万能分度头使用说明书 (2)
万能分度头使用法
万能分度头使用法分度头使用方法N(手柄的转数),40(分度头定数)/Z(工件等分数)例:等分数为12N=40/12=3 4/12=1/3 8/24即分度头手柄转3圈,再在24的孔圈上转过8个孔距。
也可查表:(下表仅为部分)单式分度法分度表工件等分度盘手柄回转过的工件等分度盘手柄回转过的分数孔数转数孔距数分数孔数转数孔距数 2 任意 20 , 11 66 3 42 3 24 13 8 12 24 3 8 4 任意 10 , 13 39 3 3 5 任意 8 , 14 28 2 24 6 24 6 16 15 24 2 16 7 28 5 20 16 24 2 12 8 任意 5 , 17 34 2 12 9 54 4 24 18 54 2 12 10 任意 4 , 19 38 2 4另外,分度时注意分度头的间隙问题。
分度头结构及分度方法分度头是铣床的重要附件之一,常用来安装工件铣斜面,进行分度工作,以及加工螺旋槽、齿轮等。
分度头的作用:1) 用各种分度方法(简单分度、复式分度、差动分度)进行各种分度工作。
2)把工件安装成需要的角度,以便进行切削加工(如铣斜面等)。
3)铣螺旋槽时,将分度头挂轮轴与铣床纵向工作台丝杠用“交换齿轮”联接后,当工作台移动时,分度头上的工件即可获得螺旋运动。
1 万能分度头的结构图1为常用的分度头结构,主要由底座、转动体、分度盘、主轴等组成。
1主轴可随转动体在垂直平面内转动。
通常在主轴前端安装三爪卡盘或顶尖,用它来安装工件。
转动手柄可使主轴带动工件转过一定角度,这称为分度。
图 1 万能分度头结构图1—分度手柄 2—分度盘 3—顶尖 4—主轴5—转动体 6—底座 7—扇形夹分度头的安装与调整1 ) 分度头主轴轴线与铣床工作台台面平行度的校正如图2 所示,用直径40mm 长400mm 的校正棒插入分度头主轴孔内,以工作台台面为基准,用百分表测量校正棒两端,当两端值一致时,则分度头主轴轴线与工作台台面平行。
FW100万能分度头

达到任意等分.
差动分度时应将分度盘刹紧手柄与分段盘脱开在主轴后锥孔上插上心 轴.在心轴上装上交换齿轮通过挂轮上的交换齿轮与挂轮轴联系在一起. 当转动分度手柄带动主轴旋转时就会通过主轴后端心轴交换齿轮使挂
轮轴转动从而带动分度盘产生转动来补偿工件所需等分与假定等分在
角度上的差值.
正确精心地维护保养分度头是保持产品精度和延长使 用期限的重要保证,正确的维护保养应做到
(4)分度头的润滑点装有 外露油杯。蜗轮蜗杆副的润
切勿随意调整,以免破坏原
有精度。
滑靠分度头顶Biblioteka 丝堵松开后注入油。每班工作前各润滑 点注入清洁20号机油。在使
用挂轮时,对齿面及轴套间
应注入润滑油。
分度叉的夹角大小可以松开螺钉进行调整在调节时应注意使分度叉
间的孔数比需要摇的孔数多一孔作为基准孔零件来计算的
直接分度法 直接分度时将蜗杆与蜗轮脱开利用主轴前端的刻度环进行但 分度后必须锁紧主轴以防切削震动. 此法只使用于等分数较少精度要求不高的情况下使用.
