底座盖的注塑模设计设计Word
模具毕业设计圆柱底座盖注塑课程设计

模具毕业设计圆柱底座盖注塑课程设计本设计的主要目的是设计一个注塑模具并生产出圆柱底座盖产品,以满足市场需求和用户需求。
1.产品介绍本设计中的圆柱底座盖是一种常见的产品,通常被用于电器、机械、家具等行业中,作为产品的保护套件,以保证产品的安全使用。
该产品的主要特点是圆柱形底座,配有盖子,材料为ABS。
2.需求分析在设计模具之前,需要对产品的需求进行分析,以便更好地设计出满足需求的模具。
2.1 产品尺寸需求根据市场调查和用户反馈,产品的尺寸应为直径60mm,高度30mm。
2.2 材料需求根据产品的使用环境和要求,选用的材料应具有以下特点:(1)机械强度高;(2)耐磨、耐压;(3)耐温性能好;(4)重量轻、成本低。
综合考虑后,选择ABS材料。
2.3 产品外观需求本产品外观应该具有鲜明的特色,外观整洁,线条流畅,颜色应为黑色与白色两种。
3.模具设计根据产品的需求,设计该产品的注塑模具。
采用三板式模具,具体参数如下:* 模板厚度:200 mm* 模板尺寸:500 * 500 mm* 模具材料:45#钢3.1 模具结构设计模具结构主要包括模板、模腔、模芯、顶针、挡板、塑料流道等。
模板采用三板式结构,详情如下:(1)上模板:开放式,板厚为50mm,在上模板上设置有注塑机的进胶口和出胶口。
(2)中模板:整体设计,板厚为80mm,中央设置一个内凸的沉头孔,用于挤出塑料气泡。
(3)下模板:开放式,板厚为70mm,下模板上设计有产品的底部凹槽和顶针安装孔。
(4)模腔和模芯:采用硝基钼丝电火蚀加工完成,可根据产品尺寸要求制作。
(5)顶针:顶针为圆柱形,通过弹簧连接,具有较好的回弹性能,可避免产品变形。
(6)挡板:挡板用于定位模腔和模芯,确保产品的定位精度。
(7)塑料流道:塑料流道设计为四通道进料方式,设置在模板的进胶口附近,便于塑料进入模腔。
3.2 衬套设计模具衬套是模具结构的重要组成部分,直接影响模具寿命和产品质量。
Word版可编辑-模具毕业设计——肥皂盒下盖的注塑模具设计精心整理.doc

声明本人所呈交的肥皂盒上盖的毕业设计,是我在指导教师的指导和查阅相关著作下独立进行分析研究所取得的成果。
除文中已经注明引用的内容外,本论文不包含其他个人已经发表或撰写过的研究成果。
对本文的研究做出重要贡献的个人和集体,均已在文中作了明确说明并表示谢意。
作者签名:日期:2014年4月12日【摘要】本设计的对象是肥皂盒上盖的注塑模具设计,首先根据肥皂盒的注塑成型工艺特性,设计了一模两腔的工艺方案,浇注系统采用侧浇口,这样保证了塑件的表面质量与美观效果。
分型面选择在肥皂盒底部平面,这样方便脱模,也不会影响塑件外观,并使其产生的飞边易于清理和修整,同时便于塑件脱模并简化模具结构,塑件被顶出后自动落料,不需要人工操作取塑件。
整个注塑模具的结构设计时,采用镶拼式的成型零件降低了加工难度及成本,缩短了模具制造周期。
通过UG三维软件绘制模具装配图和零件图,对于过程中的问题进行了分析,并对于具体部分进行了详细的计算和校核。
【关键词】:肥皂盒下盖;模具设计;注塑成形;浇注系统;目录引言 (2)(一)注塑模具的应用现状 (2)(二)本课题研究的主要内容与意义 (2)一、肥皂盒上盖的注塑工艺分析 (4)(一)注塑件功能与结构要求 (4)(二)肥皂盒上盖的材料选用 (4)二、肥皂盒上盖注塑模具的设计与计算 (6)(一)分型面的确定 (6)(二)型腔的布置 (6)(三)浇注系统的设计 (7)(四)冷却系统的设计 (9)(五)合模、导向机构设计 (12)(六)确定推出方式 (12)三、注塑模具的总装图 (14)(一)模具装配图 (14)(二)模具材料 (15)(三)模架的选择 (15)四、肥皂盒上盖的注塑成型工艺与设备 (16)(一)注塑成型工艺 (16)(二)注射机的选择 (17)(三)注塑机参数校核 (18)(四)安装与调试的技术要求 (18)总结 (20)参考文献 (20)谢辞 (22)引言(一)注塑模具的应用现状注塑成型工艺是塑料制品加工中非常重要技术类型,大多数行业的塑料件加工均需要注塑成型工艺来完成。
底座盖注塑模具设计
毕业设计(论文)任务书
专业模具设计与制造班级模具102 姓名
一、课题名称:底座盖注塑模具设计
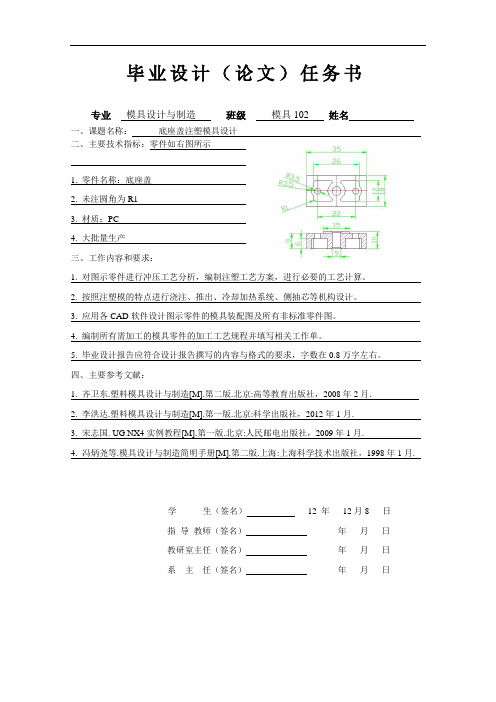
二、主要技术指标:零件如右图所示
1. 零件名称:底座盖
2. 未注圆角为R1
3. 材质:PC
4. 大批量生产
三、工作内容和要求:
1. 对图示零件进行冲压工艺分析,编制注塑工艺方案,进行必要的工艺计算。
2. 按照注塑模的特点进行浇注、推出、冷却加热系统、侧抽芯等机构设计。
3. 应用各CAD软件设计图示零件的模具装配图及所有非标准零件图。
4. 编制所有需加工的模具零件的加工工艺规程并填写相关工作单。
5. 毕业设计报告应符合设计报告撰写的内容与格式的要求,字数在0.8万字左右。
四、主要参考文献:
1. 齐卫东.塑料模具设计与制造[M].第二版.北京:高等教育出版社,2008年2月.
