塑料底座盖注塑模
底座注射模具设计

底座注射模具设计底座注射模具设计的第一步是确定产品的结构和形状。
底座通常由几个主要部分组成,包括底座本体、螺钉孔、固定孔等。
设计师需要根据产品的实际需求确定这些部分的数量、位置和尺寸。
此外,还需要考虑产品的外观要求,例如是否需要设计花纹、文字或标志。
底座注射模具设计的第三步是选择合适的材料。
底座通常由塑料制成,不同的塑料材料具有不同的性能和工艺要求。
设计师需要根据产品的使用环境和性能要求,选择合适的塑料材料。
例如,如果产品需要具有良好的耐磨性和强度,可以选择聚丙烯材料;如果产品需要具有良好的电气绝缘性能,可以选择聚氯乙烯材料。
底座注射模具设计的第四步是确定模具的结构和类型。
底座注射模具通常由上模和下模两部分组成。
上模用于形成底座的外形,下模用于形成底座的内部结构。
设计师需要根据产品的结构和形状,确定模具的结构和类型。
例如,如果产品的形状复杂,可以选择多腔模具;如果产品的数量较少,可以选择单腔模具。
底座注射模具设计的第五步是确定模具的制造工艺。
模具的制造工艺决定了产品的质量和成本。
设计师需要考虑多个因素,包括加工精度、模具材料、表面处理等。
例如,如果产品的尺寸要求较高,可以选择高精度加工工艺;如果产品的材料要求较高,可以选择高硬度、耐磨的模具材料;如果产品需要具有良好的观感和防腐性能,可以选择表面处理工艺,如喷砂、电镀等。
底座注射模具设计的最后一步是进行模具的仿真和测试。
通过模具的仿真和测试可以评估模具的性能和质量,及时发现和解决问题。
例如,可以使用有限元分析等软件对模具的应力、变形等进行分析;可以使用注塑机对模具进行试模、修模等测试。
总之,底座注射模具设计需要考虑多个因素,包括产品的结构、形状、尺寸以及制造工艺等。
设计师需要根据产品的实际需求,选择合适的材料和工艺,以确保模具的性能和质量。
通过合理的设计和测试,可以提高底座注射模具的制造效率和产品的质量。
通用底壳注塑模设计
Science and technolo gy project科技专题3年月刊塑料制造65通用底壳注塑模设计陶永亮1,薛敏杰2,余永光2(1、重庆川仪工程塑料有限公司,重庆,400712;2、重庆宇海模具有限公司,重庆,402760)摘要:通用底壳采用耐候PC 塑料制作。
为达到产品的装配使用要求,对200多个较小孔的处理,模具成型部位采用全镶块结构组成,便于加工制作。
文中对模具设计和主要零件设计进行了阐述,提出了模具设计制造及加工工艺要求,完成了模具制造。
模具经生产验证,模具结构设计合理,操作性强,塑件完全符合技术要求,并受到了用户的好评。
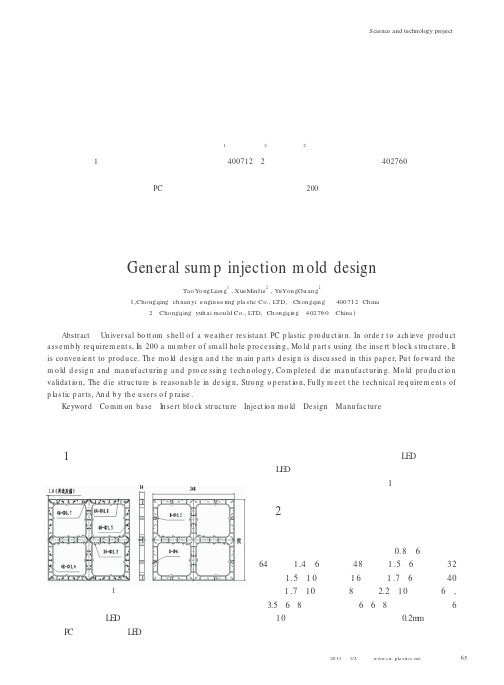
关键词:通用底座,镶块结构,注塑模,设计,制造General sum p injection m old designTao Yo ng Lian g 1,XueMinJie 2,YuYon gGu an g 2(1,Cho ng qing ch uan yi e ngin ee ring pla stic Co.,LTD,Ch on gqin g ,400712Ch ina2,Cho ngq ing yuh ai mou ld Co.,LTD,Ch on gq i n g ,402760,China )Abstract :Un iversal bo tt om s hell o f a weath er res istan t PC p lastic p ro du ct io n.In orde r t o ach ieve prod u ct ass emb ly req uirem ent s,In 200a nu mb er o f small ho le p ro cessin g ,Mo ld p art s using th e inse rt b lock s tru ct ure,It is co nven ien t to prod u ce.Th e mo ld d esig n an d t he m ain p art s d esig n is discu ssed in this pap er,Pu t fo rward the m o ld d esig n and man ufact urin g an d p ro ce ssin g t ech n olog y,Co m pleted d ie man ufact urin g.Mo ld pro du ct io n validat io n,The d ie structu re is reaso nab le in de sig n,Stro ng o p erat io n,Fu lly m eet t he t ech nical req uirem ent s of p las tic p arts,An d b y th e u sers o f p raise.Keyword :Co mm on base ,In sert blo ck structu re ,Inject io n mo ld ,Design ,Manu facture1产品介绍图1通用底壳产品示意图通用底壳是L D 显示屏上使用的一个固定件,采用耐候塑料制作。
吸塑模具结构
吸塑模具结构
吸塑模具结构是由多个部件组成的,每个部件都有自己的功能。
吸塑模具主要分为模板、模具底座、注塑头、塑料料管和吸塑模具座
等几个部分。
第一,模板是吸塑模具最核心的部分,由上、下两部分组成。
它
是与塑料料管和注塑头配合的部件,负责将塑料材料注入模具中,形
成产品的基本结构。
模板的材料一般选择高强度凝固铝材、钛合金、
钢铁等,以保证模具的强度和耐用性。
第二,模具底座是吸塑模具的支撑部分,承受模板的重量和所有
的注塑力。
模具底座的材料也必须选用高强度的材料,如优质钢铁、
铝材等,以确保模具的稳定性和寿命。
第三,注塑头是负责将熔融的塑料材料注入模具中的部件,它通
常由两个或更多的管子组成,其中一个用于注入塑料材料,另一个用
于将塑料料管封口。
注塑头的材料一般选用高强度不锈钢或铜等材料。
第四,塑料料管是吸塑模具组成部分之一,负责将塑料粒子转变
成熔融的塑料料液,并输送到注塑头中。
它是吸塑模具中最重要的部
分之一。
塑料料管的材料可以选用大多数塑料或其他材料,比如碳素、钢管等。
第五,吸塑模具座则是负责将模具底座和吸塑机进行安装和连接
的部件。
它必须能够固定吸塑模具以及为其提供稳定的基础。
吸塑模具逐渐成为了各行各业中生产零部件的必要工具,尤其是
在日用品、电子产品、玩具等领域,它发挥了重要作用。
吸塑模具结
构的可靠性、耐用性和稳定性对于吸塑模具的质量和效率至关重要。
在设计和研发吸塑模具时,应该根据实际应用需求,合理选择材料和
结构,保证吸塑模具的性能和质量。
模具毕业设计——肥皂盒底座注塑模具的设计

我所写提交的论文肥皂盒底座注塑模具的设计,是我在根据查找相关书籍资料并请教专业老师的情况下,独自进行思考研究,取得的成果。
除了文中已经标注的引用内容之外,本篇文章中绝对不会出现剽窃,撰写他人所有的研究结构。
还有,对于在我完成论文的期间帮助我完成论文的个人和集体,我都已经在论文的各处添加了说名和备注,并且我十分感谢他们对我的帮助。
