万能分度头使用法
分度头的使用
教学过程及教学内容一、组织教学:1、点名检查学生出勤情况,填写考勤表。
2、检查学生着装。
3、安全教育。
4、布置教学任务。
二、复习旧课,导入新课前面我们学习了六面体类零件的铣削,该类零件大多是用平口钳装夹,在实际加工中有一些轴类零件我们也经常需要加工,究竟它们如何来装夹呢?我们今天就来学习另一个铣床的重要附件——分度头的使用。
三、讲授新课(一)专业知识讲解作为铣床上的重要附件和夹具,分度头在铣削加工中得到了广泛的应用。
铣床中分度头的种类较多,有直接分度头、简单分度头和万能分度头等。
按是否具有差动挂轮装置,分度头可分为万能型(FW型)和半万能型(FB型)两种,其中,万能分度头使用最为广泛,我们主要学习万能分度头的使用。
1、万能分度头的作用万能分度头一般安装在铣床的工作台上,被加工工件支承在分度头主轴顶尖与尾座之间或夹持在卡盘上。
万能分度头可以完成下列工作:(1)使工件周期地绕自身轴线回转一定角度,完成等分或不等分的圆周分度工作,如加工方头、六角头、齿轮、花键以及刀具的等分或不等分刀齿等。
(2)通过配换齿轮,由分度头使工件连续转动,并与工作台的纵向进给运动相配合,用来完成螺旋齿轮、螺旋槽和阿基米德螺旋线凸轮的加工.(3)用分度头上的卡盘夹持工件,使工件轴线相对于铣床工作台倾斜一定角度,以加工与工件轴线相交成一定角度的平面、沟槽等。
2、万能分度头的型号万能分度头的型号由大写汉语拼音字母和阿拉伯数字组成。
常用的有FW63、FW80、FW100、FW125、FW200和FW250等,FW250型分度头是铣床上最常用的一种.代号中F代表分度头,W代表万能型,250代表分度头夹持工件的最大直径,单位为mm.3、万能分度头的外形结构结合实物讲清结构及功用1)底座是分度头的本体,大部分零件都装在底座上.底座下面凹槽内装有定位键,用于安装时保证与铣床工作台的定位精度。
2)主轴分度头主轴可绕轴线旋转,它是一根空心轴,前后两端均有莫氏4号的锥孔。
万能分度头常用的分度方法

万能分度头是机械加工中的重要设备,用于将工件定位在特定的角度或位置,以便进行精确的加工操作。
万能分度头的分度方法多种多样,下面将详细介绍几种常用的分度方法。
直接分度法直接分度法是最基本的分度方法,它依赖于分度头上的刻度盘和游标进行角度定位。
操作人员可以直接读取刻度盘上的角度值,并通过旋转分度头将工件定位在所需的角度位置。
这种方法的优点是简单直观,但精度相对较低,适用于一些对精度要求不高的加工场合。
间接分度法间接分度法是通过计算得出所需的角度值,然后利用分度头上的刻度盘和游标进行定位。
这种方法需要操作人员具备一定的数学知识和计算能力,能够准确地进行角度计算和转换。
间接分度法的精度相对较高,适用于对加工精度要求较高的场合。
光学分度法光学分度法是利用光学原理进行角度定位的方法。
它通常使用光学分度头或光学测角仪等设备进行角度测量和定位。
光学分度法的优点是精度高、稳定性好,可以实现非接触式的角度测量,避免了机械接触对工件造成的损伤。
但是,光学分度法的设备成本较高,操作也相对复杂。
数控分度法数控分度法是一种利用计算机数控技术进行角度定位的方法。
它通过数控系统控制分度头的旋转角度和定位精度,可以实现高度自动化和精确化的加工过程。
数控分度法的优点是精度高、效率高、操作简便,适用于大批量、高精度的加工场合。
但是,数控分度法的设备成本和维护成本也相对较高。
除了以上几种常用的分度方法外,还有一些其他的分度方法,如机械式自动分度法、电子式自动分度法等。
这些方法各有优缺点,适用于不同的加工场合和需求。
在选择分度方法时,需要根据具体的加工要求、设备条件、成本预算等因素进行综合考虑。
总之,万能分度头的分度方法多种多样,不同的方法有不同的适用范围和优缺点。
在实际应用中,需要根据具体情况选择合适的分度方法,以确保加工精度和效率的提高。
万能分度头使用说明书

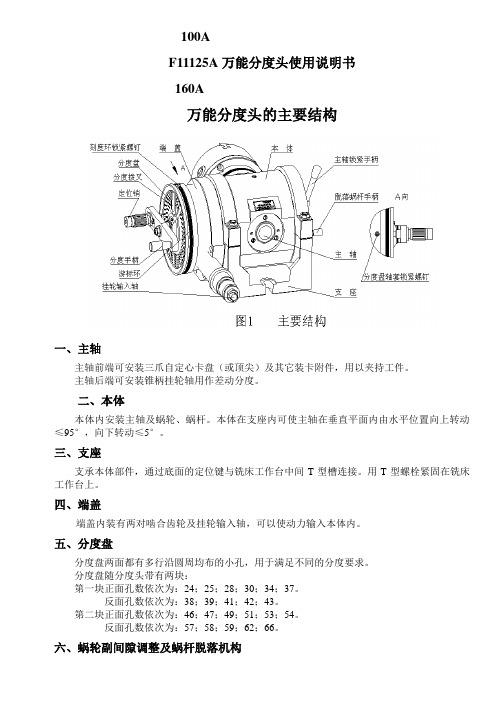
万能分度头使用说明书 Company number:【WTUT-WT88Y-W8BBGB-BWYTT-19998】万能分度头使用说明书万能分度头的主要结构一、主轴主轴前端可安装三爪自定心卡盘(或顶尖)及其它装卡附件,用以夹持工件。
主轴后端可安装锥柄挂轮轴用作差动分度。
二、本体本体内安装主轴及蜗轮、蜗杆。
本体在支座内可使主轴在垂直平面内由水平位置向上转动 ≤95°,向下转动≤5°。