2. 李洪达.塑料模具设计与制造[M].第一版.北京:科学出版社,2012年1月.
3. 宋志国. UG NX4实例教程[M].第一版.北京:人民邮电出版社,2009年1月.
4. 冯炳尧等.模具设计与制造简明手册[M].第二版.上海:上海科学技术出版社,1998年1月.
学生(签名)12 年12月8 日
指导教师(签名)年月日
教研室主任(签名)年月日
系主任(签名)年月日。
底座盖的注塑模设计设计

底座盖的注塑模设计设计河南职业技术学院毕业设计(论文)题目底座盖的注塑模设计系(分院)机械电子工程系学生姓名岳亚军学号********专业名称模具设计与制造指导教师武同2011年11月13日河南职业技术学院机械电子工程系(分院)毕业设计(论文)任务书锁盖的注塑设计岳亚军摘要:注射模的设计主要包括:分型面的选择、型腔数目的确定及型腔的排列、浇注系统设计、型心、型腔结构的确定、推件方式、侧抽芯机构设计、零件设计等内容。
对塑件的成型工艺及模具设计的分析,使我更进一步的了解了塑料制品的特性以及塑料模具设计过程,也更深刻的体会到了“设计”这个词的含义,塑件形状简单或复杂并不能够影响你对设计的态度,都必须认真对待,严格遵循设计的特点,根据具体情况,结合生产实际条件,综合运用设计基本原理和正确的计算方法,来设计出出经济性好、结构合理的模具。
底座盖产品图如下图1和图2:图1 图2生产批量:大批量;材料:PC;未注公差取MT5级精度一、塑件工艺性分析塑件的工艺性分析包括塑件的原材料分析、塑件的尺寸精度分析、塑件表面质量和塑件的结构工艺分析。
其具体分析如下:1. 塑件使用特性聚碳酸酯(PC)树脂是一种性能优良的热塑性工程塑料,具有突出的抗冲击能力,耐蠕变和尺寸稳定性好,耐热、吸水率低、无毒、介电性能优良,是五大工程塑料中唯一具有良好透明性的产品,也是近年来增长速度最快的通用工程塑料。
目前广泛应用于汽车、电子电气、建筑、办公设备、包装、运动器材、医疗保健等领域,随着改性研究的不断深入,正迅速拓展到航空航天、计算机、光盘等高科技领域。
PC树脂的材料性能: PC(聚碳酸酯)是一种无色透明的工程塑料,具有极高的冲击强度,宽广的使用温度范围,良好的耐蠕变性、电绝缘性和尺寸稳定性、热稳定性、光泽度、抑制细菌特性、阻燃特性以及抗污染性、耐腐蚀性、耐磨性良好,但自润性差,有应力开裂倾向,高温易水解,且收缩率很低,一般为0.4%~0.7%。
底座盖注射模具设计论文

摘要本课题主要是针对底座盖的模具设计,通过对塑件进行工艺的分析和比较,最终设计出一副注塑模。
该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、顶出系统、冷却系统、注塑机的选择及有关参数的校核、都有详细的设计,同时并简单的编制了模具的加工工艺。
通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺。
根据题目设计的主要任务是底座盖注塑模具的设计。
也就是设计一副注塑模具来生产底座盖塑件产品,以实现自动化提高产量。
针对底座盖的具体结构,该模具是侧浇口的单分型面注射模具。
通过模具设计表明该模具能达到外壳的质量和加工工艺要求。
关键词:底座盖、注塑模具AbstractThis topic is mainly aimed at base of mould design, through the cover of plastic parts process analysis and comparison, the final design out a pair of injection mold. This topic from the product structure, mould technology, the mould structure of its molding part gating system, the structure, the injection system, cooling system, the selection and parameters of the test, a detailed design, and simple preparation of the mould processing. Through the whole design process shows that the mold can reach the requirements of plastics processing. According to the topic design is the main task of the cover design of injection mold base. Also is a pair of injection mold design to production base plastic cover, so as to realize the automation products to increase production. According to the concrete structure, base covered the mould is the single side runner injection mold parting surface. Through the mould design shows that the quality of the shell mould can achieve and processing requirements.Keyword:base、injection mold目录摘要........................................................... - 1 - Abstract........................................................ - 1 - 第一章绪论..................................................... - 4 - 1.1 我国模具行业前景....................................... - 4 - 1.2 注塑模技术简介......................................... - 4 - 第二章塑件工艺性分析.............................. 错误!未定义书签。