作者签名:日期:我的这篇论文是关于肥皂盒底座的注塑模具的设计,运用ABS材料对模具的加工,然后进行关于模具设计的工艺流程。
根据肥皂盒底座的整体结构,我决定该模具使用侧浇口进行浇注,和单分型面注塑模具,型腔则是一模两腔,从具体模具结构出发对模具的浇注系统,而对于整套的成型结构,如冷却,浇注,顶出等系统还有数据的校核检验,都进行了详细的分析。
关键词:肥皂盒,单分型面注塑模,侧浇口,ABS目录一引言 (01)二塑件的工艺分析 (02)1.塑料件的设计要求 (02)2.塑件原材料分析 (03)3.初步拟定模具成型方案 (04)三注塑模具设计 (04)1.型腔的分布 (05)2.选择分型面 (05)3.型腔与型芯的结构尺寸 (05)4.模架的添加 (05)(1)定位圈与浇口套 (06)(2)浇口 (06)(3)流道 (07)(4)推出机构 (07)(5)冷却水道 (08)四模具的工作原理 (08)1.模具的装配图 (08)2.模具的工作原理 (08)五注塑机参数的校核 (09)1.注射机有关工艺的参数校核 (09)总结 (10)参考文献 (11)谢辞.. ... (12)一引言肥皂盒是我们家庭中日常必备品,每家每户都会有那么几个。
商店超市里所出售的肥皂盒也多种多样,丰富多彩,而且有些设计很特别的肥皂盒还会很分受消费者们的喜爱,十分畅销。
虽然此次所设计的肥皂盒结构较为简单,但其外观和实用性均经过缜密的思考。
并且为了防止香皂遇水熔化,所以在底座水平面处开了若干漏水孔。
对这次的设计,我采用单分型面的注射模,用一次成型的方法,推出机构使用的二十推杆,这样可以保证它的整体性,而不被破坏。
底座盖注塑模具设计
毕业设计(论文)任务书
专业模具设计与制造班级模具102 姓名
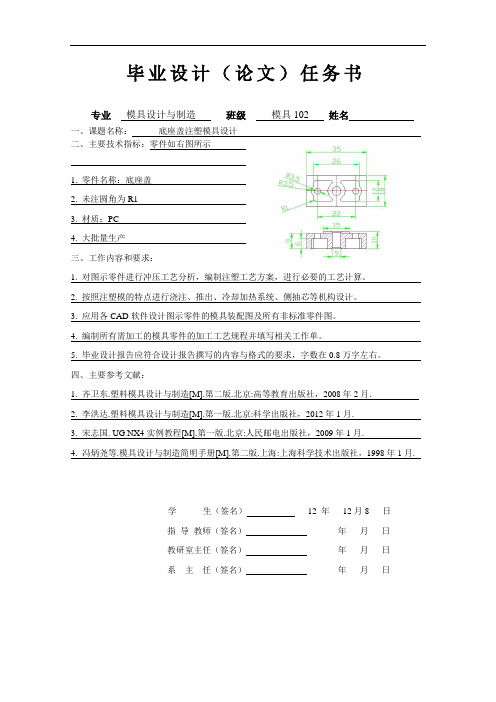
一、课题名称:底座盖注塑模具设计
二、主要技术指标:零件如右图所示
1. 零件名称:底座盖
2. 未注圆角为R1
3. 材质:PC
4. 大批量生产
三、工作内容和要求:
1. 对图示零件进行冲压工艺分析,编制注塑工艺方案,进行必要的工艺计算。
2. 按照注塑模的特点进行浇注、推出、冷却加热系统、侧抽芯等机构设计。
3. 应用各CAD软件设计图示零件的模具装配图及所有非标准零件图。
4. 编制所有需加工的模具零件的加工工艺规程并填写相关工作单。
5. 毕业设计报告应符合设计报告撰写的内容与格式的要求,字数在0.8万字左右。
四、主要参考文献:
1. 齐卫东.塑料模具设计与制造[M].第二版.北京:高等教育出版社,2008年2月.
2. 李洪达.塑料模具设计与制造[M].第一版.北京:科学出版社,2012年1月.
3. 宋志国. UG NX4实例教程[M].第一版.北京:人民邮电出版社,2009年1月.
4. 冯炳尧等.模具设计与制造简明手册[M].第二版.上海:上海科学技术出版社,1998年1月.
学生(签名)12 年12月8 日
指导教师(签名)年月日
教研室主任(签名)年月日
系主任(签名)年月日。
塑料插座底座注塑模具设计开题报告

三、本课题的实施方案
1.塑料的选择;
2.模架的选择;
3.分型面的设计;
4.浇注系统的设计;
5.成型零件的设计;
6.抽芯系统的设计;
7.顶出系统的设计;
8.温控系统的设计;
四、论文(设计)工作进程:
日期安排
工作内容
2010.12.6—2010.12.13
[9]Auto CAD绘图基础与技巧/刘俊英梁丰殷小清主编;
[10]UG模具设计实例与技巧/张屯国主编.—北京:国防工业出版社,2006.8;
[11]模具设计指导/史铁梁主编-北京:机械工业出版社,2003.8;
[12]互换性与测量技术/周文玲主编:机械工业出版社;2005.5;
[13]模具拆装及测绘实训教程/王晖,李大成主编.—重庆:重庆大学出版社,2006.10;
指
导
教
师
意
见
本栏填写:1、评语:Fra bibliotek某某同学的题为《……》的毕业论文(设计)的开题报告较好(或一般),同意开题。
或此开题报告较好(或一般),同意开题。
2、说明同意或不同意开题的理由:
3、建议:
指导教师(签名):
年月日
专业意见
专业主任(签名):
年月日
20XX.06.08—20XX.06.10
参与并通过答辩
五、主要参考文献:
[1]机械制图/刘力主编.2版.—北京:高等教育出版社,2004.7;
[2]工程力学/顾晓勤主编.—2版. —北京:机械工业出版社,2007.3;
[3]机械制造基础/孙学强主编.—北京:机械工业出版社,2001.4;
[4]机械设计基础/陈立德主编.—第二版.北京:高等教育出版社,2007.7;
塑料端盖注射模具设计(含全套CAD图纸)

本科毕业设计(论文) 题目:塑料端盖注射模设计塑料端盖注射模设计摘要随着社会的发展,不同品种和功能的塑料的出现,塑料产品与我们的日常生活越来越密切。
塑料模具设计对生产与生活也越来越重要。
本次毕业设计的课题为塑料端盖注塑模具设计,主要在对塑件从材料上进行工艺分析,确定分型面及型腔数;完成浇注系统的设计,浇口采用侧浇口;抽芯机构采用斜导柱实现塑件的侧孔成型;脱模机构采用顶杆推出。
同时通过合理地选择注射机并对注塑压力、最大注塑量、锁模力、开模行程等相关方面进行校核,进一步保证设计的合理型,并设计温度调节系统和阐述模具装配等方面。
本次设计完成了塑料端盖的生产,此次设计不仅结构简单,生产效率高,而且运动可靠生产成本低。
最重要的是适用于人们的生活中。
关键词:端盖注塑模具;分型面;注塑模具;注射机Plastic end cap injection mold designAbstractWith the development of society different varieties and function plastic appearance in our lives, plastic productions have closer to our daily lives. Plastic mold design is more and more important to the production and life.The topic of this graduation design for the plastic end cover injection mold design, mainly in based on the analysis of the molding for plastic parts are made from the raw material analysis, forming characteristics, parting surface selection, the design of the gating system, cooling system design, the core and cavity structure design, launch reset structure design, design of side core-pulling mechanism and the design of steering mechanism and other aspects detailed in this paper, the design of the