差动分度法: 当用简单分度法不能满足工作所需等分时可利用差动分度.差动分度可
(1)对新购置的分度头, 使用前必须将防锈油和一切
(2)在使用,安装搬运过 程中,注意避免碰撞,严禁
污垢用干净的擦布浸以煤油
擦洗干净。尤其是与机床的 结合面更应仔细擦试。擦试
敲击。尤其注意对定位键块
的保护。
时不要使煤油浸湿喷漆表面,
以免损坏漆面。
(3)分度头出厂时各有关 精度均已调整合适。使用中
FW100型万能分度头主轴是空心轴两端有莫氏4号锥孔.前锥孔 是用来安装带有拨盘的顶尖用.后锥孔可装心轴.作为差动分度或作
直线移距分度加工小导程螺旋面时安装配换齿轮用..主轴前端部有
万能分度头使用说明书

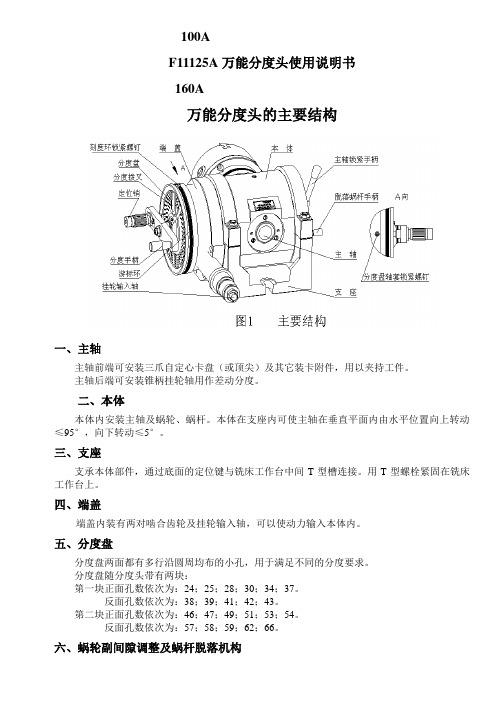
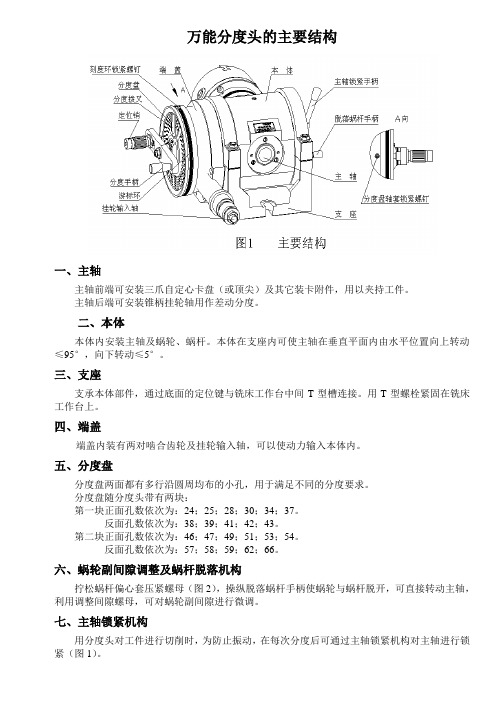
万能分度头使用说明书 Company number:【WTUT-WT88Y-W8BBGB-BWYTT-19998】万能分度头使用说明书万能分度头的主要结构一、主轴主轴前端可安装三爪自定心卡盘(或顶尖)及其它装卡附件,用以夹持工件。
主轴后端可安装锥柄挂轮轴用作差动分度。
二、本体本体内安装主轴及蜗轮、蜗杆。
本体在支座内可使主轴在垂直平面内由水平位置向上转动 ≤95°,向下转动≤5°。
三、支座支承本体部件,通过底面的定位键与铣床工作台中间T 型槽连接。
用T 型螺栓紧固在铣床工作台上。
四、端盖端盖内装有两对啮合齿轮及挂轮输入轴,可以使动力输入本体内。
五、分度盘分度盘两面都有多行沿圆周均布的小孔,用于满足不同的分度要求。
分度盘随分度头带有两块:第一块正面孔数依次为:24;25;28;30;34;37。
反面孔数依次为:38;39;41;42;43。
第二块正面孔数依次为:46;47;49;51;53;54。
反面孔数依次为:57;58;59;62;66。
六、蜗轮副间隙调整及蜗杆脱落机构拧松蜗杆偏心套压紧螺母(图2),操纵脱落蜗杆手柄使蜗轮与蜗杆脱开,可直接转动主轴,利用调整间隙螺母,可对蜗轮副间隙进行微调。
七、主轴锁紧机构用分度头对工件进行切削时,为防止振动,在每次分度后可通过主轴锁紧机构对主轴进行锁紧(图1)。
本产品还随机配备了尾架、千斤顶、顶尖、拨叉、挂轮架、配换齿轮等常用附件。
万能分度头传动系统分度头蜗杆与蜗轮的传动比i=螺轮齿数螺杆头数=401主轴转数=螺轮齿数螺杆头数×从动直齿轮齿数主动直齿轮齿数×分度手柄转数 主动直齿轮齿数Z=28。
从动直齿轮齿数Z=28。
万能分度头的使用使用分度头进行分度的方法有:直接分度、角度分度、简单分度和差动分度等。
1、直接分度当分度精度要求较低时,摆动分度手柄,根据本体上的刻度和主轴刻度环直接读数进行分度。
分度前须将分度盘轴套锁紧螺钉锁紧。
万能分度头的功能和使用方法

万能分度头的功能和使用方法[内容摘要]:本文讲述万能分度头的规格、功能、结构和传动系统,以及万能分度头的分度方法和在实际应用中的实例。
[关健词]:万能分度头万能分度头是一种分度工具,在一些教科书中都有出现。
它看似简单、实属复杂,没有深刻的理解,就不会有透彻的阐述。
我写本论文意在与同行商榷,以求共勉共进。
万能分度头,在一些书中也叫机械分度头,或简称分度头。
它是铣床的重要精密附件之一,在磨床、钻床、创床等机床上也有广泛应用。
分度头,可把夹持在顶尖间或卡盘上的工件转动任何角度,也可对工件进行圆周分度。
使许多机械零件,诸如花键轴、牙嵌式离合器,直齿圆柱齿轮等需要等分的齿槽,能在铣床上铣削。
下面分三个方面的问题进行论述。
一、万能分度头的规格和功能。