三、支座支承本体部件,通过底面的定位键与铣床工作台中间T 型槽连接。
用T 型螺栓紧固在铣床工作台上。
四、端盖端盖内装有两对啮合齿轮及挂轮输入轴,可以使动力输入本体内。
五、分度盘分度盘两面都有多行沿圆周均布的小孔,用于满足不同的分度要求。
分度盘随分度头带有两块:第一块正面孔数依次为:24;25;28;30;34;37。
反面孔数依次为:38;39;41;42;43。
第二块正面孔数依次为:46;47;49;51;53;54。
反面孔数依次为:57;58;59;62;66。
六、蜗轮副间隙调整及蜗杆脱落机构拧松蜗杆偏心套压紧螺母(图2),操纵脱落蜗杆手柄使蜗轮与蜗杆脱开,可直接转动主轴,利用调整间隙螺母,可对蜗轮副间隙进行微调。
七、主轴锁紧机构用分度头对工件进行切削时,为防止振动,在每次分度后可通过主轴锁紧机构对主轴进行锁紧(图1)。
本产品还随机配备了尾架、千斤顶、顶尖、拨叉、挂轮架、配换齿轮等常用附件。
万能分度头传动系统分度头蜗杆与蜗轮的传动比i=螺轮齿数螺杆头数=401主轴转数=螺轮齿数螺杆头数×从动直齿轮齿数主动直齿轮齿数×分度手柄转数 主动直齿轮齿数Z=28。
从动直齿轮齿数Z=28。
万能分度头的使用使用分度头进行分度的方法有:直接分度、角度分度、简单分度和差动分度等。
1、直接分度当分度精度要求较低时,摆动分度手柄,根据本体上的刻度和主轴刻度环直接读数进行分度。
分度前须将分度盘轴套锁紧螺钉锁紧。
万能分度头的功能和使用方法

万能分度头的功能和使用方法[内容摘要]:本文讲述万能分度头的规格、功能、结构和传动系统,以及万能分度头的分度方法和在实际应用中的实例。
[关健词]:万能分度头万能分度头是一种分度工具,在一些教科书中都有出现。
它看似简单、实属复杂,没有深刻的理解,就不会有透彻的阐述。
我写本论文意在与同行商榷,以求共勉共进。
万能分度头,在一些书中也叫机械分度头,或简称分度头。
它是铣床的重要精密附件之一,在磨床、钻床、创床等机床上也有广泛应用。
分度头,可把夹持在顶尖间或卡盘上的工件转动任何角度,也可对工件进行圆周分度。
使许多机械零件,诸如花键轴、牙嵌式离合器,直齿圆柱齿轮等需要等分的齿槽,能在铣床上铣削。
下面分三个方面的问题进行论述。
一、万能分度头的规格和功能。
万能分度头的规格是按它能夹持工件的最大直径进行划分的,FW型万能分度头常用规格有160mm、200mm、250mm、320mm等,其中FW250型应用最普遍。
、万能分度头的主要功能是能够将工件作任意的圆周等分(如铣削花键轴)或直线移距分度(如配置丝杆螺母和交换齿轮后可铣削圆柱螺旋槽)。
可把工件的轴线置放在水平,垂直或任意角度的倾斜位置,这个功能主要是依靠结构中的回转体,主轴安装在回转体上,回转体又可沿着基座上的环形导轨转动,使主轴轴线在以水平为基准的-6°~+90°范围内做不同仰角的调整。
万能分度头的另一种功能是通过交换齿轮,可使分度头、主轴在随铣床工作台的纵向进给运动的同时作连续旋转,实现工件的复合进给运动,这个功能在讲到铣削圆柱螺旋槽时会做详细介绍。
二、万能分度头的结构和传动系统。
万能分度头的外形和组成如下图所示,图中各组成部分名称和作用进行一些必要的说明:1、基座:是分度头机座,分度头的大部分零件都安装在基座上,基座底面槽内装有两个定位键,与铣床工作台面上的中央T形槽配合,以精确定位。
2、分度盘:又叫孔盘。
套装在与主轴垂直的分度手柄轴上。
分度头使用
100AF11125A万能分度头使用说明书160A万能分度头的主要结构一、主轴主轴前端可安装三爪自定心卡盘(或顶尖)及其它装卡附件,用以夹持工件。
主轴后端可安装锥柄挂轮轴用作差动分度。
二、本体本体内安装主轴及蜗轮、蜗杆。
本体在支座内可使主轴在垂直平面内由水平位置向上转动≤95°,向下转动≤5°。
三、支座支承本体部件,通过底面的定位键与铣床工作台中间T型槽连接。
用T型螺栓紧固在铣床工作台上。
四、端盖端盖内装有两对啮合齿轮及挂轮输入轴,可以使动力输入本体内。
五、分度盘分度盘两面都有多行沿圆周均布的小孔,用于满足不同的分度要求。
分度盘随分度头带有两块:第一块正面孔数依次为:24;25;28;30;34;37。
反面孔数依次为:38;39;41;42;43。
第二块正面孔数依次为:46;47;49;51;53;54。
反面孔数依次为:57;58;59;62;66。
六、蜗轮副间隙调整及蜗杆脱落机构拧松蜗杆偏心套压紧螺母(图2),操纵脱落蜗杆手柄使蜗轮与蜗杆脱开,可直接转动主轴, 利用调整间隙螺母,可对蜗轮副间隙进行微调。