end cover injection mold process. At the same time, through the rational selection of the injection machine and check the injection pressure, the maximum injection quantity, clamping force, mold opening stroke and other related aspects, further ensuring reasonable design, and design the temperature control system and elaborated the mold assembly.This design completed the production of plastic end cover, it not only has simple structure, but also has high production efficiency and the movement is reliable low production cost.The most important it is suitable for people's life.Key Words:cover injection mold;lateral core-pulling;parting surface;injection mold;injection machine主要符号表公P 公称压力 0P 注射压力v 公最大注射量 S 收缩率v q 体积流量 'α锁紧块的斜角α斜导柱倾斜角 S 机开模行程max S 最大收缩率 S 模具制造公差z δ模具制造公差 c δ模具磨损量3h 传热膜系数 d 斜导柱直径S 抽抽芯距 []σ材料的许用应力max H 模具最大闭合高度 min H 模具最小闭合高度P 导滑槽施加的压力 Q 总模具型腔的总热量i t 流道中各段流程的厚度 A 塑件包紧型芯的侧面积L 斜导柱的有效工作长度 i L 流道中各段流程的长度p 塑件对型芯产生的单位正压力[]δ为脱模板中心允许的最大变形量1F 斜导柱与滑块之间的摩擦阻力2F 导滑槽与滑块之间的摩擦阻力目录摘要 (I)Abstract (II)主要符号表 (III)1绪论 (V)1.1塑料的发展 (1)1.2塑料模具发展 (1)1.2.1国内外注塑模具的发展现状 (1)1.2.2国内外注塑模具的发展趋势 (2)1.3本文主要设计内容 (2)2 塑件材料及工艺的分析 (4)2.1PA1010基本特性 (4)2.2PA1010成型工艺分析 (4)2.3塑件结构分析 (4)2.4塑件尺寸及精度分析 (5)2.5塑件表面质量分析 (5)2.6塑件厚度分析 (5)2.7塑件的体积和质量 (6)3 塑件在模具中的布局 (7)3.1型腔数目的确定 (7)3.2型腔的分布 (7)3.3分型面设计 (7)3.3.1分型面的分类 (7)3.3.2分型面的选择原则 (7)4 浇注系统的设计 (9)4.1浇注系统设计的组成及要求 (9)4.2主流道设计 (9)4.3分流道设计 (10)4.3.1分流道设计要点 (10)4.3.2分流道的形状和尺寸 (11)4.3.3分流道的表面粗糙度 (11)4.4浇口设计 (11)4.4.1浇口的作用 (12)4.4.2浇口的截面形状和尺寸 (12)4.4.3浇口位置的选择 (13)4.5冷料穴的设计 (13)4.6拉料杆的设计 (14)5 成型零件的结构设计 (15)5.1成型零件的结构形式及设计 (15)5.1.1凹模结构设计 (15)5.1.2型芯结构设计 (16)5.2成型零件工作尺寸的计算 (16)5.2.1影响塑件尺寸精度的因素 (16)5.2.2模具成型零件的工作尺寸计算 (17)6 结构零部件设计 (18)6.1注射模架的选取 (20)6.2垫块的设计 (20)6.3合模导向机构的设计 (20)6.3.1导柱的设计 (20)6.3.2导套设计 (21)7 侧向分型与抽芯机构的设计 (22)7.1斜导柱的设计 (22)7.1.1斜导柱的形状及技术要求 (22)7.1.2斜导柱的倾斜角 (22)7.1.3斜导柱的长度 (22)7.1.4斜导柱的受力分析与直径计算 (23)7.2滑块的设计 (24)7.3导滑槽的设计 (24)7.4滑块定位装置 (25)7.4.1滑块定位装置的作用 (25)7.4.2结构形式 (25)7.5楔紧块 (25)7.6成型斜顶杆的设计 (22)8 推出机构设计 (23)8.1推出方式的选取 (23)8.2推出力计算 (23)8.3推出机构设计 (24)8.3.1推杆推出机构设计 (24)8.3.2推出机构导向与复位 (29)9 注射机的型号和规格选择及校核 (27)9.1初选注射机规格 (27)9.2注射机工艺参数校核 (27)9.2.1最大注射量的校核 (27)9.2.2注射压力的校核 (28)9.2.3锁模力的校核 (28)9.3注射机安装部分与模具相关尺寸校核 (28)9.3.1喷嘴尺寸校核 (28)9.3.2定位圈尺寸校核 (29)9.3.3最大最小模厚校核 (29)9.3.4开模行程校核 (29)10 冷却系统的设计 (30)10.1冷却装置设计要点 (30)10.2冷却回路布置 (30)11 模具的分析及保养 (31)11.1模具的经济效益分析 (30)11.2模具的保养 (30)12 结论 (31)参考文献 (37)致谢 (33)毕业设计(论文)知识产权声明 (39)毕业设计(论文)独创性声明 (40)1绪论1.1塑料的发展现代工业的飞速发展为素有“工业之母”美誉的模具工业带来前所未有的发展机遇,而模具材料的应用在模具制造中起举足轻重的作用。
电话机底座注塑模具设计

1.2
模具是利用其特定形状去成型具有一定形状和尺寸的制品的工艺装备或工具,它属于型腔模的范畴。通常情况下,塑件质量的优劣及生产效率的高低,其模具的因素占80%。然而模具的质量的好坏又直接与模具的设计与制造有很大关系。随着国民经济领域的各个部门对塑件的品种和产量需求越来越大、产品更新换代周期越来越短、用户对塑件的质量要求也越高,因而模具制造与设计的周期和质量要求也相应提高,同时也正是这样促进了塑料模具具设计于制造技术不断向前发展。就目前的形式看,可以说,模具技术,特别是设计与制造大型、精密、长寿命的模具技术,便成为衡量一个国家机械制造水平的重要标志。
电话机底座注塑模具设计
摘要
模具是工业生产的基础工艺装备,也是发展和实现少无切削技术不可缺少的工具。它在工业生产中使用极为广泛,是当代工业生产的重要手段和工艺发展方向,许多现代工业的发展和技术水平的提高,在很大程度上取决于模具工业的发展水平。因此,模具技术发展状况及水平的高低,直接影响到工业产品的发展。也是衡量一个国家工艺水平的重要标志之一。
Total to say, a this set of molding tools for designing economy reasonable, the possibility is strong, producing the convenience, it a stronger molding tool in a set of function.