塑料底座注塑模的设计

任务书系:专业:指导教师学生姓名课题名称底座注塑模设计内容及任务设计内容:根据所给的题目及原始数据,设计出一套注塑模。
内容包括:该塑料零件注射成型方案设计;模具结构设计;非标模具零件设计;成型零件制造工艺编制。
设计原始数据如下:1、Pro/E零件图,AUTOCAD图,实物2、塑件尺寸公差按SJ1372-78,4级(参见塑料模设计资料一,表6-6),孔类尺寸为正公差,轴类尺寸为负公差3、角度公差±0.5º4、塑胶件表面光亮无划伤痕迹5、生产批量为大批大量。
6、底座三维实物图设计任务:学生在指导教师指导下独立完成给定的注塑模设计任务,进行调查研究,选定合理的设计方案,进行必要的试验、测试和研究工作,正确绘制工程设计图纸,编写符合要求的设计说明书,翻译与题目有关的外文资料。
学生在设计工作中,应综合运用多学科的理论、知识与技能,分析与解决给定的工程设计问题。
要力争做到设计内容的科学性、设计思想的新颖性、设计表述的规范性和设计过程的综合性。
拟达到的要求或技术指标1.设计总要求:(1)、尽量选用标准模架。
(2)、保证规定的生产率和高质量的塑胶制品的同时,力求模具成本低、寿命长。
(3)、设计的塑料模必须保证操作维护安全、方便,与注射机能够匹配。
(4)、在能够生产出性能、特性、质量符合要求的前提下,尽量降低制品后加工成本。
(5)、便于搬运、安装、紧固到注射机上,并且方便、可靠。
(6)、保证模具强度前提下,注意外形美观,各部分比例协调。
2、设计图纸模具总装图一张、动、定模板、凸模、凹模、定位圈、浇口套、型芯等所有非标准零件图及电子文件(即*.doc/*.dwg/*.prt/*.asm文件,其中至少要有一张1号以上计算机绘图);至少有折合1号图幅以上的图纸用手工绘制。
图幅总量不少于3张零号图纸。
3、设计说明书(要求不少于1.2万字,35页以上)(1)、资料数据充分,并标明数据出处。
(2)、计算过程详细、完全。
底座盖的注塑模设计说明
河南职业技术学院毕业设计(论文)题目底座盖的注塑模设计系(分院)机械电子工程系学生岳亚军学号09116108专业名称模具设计与制造指导教师武同2011年11月13日河南职业技术学院机械电子工程系(分院)毕业设计(论文)任务书毕业设计(论文)的资料收集情况(含指定参考资料)史铁梁:《模具设计指导》,机械工业,2003年8月;阎亚林:《塑料模具图册》,高等教育,2009年12月;屈华昌:《塑料成型工艺与模具设计》,高等教育,2006年7月;凤勤、阎亚林《冲压与塑压成型设备》,高等教育,2003年12月;何冰强、高汉华:《塑料模具设计指导与资料汇编》,理工大学,2009年7月。
锁盖的注塑设计岳亚军摘要:注射模的设计主要包括:分型面的选择、型腔数目的确定与型腔的排列、浇注系统设计、型心、型腔结构的确定、推件方式、侧抽芯机构设计、零件设计等容。
对塑件的成型工艺与模具设计的分析,使我更进一步的了解了塑料制品的特性以与塑料模具设计过程,也更深刻的体会到了“设计”这个词的含义,塑件形状简单或复杂并不能够影响你对设计的态度,都必须认真对待,严格遵循设计的特点,根据具体情况,结合生产实际条件,综合运用设计基本原理和正确的计算方法,来设计出出经济性好、结构合理的模具。
底座盖产品图如下图1和图2:图1 图2生产批量:大批量;材料:PC;未注公差取MT5级精度一、塑件工艺性分析塑件的工艺性分析包括塑件的原材料分析、塑件的尺寸精度分析、塑件表面质量和塑件的结构工艺分析。
其具体分析如下:1. 塑件使用特性聚碳酸酯(PC)树脂是一种性能优良的热塑性工程塑料,具有突出的抗冲击能力,耐蠕变和尺寸稳定性好,耐热、吸水率低、无毒、介电性能优良,是五大工程塑料中唯一具有良好透明性的产品,也是近年来增长速度最快的通用工程塑料。
目前广泛应用于汽车、电子电气、建筑、办公设备、包装、运动器材、医疗保健等领域,随着改性研究的不断深入,正迅速拓展到航空航天、计算机、光盘等高科技领域。
塑料盖模具设计设计Word
黄冈职业技术学院毕业设计课题名称: 塑料盖模具设计学院名称: 机电学院专业: 模具设计与制造班级: 模具XXXX班姓名: XXXX 学号: XXXXXXX 指导教师: XXXXX目录一、塑件的工艺分析 (3)1.1 塑料制品的材料 (3)1.1.1 一般性能 (3)1.1.2 力学性能 (3)1.1.3 热学性能 (3)1.1.4 电学性能 (3)1.1.5 环境性能 (4)1.1.6 ABS 一般参数 (4)1.2 塑件结构分析 (4)1.2.1 壁厚 (5)1.2.2 脱模斜度 (5)1.2.3 圆角 (5)1.2.4 塑件尺寸精度分析 (6)1.2.5 塑件表面质量分析 (6)1.3 注塑机的选择 (6)1.3.1 注塑机简介 (6)1.3.2 注塑机基本参数 (6)1.3.3 选择注塑机 (7)1.3.4 注塑模工艺条件: (7)二、型腔分布与分型面设计 (8)2.1 型腔数目的确定 (8)2.2 型腔的布局 (9)2.3 分型面的设计 (9)三、浇注系统的设计 (10)3.1 主流道的设计 (10)3.2 分流道的设计 (11)3.2.1 分流道的表面粗糙度 (12)3.2.2 分流道长度 (12)3.2.3 分流道的布置形式 (12)3.3 浇口的设计 (13)3.3.1 浇口的选用 (13)3.3.2 浇口的位置选用 (13)3.4 浇注系统的平衡 (14)3.4.1 分流道平衡 (14)3.5 冷料穴的设计 (14)3.6 拉料杆的设计 (15)3.7 排气设计 (15)3.7.1 排气设计原则: (16)四、成型零件的设计 (16)4.1 成型零件的结构设计 (16)4.1.1 凹模(型腔)结构设计 (16)4.1.2 凸模(型芯)结构设计 (17)4.2 成型零件工作尺寸计算 (17)4.2.1 型腔、型芯径向尺寸计算[9][10] (18)4.2.2 型腔、型芯的深度尺寸的计算 (20)五、合模导向机构的设计 (21)5.1 导柱的设计 (21)5.2 导套的设计 (22)六、脱模机构的设计及有关参数校核 (22)6.1 脱模机构设计的总体原则 (22)6.2 推杆设计 (22)6.2.1 推杆的形状 (22)6.2.2 推杆的位置与布局 (23)6.3 推件板设计的要点 (23)6.4 模架的确定 (23)6.5 校核计算 (24)塑料盖模具设计一、塑件的工艺分析1.1 塑料制品的材料1.1.1 一般性能ABS的外观为不透明呈象牙色的粒料,无毒、无味、吸水率低其制品可着成各种颜色,并具有90%的高光泽度。