七、主轴锁紧机构用分度头对工件进行切削时,为防止振动,在每次分度后可通过主轴锁紧机构对主轴进行锁紧(图1)。
本产品还随机配备了尾架、千斤顶、顶尖、拨叉、挂轮架、配换齿轮等常用附件。
万能分度头传动系统分度头蜗杆与蜗轮的传动比i=螺轮齿数螺杆头数=401主轴转数=螺轮齿数螺杆头数×从动直齿轮齿数主动直齿轮齿数×分度手柄转数 主动直齿轮齿数Z=28。
从动直齿轮齿数Z=28。
万能分度头的使用使用分度头进行分度的方法有:直接分度、角度分度、简单分度和差动分度等。
1、直接分度当分度精度要求较低时,摆动分度手柄,根据本体上的刻度和主轴刻度环直接读数进行分度。
分度前须将分度盘轴套锁紧螺钉锁紧。
切削时必须锁紧主轴锁紧手柄后方可进行切削(图1)。
2、角度分度当分度精度要求较低时,也可利用分度手轮上的可转动的分度刻度环和分度游标环来实现分度。
万能分度头使用方法

万能分度头使用方法本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March万能分度头万能分度头英文名称:Universal dividing head万能分度头万能分度头是安装在铣床上用于将工件分成任意等份的的机床附件。
利用分度刻度环和游标,定位销和分度盘以及交换齿轮,将装卡在顶尖间或卡盘上的工件分成任意角度,可将圆周分成任意等份,辅助机床利用各种不同形状的刀具进行各种沟槽﹑正齿轮﹑螺旋正齿轮﹑阿基米德螺线凸轮等的加工工作。
万能分度头还备有圆工作台,工件可直接紧固在工作台上,也可利用装在工作台上的夹具紧固,完成工件多方位加工。
万能分度头特点:万能分度头是各类铣床的主要附件是不可缺少的工具,它能将装在顶尖之间或卡盘上的工件分成任意角度或等分(2等分~210等分),可进行沟槽、正齿轮等工序。
万能分度中心是简单型的万能分度中心且能被用于直、接间的分度法,对于特写的分度及螺旋式的加工在内,不需配件,但整个分度头结构和尾座与那些万力型是一至相同。
1、使用蜗杆的改变及四分仪,产生蜗杆分度容易,本设计的特色;2、主轴、蜗杆、蜗轮系独高级刚材,经硬化及基面精准,耐用;3、车床尾座是燕尾槽的设计,紧实但可调整以达正确的准线;4、蜗轮、蜗杆的减速率为40:1,其单位同二侧的分度盘提供;5、A面的分度为24、25、28、30、34、37、39、41、42及43;6、B面为46、47、49、51、53、54、57、58、59、62及66;7、蜗杆的改变,可提供24、28、32、38、40、44、48、56、64、72、86及100等齿轮范围广泛;8、每一分度头提供完整的中心轴,齿轮架改变蜗杆的四分仪,蜗杆变更组件。
车床尾及分度盘等。
万能分度头结构万能分度头配带附件:尾坐1件千斤顶1件分度盘2件法兰盘1件万能分度头分度类别:直接分度可利用主轴上360°刻度盘对工件进行了分度或等分,分度值为1°。
万能分度头使用方法

万能分度头使用方法万能分度头是一种常见的测量工具,主要用于多种不同形状或尺寸的物体的测量和校准。
它通常由一个旋钮和一个移动的主体组成,可以用来测量直径、内外径、深度和角度等参数。
以下是万能分度头的使用方法,以及一些注意事项。
1.准备工作-要使用万能分度头,首先要确保分度头是清洁的,没有任何污垢或油脂。
-选择适当的测量范围。
万能分度头通常有多种规格和量程可供选择,根据实际需要选择合适的规格。
2.调节测量范围-在万能分度头上找到旋钮,旋钮上通常有一个刻度盘或数字显示,用来调节分度头的测量范围。
根据需要,用手或适当的工具旋转旋钮,将测量范围调整到所需的数值上。
3.测量直径或内外径-将待测物体放置在分度头的测量夹具之间,轻轻旋转旋钮,直到夹具完全夹紧物体。
-注意,在夹紧物体时不能过紧,以免造成物体变形或损坏。
-当物体夹紧后,读取刻度盘或数字显示器上的数值,即可得到物体的直径或内外径。
4.测量深度-若需要测量物体的深度,可以使用万能分度头的棒状测螺钉。
-将测螺钉轻轻旋入物体中,直到接触到测量位置。
-读取刻度盘上的数值,即可获得物体的深度。
5.测量角度-万能分度头通常还配备有一个可旋转的座子,用于测量和校准物体的角度。
-将待测物体放置在座子上,并根据需求调整座子的位置和角度,使得物体与刻度尺垂直或水平。
-读取刻度尺上的数值,即可获得物体的角度。
使用万能分度头需要注意以下几点:-使用时要保持分度头的清洁,避免油脂或污垢影响测量结果。
-测量时要注意夹紧力度,不可过紧或不足。