底座盖注塑模具的设计

本课题主要是针对底座盖的模具设计, 底座盖具有重量轻、易清洁、耐腐蚀老化、强度高、使用寿命长,制作方便、价格低廉等特点。
通过对塑件进行工艺的分析和比较,最终设计出一副注塑模。
该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、顶出系统、冷却系统、注塑机的选择及有关参数的校核、都有详细的设计,同时并简单的编制了模具的加工工艺,通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺。
塑料制品具有原料来源丰富,价格低廉,性能优良等特点。
它在电脑、手机、汽车、电机、电器、仪器仪表、家电和通讯产品制造中具有不可替代的作用,应用极其广泛。
注射成形是成形热塑件的主要方法,因此应用范围很广。
注射成形是把塑料原料放入料筒中经过加热熔化,使之成为高黏度的流体,用柱塞或螺杆作为加压工具,使熔体通过喷嘴以较高压力注入模具的型腔中,经过冷却、凝固阶段,而后从模具中脱出,成为塑料制品。
依据产品的数量和塑料的工艺性能确定塑件采用注射成形法生产。
该产品设计为大批量生产,故设计的模具要有较高的注塑效率,浇注系统要能够自动脱模,此外为保证塑件表面质量采用点浇口,因此选用单分型面注射模,点浇口自动脱模结构。
模具的型腔采用一模八腔平衡布置,浇注系统采用点浇口成形,推出形式为十六推杆推出机构完成塑件的推出。
由于塑件的工艺性能要求注塑模中有冷却系统,因此在模具设计中也进行了设计。
本次的设计中不仅参考了大量纸质文献,而且在互联网上查阅资料,设计过程比较完整。
关键词单分型面注射模具底座盖硬聚氯1 绪论 (1)1.1模具在加工工业中的地位 (1)1.2模具的发展趋势 (1)1.3 设计在学习模具制造中的作用 (2)2 原始资料分析 (4)2.1 塑件的工艺分析 (4)2.2 底座盖原料(PC)的成型特性与工艺参数 (4)2.3塑件的结构工艺性 (5)2.4.注射机的选择 (6)3 分型面及浇注系统的设计 (9)3.1分型面的选择 (9)3.2浇注系统的设计 (10)4 模具设计方案论证 (16)4.1 型腔布置 (16)4.2 成型零件的结构确定 (17)4.3 导向定位机构设计 (17)4.4.推出机构设计 (18)4.5.冷却系统设计 (18)4.6 模具加热系统的设计 (19)4.7 温度调节系统的设计 (19)5 主要零部件的设计计算 (20)5.1 成型零件的成型尺寸 (20)5.2模具型腔壁厚的确定 (22)5.3推出机构的设计 (22)5.4标准模架的确定 (23)6成型设备的校核计算 (23)6.1锁模力的校核 (23)6.2安装尺寸的校核 (24)6.3推出机构校核 (24)6.4开模行程的校核 (24)总结 (24)致谢 (25)参考文献 (26)1 绪论1.1模具在加工工业中的地位模具是利用其特定形状去成型具有一定的形状和尺寸制品的工具。
塑料盖注塑_模具设计
--塑料盖注塑模具设计毕业论文第1章概论1.1 课题背景及意义市场竞争的日趋激烈,使得产品的功能日趋多元化,产品的生命周期不断缩短,塑料产品结构日趋多样化和复杂化,客户对产品质量的要求也越来越高。
这在一定程度上决定了模具设计和注射成型过程的复杂性,有些注射成型问题连有经验的模具设计师和注射工艺师都很难把握。
而传统的注射模设计首先考虑的是模具结构本身的需要,之后考虑的才是注射制品的需要。
例如,常规的注射模设计通常是根据经验确定浇注系统和冷却系统,而不是根据流动分析来确定,最后在试模过程中通过反复的调整模具的浇注系统和冷却系统参数来勉强达到产品的质量要求。
模具试模周期过长、试模成本过高严重影响了企业的竞争力。
因此,--对塑料熔体的注射成型过程的计算机模拟对优化产品结构设计、模具设计以及注射成型工艺具有非常重要的指导意义[1][2][3]。
1.2 本课题及相关领域的国内外现状及发展1.2.1 塑料模功能分子材料加工领域中,用于塑料制品成形的模具,称为塑料成形模具,简称塑料模。
塑料模优化设计,是当前高分子材料加工领域中的重大课题。
在塑料材料、制品设计及加工工艺确定以后,塑料模设计对制品质量与产量,就具有决定性的影响。
首先,模腔形状、流道尺寸、表面粗糙度、分型面、浇注与排气位置选择、脱模方式以及定型方法的确定等,均对制品尺寸精度和形状精度以及塑件的物理力学性能、内应力大小、表观质量与内在质量等,起着十分重要的影响。
其次,在塑件加工过程中,塑料模结构的合理性,对操作的难易程度,具有重要的影响。
再次,塑料模对塑件成本也有相当大的影响,除简易模具外,一般说来制模费用是十分昂贵的,大型塑料模更是如此。
现代塑料制品生产中,合理的加工工艺、高效率的设备和先进的模具,被誉为塑料制品成形技术的“三大支柱”。
尤其是塑料模对实现塑件加工工艺要求、塑件使用要求和塑件外观造型要求起着无可代替的作用。
高效全自动化设备,也只有装上能自动化生产的模具,才能发挥其应有的效能。
带凸台塑料盖注塑模具设计

带凸台塑料盖注塑模具设计
注塑模具设计是指将塑料制品的设计图纸转化为具体的模具结构及尺
寸的过程。
在设计带凸台塑料盖注塑模具时,需要考虑到模具的结构、尺寸、材料选择、生产工艺等诸多因素。
下面将从这几个方面详细介绍带凸
台塑料盖注塑模具设计的要点。
首先,模具的结构设计是注塑模具设计中一个非常重要的环节。
带凸
台塑料盖的注塑模具主要包括模具底板、模具芯、模具腔、模具加热系统
等组成部分。
在设计模具结构时,需要考虑到模具的组装与分解方便、零
部件易更换、加工精度高等要求。
其次,模具的尺寸设计需要根据产品的设计要求和注塑设备的规格来
确定。
带凸台塑料盖注塑模具的尺寸设计应考虑到产品的外形尺寸、壁厚、孔径、凹凸台尺寸等要求,以保证模具制造和生产过程中的准确度与稳定性。
然后,材料选择是模具设计中的另一个重要方面。
带凸台塑料盖注塑
模具的材料选择应考虑到模具在工作过程中的耐磨性、耐腐蚀性和刚性等
要求。
常见的模具材料有优质冷作模具钢、热作模具钢等。
根据具体情况
选择合适的模具材料,可以提高模具寿命和生产效率。
最后,生产工艺是带凸台塑料盖注塑模具设计中必须要考虑的一个因素。
根据具体的注塑工艺要求,需要确定模具的浇口位置、冷却系统、顶
针系统等。
通过合理设计生产工艺,可以提高产品成形质量和生产效率。
总结起来,带凸台塑料盖注塑模具设计需要综合考虑模具结构、尺寸、材料选择和生产工艺等多个方面的因素。
合理的设计能够提高模具的性能
和生产效率,为塑料制品的生产提供良好的技术支持。
台灯底座上盖板注射模具设计
摘要本文主要介绍了台灯底座上盖板的注射模具设计,台灯底座上盖板是台灯底座上与下盖配合的一个塑料组件,要保证其配合精度。
其材料为ABS塑料,根据ABS塑料成型的工艺特性和产品的使用要求,对产品进行详细的工艺分析。
该塑件有两个倒扣和两个凸台,而且在它的顶部开方槽。
对于倒扣,必然要涉及到侧抽芯的设计。
通过对测绘的产品尺推寸和工艺分析,选择了合适的分型面,对模具进行了成型零件、浇注系统、侧向抽芯机构及出机构和复位机构进行设计,最后完成两副模具总装图的设计及主要零件图的绘制,并确保模具结构的可靠性、合理性、实用性。
关键词:台灯底座上盖板,注射模具设计, ABS塑料。