底座盖注塑模具毕业设计
底座盖注塑模具毕业设计
底座盖注塑模具的设计涉及到材料选择、结构设计、工艺参数确定等多个方面。
首先需要选用合适的模具材料,通常使用的是耐磨、耐腐蚀的优质钢材。
其次,需要根据底座盖的形状和尺寸设计模具的结构,包括底模、动模、割嘴、冷却系统等部分。
底模是底座盖下部的模具,动模是底座盖上部的模具,割嘴用于将熔融的塑料切割成底座盖的形状,冷却系统用于降低模具温度并加快注塑速度。
在底座盖注塑模具的设计过程中,还需要确定一些工艺参数,包括注射压力、注射速度、保压时间等。
这些参数的选择需要考虑底座盖的材料特性和产品质量要求。
一般来说,注射压力需要足够大以确保塑料能够填充整个模具腔,注射速度需要适中以避免填充不充分或产生气泡,保压时间需要足够长以确保底座盖的密实性和强度。
底座盖注塑模具的设计还需要考虑模具的制造和使用成本。
制造成本包括材料费用、加工费用、设备费用等,使用成本包括模具维护和修复费用等。
为了降低成本,可以采用模块化设计,将模具分为多个可更换的部件,以便于更换和维修。
在底座盖注塑模具的设计过程中,还需要进行模具流动性分析和模具强度分析。
流动性分析可以帮助确定塑料在模具内的流动情况,以避免产生气泡和短射等缺陷。
强度分析可以帮助确定模具的强度是否满足注塑过程中的压力和力学要求。
总之,底座盖注塑模具的设计是一项复杂而重要的工作,需要考虑多个方面的因素。
通过合理选择材料、设计模具结构、确定工艺参数,可以实现高效、稳定、经济的底座盖注塑生产过程。
底座盖注塑模具设计
底座盖注塑模具设计底座盖注塑模具设计是指针对底座盖的形状和尺寸特征进行设计的注塑模具。
底座盖通常是用于固定和支撑座椅、桌子、电视以及其他家具和电器设备的零件,具备美观、牢固和耐用的特点。
下面将对底座盖注塑模具的设计过程进行详细介绍。
首先,对于底座盖注塑模具的设计,需要根据实际情况确定模具类型。
常见的模具类型包括单腔模具、多腔模具、射出模具、冷却模具等。
根据底座盖的需求和生产情况,选择适合的模具类型是设计的第一步。
第二步是进行底座盖的结构设计。
底座盖注塑模具设计需要确定底座盖的形状、尺寸及相关的结构特征。
在设计过程中,需要考虑到底座盖的外观要求、功能要求、装配要求等因素,并将其转化为模具设计的具体要求。
第三步是进行注塑模具的尺寸设计。
底座盖注塑模具的尺寸设计是根据底座盖的形状和尺寸要求,确定模具的尺寸。
尺寸设计包括模具的外形尺寸、内部腔体尺寸、配件尺寸等。
在尺寸设计过程中,需要考虑到模具制造和注塑过程中的一些工艺要求,比如模腔尺寸的收缩率、螺纹孔的螺纹规格等。
第四步是进行注塑模具的构造设计。
底座盖注塑模具的构造设计是根据底座盖的形状和尺寸要求,确定模具的各个构造部件。
构造设计需要考虑到模具的使用寿命、制造难度、维修便捷性等。
具体的构造要素包括模腔、模芯、顶针、导柱、导套、滑块等。
在构造设计过程中,需要注重模具的结构强度、装配精度、嵌合间隙等因素的考虑。
最后,进行注塑模具的制造、调试和试模。
底座盖注塑模具的制造需要根据设计图纸进行加工和装配。
制造完成后,需要进行调试和试模,确保模具的各个功能部件的正常运行。
调试和试模的过程中,需要检查模具的开合性能、射出及冷却系统的通畅性、顶针和导柱的工作情况等。
以上是底座盖注塑模具设计的基本过程。
通过合理的设计和制造,可以保证底座盖注塑模具的质量和效率,满足底座盖的生产需求。
同时,还需要根据具体的生产情况和技术要求,不断进行模具的改进和优化,提高底座盖的生产效果和质量水平。
底座盖注塑模具毕业设计

题目塑料底座盖注塑模院系名称班级学生姓名学号指导教师答辩教师时间前言随着中国当前的经济形势的日趋好转,在“实现中华民族的伟大复兴”口号的倡引下,中国的制造业也日趋蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一,模具工业能促进工业产品生产的发展和质量提高,并能获得极大的经济效益,因而引起了各国的高度重视和赞赏。
在日本,模具被誉为“进入富裕的原动力”,德国则冠之为“金属加工业的帝王”,在罗马尼亚则更为直接:“模具就是黄金”。
可见模具工业在国民经济中重要地位。
我国对模具工业的发展也十分重视,早在1989年3月颁布的《关于当前国家产业政策要点的决定》中,就把模具技术的发展作为机械行业的首要任务。
近年来,塑料模具的产量和水平发展十分迅速,高效率、自动化、大型、长寿命、精密模具在模具产量中所战比例越来越大。
注塑成型模具就是将塑料先加在注塑机的加热料筒内,塑料受热熔化后,在注塑机的螺杆或活塞的推动下,经过喷嘴和模具的浇注系统进入模具型腔内,塑料在其中固化成型。
本次毕业设计的主要任务是底座盖注塑模具的设计。
也就是设计一副注塑模具来生产底座盖塑件产品,以实现自动化提高产量。
针对底座盖的具体结构,通过此次设计,使我对点浇口双分型面模具的设计有了较深的认识。
同时,在设计过程中,通过查阅大量资料、手册、规范、期刊等,结合教材上的知识也对注塑模具的组成结构(成型零部件、浇注系统、导向部分、推出机构、排气系统、模温调节系统)有了系统的认识,拓宽了视野,丰富了知识,为将来独立完成模具设计积累了一定的经验本次设计中得到了徐老师的指点。
同时也非常感谢马老师的精心教诲。
由于实际经验和理论技术有限,设计的错误和不足之处在所难免,希望各位老师批评指正。
摘要本课题主要是针对底座盖的模具设计,底座盖具有重量轻、易清洁、耐腐蚀老化、强度高、使用寿命长,制作方便、价格低廉等特点。
通过对塑件进行工艺的分析和比较,最终设计出一副注塑模。
底座盖注塑模具毕业设计(doc 41页)
底座盖注塑模具毕业设计(doc 41页)题目塑料底座盖注塑模院系名称班级学生姓名学号指导教师答辩教师时间摘要本课题主要是针对底座盖的模具设计, 底座盖具有重量轻、易清洁、耐腐蚀老化、强度高、使用寿命长,制作方便、价格低廉等特点。
通过对塑件进行工艺的分析和比较,最终设计出一副注塑模。