-需要小心保护分度头的测量夹具、测螺钉和座子,避免碰撞或损坏。
-如果发现万能分度头的刻度盘或数字显示有误差,可以进行校准或更换。
总之,万能分度头是一种方便实用的测量工具,但在使用过程中需要注意保持其清洁和准确度。
通过正确的使用方法和注意事项,可以更好地利用万能分度头进行测量和校准工作。
万能分度头
万能分度头引言万能分度头是一种用于工程测量和加工的精密工具。
它具有分度精度高、使用方便等特点,可以广泛应用于机械制造、模具加工、仪器仪表校准等领域。
本文将介绍万能分度头的原理、结构、使用方法以及一些应用案例。
一、原理万能分度头的原理基于圆周等分法,通过将一定角度的圆周等分,达到预定的分度要求。
它主要由刻线盘、分度盘、透明指针、主轴等部件组成。
分度头的工作原理如下:1. 将工件夹在分度头的工作台上,并使其与主轴相切。
2. 通过分度盘上的刻度线和透明指针对准需要分度的角度。
3. 固定刻度盘,使其与主轴相对静止,工件则绕主轴旋转。
4. 通过透明指针和刻线盘上的刻度线,可准确读取工件的角度。
二、结构万能分度头的主要结构包括以下几个部分:1. 分度盘分度盘是万能分度头的核心部件之一。
它上面有圆周等分的刻度线,用于确定所需分度的角度。
分度盘还设有固定螺丝,用于固定刻度盘。
2. 刻线盘刻线盘位于分度盘的下方,它是透明的并且上面有一组刻度线。
透明指针位于透明盘的中心,用于读取工件的角度。
刻线盘的刻度线与分度盘上的刻度线相对应。
3. 透明指针透明指针通常由透明塑料制成。
它位于刻线盘的中心,并且可以顺时针或逆时针旋转。
透明指针上有一个刻度标记,用于读取工件的角度。
4. 主轴主轴用于固定工件,并且可以通过旋转工件来实现分度。
主轴通常由优质的钢材制成,具有高硬度和耐磨性。
5. 附件万能分度头还配备有一些附件,如万向板、校验器等。
这些附件可以提高分度头的功能和精度。
三、使用方法使用万能分度头进行分度操作的步骤如下:1.将工件夹在分度头的工作台上,并确保工件与主轴相切。
2.使用分度盘上标有的刻度线选取所需分度角度,并固定刻度盘。
3.使用透明指针对准刻线盘上的刻度线。
4.开始旋转工件,透明指针将会随工件一起旋转,此时可以读取工件的角度。
5.根据需要,可以将工件旋转到其他分度角度,并进行相应的测量或加工操作。
四、应用案例万能分度头的应用非常广泛,以下是几个常见的应用案例:1.模具制造:在模具制造中,常常需要对模具进行分度,以便准确定位和加工。
万能分度头常用的分度方法
万能分度头常用的分度方法
万能分度头常用的分度方法主要有以下几种:
1. 主分度法:使用主分度盘上的分度线进行分度,通过转动主分度盘上的刻度盘实现。
2. 直接分度法:直接使用刻度尺进行分度,将工件固定在分度台上,通过旋转分度台来完成分度。
3. 向心分度法:将工件夹持于分度台上,通过对工件表面上的孔或凹槽进行测量,来确定工件的分度位置。
4. 标准器分度法:使用标准器作为参照物进行分度,将工件与标准器进行比较,通过对比来确定工件的分度位置。
5. 铁丝分度法:使用一根细铁丝或细丝尺作为参照物进行分度,将工件与铁丝进行比较,通过对比来确定工件的分度位置。
这些方法根据不同的需求和实际情况可以选择使用,每种方法都有其适用的场景和要求。
在使用万能分度头时,需要根据具体工件和要求选择合适的分度方法进行分度操作。
万能分度头使用说明

万能分度头使用说明分度头使用方法:N(手柄的转数)=40(分度头定数)/Z(工件等分数)例:等分数12N=40/12=3 4/12=3 8/24即分度头手柄转3圈,再在24的孔圈上转过8个孔距。
也可查表:(下表仅为部分)单式分度法分度表工件等分数分度盘孔数手柄回转数转过的孔距数工件等分数分度盘孔数手柄回转数转过的孔距数2任意20-1166342 324138122438 4任意10-133933 5任意8-1428224 6246161524216 7285201624212 8任意5-1734212 9544241854212 10任意4-193824另外,分度时注意分度头的间隙问题。
分度头结构及分度方法分度头是铣床的重要附件之一,常用来安装工件铣斜面,进行分度工作,以及加工螺旋槽等。
分度头的作用:1) 用各种分度方法(简单分度、复式分度、差动分度)进行各种分度工作。
2)把工件安装成需要的角度,以便进行切削加工(如铣斜面等)。
3)铣螺旋槽时,将分度头挂轮轴与铣床纵向工作台丝杠用“交换齿轮”联接后,当工作台移动时,分度头上的工件即可获得螺旋运动。