AbstractThis text mainly introduced the injection mold design of Lamp cover base. Table lamp table lamp base is the base cover and lower cover with a plastic component,to ensure accuracy with each other. It’s material was ABS plastics. According to the fashioned processing property of ABS and the operating requirement of the product, the product was proceed detailed technical analysis.The plastic buckle down and two of two convex sets, and evolution in its top slot. The Flip is bound to involve the design of the side core pulling.Through the product's size and the conclusion of technical analysis. I selected the favorable parting plane and designed the modeling part, runner system, side slide institution, pullout institution and reset institution. In the end I completed designing the assemble diagram and the major parts' diagram and made sure the credibility, rationality, and the function of the molding tool structure.Keyword:Lamp cover base;injection mold design;ABS plastic目录第1章绪论 (1)1.1模具概述 (1)1.2塑料工业在国民经济中的地位 (1)1.3现代模具的发展趋势 (2)第2章塑料产品介绍及其工艺特点 (4)2.1产品结构工艺性分析 (4)2.1.1 塑料的分析 (4)2.1.2塑件的工艺分析 (5)2.2塑件产品图的测绘 (5)第3章注射成型方案分析 (7)3.1 分型面及其选择 (7)3.2 侧向分型分析 (7)3.3 确定型腔排列方式 (8)第4章模具的结构设计 (9)4.1 模架的选择 (9)4.2塑件的成型设备选用 (9)4.2.1分型面投影面积的计算 (9)4.2.2 塑件及浇注系统的体积的计算 (9)4.2.3 注塑机的选择 (10)4.3 成型零部件设计 (11)4.3.1 成型零部件的结构设计 (12)4.3.2 成型零部件的工作尺寸计算 (13)4.4 浇注系统的设计 (23)4.4.1浇注系统分析 (23)4.4.2 主流道的设计 (24)4.4.3 浇口的设计 (25)4.5 侧向分型与抽芯机构的设计 (26)4.5.1侧向分型与抽芯机构分类 (26)4.5.2侧向分型与抽芯的相关计算 (26)4.6 推出机构的设计 (27)4.6.1 推出力的计算 (28)4.6.2 推出机构的选择 (28)4.7 复位机构的设计 (29)4.8 冷却系统的设计 (29)第5章注塑机的选择与校核 (30)5.1 注塑量的校核 (30)5.2 注塑机锁模力的校核 (30)5.3 最大注射压力的校核 (30)5.4 开模行程及装模高度的校核 (31)第6章模具的工作原理和模具结构特点 (32)6.1 模具工作原理 (32)6.2 模具结构特点 (33)结束语 (34)参考文献 (35)致谢 (36)第1章绪论1.1.模具概述模具是工业产品生产使用的重要工艺装备,它以其自身的特殊形状通过一定的方法使原材料成型。
《常州工学院最新机械毕业设计题目(含全套CAD图纸资料)》

1)虎钳的数控加工工艺2)1G-100型水旱两用旋耕机设计3)4T焊接滚轮架机械设计4)CA6140机床后托架加工工艺及夹具设计5)HPVL分线盒注射模具设计6)Q3110滚筒式抛丸清理机设计7)USB转接盒上盖注塑模具设计8)x62w主轴工艺及专用夹具设计9)冲水手柄模具设计10)切管机的设计11)卧式双面多孔钻加工机床设计12)叉车滚轮的工装设计13)变压器外壳注塑模具设计14)吸尘器万向轮注射模具设计15)塑料制件捏耳的注射模具设计16)尾座体加工工艺及夹具设计17)拖拉机拨叉铣专机设计18)数控雕铣机电主轴和主轴托板设计19)普通开关按钮模具设计20)步进式加热炉同步顶升液压控制系统设计21)气缸盖螺钉孔加工专机设计22)电机座液压夹紧粗镗夹具设计23)电话听筒注射模设计24)电话机面板注塑模设计25)矿车轮钻孔组合机床设计26)空气滤清器外壳模具设计27)老板椅底支架设计28)节式输送机自动张紧装置设计29)茶杯杯盖注塑模设计30)镜头盖注塑模模具设计31)闹钟后盖注塑模设计32)风扇叶片注射模具设计33)高档化妆品瓶盖注射模具设计34)4125型柴油机气缸体的机械加工工艺及夹具设计35)c6136经济型数控改造(横向)36)减速箱箱盖的工艺规程及镗夹具设计37)半轴机械加工工艺及工装设计38)台灯灯座注塑模的设计与制造39)多功能制浆机设计40)首饰盒注塑模具设计41)HPVC分线盒注塑模具设计42)铝壳体压铸模具设计43)绿豆精选机设计44)MC无机械手换刀刀库设计45)QY12汽车起重机的支腿机构设计46)TMJ-200型水果糖糖料拉白机设计47)TMJ-200型水果糖糖料拉白机设计48)XK100立式数控铣床主轴部件设计49)Y A32-1000KN四柱万能液压机设计50)三孔双向卧式组合镗床夹具设计51)冲压垫片设计52)分线盒注塑模具设计53)加热缸体的注塑模设计54)包装机对切部件设计55)双头铆接机设计56)塑料底座盖注塑模设计57)大众汽车标志模具设计58)弧面蜗杆加工专用数控机床设计59)梳棉机箱体结合件专用装备设计60)梳棉机组合机床设计全套优秀毕业设计、毕业论文QQ 3639630561)油泵体钻孔组合机床设计62)游标卡尺盒注塑模具设计63)激光标线仪前盖模具设计及其型腔仿真加工设计64)牧草切根机的设计65)玩具飞机外壳注射模的设计与加工仿真66)自行车脚蹬内板级进模设计67)虎钳的数控加工工艺68)酒瓶内盖塑料模具设计69)锤片粉碎机的设计70)儿童水枪零件注射模设计71)轴承保持架自动装配机设计72)飞机模型注塑模设计73)卡盘分度钻摸设计74)蒸汽电熨斗设计75)仪表盖塑料模设计76)节式输送机自动张紧装置设计77)塑料拉手塑料膜设计78)MC无机械手换刀装置设计79)起瓶器导向筒注塑模设计80)桶形拉升伸冲载模具设计81)衬套落料拉伸冲孔翻边模具设计82)QY12汽车起重机的支腿机构设计83)滑盖冷冲模设计84)T型件冲压模具设计85)汽车车轮盖冲压模设计86)变压器外壳注塑模设计87)梳棉机箱体结合件专用装备设计88)自动高压排液机设计89)沥青圆柱式成型机机械设计90)糖料拉白机设计91)十三棍平整机设计92)Z4系列火花塞壳体冷挤压成型工艺及模具设计93)HPVC分线盒注塑模设计94)激光标线仪前盖模具设计及型腔仿形加工设计95)奇瑞A3轿车变速器的CVT改型设计96)隐形眼睛盒塑料模具设计97)全路面起重机设计98)轮胎切碎机结构设计99)油泵体下体十二孔组合机床设计100)矿车轮端面组合机床设计101)麦克风外壳注塑模具设计102)侧托架复合模具设计103)四垫圈复合模具设计104)电位器接线片冲压工艺与模具设计105)铝壳体压铸模具设计106)488柴油机运动部件设计107)螺杆注塑模具设计108)电机碳刷架冷冲模具设计109)绿豆精选机设计110)内燃机喷油嘴改造设计111)X5025型立式升降台铣床设计112)城轨列车侧窗玻璃安装用工作平台设计113)汽车备轮架加固板冲压工艺及落料冲孔模具设计114)自行车车轴锻压模具设计115)灭火器筒座注射模设计116)汽车连接件注塑模设计117)方形套注塑模设计118)YTP26气腿式凿岩机机体工艺及夹具设计更多毕业设计论文联系QQ 36396305全套优秀毕业设计、毕业论文QQ 36396305。
