械化程度:
焊材类别:
焊材标准:
焊材型号
焊材牌号:
焊材规格:
焊缝金属厚度:
其他:无
电特性:
电流种类:
极性:
钨极尺寸:
焊接电流(A):
电弧电压(V):
焊接电弧种类
其他:
焊接位置:
对接焊缝位置:方向:(向上、向下)
角焊缝位置: 方向:(向上、向下)
技术措施:
焊接速度(cm/min):
焊接工艺评定一览表
关于印发焊接工艺评定一览表的通知公司各单位:根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号)”文件精神,依据NB/T 47014-2011标准,质量安全部、三公司制造厂、焊接试验室共同将原有的焊接工艺评定进行了系统的整理和修改(即转化)。
经转化,合格的对接焊缝工艺评定为164项、换热器工艺评定为13项。
另有符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定项目为1项。
现将《焊接工艺评定一览表》印发给你们,以方便各单位选择使用。
附件:焊接工艺评定一览表质量安全部二○一二年十月三十日附件:焊接工艺评定一览表编制说明根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号)”文件精神,依据NB/T 47014-2011标准,质量安全部、三公司制造厂、焊接试验室共同将原有的焊接工艺评定进行了进行系统的整理和修改(即转化)。
经转化,合格的对接焊缝工艺评定为164项、换热器工艺评定为13项。
另有符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定项目为1项。
具体详见目录。
需要说明的是:1.焊接工艺评定编号:编号由焊接工艺评定代号、顺序号、材料类组、试件规格、焊接方法、焊接位置代号、焊后热处理等组成。
PQR-焊接工艺评定代号。
顺序号编排从001、002、003……。
接头型式代号:B——板对接;P——管对接;J——角接接头。
试件规格:板件用厚度表示;管件用直径×壁厚表示。
材料类组别号见相应评定标准。
焊接方法代号: SMAW-焊条电弧焊;GTAW-手工钨极氩弧焊; SAW-埋弧自动焊;GMAW-气保焊;FCAW-药芯焊丝自保护半自动焊;EGW-气电立焊。
焊接位置代号:1G——板对接平焊,或管对接水平转动;2G——板对接横焊,管对接垂直固定;3G——板对接立焊;4G——板对接仰焊;5G——管对接水平固定;6G——管对接45°固定;5GX——管对接水平固定向下焊、6GX——管对接45°固定向下焊。
焊接工艺评定表格

坡口焊缝位置:
焊接方向(向上/向下):
其它:
其它:
预热(QW-406)
预热温度(℃): /
层间温度: /
其他: /
其他:/
Page2of2
PQRNo.
拉伸实验(QW-150)
试样No.
宽
厚
面积
极限总载荷lb
极限单位应力psi
破坏性质和位置
导向弯曲实验(QW-160)
类型和图号
最大焊道厚度≤1/2in.(13mm)是:否:
其他
填充金属(QW-404)
SFANo.:
AWSNo.:
F—No.:
A—No.:
填充金属尺寸:
填充金属产品形式
附加填充金属:
评估的焊缝金属厚度范围:
坡口焊:
角焊缝:
焊丝—焊剂(分类号):
焊剂类型
焊剂商品类型
可熔化嵌条:
其他:
每种母材和填充金属的给合宜分别记录。
气体混合比流量(L/min)
保护气: / / /
尾部保护气: / / /
背面保护气: / / /
其他
填充金属(QW-404)
SFANo.:
AWSNo.:
填充金属F—No.:
填充金属A—No.:
填充金属尺寸:
填充金属产品形式
附加填充金属:
焊丝—焊剂(分类号):
焊剂类型
焊剂商品名称
熔敷金属厚度
其它
电特性(QW-409)
(当应用连续或特殊的加热时,宜予记录)
气体(QW-408)
(比例组成)
气体混合比流量(L/min)
保护气: / / /
尾部保护气: / / /
焊接工艺评定记录表001

/
/
/
/
/
/
/
施焊环境
室内
环境温度(℃)
-2
相对湿度
58%
预热温度(℃)
100℃
层间温度(℃)
160℃
后热温度
/
时间(min)
/
后热处理
/
技术措施
焊前清理
用角磨机打磨
层间清理
用角磨机打磨至光亮
背面清根
碳弧气刨清根至露出打底焊缝金属光泽
其 他
1、施焊前焊口40mm范围内用砂轮机打磨至光亮。
2、在施焊前将试件用气割将焊口100mm范围内加热到60℃.
焊接工艺评定记录表001
焊接工艺评定记录表
共1页第1页
工程名称
Q345/Q345T字接头焊接工艺评定
指导书标号
PWPS-2011-007
焊接方法
GMAW
焊接位置
F
设备型号
TKⅢ-350
电源及极性
直流反接
母材钢号
Q345C/Q345B
类别
Ⅱ
生产厂
日照/安阳钢铁股份有限公司
母材规格
t=16/40
供货状态
道
次
焊接
方法
焊条(焊丝)
直径(mm)
气体流量
(L/mim )
电流
(A)
电压
(V)
焊接速度
(mm/min)
热输入量
( kJ/cm)
1、3
GMAW
1.2
18
245-255
28-29ຫໍສະໝຸດ 300152、4GMAW
1.2
18
270-280
31-32