该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、顶出系统、冷却系统、注塑机的选择及有关参数的校核、都有详细的设计,同时并简单的编制了模具的加工工艺。
通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺塑料制品具有原料来源丰富,价格低廉,性能优良等特点。
它在电脑、手机、汽车、电机、电器、仪器仪表、家电和通讯产品制造中具有不可替代的作用,应用极其广泛。
注射成形是成形热塑件的主要方法,因此应用范围很广。
注射成形是把塑料原料放入料筒中经过加热熔化,使之成为高黏度的流体,用柱塞或螺杆作为加压工具,使熔体通过喷嘴以较高压力注入模具的型腔中,经过冷却、凝固阶段,而后从模具中脱出,成为塑料制品。
依据产品的数量和塑料的工艺性能确定塑件采用注射成形法生产。
该产品设计为大批量生产,故设计的模具要有较高的注塑效率,浇注系统要能够自动脱模,此外为保证塑件表面质量采用点浇口,因此选用单分型面注射模,点浇口自动脱模结构。
模具的型腔采用一模八腔平衡布置,浇注系统采用点浇口成形,推出形式为十六推杆推出机构完成塑件的推出。
由于塑件的工艺性能要求注塑模中有冷却系统,因此在模具设计中也进行了设计。
本次的设计中不仅参考了大量纸质文献,而且在互联网上查阅资料,设计过程比较完整。
关键词单分型面注射模具底座盖硬聚氯德州科技职业学院毕业设计目录目录前言 (I)中文摘要 (Ⅱ)英文摘要 (III)第一章对塑料成型模具的认识 (1)1.1模具在加工工业中的地位 (1)1.2 模具的发展趋势 (1)1.3 设计在学习模具制造中的作用 (2)第二章原始资料分析 (3)2.1 塑件的工艺分析 (3)2.2 底座盖原料(PC)的成型特性与工艺参数 (3)2.3 塑件的结构工艺性 (4)2.4 注射机的选择 (5)第三章分型面及浇注系统的设计 (7)3.1 分型面的选择 (7)3.2 浇注系统的设计 (8)第四章模具设计方案论证 (14)4.1 型腔的布置…………………………………………………14.4.2 成型零件的结构确定 (14)4.3 导向定位机构设计 (14)4.4 推出机构的设计 (15)4.5 冷却系统设计 (15)4.6 模具加热系统的设计 (16)4.7 温度调节系统的设 (16)第五章主要零部件的设计计算 (18)5.1成型零件的成型尺寸 (18)5.2 模具型腔壁厚的确定 (19)5.3 推出机构的设计 (19)5.4 标准模架的确定 (19)第六章成型设备的校核计算 (21)6.1 锁模力的校核 (21)6.2 安装尺寸的校核 (21)6.3 推出机构的校核 (21)6.4 开模行程的校核 (21)第七章模具的装配 (22)7.1 模具的装配顺序 (22)7.2 模具的维护 (23)设计总结 (24)附录:成型零件图 (25)型芯三维视图 (30)装配图 (31)致谢 (34)参考文献 (35)第1章对塑料成型模具的认识1.1模具在加工工业中的地位模具是利用其特定形状去成型具有一定的形状和尺寸制品的工具。
底座注射注塑模具设计

XX学院毕业设计(论文) 底座注射注塑模具设计所在学院专业班级姓名学号指导老师年月日I摘要随着高性能工程塑料的不断发展,各种塑料制品行业,该行业需要继续增长,注射成型工艺越来越多地用于成形制造的产品的各种性能要求。
注塑模具设计的质量,对注塑机的生产效率直接影响成型,产品的质量和成本。
模具可以是一个很好的注射成型上百万次,因为其较长的寿命,在另一方面,降低了塑件的成型和模具成本,作为一个结果,一个好的更换,维修少,从而提高生产效率。
为了满足日益增长的工业需求和生活质量的需要,应继续研究和开发,已被设计来提高注塑模具的性能,满足各行各业的需求。
在本设计中,通过对一二点对底座,CAD模具设计和开发利用包括凸,凹模的设计,顶出机构的设计,注射机的选择和校核,浇注系统的设计,冷却系统的设计,模具及其他工作选择。
在本设计中,重点设计了以成形件的凸,凹模的设计,浇注系统,冷却系统。
浇注系统是模具设计的灵魂和冷却设计,浇注系统的设计直接影响着塑件的成型质量和生产效率[ 1 ]。
因此,浇注系统的设计是注塑模具设计工作的关键。
同时,模具温度对塑件的质量和生产效率有着直接的影响,对模具的凝固时间和收缩应力,模具温度的控制直接影响,从而影响模具和塑料件质量的成型周期,和表面粗糙度。
大小的凸,凹模尺寸,浇注系统和冷却系统的设计重点和系统结构设计。
通过这样的设计,我们首先学习了解当前的形势和发展情况,中国塑料模具结构和成型工艺的模具及注塑模具设计的基本原理。
关键词:底座;注射模;设计;PA1010AbstractWith the development of high performance engineering plastics, plastic products industry, the industry needs to continue to grow, the injection molding process is more and more used in various performance requirements of the product manufacturing. The quality of injection mold design, the injection molding machine production efficiency directly affects molding, product quality and cost. Mold can be a very good injection molding millions of times, because of their longer life expectancy, on the other hand, reduces the cost of molding and mold plastic parts, as a result, a good replacement, repair, thereby improving the production efficiency. In order to meet the growing needs of