1 万能分度头的结构图1为常用的分度头结构,主要由底座、转动体、分度盘、主轴等组成。
主轴可随转动体在垂直平面内转动。
通常在主轴前端安装三爪卡盘或顶尖,用它来安装工件。
转动手柄可使主轴带动工件转过一定角度,这称为分度。
图1 万能分度头结构图1—分度手柄 2—分度盘 3—顶尖 4—主轴 5—转动体 6—底座 7—扇形夹分度头的安装与调整:1 . 分度头主轴轴线与铣床工作台台面平行度的校正如图2 所示,用直径40mm 长400mm 的校正棒插入分度头主轴孔内,以工作台台面为基准,用百分表测量校正棒两端,当两端值一致时,则分度头主轴轴线与工作台台面平行。
图22. 分度头主轴与刀杆轴线垂直度的校正如图3 所示,将校正棒插入主轴孔内,使百分表的触头与校正棒的内侧面(或外侧面)接触,然后移动纵向工作台,当百分表指针稳定则表明分度头主轴与刀杆轴线垂直。
万能分度头使用方法

万能分度头使用方法/F11型分度头使用方法是什么(2009-11-27 09:20:47)转载分类:分度头,分度盘标签:分度头使用方法财经首先,把分度头安装在铣床床面上!固定好以后,要量分度头的水平和垂直度,然后把需要铣的工件上在分度头上,分度头有度数,你可以用分度头的摇臂调整。
什么是分度头?1. 概述分度头是将工件夹持在卡盘上或两顶尖间,并使其旋转、分度和定位的机床附件。
2. 结构和分类按其传动、分度形式可分为蜗杆副分度头、度盘分度头、孔盘分度头、槽盘分度头、端齿盘分度头和其它分度头(包括电感分度头和光栅分度头)。
按其功能可分为万能分度头、半万能分度头、等分分度头。
按其结构形式又有立卧分度头、可倾分度头、悬梁分度头之分。
分度头做为通用型机床附件其结构主要由夹持部分、分度定位部分、传动部分组成。
万能分度头使用方法:万能分度头使用是,手柄转过一转主轴转过8度,转过40转则主轴回转8×40=360度,也就是说我们可以用简单分度法和角度分度法,简单分度法主要用于需在圆周等分若干分的工件,而角度分度主要用于加工轴类工件上相互形成夹角而非等分的结构的加工.简单分度法的计算公式为N=40/Z (N为手柄转数,40为定数,Z为工件等分数)如:在铣床上加工齿数20的齿轮,加工时,工件需20等分,则每加工完一槽,手柄需转过多少转?解:已知Z=20,代入公式,N=40/20=2转。
也就是说每加工完一次,手柄需摇2转,相同道理,如工件需六等分,则手柄需摇N=40/6=6 又2/3转。
角度分度法使用公式:N=θ/8 (N为手柄转数。
θ为工件需转过的夹角)如:轴工件上有两条相互夹角为120度的槽,求加工完一槽后分度头手柄应转过的转数。
代入公式为 N=120/8=15转。
万能分度头的分度方法
万能分度头的分度方法一、万能分度头的基本认识。
1.1 万能分度头啊,那可是机械加工里相当重要的一个小设备呢。
它就像一个多面手,能把一个完整的圆周按照我们的需求分成好多等份。
这就好比把一个大蛋糕,按照不同的人数切成大小一样的小块。
1.2 它的结构其实并不复杂,但是每个部分都有自己的作用。
有主轴啊,分度盘之类的部件。
这些部件组合在一起,就能够实现精确的分度功能。
就像一个小团队,每个成员各司其职,就能完成一项大任务。
二、简单分度法。
2.1 简单分度法是最常用的一种方法。
首先呢,我们要知道一个公式,就是n = 40 / z,这里的n就是分度头手柄应转过的转数,40是分度头的定数,z就是我们要分度的等分数。
比如说,我们要把一个圆周分成8等份,那把z = 8代入公式,算出来n = 5。
这就意味着我们要把分度头手柄转过5圈。
这就像做数学题一样,只要公式用对了,答案就出来了。
2.2 在操作的时候啊,我们要稳稳地转动手柄。
不能太快,不然就容易转过头,就像开车的时候不能猛踩油门一样。
而且,转动的时候要看着刻度,确保转数准确。
这就好比我们走路的时候要看路,不能闭着眼睛乱走。
2.3 简单分度法虽然简单,但是很实用。
在很多情况下,只要我们的等分数不是特别复杂,用这个方法就能轻松搞定。
这就叫“杀鸡焉用牛刀”,简单的问题用简单的方法就好。
三、差动分度法。
3.1 差动分度法就稍微复杂一点了。
当我们遇到用简单分度法无法实现的等分数的时候,就轮到差动分度法上场了。
比如说,我们要把圆周分成111等份,简单分度法就不好使了。
3.2 这个方法需要我们在分度头的传动系统里做一些调整。
要通过挂轮来改变传动比。
这就像给汽车换个不同的档位,来适应不同的路况。
在计算的时候呢,要根据等分数算出挂轮的齿数,这需要我们对机械传动的原理有一定的了解。