万能分度头的规格是按它能夹持工件的最大直径进行划分的,FW型万能分度头常用规格有160mm、200mm、250mm、320mm等,其中FW250型应用最普遍。
、万能分度头的主要功能是能够将工件作任意的圆周等分(如铣削花键轴)或直线移距分度(如配置丝杆螺母和交换齿轮后可铣削圆柱螺旋槽)。
可把工件的轴线置放在水平,垂直或任意角度的倾斜位置,这个功能主要是依靠结构中的回转体,主轴安装在回转体上,回转体又可沿着基座上的环形导轨转动,使主轴轴线在以水平为基准的-6°~+90°范围内做不同仰角的调整。
万能分度头的另一种功能是通过交换齿轮,可使分度头、主轴在随铣床工作台的纵向进给运动的同时作连续旋转,实现工件的复合进给运动,这个功能在讲到铣削圆柱螺旋槽时会做详细介绍。
二、万能分度头的结构和传动系统。
万能分度头的外形和组成如下图所示,图中各组成部分名称和作用进行一些必要的说明:1、基座:是分度头机座,分度头的大部分零件都安装在基座上,基座底面槽内装有两个定位键,与铣床工作台面上的中央T形槽配合,以精确定位。
2、分度盘:又叫孔盘。
套装在与主轴垂直的分度手柄轴上。
分度头使用
100AF11125A万能分度头使用说明书160A万能分度头的主要结构一、主轴主轴前端可安装三爪自定心卡盘(或顶尖)及其它装卡附件,用以夹持工件。
主轴后端可安装锥柄挂轮轴用作差动分度。
二、本体本体内安装主轴及蜗轮、蜗杆。
本体在支座内可使主轴在垂直平面内由水平位置向上转动≤95°,向下转动≤5°。
三、支座支承本体部件,通过底面的定位键与铣床工作台中间T型槽连接。
用T型螺栓紧固在铣床工作台上。
四、端盖端盖内装有两对啮合齿轮及挂轮输入轴,可以使动力输入本体内。
五、分度盘分度盘两面都有多行沿圆周均布的小孔,用于满足不同的分度要求。
分度盘随分度头带有两块:第一块正面孔数依次为:24;25;28;30;34;37。
反面孔数依次为:38;39;41;42;43。
第二块正面孔数依次为:46;47;49;51;53;54。
反面孔数依次为:57;58;59;62;66。
六、蜗轮副间隙调整及蜗杆脱落机构拧松蜗杆偏心套压紧螺母(图2),操纵脱落蜗杆手柄使蜗轮与蜗杆脱开,可直接转动主轴, 利用调整间隙螺母,可对蜗轮副间隙进行微调。
七、主轴锁紧机构用分度头对工件进行切削时,为防止振动,在每次分度后可通过主轴锁紧机构对主轴进行锁紧(图1)。
本产品还随机配备了尾架、千斤顶、顶尖、拨叉、挂轮架、配换齿轮等常用附件。
万能分度头传动系统分度头蜗杆与蜗轮的传动比i=螺轮齿数螺杆头数=401主轴转数=螺轮齿数螺杆头数×从动直齿轮齿数主动直齿轮齿数×分度手柄转数 主动直齿轮齿数Z=28。
从动直齿轮齿数Z=28。
万能分度头的使用使用分度头进行分度的方法有:直接分度、角度分度、简单分度和差动分度等。
1、直接分度当分度精度要求较低时,摆动分度手柄,根据本体上的刻度和主轴刻度环直接读数进行分度。
分度前须将分度盘轴套锁紧螺钉锁紧。
切削时必须锁紧主轴锁紧手柄后方可进行切削(图1)。
2、角度分度当分度精度要求较低时,也可利用分度手轮上的可转动的分度刻度环和分度游标环来实现分度。
分度头

万能分度头简介万能分度头是各类铣床常用的必备附件,又广泛应用于其它机床的分度加工。
万能分度头可以将工件安装在卡盘、顶尖及其它装卡附件上。
用简单分度、差动分度等方法,对工件实现任意分度,又可和铣床纵向丝杠连接进行各种螺旋加工。
万能分度头自带有挂轮架、交换齿轮、尾架、顶尖、拨叉、千斤顶、分度盘、三爪卡盘、法兰盘等附件。
其主轴可在垂直平面内旋转(-5°~95°)以满足多种工作的需要。