the industry and the quality of life needs, should continue to research and development, has been designed to improve the performance of injection mold injection mold, to meet the needs of all walks of life.In this design, through the one or two point of cover on the air conditioning remote control, the design and development of CAD die comprises a convex, concave mold design, the ejection mechanism design, selection and optimization of the injection machine, the design of gating system, cooling system design, mold and other work options. In this design, designed to focus on parts of the convex, concave mold design, gating system, cooling system. The gating system is the mold design of the soul and cooling design, the design of gating system directly affects the moulding quality and production efficiency [1]. Therefore, the design of gating system is the key of the injection mold design work. At the same time, mould temperature has a direct impact on the quality of plastic parts and production efficiency, solidification time and contraction on die stress, mold temperature control of a direct impact, thus affecting the molding cycle of molds and plastic parts quality, and surface roughness. The size of the convex, concave die size, design key points and system structure design of gating system and cooling system. Through this design, we first learn to understand the situation and the current development situation, basic principle of injection mold and die design China plastic mould structure and injection molding process.Key Words:remote base, injection mold, design, PA1010III目录摘要 (II)Abstract (III)目录 ...................................................................................................................................... I V 第1章绪论 (1)1.1蓬勃发展的模具工业 (2)1.2塑料模具工业的现状和技术的主要发展方向 (2)第2章底座塑料模工艺设计 (4)2.1底座塑件的工艺分析 (4)2.1.1塑料材料的性能及基本成型工艺参数 (4)2.1.2底座塑料的选材 (5)2.1.3 PA1010材料成型特性 (5)2.2注射成型基本过程 (5)2.3底座的设计件 (7)第3章注射机的选择和校核 (9)3.1注射机规格的选择 (9)3.2注射机的校核 (9)3.2.1注射机注射容量的校核 (9)3.2.2注射机注射压力的校核 (10)3.2.3注射机锁模力的校核 (10)3.2.4注射机模具厚度校核注射机模具厚度校核 (11)3.2.5注射机最大开模行程校核 (11)3.3确定型腔数目和分模面的选择 (11)3.3.1确定型腔数目 (11)3.3.2分模面的选择 (12)第4章浇注系统和冷却系统设计 (13)4.1浇注系统设计 (13)4.1.1主流道的设计 (13)IV4.1.2分流道的设计 (13)4.1.3浇口设计 (14)4.1.4冷料穴和拉料杆设计 (15)4.1.5浇注系统的平衡 (15)4.2排气系统的设计 (15)4.3冷却系统设计 (16)4.3.1设计冷却系统的必要性 (16)4.3.2冷却系统尺寸计算 (17)第5章成型零件设计 (18)5.1 模具型腔的结构设计 (18)5.2 成型零件的尺寸确定 (19)第5章其他零部件结构设计 (21)5.1脱模机构设计 (21)5.1.1脱模机构的分类 (21)5.1.2脱模机构设计原则 (21)5.2导向机构设计 (22)5.2.1导向机构设计原则 (22)5.2.2导柱的外形尺寸计算 (22)5.2.3导向孔的设计 (23)5.2.4导柱的数量和布置 (23)5.3定位圈 (23)5.3.1定位圈的定义 (23)5.3.2导柱的数量和布置 (23)5.4主流道衬套 (24)5.5其他结构零件设计 (24)结论 (26)参考文献 (27)致谢 (28)V第1章绪论1第1章绪论1.1蓬勃发展的模具工业从20世纪80年代早期的第二十世纪80年代开始,发达工业国家的模具工业已从机床产业中分离出来,和一个独立的工业部门的发展,其产值已超过机床工业的价值。