就像我们要做一道复杂的菜,得先知道各种食材和调料怎么搭配才行。
不过只要掌握了方法,再复杂的等分数也能准确分度,这就是所谓的“难者不会,会者不难”。
万能分度头使用说明书

万能分度头使用说明书万能分度头使用说明书万能分度头的主要结构一、主轴主轴前端可安装三爪自定心卡盘(或顶尖)及其它装卡附件,用以夹持工件。
主轴后端可安装锥柄挂轮轴用作差动分度。
二、本体本体内安装主轴及蜗轮、蜗杆。
本体在支座内可使主轴在垂直平面内由水平位置向上转动≤95°,向下转动≤5°。
三、支座支承本体部件,经过底面的定位键与铣床工作台中间T型槽连接。
用T型螺栓紧固在铣床工作台上。
四、端盖端盖内装有两对啮合齿轮及挂轮输入轴,能够使动力输入本体内。
五、分度盘分度盘两面都有多行沿圆周均布的小孔,用于满足不同的分度要求。
分度盘随分度头带有两块:第一块正面孔数依次为:24;25;28;30;34;37。
反面孔数依次为:38;39;41;42;43。
第二块正面孔数依次为:46;47;49;51;53;54。
反面孔数依次为:57;58;59;62;66。
六、蜗轮副间隙调整及蜗杆脱落机构拧松蜗杆偏心套压紧螺母(图2),操纵脱落蜗杆手柄使蜗轮与蜗杆脱开,可直接转动主轴,利用调整间隙螺母,可对蜗轮副间隙进行微调。
七、主轴锁紧机构用分度头对工件进行切削时,为防止振动,在每次分度后可经过主轴锁紧机构对主轴进行锁紧(图1)。
本产品还随机配备了尾架、千斤顶、顶尖、拨叉、挂轮架、配换齿轮等常见附件。
万能分度头传动系统分度头蜗杆与蜗轮的传动比i=螺轮齿数螺杆头数=401 主轴转数=螺轮齿数螺杆头数×从动直齿轮齿数主动直齿轮齿数×分度手柄转数主动直齿轮齿数Z=28。
从动直齿轮齿数Z=28。
万能分度头的使用使用分度头进行分度的方法有:直接分度、角度分度、简单分度和差动分度等。
1、直接分度当分度精度要求较低时,摆动分度手柄,根据本体上的刻度和主轴刻度环直接读数进行分度。
分度前须将分度盘轴套锁紧螺钉锁紧。
切削时必须锁紧主轴锁紧手柄后方可进行切削(图1)。
2、角度分度当分度精度要求较低时,也可利用分度手轮上的可转动的分度刻度环和分度游标环来实现分度。
第五章分度头和分度方法

第二节分度头分度方法
三、差动分度法
1.齿轮简单传动计算 在齿轮传动中,凡两个以上的齿轮组成的传动系统叫做轮系。
根据传动时齿轮组合形式,可分为单式轮系和复式轮系。 (1)单式轮系单式轮系是由一个主动轮、一个从动轮和若干个中间轮组 成,见图5-14。从动轮与主动轮转速之比称为速比,用i表示。速比也 可写成主动轮齿数与从动轮齿数之比,即
上一页 下一页 返回
第二节分度头分度方法
3.差动分度交换齿轮计算 差动分度的具体计算步骤: ①选取一个能用简单分度实现的假定齿数z’,z’应与分度数z相接近。 尽量选z’<z,这样可使分度盘与分度手柄转向相反,避免传动系统中 的间隙影响分度精度。 ②计算分度手柄应转的圈数n’,并确定所用的孔圈。
③选择交换齿轮,按下式计算
铣削较长的工件时,可用分度头配以尾座装夹,用立铣刀或端铣 刀铣削,如图5 -23所示。
下一页 返回
第三节铣削多边形及圆度刻线
二、工艺过程
1.工件的校正与装夹 该离合器上的正六边形在铣削时的径向单边余量不大,只有3. 2
mm 。每个面均较宽,为20 mm × 20 mm 。故可在X6132铣床上用 100 mm × 10 mm × 27 mm的三面刃铣刀,采用分度头垂直装夹的 方法进行铣削。工件直接用三爪自定心卡盘装夹,用百分表校正工件 外圆。为防止将工件的外圆表面夹伤,应在卡爪与工件间垫上铜皮。 2.对刀与铣削 (1)对刀用单刀铣削法铣削时,一般用侧擦法对刀。将铣刀与工件外圆 轻轻相擦后,将工件进给一个距离e,试铣一刀,检测合格后,依次 分度铣削其他各边。这种对刀方法适用于加工任何边数的正多边形。
上一页 下一页 返回
第二节分度头分度方法
(3)交换齿轮的配置与计算 ①在可能的条件下,尽量采用单式轮系。 ②主动齿轮与主动齿轮,从动齿轮与从动齿轮可互换位置。 ③主动齿轮与从动齿轮计算时,可同时扩大或缩小倍数。 ④主动齿轮与主动齿轮,从动齿轮与从动齿轮可互借倍数
万能分度头—等分

【例2-1】在工件的某一圆周上均匀分布的8个孔,
试求每划完一个孔的位置后,手柄应转多少圈。 解: n=40/Z=40/8=5(转) 即每划完一个孔的位置后,手柄应转5圈再划另
一个孔的位置。
当计算结果n 不是整数时, 如何划分呢?