100AF11125A万能分度头使用说明书160A目录一、万能分度头的主要结构及传动系统---------------------------------------------------------( 3 )二、万能分度头的使用-----------------------------------------------------------------------------------( 5 )三、维护说明--------------------------------------------------------------------------------------------------( 7 )四、万能分度头合格证明书及精度检验记录单----------------------------------------------( 8 )五、装箱单---------------------------------------------------------------------------------------------------- ( 13 )六、万能分度头规格------------------------------------------------------------------------------------(14)万能分度头的主要结构一、主轴主轴前端可安装三爪自定心卡盘(或顶尖)及其它装卡附件,用以夹持工件。
分度头使用方法
万能分度头的主要结构一、主轴主轴前端可安装三爪自定心卡盘(或顶尖)及其它装卡附件,用以夹持工件。
主轴后端可安装锥柄挂轮轴用作差动分度。
二、本体本体内安装主轴及蜗轮、蜗杆。
本体在支座内可使主轴在垂直平面内由水平位置向上转动≤95°,向下转动≤5°。
三、支座支承本体部件,通过底面的定位键与铣床工作台中间T型槽连接。
用T型螺栓紧固在铣床工作台上。
四、端盖端盖内装有两对啮合齿轮及挂轮输入轴,可以使动力输入本体内。
五、分度盘分度盘两面都有多行沿圆周均布的小孔,用于满足不同的分度要求。
分度盘随分度头带有两块:第一块正面孔数依次为:24;25;28;30;34;37。
反面孔数依次为:38;39;41;42;43。
第二块正面孔数依次为:46;47;49;51;53;54。
反面孔数依次为:57;58;59;62;66。
六、蜗轮副间隙调整及蜗杆脱落机构拧松蜗杆偏心套压紧螺母(图2),操纵脱落蜗杆手柄使蜗轮与蜗杆脱开,可直接转动主轴,利用调整间隙螺母,可对蜗轮副间隙进行微调。
七、主轴锁紧机构用分度头对工件进行切削时,为防止振动,在每次分度后可通过主轴锁紧机构对主轴进行锁紧(图1)。
本产品还随机配备了尾架、千斤顶、顶尖、拨叉、挂轮架、配换齿轮等常用附件。
万能分度头传动系统分度头蜗杆与蜗轮的传动比i=螺轮齿数螺杆头数=401主轴转数=螺轮齿数螺杆头数×从动直齿轮齿数主动直齿轮齿数×分度手柄转数 主动直齿轮齿数Z=28。
从动直齿轮齿数Z=28。
万能分度头的使用使用分度头进行分度的方法有:直接分度、角度分度、简单分度和差动分度等。
1、直接分度当分度精度要求较低时,摆动分度手柄,根据本体上的刻度和主轴刻度环直接读数进行分度。
分度前须将分度盘轴套锁紧螺钉锁紧。
切削时必须锁紧主轴锁紧手柄后方可进行切削(图1)。
2、角度分度当分度精度要求较低时,也可利用分度手轮上的可转动的分度刻度环和分度游标环来实现分度。
万能分度头使用方法

万能分度头使用方法万能分度头是一种常见的测量工具,主要用于多种不同形状或尺寸的物体的测量和校准。
它通常由一个旋钮和一个移动的主体组成,可以用来测量直径、内外径、深度和角度等参数。