注塑模课程设计盖的注塑模具设计

Hefei University 课程设计COURSE PROJECT题目:盖的注塑模具设计系别:机械工程系专业:材料成型及控制工程(1)学制:四年姓名:何涛学号:05导师:张远斌完成时间:2012 年 12 月20日目录(一)设计任务书 (3)(二)设计与分析 (4)第一章塑件成型工艺分析 (4)塑件分析................................ .. (4)ABS的性能分析................................ (5)ABS的注射成型进程及工艺参数 (5)第二章模具结构形式的拟定 (6)分型面的肯定................................ .. (7)型腔数量和排列方式的肯定................................ . (7)注射机型号的肯定................................ .... (9)第三章浇注系统的设计................................ . (11)主流道设计 (11)分流道设计 (11)浇口的设计 (12)冷料穴的设计与计算 (12)第四章成型零件的结构设计及算 (12)成型零件的结构设计 (12)成型零件钢材的选用 (13)成型零件工作尺寸的计算 (13)成型零件尺寸及动模垫板厚度的计算 (15)第五章模架的肯定 (16)各模板尺寸的肯定 (16)模架各尺寸的校核 (16)第六章冷却系统的设计 (17)冷却介质 (17)冷却系统的简单计算 (17)第七章模具推出机构的设计 (18)推出方式的肯定 (18)脱模力的计算 (19)第八章导向与定位机构的设计 (20)第九章总装图和零件图的绘制 (20)参考文献 (21)(一)设计任务书盖,按照图示的塑件图设计一套注塑模。
大量量生产;精度:MT5。
材料ABS。
(二)设计与分析第一章塑件成型工艺分析塑件分析、外形尺寸分析该塑件壁厚为3mm,其外形尺寸不大,同时塑料熔体流程不太长适合于注塑成型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
河南职业技术学院毕业设计(论文)题目底座盖的注塑模设计系(分院)机械电子工程系学生姓名岳亚军学号09116108专业名称模具设计与制造指导教师武同2011年11月13日河南职业技术学院机械电子工程系(分院)毕业设计(论文)任务书毕业设计(论文)的资料收集情况(含指定参考资料)史铁梁:《模具设计指导》,机械工业出版社,2003年8月;阎亚林:《塑料模具图册》,高等教育出版社,2009年12月;屈华昌:《塑料成型工艺与模具设计》,高等教育出版社,2006年7月;孙凤勤、阎亚林《冲压与塑压成型设备》,高等教育出版社,2003年12月;何冰强、高汉华:《塑料模具设计指导与资料汇编》,大连理工大学出版社,2009年7月。
锁盖的注塑设计岳亚军摘要:注射模的设计主要包括:分型面的选择、型腔数目的确定及型腔的排列、浇注系统设计、型心、型腔结构的确定、推件方式、侧抽芯机构设计、零件设计等内容。
对塑件的成型工艺及模具设计的分析,使我更进一步的了解了塑料制品的特性以及塑料模具设计过程,也更深刻的体会到了“设计”这个词的含义,塑件形状简单或复杂并不能够影响你对设计的态度,都必须认真对待,严格遵循设计的特点,根据具体情况,结合生产实际条件,综合运用设计基本原理和正确的计算方法,来设计出出经济性好、结构合理的模具。
底座盖产品图如下图1和图2:图1 图2生产批量:大批量;材料:PC;未注公差取MT5级精度一、塑件工艺性分析塑件的工艺性分析包括塑件的原材料分析、塑件的尺寸精度分析、塑件表面质量和塑件的结构工艺分析。
其具体分析如下:1. 塑件使用特性聚碳酸酯(PC)树脂是一种性能优良的热塑性工程塑料,具有突出的抗冲击能力,耐蠕变和尺寸稳定性好,耐热、吸水率低、无毒、介电性能优良,是五大工程塑料中唯一具有良好透明性的产品,也是近年来增长速度最快的通用工程塑料。
目前广泛应用于汽车、电子电气、建筑、办公设备、包装、运动器材、医疗保健等领域,随着改性研究的不断深入,正迅速拓展到航空航天、计算机、光盘等高科技领域。
PC树脂的材料性能: PC(聚碳酸酯)是一种无色透明的工程塑料,具有极高的冲击强度,宽广的使用温度范围,良好的耐蠕变性、电绝缘性和尺寸稳定性、热稳定性、光泽度、抑制细菌特性、阻燃特性以及抗污染性、耐腐蚀性、耐磨性良好,但自润性差,有应力开裂倾向,高温易水解,且收缩率很低,一般为0.4%~0.7%。
PC有很好的机械特性,但流动特性较差,因此这种材料的注塑过程较困难。
在选用何种品质的PC材料时,要以产品的最终期望为基准。
如果塑件要求有较高的抗冲击性,那么就使用低流动率的PC材料;反之,可以使用高流动率的PC材料,这样可以优化注塑过程。
PC的最大特征是非晶型透明塑料,成型后的尺寸稳定性好,从低温到高温均能保持稳定的机械强度,它的拉伸与形变特性比较接近金属材料,存在着明显的弹性极限。
2.PC树脂的成型特性①、无定形料,热稳定性好,成型温度范围宽,超过330℃时才呈现严重分解,分解时产生无毒、无腐蚀性气体,但流动性差。
溢边值为0.06㎜左右,流动性对温度变化敏感,冷却速度快。
②、吸湿性小,但对水敏感,故加工前必须干燥处理,否则会出现“银丝”、气泡并使强度显著下降,成型时要求水分含量在0.02%以下③、流变性接近牛顿性液体,表观黏度受温度的影响较大,受剪切速率的影响较小,相对分子质量的增大而增大。
PC分子链中有苯环,所以分子链刚性大。
④、PC的抗蠕变性好,尺寸稳定性好;但内应力不易消除。
成型时应严格控制成型条件,成型后塑件应退火处理。
⑤、冷却速度快,模具浇注系统应以粗、短为原则,宜设冷料穴,浇口易取大。
模具易加热,应选用耐磨钢。
⑥、料筒清扫:(1)在PC树脂的成型温度下,加入清洗料(通用级聚苯乙烯或透苯),连续射出二十至三十次。
(2)将射台后退,连续将清洗料空射,直至射出的清洗料开始膨胀起泡。
(3)将料筒温度重新设定到200至230℃。
(4)继续将清洗料空射,直到清料熔胶温度达到260℃且外表看起来很干净透明。
3. 塑件的结构工艺分析①.从图纸上看该塑件外形为四方壳罩,外形无过渡有尖角,内形有过渡无尖角,壁厚均匀,整体对称。