注塑模具的结构

注塑模具的结构注塑模具是一种用于生产塑料制品的工具。
它的结构非常重要,直接影响到塑料制品的质量和生产效率。
下面将介绍注塑模具的结构和各部分的功能。
一、注塑模具的结构注塑模具主要由模具基座、模芯、模腔、导板、顶出机构、冷却系统等组成。
1. 模具基座:模具基座是模具的主要支撑部分,承受着整个模具的重量。
它通常由钢材制成,具有足够的刚性和强度。
2. 模芯:模芯是注塑模具中的一部分,用于形成塑料制品的内部结构。
它通常由钢材或铝材制成,具有一定的硬度和耐磨性。
3. 模腔:模腔是注塑模具中的另一部分,用于形成塑料制品的外部形状。
它通常由钢材制成,具有一定的硬度和耐磨性。
4. 导板:导板是注塑模具中的一个重要组成部分,用于引导模芯和模腔的运动。
它通常由钢材制成,具有一定的硬度和耐磨性。
5. 顶出机构:顶出机构用于将注塑模具中的塑料制品顶出模具。
它通常由弹簧和顶出杆组成,具有一定的弹性和耐磨性。
6. 冷却系统:冷却系统用于控制注塑模具中的温度,以保证塑料制品的质量。
它通常由冷却水管和冷却水箱组成,具有良好的散热性能。
二、注塑模具各部分的功能1. 模具基座:承受整个模具的重量,提供稳定的支撑。
2. 模芯:形成塑料制品的内部结构,如空心结构、螺纹等。
3. 模腔:形成塑料制品的外部形状,如平面、曲面等。
4. 导板:引导模芯和模腔的运动,确保塑料制品的精度。
5. 顶出机构:将塑料制品顶出模具,防止粘连和变形。
6. 冷却系统:控制注塑模具的温度,保证塑料制品的质量和生产效率。
三、注塑模具的制造工艺1. 设计:根据产品的要求和生产工艺,设计注塑模具的结构和尺寸。
2. 材料选择:选择合适的钢材或铝材作为注塑模具的材料,根据不同部位的要求选择不同的材质。
3. 加工:利用数控机床等设备对注塑模具进行精密加工,保证模具的尺寸和形状的精度。
4. 装配:将各个部件组装在一起,形成完整的注塑模具。
5. 调试:根据产品的要求进行模具的调试,保证模具的正常运行和塑料制品的质量。
塑料瓶盖的注塑模设计

塑料瓶盖的注塑模设计
本文将介绍塑料瓶盖的注塑模设计,主要包括模具结构设计、材料选择、加工工艺和质量控制等方面。
一、模具结构设计
塑料瓶盖的注塑模有两部分组成:注塑机侧模和移动模。
侧模由模板、模座、导向机构、射嘴和喷嘴组成。
移动模包含模板、模座、导向机构和射针等。
在设计时需要考虑的是塑料瓶盖的结构,包括拉丝环的位置、塞子的形状和直径等。
同时也需要考虑注塑机的尺寸,确保模具与注塑机的匹配。
二、材料选择
注塑模的材料需要具备高硬度、高耐磨、高耐腐蚀、高耐热和高精度等特性。
常用的材料有工具钢、合金钢、铝合金等。
不同的材料适用于不同的注塑产品,需要根据具体情况选择合适的材料。
三、加工工艺
在加工注塑模时,需要严格按照设计图纸进行制造。
首先进行铣床加工,对模板进行精度加工;接下来进行电脉冲加工,对导向孔、定位孔等进行精度加工;最后进行磨床加工,对加工表面进行精度加工。
在加工中需要严格控制尺寸,确保模具制造出来的瓶盖符合要求。
四、质量控制
对于注塑模的质量控制需要有严格的控制措施,包括在制造过程中对材料进行材质检测,进行制造工艺检测,对模具的加工、验收和防腐处理等工序进行检查。
在使用过程中需要对模具进行定期维护和保养,确保模具的使用寿命和稳定性。
同时也需要进行模具的性能测试和使用情况分析,以便提高模具使用效率和生产效益。
综上所述,塑料瓶盖的注塑模设计需要注意模具结构设计、材料选择、加工工艺和质量控制等方面,根据具体情况选择合适的制造方案,确保生产的塑料瓶盖达到设计目标。
底座盖注塑模具毕业设计
底座盖注塑模具毕业设计
底座盖注塑模具的设计涉及到材料选择、结构设计、工艺参数确定等多个方面。
首先需要选用合适的模具材料,通常使用的是耐磨、耐腐蚀的优质钢材。
其次,需要根据底座盖的形状和尺寸设计模具的结构,包括底模、动模、割嘴、冷却系统等部分。
底模是底座盖下部的模具,动模是底座盖上部的模具,割嘴用于将熔融的塑料切割成底座盖的形状,冷却系统用于降低模具温度并加快注塑速度。
在底座盖注塑模具的设计过程中,还需要确定一些工艺参数,包括注射压力、注射速度、保压时间等。
这些参数的选择需要考虑底座盖的材料特性和产品质量要求。
一般来说,注射压力需要足够大以确保塑料能够填充整个模具腔,注射速度需要适中以避免填充不充分或产生气泡,保压时间需要足够长以确保底座盖的密实性和强度。
底座盖注塑模具的设计还需要考虑模具的制造和使用成本。
制造成本包括材料费用、加工费用、设备费用等,使用成本包括模具维护和修复费用等。
为了降低成本,可以采用模块化设计,将模具分为多个可更换的部件,以便于更换和维修。
在底座盖注塑模具的设计过程中,还需要进行模具流动性分析和模具强度分析。
流动性分析可以帮助确定塑料在模具内的流动情况,以避免产生气泡和短射等缺陷。
强度分析可以帮助确定模具的强度是否满足注塑过程中的压力和力学要求。
总之,底座盖注塑模具的设计是一项复杂而重要的工作,需要考虑多个方面的因素。
通过合理选择材料、设计模具结构、确定工艺参数,可以实现高效、稳定、经济的底座盖注塑生产过程。
塑料注塑模的标准

塑料注塑模的标准一、概述塑料注塑模是一种常见的模具类型,广泛应用于塑料制品的生产。
注塑模根据制品的形状、尺寸和性能要求而设计制造。
本文将详细介绍塑料注塑模的标准,包括模具结构、材料选择、制造工艺、精度要求、验收标准等方面的内容。
二、模具结构1.模具应具有完整的型腔布局,包括浇口、流道、型腔、排气槽等。
浇口和流道的设计应有利于塑料的流动和填充,同时减少压力损失。
型腔的设计应符合制品的形状和尺寸要求。
2.模具应设有顶出机构,以便于脱模。
顶出机构的设计应保证制品顺利脱模,避免损坏制品表面。
3.模具应具备冷却系统,以便于控制模具温度,提高制品质量。
冷却系统的设计应合理分布冷却水路,确保模具温度均匀。
4.模具应设有安全防护装置,确保操作安全。
安全防护装置应符合相关标准,能够有效防止意外伤害。
三、材料选择1.模具材料应根据制品的性能要求、模具的使用寿命以及制造工艺等因素进行选择。
常用的模具材料包括钢材、铝合金、锌合金等。
2.钢材具有较高的强度和硬度,适用于制作大型、复杂的模具。
铝合金和锌合金具有较好的加工性能和耐腐蚀性,适用于制作小型、简单的模具。
3.模具材料的采购应遵循相关标准,确保材料的质量和可靠性。
模具材料应进行严格的检验和控制,确保符合设计要求。
四、制造工艺1.模具制造应遵循相关制造标准,确保模具的精度和质量。
制造过程中应采用合理的加工方法,如铣削、钻孔、电火花加工等,确保模具型腔的精度和表面质量。
2.模具浇口和流道的设计应合理选择浇口位置和流道尺寸,以确保塑料能够顺利填充型腔。
浇口和流道的设计应进行仿真分析,以优化填充效果和提高制品质量。
3.模具顶出机构的设计应考虑顶出速度、顶出距离和顶出力等因素。
顶出机构的设计应进行仿真分析,以确保制品顺利脱模。
4.模具冷却系统的设计应考虑冷却水的流量、压力和温度等因素。