以下是万能分度头的使用方法,以及一些注意事项。
1.准备工作-要使用万能分度头,首先要确保分度头是清洁的,没有任何污垢或油脂。
-选择适当的测量范围。
万能分度头通常有多种规格和量程可供选择,根据实际需要选择合适的规格。
2.调节测量范围-在万能分度头上找到旋钮,旋钮上通常有一个刻度盘或数字显示,用来调节分度头的测量范围。
根据需要,用手或适当的工具旋转旋钮,将测量范围调整到所需的数值上。
3.测量直径或内外径-将待测物体放置在分度头的测量夹具之间,轻轻旋转旋钮,直到夹具完全夹紧物体。
-注意,在夹紧物体时不能过紧,以免造成物体变形或损坏。
-当物体夹紧后,读取刻度盘或数字显示器上的数值,即可得到物体的直径或内外径。
4.测量深度-若需要测量物体的深度,可以使用万能分度头的棒状测螺钉。
-将测螺钉轻轻旋入物体中,直到接触到测量位置。
-读取刻度盘上的数值,即可获得物体的深度。
5.测量角度-万能分度头通常还配备有一个可旋转的座子,用于测量和校准物体的角度。
-将待测物体放置在座子上,并根据需求调整座子的位置和角度,使得物体与刻度尺垂直或水平。
-读取刻度尺上的数值,即可获得物体的角度。
使用万能分度头需要注意以下几点:-使用时要保持分度头的清洁,避免油脂或污垢影响测量结果。
-测量时要注意夹紧力度,不可过紧或不足。
-需要小心保护分度头的测量夹具、测螺钉和座子,避免碰撞或损坏。
-如果发现万能分度头的刻度盘或数字显示有误差,可以进行校准或更换。
总之,万能分度头是一种方便实用的测量工具,但在使用过程中需要注意保持其清洁和准确度。
通过正确的使用方法和注意事项,可以更好地利用万能分度头进行测量和校准工作。
万能分度头使用说明书

万能分度头使用说明书万能分度头的主要结构一、主轴主轴前端可安装三爪自定心卡盘(或顶尖)及其它装卡附件,用以夹持工件。
主轴后端可安装锥柄挂轮轴用作差动分度。
二、本体本体内安装主轴及蜗轮、蜗杆。
本体在支座内可使主轴在垂直平面内由水平位置向上转动?95?,向下转动?5?。
三、支座支承本体部件,通过底面的定位键与铣床工作台中间T型槽连接。
用T型螺栓紧固在铣床工作台上。
四、端盖端盖内装有两对啮合齿轮及挂轮输入轴,可以使动力输入本体内。
五、分度盘分度盘两面都有多行沿圆周均布的小孔,用于满足不同的分度要求。
分度盘随分度头带有两块: 第一块正面孔数依次为:24;25;28;30;34;37。
反面孔数依次为:38;39;41;42;43。
第二块正面孔数依次为:46;47;49;51;53;54。
反面孔数依次为:57;58;59;62;66。
六、蜗轮副间隙调整及蜗杆脱落机构拧松蜗杆偏心套压紧螺母(图2),操纵脱落蜗杆手柄使蜗轮与蜗杆脱开,可直接转动主轴,利用调整间隙螺母,可对蜗轮副间隙进行微调。
七、主轴锁紧机构用分度头对工件进行切削时,为防止振动,在每次分度后可通过主轴锁紧机构对主轴进行锁紧(图1)。
本产品还随机配备了尾架、千斤顶、顶尖、拨叉、挂轮架、配换齿轮等常用附件。
万能分度头传动系统分度头蜗杆与蜗轮的传动比i= 螺杆头数1 40 螺轮齿数螺轮齿数主动直齿轮齿数主轴转数 x x分度手柄转数螺杆头数从动直齿轮齿数主动直齿轮齿数Z=28。
从动直齿轮齿数Z=28。
万能分度头的使用使用分度头进行分度的方法有:直接分度、角度分度、简单分度和差动分度等。
1、直接分度当分度精度要求较低时,摆动分度手柄,根据本体上的刻度和主轴刻度环直接读数进行分度。
分度前须将分度盘轴套锁紧螺钉锁紧。
切削时必须锁紧主轴锁紧手柄后方可进行切削(图1)。
2、角度分度当分度精度要求较低时,也可利用分度手轮上的可转动的分度刻度环和分度游标环来实现分度。