②.塑件型腔不大有尺寸不等的孔,为使塑件顺利脱模可在塑件内部设1°—2°拔模斜度。
③.塑件精度要求不高,所有尺寸均为自由精度。
④.塑件表面没有特殊要求。
一般情况下,外表面要求光洁,表面粗糙度Ra可以取0.8um,内表面可以取Ra3.2um。
⑤.塑件的生产类型为大批量生产,因此在模具设计中要提高塑件的生产率可采用多型腔、高寿命的模具,以便降低生产成本。
4、塑件的尺寸精度分析该制件尺寸无特殊要求,所有尺寸均为自有尺寸,可按IT5级精度选择公差,查参考资料《公差与配合》得各尺寸公差。
如表1所示为塑件上主要尺寸及其公差的要求:表1 底座盖尺寸及其公差值5、塑件的生产批量大批量的生产中,由于注塑模具价格在整个生产费用中所占比例较小,提高生产率和模具寿命问题较突出,所以可以考虑使用自动化程度较高、结构复杂、精度寿命高的模具。
可考虑采用快速脱模以及周期不易太长的模具,同时模具造价要适当控制。
二、成型设备的选择与模具工艺规程编制1、计算塑件的体积和重量通过三维造型可获得该塑件体积V=4.27㎝³。
PC的密度是1.2g/㎝³,所以单件质量w=pv=4.27×1.2=5.13g。
(过程略)2、根据塑件本身的几何形状及生产批量确定型腔数量根据批量要求,考虑到经济成本,生产效率及塑件几何形状和公差精度要求等因素采用一模四腔成型。
3、塑件的成型工艺参数根据该塑件的特点和pc的成型特性,查参考资料《塑料成型工艺与模具设计》,初步确定塑件的注射成型工艺参数。
试模时可根据实际情况作适当调整。
表2 塑件的注射成型工艺参数4、注射机的选择及技术参数的确定由于塑件采用注射成型加工,使用一模四件的模具结构因此可以计算出一次成型过程所用塑料量为:W=4w+w(废料)=4×5.13+5.13×20%=22g。
根据以上一次注射量的分析以及考虑到塑件外形尺寸、塑件结构、生产批量、注射模具尺寸大小等因素。
参考设计手册,初选JPH50型注射机(经校核JPH50注射机能满足锁模力、安装尺寸与开模行程等各各项要求)。
如表3所示为所选注射机的主要技术参数。
表3 JPH50型注射机的主要技术参数5、制定塑件的注射成型工艺卡表4 塑件成型工艺卡压力/MPa注射压力80~130后处理温度红外线灯烘箱110℃时间定额/min辅助时间8~12h 单件编制校对审核组长车间主任检验组长主管工程师三、注射模的结构设计注射模的结构设计主要包括:分型面的选择、模具型腔数目的确定、推件方式、推出机构设计、模具结构零件设计等内容1、分型面的选择在选择分型面时,根据分型面的选择原则,考虑不影响外观质量以及成型后能顺利取出塑件,有两中选择方案。
其一,选塑件上面作为分型面,如图3所示,选择这种方案,增加模具的结构复杂程度。
其二,选塑件的下面作为分型面,如图4所示,采用这种方案,模具结构比较简单。
所以,选塑件大端底面作为分型面作为分型面。
图3 图42、型腔数目的确定及型腔的排列由于该塑件采用一模四腔成型,所以型腔对称布置在模具的上,这样有利于浇注系统的排列和模具的平衡3、浇注系统的设计⑴.主流道的设计根据手册查得JPH50型注射机喷嘴的有观尺寸喷嘴球半径r=10mm喷嘴孔直径d=10mm根据模具主流道与喷嘴的关系:R=r+(1~2)mmD=d+0.5mm取主流道球面半径:R=12mm,主流道小端直径D=10.5mm为了便于将凝料从主流道中拔出,将主流到设计成圆锥形,其斜度为1-3°经换算得大端直径为12mm,⑵.浇口设计①、浇口形式的选择由于塑件外观的要求质量要求较高,浇口的位置和大小应以不影响塑件外观质量为前提,同时也尽量使模具结构简单。
根据该塑件的结构分析及分型面的位置,可选择的浇口形式有以下几种,潜伏式浇口、点浇口、直浇口。
综合对塑件的成型性能、浇口和模具结构的分析比较,确定成型该塑件的模具采用点浇口。
②、进料位置的确定根据塑件的外观质量要求以及型腔的安放方式,进料位置选择在塑件底面。
4、型芯、型腔结构的确定⑴、型腔的设计采用整体嵌入式凹模,放在定模板一侧,主要从节省优质模具钢材料,方便热处理、方便日后维修等方面的考虑。
⑵、型芯的设计型芯结构采用整体式嵌入式凹模,结构牢固,又因为塑件结构简单,所以型芯也便于加工,同时节省优质模具钢材料,方便热处理、方便日后维修。
5、导向定位机构的设计由于塑件基本对称且无单向侧压力,所以采用直导柱导向便可满足合模导向及闭模后的定位。
6、推出机构的设计根据矩形壳罩的形状特点,其推出机构可采用推件板推出或推杆推出。
其中推件板的推出结构可靠,顶出力均匀,不影响塑件外观质量,根据塑件形状特点和多腔特点可以考虑使用推件板。
7、冷却系统设计采用冷却水冷却,凹模冷却水道采用环绕型腔布置的冷却回路。
8、标准模架的确定综合考虑塑件一模四腔平衡布置、一次分型结构、型腔壁厚要求、塑件尺寸大小等因素,选取标准模板的尺寸150mm×150mm×30mm为直浇口B型模架。
代号为1520。
四、主要零部件的设计计算。
1.该塑件的成型零件尺寸均按平均值发计算,查手册ABS的收缩率为Scp=(0.4+0.7)%/2=0.55%=0.0055,根据塑件尺寸公差要求,模具制造公差取Δ/3,成型零件尺寸见下表5。
表5 成型零件尺寸2.模具型腔壁厚的确定塑料模具型腔在成型过程中受到熔体的高压作用,应有足够的强度和刚度,本模具的凹模采用的是整体嵌入式,因此可以用整体式矩形型腔壁厚计算公式来确定型腔侧壁厚度S和底板厚度T。
(1)型腔侧壁厚度S的计算①按刚度条件计算S刚≧3√ cph4/E[δ]=2.38mm式中c—由h/l决定的系数,查表得c=0.93P—型腔内最大熔体压力,可取注射压力的25%~50%,p取50Mpa。
h—型腔深度,h=10mm。
E—模具钢的弹性模量,E取2.2×105 Mpa[δ]—模具钢计算许用变形量,[δ]取23.6mm②按强度条件计算S强≧√ 3ph²(1+Wa)/[σ]=7.26 mmP—型腔内最大熔体压力,可取注射压力的25%~50%,p取50Mpa。
h—型腔深度,h=10mm。
W—抗弯截面系数,由h/l决定,W取0.108。
a—型腔的边长比,取0.514。
[σ]—模具强度计算许用应力取300 Mpa。
(2)型腔底板厚度T的计算①按刚度条件计算T刚≧√ c‵pb4/E[δ]=0.167 mmc‵—由型腔的边长比l/b决定的系数,取0.4974。