【例2-2】如要将一圆周12等分,手柄需转多少圈。
解: n=40/Z=40/12=3 1(转) 3
3、分度方法
• 分度头的分度方法有直接分度法、单式分度法、复式分度 法、差动分度法,近似分度法等多种方法,这里只介绍几种 常用的分度方法。
(1)直接分度法:
• 当分度数目很少,分度精度要求不高时,可采用直接分度法。 分度时,先松开锁紧螺钉,扳动手柄,使分度头内部的蜗轮 和蜗杆脱开,然后用手直接转动主轴进行分度,而不通过分 度手柄和蜗杆,分度时所转过的角度,可以从固紧在主轴上 的刻度盘直接读出。分度完毕后,扳动手柄将主轴锁紧。
分度时先松开锁紧螺钉扳动手柄分度时先松开锁紧螺钉扳动手柄使分度头内部的蜗轮和蜗杆脱开然后用手直接转动主轴进行分度而不通过分度手柄和蜗杆分度时所转过的角度可以从固紧在主轴上的刻度盘直接读出
五、万能分度头—等分角度的工具
1.功用: a.能将工件作任意的圆周
或直线等距分度. b.可把工件轴线相对工作
台搬成所需要的角度; c.通过挂轮,可使分度头主
【例 】铣一个35个齿的齿轮,计算分度手柄每次 分度时,应转过的转数。
解: n=40/Z=40/35=117 (转)
查看分度盘孔数,是7的整倍数的孔圈有28孔。 即可将1/7乘以4/4得:4/28 利用28孔圈将手柄转1圈后再转4个孔即可。
对于手柄转过的整数转是容易控制的,剩下来的1/3转 则需要换算。 如果分度盘上有一圈3 个孔的孔圈时,问题就很容易解 决了。即再转过一个孔就是1/3转。 如没有,则需要把1/3扩大整数倍,使扩大后的分母, 符合分度盘上22 圈小孔圈上的某一圈的孔数值。分子 扩大相同倍数后的数值,即为在该圈上应转过的孔距数。 现分度盘有一圈孔数为30,可将1/3的分子与分母同时 扩大10倍即:10/30。将手柄在30个孔的孔圈上,转3 圈后再转10个孔,然后将上面的分度销插入即可。
分度头和分度方法
第一节万能分度头
5调整分度头主轴的仰角时;不应将基座上部靠近主轴前端的两个内六 角形圆柱头螺钉松开,否则会使主轴的零位位置变动 (6)要经常保持分度头的清洁,使用前应清除表面脏物,并将主轴锥孔 和基座底面擦拭干净,使用后将分度头擦干净放在规定的地方。
上一页 返回
第二节分度头分度方法
铣削较长的工件时,可用分度头配以尾座装夹,用立铣刀或端铣 刀铣削,如图5 -23所示。
下一页 返回
第三节铣削多边形及圆度刻线
二 工艺过程
1 工件的校正与装夹 该离合器上的正六边形在铣削时的径向单边余量不大;只有3 2
mm 每个面均较宽,为20 mm × 20 mm 。故可在X6132铣床上用100 mm × 10 mm × 27 mm的三面刃铣刀,采用分度头垂直装夹的方法 进行铣削。工件直接用三爪自定心卡盘装夹,用百分表校正工件外圆 。为防止将工件的外圆表面夹伤,应在卡爪与工件间垫上铜皮。 2对刀与铣削 1对刀用单刀铣削法铣削时,一般用侧擦法对刀。将铣刀与工件外圆 轻轻相擦后,将工件进给一个距离e,试铣一刀,检测合格后,依次 分度铣削其他各边。这种对刀方法适用于加工任何边数的正多边形。
最后,顶上尾座顶尖检测,如不符合要求,则仅需校正尾座,使 之符合要求,找正方法如图5-10和图5-11所示。 3用一夹一顶装夹
一夹一顶用于装夹较长的轴类工件。装夹工件前Байду номын сангаас应先找正分 度头和尾座的同轴度和与纵向进给方向的平行度,如图5-12所示。
上一页 下一页 返回
第一节万能分度头
六 使用分度头时的注意事项
一 简单分度法
简单分度法是分度中最常用的一种方法 分度时;先将分度盘固定, 转动手柄使蜗杆带动蜗轮旋转,从而带动主轴和工件转过所需的度转 数
万能分度头使用法
万能分度头使用法分度头使用方法N(手柄的转数),40(分度头定数)/Z(工件等分数)例:等分数为12N=40/12=3 4/12=1/3 8/24即分度头手柄转3圈,再在24的孔圈上转过8个孔距。
也可查表:(下表仅为部分)单式分度法分度表工件等分度盘手柄回转过的工件等分度盘手柄回转过的分数孔数转数孔距数分数孔数转数孔距数 2 任意 20 , 11 66 3 42 3 24 13 8 12 24 3 8 4 任意 10 , 13 39 3 3 5 任意 8 , 14 28 2 24 6 24 6 16 15 24 2 16 7 28 5 20 16 24 2 12 8 任意 5 , 17 34 2 12 9 54 4 24 18 54 2 12 10 任意 4 , 19 38 2 4另外,分度时注意分度头的间隙问题。
分度头结构及分度方法分度头是铣床的重要附件之一,常用来安装工件铣斜面,进行分度工作,以及加工螺旋槽、齿轮等。
分度头的作用:1) 用各种分度方法(简单分度、复式分度、差动分度)进行各种分度工作。
2)把工件安装成需要的角度,以便进行切削加工(如铣斜面等)。
3)铣螺旋槽时,将分度头挂轮轴与铣床纵向工作台丝杠用“交换齿轮”联接后,当工作台移动时,分度头上的工件即可获得螺旋运动。
1 万能分度头的结构图1为常用的分度头结构,主要由底座、转动体、分度盘、主轴等组成。
1主轴可随转动体在垂直平面内转动。
通常在主轴前端安装三爪卡盘或顶尖,用它来安装工件。