万能分度头
万能分度头引言万能分度头是一种用于工程测量和加工的精密工具。
它具有分度精度高、使用方便等特点,可以广泛应用于机械制造、模具加工、仪器仪表校准等领域。
本文将介绍万能分度头的原理、结构、使用方法以及一些应用案例。
一、原理万能分度头的原理基于圆周等分法,通过将一定角度的圆周等分,达到预定的分度要求。
它主要由刻线盘、分度盘、透明指针、主轴等部件组成。
分度头的工作原理如下:1. 将工件夹在分度头的工作台上,并使其与主轴相切。
2. 通过分度盘上的刻度线和透明指针对准需要分度的角度。
3. 固定刻度盘,使其与主轴相对静止,工件则绕主轴旋转。
4. 通过透明指针和刻线盘上的刻度线,可准确读取工件的角度。
二、结构万能分度头的主要结构包括以下几个部分:1. 分度盘分度盘是万能分度头的核心部件之一。
它上面有圆周等分的刻度线,用于确定所需分度的角度。
分度盘还设有固定螺丝,用于固定刻度盘。
2. 刻线盘刻线盘位于分度盘的下方,它是透明的并且上面有一组刻度线。
透明指针位于透明盘的中心,用于读取工件的角度。
刻线盘的刻度线与分度盘上的刻度线相对应。
3. 透明指针透明指针通常由透明塑料制成。
它位于刻线盘的中心,并且可以顺时针或逆时针旋转。
透明指针上有一个刻度标记,用于读取工件的角度。
4. 主轴主轴用于固定工件,并且可以通过旋转工件来实现分度。
主轴通常由优质的钢材制成,具有高硬度和耐磨性。
5. 附件万能分度头还配备有一些附件,如万向板、校验器等。
这些附件可以提高分度头的功能和精度。
三、使用方法使用万能分度头进行分度操作的步骤如下:1.将工件夹在分度头的工作台上,并确保工件与主轴相切。
2.使用分度盘上标有的刻度线选取所需分度角度,并固定刻度盘。
3.使用透明指针对准刻线盘上的刻度线。
4.开始旋转工件,透明指针将会随工件一起旋转,此时可以读取工件的角度。
5.根据需要,可以将工件旋转到其他分度角度,并进行相应的测量或加工操作。
四、应用案例万能分度头的应用非常广泛,以下是几个常见的应用案例:1.模具制造:在模具制造中,常常需要对模具进行分度,以便准确定位和加工。
万能分度头使用说明

万能分度头使用说明分度头使用方法:N(手柄的转数)=40(分度头定数)/Z(工件等分数)例:等分数12N=40/12=3 4/12=3 8/24即分度头手柄转3圈,再在24的孔圈上转过8个孔距。
也可查表:(下表仅为部分)单式分度法分度表工件等分数分度盘孔数手柄回转数转过的孔距数工件等分数分度盘孔数手柄回转数转过的孔距数2任意20-1166342 324138122438 4任意10-133933 5任意8-1428224 6246161524216 7285201624212 8任意5-1734212 9544241854212 10任意4-193824另外,分度时注意分度头的间隙问题。
分度头结构及分度方法分度头是铣床的重要附件之一,常用来安装工件铣斜面,进行分度工作,以及加工螺旋槽等。
分度头的作用:1) 用各种分度方法(简单分度、复式分度、差动分度)进行各种分度工作。
2)把工件安装成需要的角度,以便进行切削加工(如铣斜面等)。
3)铣螺旋槽时,将分度头挂轮轴与铣床纵向工作台丝杠用“交换齿轮”联接后,当工作台移动时,分度头上的工件即可获得螺旋运动。
1 万能分度头的结构图1为常用的分度头结构,主要由底座、转动体、分度盘、主轴等组成。
主轴可随转动体在垂直平面内转动。
通常在主轴前端安装三爪卡盘或顶尖,用它来安装工件。
转动手柄可使主轴带动工件转过一定角度,这称为分度。