冷却系统的设计应进行仿真分析,以确保模具温度均匀分布,提高制品质量。
五、精度要求1.模具的精度包括型腔精度、表面粗糙度、尺寸精度等。
带头盒盖注塑模具设计说明
带头盒盖注塑模具设计说明目录一、塑料件成型工艺分析二。
浇注系统的设计三。
模制零件的设计四。
模具底座的确定排气槽的设计不及物动词脱模及推出机构的设计七。
温度控制系统的设计八。
导柱和导套的设计九。
参考文献1.塑料零件成型工艺分析1.1成型材料的性能分析该塑件材料为聚丙烯(PP),密度为390.0cmg。
聚丙烯(PP)是一.0/91~般塑料中密度最低的,是一种乳白色的高结晶聚合物,无毒无味。
机械性能好,刚性好,耐磨,硬度高;耐热性好,耐寒性差;不吸水,化学稳定性好,但不耐阳光,热稳定性差;易燃,燃烧时有油的味道;良好的电绝缘性和耐压性;透明膜,对空气和水蒸气的透气性差;对成膜、丝等产品较好,但染色、印花、附着力较差。
聚丙烯具有良好的工艺性,可以注塑成型。
1.2塑料零件的结构可制造性分析塑料部分是带引线的盒盖,如图1.1所示。
塑料零件的壁厚是薄壁塑料零件。
图中给出的塑料件尺寸比较小,图中给出的尺寸完整正确。
经过分析,该塑件结构具有良好的工艺性。
1.3分型面位置的确定根据塑件的结构形式,分型面选择在带引线的盒盖底面,如图所示。
盒盖分型面位置1.4.确定型腔的数量和排列。
1)空腔数的确定这个塑件的进度要求不高,所以可以是一模多腔的形式。
考虑到模具的制造成本,初步确定为一模两腔。
2)空腔排列的确定因为使用的材料是聚丙烯,材料硬度不高,所以可以采用强制脱模的方式,这也是注塑厂成型这类方盖的常用方法。
所以本次设计采用推件板引入的强制脱模方式,型腔单排直排布置。
如图所示:4.模具结构的确定从以上分析可以看出,该模具拟采用一模两腔,单排直排,推出板,平衡流道,点浇口,模具为双分型面顺序脱模结构,因此基本可以确定模具结构为带推出板的A型单分型面注射模。
5.注塑机型号的确定1)喷射量的计算图纸上给出的塑料零件的尺寸可以计算如下:塑料零件的体积:3981.14517mm V =取PP 的密度为0.90g/cm 3,所以塑件的质量为:g V m 67.1390.0014518.0=⨯=*=ρ流道凝料的质量m 2还是个未知数,可按塑件质量的0.6倍来估算,从上述分析中确定为一模两腔,所以注射量为g nm m 81.41067.1326.16.11=⨯⨯==2)塑件和流道凝料在分型面上的投影面积与所需要锁模力的计算流道凝料(包括浇口)在分型面上的投影面积A 2,在模具设计前是个未知值,根据多型腔模的统计分析,A 2是每个塑件在分型面上的投影面积A 1的0.2倍~0.5倍,因此可用0.35nA 来进行估算,所以211218875.895435.0mm nA nA A nA A =+=+=式中 2221625.3316)262(4mm d A ===ππKN Ap F m 87.223102510336.841266=⨯⨯⨯==-型3)选择注射机根据每一生产周期的注射量和锁模力的计算值,可选用SZ-60/450卧式型注射机。
塑料盖注塑模具设计

塑料盖注塑模具设计绪论目的:设计一副能够生产所给塑件、结构合理、能保证制品的精度、表面质量的塑料模具。
能熟练使用PRO/E 、AUTOCAD, 等三维CAD,CAM绘图软件。
意义:随着塑料制品在机械、电子、交通、国防、建筑、农业等各行业广泛应用,对塑料模具的需求日益增加,塑料模在国民经济中的重要性也日益突出。
模具作为一种高附加值和技术密集型产品,其技术水平的高低已经成为一个国家制造业水平的重要标志之一。
该课题的主要设计意义在于掌握注塑模设计的大体思路,懂得如何着手分析和考虑问题,能自己独立的设计出一套完整的模具,且能将它应用于实际生产。
80年代以来,在国家产业政策和与之配套的一系列国家经济政策的支持和引导下,我国模具工业发展迅速,年均增速均为13%,1999年我国模具工业产值为245亿,至2000年我国模具总产值预计为260-270亿元,其中塑料模约占30%左右。
在未来的模具市场中,塑料模在模具总量中的比例还将逐步提高。
我国塑料模工业从起步到现在,历经半个多世纪,有了很大发展,模具水平有了较大提高。
在大型模具方面已能生产48英寸大屏幕彩电塑壳注射模具、6.5kg 大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具;精密塑料模具方面,已能生产照相机塑料件模具、多型腔小模数齿轮模具及塑封模具。
如天津津荣天和机电有限公司和烟台北极星I.K模具有限公司制造的多腔VCD和DVD 齿轮模具,所生产的这类齿轮塑件的尺寸精度、同轴度、跳动等要求都达到了国外同类产品的水平,而且还采用最新的齿轮设计软件,纠正了由于成型收缩造成的齿形误差,达到了标准渐开线齿形要求。
1、.提高大型、精密、复杂、长寿命模具的设计制造水平及比例。
这是由于塑料模成型的制品日渐大型化、复杂化和高精度要求以及因高生产率要求而发展的2、在塑料模设计制造中全面推广应用CAD/CAM/CAE技术。
CAD/CAM 技术已发展成为一项比较成熟的共性技术,近年来模具CAD/CAM技术的硬件与软件价格已降低到中小企业普遍可以接受的程度,为其进一步普及创造了良好的条件;基于网络的CAD/CAM/CAE一体化系统结构初见端倪,其将解决传统混合型CAD/CAM系统无法满足实际生产过程分工协作要求的问题;CAD/CAM软件的智能化程度将逐步提高;塑料制件及模具的3D设计与成型过程的3D分析将在我国塑料模具工业中发挥越来越重要的作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(5)排气系统的设计 塑料熔体在填充模具的型腔过程中同时要排出型强及流道原有的空气,除此以
外,塑料熔体会产生微量的分解气体。这些气体必须及时排出。否则,被压缩的 空气产生高温,会引起塑件局部碳化烧焦,或塑件产生气泡,或使塑件熔接不良 引起强度下降,甚至充模不满。
的要求,注射到模具内的塑料温度为2000C左右,而从模具中取出塑件的温度 约为600C,温度降低是由于模具通入冷却水,将温度带走了,普通的模具通 入常温的水进行冷却,通过调节水的流量就可以调节模具的温度 因外壳使用的塑料是PC,要求模温高,若模具温度过低则会影响塑料的流动性, 增加剪切阻力,使塑件的内应力较大,甚至还出现冷流痕、银丝、注不满等 缺陷。因此在注射开始时,为防止填充不足,充入温水或者模具加热。 总之,要做到优质、高效率生产,模具必须进行温度调节。 对温度调节系统的要求: (1)确定加热或是冷却; (2)模温均一,塑件各部分同时冷却; (3)采用的模温,快速且大量通冷却水; 温度调节系统应尽量结构简单,加工容易,成本低谦
浇口套外圆盘轴肩转角半径R宜大一些,取R=3 mm,以免淬火开裂和应力集中。 主流道的长度L一般控制在60mm之内,可取L=57mm。
(2)分流道的设计
分流道截面的形状可以是圆形、半圆形、矩形、梯形和U形等,圆形和正方形 截面流道的比面积最小(流道表面积于体积之比值称为比表面积),塑料熔体的温 度下降小,阻力小,流道的效率最高。但加工困难,而且正方形截面不易脱模,所 以在实际生产中较常用的截面形状为梯形、半圆形及U形。考虑出料的流畅性和制造 方便,熔融料的热量损失小,流动阻力小,比表面和小等问题,本塑件采用U形断面 的分流道,在一块模板上,切削容易实现,且比表面积不大,推荐直径为4.8~9.5 mm,取Φ8mm,据此,该模具的分流道设计如图所示:
根据以上所计算的结果,可选择设备型号、规格、确定型腔数。注射机的 额定注射量为Vb,每次的注射量不超过它的80%,即 n (0.8Vb -Vj ) /Vg 根据浇注系统初步方案进行估算浇注系统体积Vg=0.78cm3 由于该塑件外形较小,且需要比较简单的抽芯机构,因此采用一模八腔,即n=8 则 Vb=(nVg+Vj)/0.8= 415.155cm3 根据该塑件的结构特点和PC的成型性能,查有关资料初步确定塑件的注射成 型工艺参数,见下表:
塑件的注射成型工艺参数
(4)确定模具温度及冷却方式 PC为非半结晶型塑料,流动性中等,壁厚一般,因此在保 证顺利脱模的前提下应尽量可能降低模温,以缩短冷却时 间,从而提高生产率。所以模具应考虑采用适当的循环水 冷却,成型模具温度控制在60~80℃。
• (5)确定成型设备
• 由于塑件采用注射成型加工,使用一模两八;腔分布,因此可计算出一次注 射成型过程所用塑料量为:W=8w+w废=8X49.7+49.7×20%=407.54g。
抗冲击性,可用于其它材料不适用的部位或者大面积要求的产品。 ●多彩的外观和色调,外观上,光面之外,还有中砂、哑光等; 色调上有各种烟色。 ●可以提供卷材、片材之外,还有与连续印刷、连续成形匹配的 卷材。 收缩率:0.4~0.7% 熔融温度:230~275 成型温度:138~160度 比重:0.902~0.906 成型压力:3.4~1.4Mpa 流比长:100~200 结晶性:半结晶性 射速:高速注射
• 推出机构的设计
• 采用推管推出机构,由于该塑件的 脱模力不是太大,推管的布置空间 足够,所以无须用繁琐的计算方法 确定推管的尺寸大小,可以根据经 验选取d=3 mm的国际推管,注意保 证推出距离略大于型芯的突出长度 2~3mm,即推出距离大于17 mm。
• 标准模架的确定
综合考虑本塑件采用一模八腔平衡布置、侧浇口一次分型结构、 型腔的壁厚要求、塑件尺寸大小、冷却水道的布置等多项因素, 估算型腔模板的概略尺寸,查表8-1选取标准模板的尺寸为 300x300mmx25mm和300x300mmx25mm选取标准模架A3040— 25x25x90(GB/T12555-2006)。如图所示
主要零部件的设计计算
(1)成型零件的成型尺寸
所谓工作尺寸是零件上直接用以成型塑件部分尺寸,主要有型腔和 型芯的径向尺寸。(包括矩形和异形型芯的长和宽),型腔深度和 型芯高度和尺寸。该塑件的成型零件尺寸均按平均值法计算,查有 关手册得PC的收缩率为0.4%~0.7%,故平均收缩率Scp=(0.4+0.7) %/2=0.55%,根据塑件尺寸公差要求,模具制造公差取δz =1/3Δ, 成型零件尺寸计算如图:
• 该塑件为外壳,外形表面质量要求较高。在选择分型面时,根据分型面 的选择原则,考虑不影响塑件的外观质量、便于清除毛刺及飞边、有利 于排除模具型腔内的气体、分模后塑件留在动模一侧及便于取出塑件等 因素,分型面应选择在塑件外形轮廓的最大处,如图所示
• 2.浇注系统的设计
• 浇注系统由主流道、分流道、浇口和冷料井组成。在设计浇注系统之前 必须确定塑件成型位置,可以才用一模八腔,考虑到塑件的外观要求较 高,以及一模八腔的布置、PC对剪切速率较为敏感等因素,浇口采用分 便加工修整、凝料去除容易且不会在塑件外壁留下痕迹的侧浇口,模具 采用单分型面结构两板模,模具制造成本比较容易控制在合理的范围内。 浇注系统的设计如图所示:
综上所述,该塑件可采用注射成型加工
塑件主要尺寸的公差要求
该塑件要去外观光洁、色彩艳丽,不允许有成形 斑点和熔接痕,塑件表面粗糙度无特殊要求。 该塑件的生产类型是大批量生产,因此在模具设 计中要提高塑件的生产率,倾向于采用多型腔、 高寿命、自动脱模模具,以便降低生产成本。
注射机的选择
(1)计算塑件体积和重量Vg =4141.7903mm3=41.418cm3
底座盖原料(PC)的成型 特性与工艺参数
●优良的耐热性能 热变形温度135℃,适合设计规格100℃以上要 求的高温部位。 ●优良的加工性能 可以进行印刷、冲孔、真空成形、胶合粘贴、
w弯e曲lco等m多e样t加o 工us。e these PowerPoint templates, New C●o优nt良en的t 透de明s性ig,n,总1光0通ye量a达rs90e%x,pe拥ri有en有c机e 玻璃、PVC数十倍的
导向机构的 主要作用有:定位、 导向和承受一定侧 压力。
(8)推出机构设计 根据矩形外壳的形状特点,其推出
机构可采用推杆推出。其中推 件板推出结构可 靠、顶出力均匀,不影响塑件的外 观质量,但制造困难,成本高; 推杆推出结构 简单,推出平稳可靠,虽然推出时 会在塑件内部型腔留下顶出痕 迹,但不影响塑 件外观,所以采用推杆推出机构。 如图所示: (9)冷却系统设计 该模具的凹模冷却是在定模板上开 出冷却水道,采用冷却水进行 单向冷却型腔。 冷却通路的设计,设计如图所示:
(1)主流道和定位圈的设计
塑件外表面不许有浇口痕,又考虑取料顺利, 对塑件与浇注系统联接处能自动减断。采用带 直流道与分流道的潜伏式点浇口,为了方便于 拉出流道中的凝料,将主流道设计成锥形,便 于熔体顺利的向前流动,开模时主流道凝料又 能顺利拉出来。
主流道与注射机的高温喷嘴反复接触碰撞, 故应设计成独立可拆卸更换的浇口套,采用优 质钢材制作,并经热处理提高硬度,定位圈与 浇口套分开设计,如图所示:
塑料底座盖注塑模
机自111 201100314102
塑件的工艺分析 注射机的选择 模具设计方案论证 主要零部件的设计计算
塑件的工艺分析
1.工艺分析
如图所示: 底座盖的形状简单,两边带有两个
孔,在保证孔间距和孔的形状 是给模具的加工带了很大的难 度。外壳注塑材料首先选用PC。 我们必须很好多处理底座盖壁 厚的均匀,譬如在注塑成型过 程中因为壁厚的不均匀造成了 收缩率的不一致,这样就只能 通过有效的控制模具温度来调 节收缩率。
底侧中
射现象,影响塑件质量。故选:
部进料,去除凝料时不会在塑件的外 壁留下浇口痕迹,不影响塑件的外 观。
l=(0.4~0.6)+b/2,取l=2 mm; 浇口深度 t=0.5~2.0 mm,取t=1.0 mm; 浇口宽度
b=(0.6~0.9)A½ /30 mm,取b=4
mm.
(4)冷料穴的设计
冷料穴位于主流道正对面的动模板上,或处于 分流道末端,其作用是接受料流前锋的 “冷料”,防止“冷料”进入型腔而影响 塑件质量,开模时又能将主流道的凝料拉 出。冷料井的直径宜大于大端直径,长度 约为主流道大端直径。
因该模具为小型模具,且分型面适宜,可利用分型面排气,所以无需设计排气 槽。
(6)成型零件的结构设计
该塑件的材料为PC工程材料,对表面粗糙度和精度的要求较高,因此要求成型零 件有足够的强度、刚度、硬度和耐磨性,应选用优质模具钢制作,还应进行热 处理一般使其具备50~55HRC的硬度。
型腔设计:采用整体嵌入式凹模,放在定模板一侧,主要是从节省优质模具钢材 料、方便热处理、方便日后的更换维修等方面考虑。
(10)模具加热系统的设计 因在ABS要求的熔融温度为200。而且流动性能为中性,同时在注射时模具温度 要求为50——70,所以该模具必须加热。模具加热方法包括:热水,热空气, 热油及电加热等。由于电加热清洁、结构简单、可调节范围大,所以在该模具应 用电加热。 (11)温度调节系统的设计 在注射成形过程中,模具的温度直接影响塑件的成型质量和生产效率,根据塑料
(3)浇口的设计
浇口的主要作用是:型腔充满后,熔 体在浇口处首先凝结,防止其倒流。
因浇口在脱开时会伤塑件的内表面
在这里是可以的,考虑到点浇口有 利浇注
系统的废料和塑件的脱离,所以选取
用点绕口。
根据塑件的外观要求及型腔分布情况, 浇口尺寸过小会使压力损失增大,