转动手柄可使主轴带动工件转过一定角度,这称为分度。
图 1 万能分度头结构图1—分度手柄 2—分度盘 3—顶尖 4—主轴5—转动体 6—底座 7—扇形夹分度头的安装与调整1 ) 分度头主轴轴线与铣床工作台台面平行度的校正如图2 所示,用直径40mm 长400mm 的校正棒插入分度头主轴孔内,以工作台台面为基准,用百分表测量校正棒两端,当两端值一致时,则分度头主轴轴线与工作台台面平行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万能分度头使用法
分度头使用方法
N(手柄的转数),40(分度头定数)/Z(工件等分数)
例:等分数为12
N=40/12=3 4/12=1/3 8/24
即分度头手柄转3圈,再在24的孔圈上转过8个孔距。
也可查表:(下表仅为部分)
单式分度法分度表
工件等分度盘手柄回转过的工件等分度盘手柄回转过的分数孔数转数孔距数分数孔数转数孔距数 2 任意 20 , 11 66 3 42 3 24 13 8 12 24 3 8 4 任意 10 , 13 39 3 3 5 任意 8 , 14 28 2 24 6 24 6 16 15 24 2 16 7 28 5 20 16 24 2 12 8 任意 5 , 17 34 2 12 9 54 4 24 18 54 2 12 10 任意 4 , 19 38 2 4
另外,分度时注意分度头的间隙问题。
分度头结构及分度方法
分度头是铣床的重要附件之一,常用来安装工件铣斜面,进行分度工作,以及加工螺旋槽、齿轮等。
分度头的作用:
1) 用各种分度方法(简单分度、复式分度、差动分度)进行各种分度工作。
2)把工件安装成需要的角度,以便进行切削加工(如铣斜面等)。
3)铣螺旋槽时,将分度头挂轮轴与铣床纵向工作台丝杠用“交换齿轮”联接后,当工作台移动时,分度头上的工件即可获得螺旋运动。
1 万能分度头的结构
图1为常用的分度头结构,主要由底座、转动体、分度盘、主轴等组成。
1
主轴可随转动体在垂直平面内转动。
通常在主轴前端安装三爪卡盘或顶尖,用它来安装工件。
转动手柄可使主轴带动工件转过一定角度,这称为分度。
图 1 万能分度头结构图
1—分度手柄 2—分度盘 3—顶尖 4—主轴
5—转动体 6—底座 7—扇形夹
分度头的安装与调整
1 ) 分度头主轴轴线与铣床工作台台面平行度的校正如图
2 所示,用直径
40mm 长400mm 的校正棒插入分度头主轴孔内,以工作台台面为基准,用百分表测量校正棒两端,当两端值一致时,则分度头主轴轴线与工作台台面平行。
2
图 2
2) 分度头主轴与刀杆轴线垂直度的校正如图3 所示,将校正棒插入主轴孔内,使百分表的触头与校正棒的内侧面(或外侧面)接触,然后移动纵向工作台,当百分表指针稳定则表明分度头主轴与刀杆轴线垂直。
图 3
3) 分度头与后顶尖问轴度的校正先校正好分度头,然后将校正棒装夹在分度头与后顶尖之间以校正后顶尖与分度头主轴等高,最后校正其同轴度,即两顶尖间的轴线平行于工作台台面且垂直于铣刀刀杆,如图4。
图 4
3
简单分度方法
根据图5所示的分度头传动图可知,传动路线是:手柄?齿轮副(传动比为1:1)?蜗杆与蜗轮(传动比为1:40)?主轴。
可算得手柄与主轴的传动比是1:1/40,即手柄转一圈,主轴则转过1/40圈。
图 5 万能分度头的传动示意图
1—1:1螺旋齿轮传动 2—主轴 3—刻度盘 4—1:40蜗轮传动
5—1:1齿轮传动 6—挂轮轴 7—分度盘 8—定位销
如要使工件按Z等分度,每次工件(主轴)要转过1/z转,则分度头手柄所转圈数为n转,它们应满足如下比例关系:
即
可见,只要把分度手柄转过40/Z转,就可以使主轴转过1/Z转。
例:现要铣齿数Z=17的齿轮。
每次分度时,分度手柄转数为:
4
图 6 分度盘
这就是说,每分一齿,手柄需转过2整圈再多转6/17圈。
此处6/17圈是通过分度盘(图6)来控制的。
国产分度头一般备有两块分度盘。
分度盘正反两面上有许多数目不同的等距孔圈。
第一块分度盘正面各孔圈数依次为:24、25、28、30、34、37; 反面各孔圈数依次为:38、39、41、42、43。
第二块分度盘正面各孔圈数依次为:46、47、49、51、53、54; 反面各孔圈数依次为:57、58、59、62、66。
分度前,先在上面找到分母17倍数的孔圈(例如有:34、51)从中任选一个,如选34。
把手柄的定位销拔出,使手柄转过2整圈之后,再沿孔圈数为34的孔圈转过12个孔距。
这样主轴就转过了1/17转,达到分度目的。
为了避免每次分度时重复数孔之烦和确保手柄转过孔距准确,把分度盘上的两个扇形夹1、2之间的夹角(图6)调整到正好为手柄转过非整数圈的孔间距。
这样每次分度就可做到快又准。
上述是运用分度盘的整圈孔距与应转过孔距之比,来处理分度手柄要转过的一个分数形式的非整数圈的转动问题。
这种属简单分度法。
生产上还有角度分度法、直接分度法和差动分度等方法。
角度分度法(简单分度方法的特殊形式/孔圈数选54即可) 即手柄转一圈,主轴则转过360?/ 40 , 9?。
N(手柄的转数),θ?(工件等分角度数)/ 9?(主轴角度定数)
5。