图1 万能分度头结构图1—分度手柄 2—分度盘 3—顶尖 4—主轴 5—转动体 6—底座 7—扇形夹分度头的安装与调整:1 . 分度头主轴轴线与铣床工作台台面平行度的校正如图2 所示,用直径40mm 长400mm 的校正棒插入分度头主轴孔内,以工作台台面为基准,用百分表测量校正棒两端,当两端值一致时,则分度头主轴轴线与工作台台面平行。
图22. 分度头主轴与刀杆轴线垂直度的校正如图3 所示,将校正棒插入主轴孔内,使百分表的触头与校正棒的内侧面(或外侧面)接触,然后移动纵向工作台,当百分表指针稳定则表明分度头主轴与刀杆轴线垂直。
万能分度头使用方法

万能分度头使用方法/F11型分度头使用方法是什么(2009-11-27 09:20:47)转载分类:分度头,分度盘标签:分度头使用方法财经首先,把分度头安装在铣床床面上!固定好以后,要量分度头的水平和垂直度,然后把需要铣的工件上在分度头上,分度头有度数,你可以用分度头的摇臂调整。
什么是分度头?1. 概述分度头是将工件夹持在卡盘上或两顶尖间,并使其旋转、分度和定位的机床附件。
2. 结构和分类按其传动、分度形式可分为蜗杆副分度头、度盘分度头、孔盘分度头、槽盘分度头、端齿盘分度头和其它分度头(包括电感分度头和光栅分度头)。
按其功能可分为万能分度头、半万能分度头、等分分度头。
按其结构形式又有立卧分度头、可倾分度头、悬梁分度头之分。
分度头做为通用型机床附件其结构主要由夹持部分、分度定位部分、传动部分组成。
万能分度头使用方法:万能分度头使用是,手柄转过一转主轴转过8度,转过40转则主轴回转8×40=360度,也就是说我们可以用简单分度法和角度分度法,简单分度法主要用于需在圆周等分若干分的工件,而角度分度主要用于加工轴类工件上相互形成夹角而非等分的结构的加工.简单分度法的计算公式为N=40/Z (N为手柄转数,40为定数,Z为工件等分数)如:在铣床上加工齿数20的齿轮,加工时,工件需20等分,则每加工完一槽,手柄需转过多少转?解:已知Z=20,代入公式,N=40/20=2转。
也就是说每加工完一次,手柄需摇2转,相同道理,如工件需六等分,则手柄需摇N=40/6=6 又2/3转。
角度分度法使用公式:N=θ/8 (N为手柄转数。
θ为工件需转过的夹角)如:轴工件上有两条相互夹角为120度的槽,求加工完一槽后分度头手柄应转过的转数。
代入公式为 N=120/8=15转。
万能分度头使用说明书

万能分度头使用说明书万能分度头使用说明书万能分度头的主要结构一、主轴主轴前端可安装三爪自定心卡盘(或顶尖)及其它装卡附件,用以夹持工件。
主轴后端可安装锥柄挂轮轴用作差动分度。
二、本体本体内安装主轴及蜗轮、蜗杆。
本体在支座内可使主轴在垂直平面内由水平位置向上转动≤95°,向下转动≤5°。
三、支座支承本体部件,经过底面的定位键与铣床工作台中间T型槽连接。
用T型螺栓紧固在铣床工作台上。
四、端盖端盖内装有两对啮合齿轮及挂轮输入轴,能够使动力输入本体内。
五、分度盘分度盘两面都有多行沿圆周均布的小孔,用于满足不同的分度要求。
分度盘随分度头带有两块:第一块正面孔数依次为:24;25;28;30;34;37。
反面孔数依次为:38;39;41;42;43。
第二块正面孔数依次为:46;47;49;51;53;54。
反面孔数依次为:57;58;59;62;66。
六、蜗轮副间隙调整及蜗杆脱落机构拧松蜗杆偏心套压紧螺母(图2),操纵脱落蜗杆手柄使蜗轮与蜗杆脱开,可直接转动主轴,利用调整间隙螺母,可对蜗轮副间隙进行微调。
七、主轴锁紧机构用分度头对工件进行切削时,为防止振动,在每次分度后可经过主轴锁紧机构对主轴进行锁紧(图1)。
本产品还随机配备了尾架、千斤顶、顶尖、拨叉、挂轮架、配换齿轮等常见附件。
万能分度头传动系统分度头蜗杆与蜗轮的传动比i=螺轮齿数螺杆头数=401 主轴转数=螺轮齿数螺杆头数×从动直齿轮齿数主动直齿轮齿数×分度手柄转数主动直齿轮齿数Z=28。
从动直齿轮齿数Z=28。
万能分度头的使用使用分度头进行分度的方法有:直接分度、角度分度、简单分度和差动分度等。
1、直接分度当分度精度要求较低时,摆动分度手柄,根据本体上的刻度和主轴刻度环直接读数进行分度。
分度前须将分度盘轴套锁紧螺钉锁紧。
切削时必须锁紧主轴锁紧手柄后方可进行切削(图1)。
2、角度分度当分度精度要求较低时,也可利用分度手轮上的可转动的分度刻度环和分度游标环来实现分度。
分度头
万能分度头简介万能分度头是各类铣床常用的必备附件,又广泛应用于其它机床的分度加工。
万能分度头可以将工件安装在卡盘、顶尖及其它装卡附件上。
用简单分度、差动分度等方法,对工件实现任意分度,又可和铣床纵向丝杠连接进行各种螺旋加工。
万能分度头自带有挂轮架、交换齿轮、尾架、顶尖、拨叉、千斤顶、分度盘、三爪卡盘、法兰盘等附件。
其主轴可在垂直平面内旋转(-5°~95°)以满足多种工作的需要。
100AF11125A万能分度头使用说明书160A目录一、万能分度头的主要结构及传动系统---------------------------------------------------------( 3 )二、万能分度头的使用-----------------------------------------------------------------------------------( 5 )三、维护说明--------------------------------------------------------------------------------------------------( 7 )四、万能分度头合格证明书及精度检验记录单----------------------------------------------( 8 )五、装箱单---------------------------------------------------------------------------------------------------- ( 13 )六、万能分度头规格------------------------------------------------------------------------------------(14)万能分度头的主要结构一、主轴主轴前端可安装三爪自定心卡盘(或顶尖)及其它装卡附件,用以夹持工件。
万能分度头—等分

【例2-1】在工件的某一圆周上均匀分布的8个孔,
试求每划完一个孔的位置后,手柄应转多少圈。 解: n=40/Z=40/8=5(转) 即每划完一个孔的位置后,手柄应转5圈再划另
一个孔的位置。
当计算结果n 不是整数时, 如何划分呢?
【例2-2】如要将一圆周12等分,手柄需转多少圈。
解: n=40/Z=40/12=3 1(转) 3
3、分度方法
• 分度头的分度方法有直接分度法、单式分度法、复式分度 法、差动分度法,近似分度法等多种方法,这里只介绍几种 常用的分度方法。
(1)直接分度法:
• 当分度数目很少,分度精度要求不高时,可采用直接分度法。 分度时,先松开锁紧螺钉,扳动手柄,使分度头内部的蜗轮 和蜗杆脱开,然后用手直接转动主轴进行分度,而不通过分 度手柄和蜗杆,分度时所转过的角度,可以从固紧在主轴上 的刻度盘直接读出。分度完毕后,扳动手柄将主轴锁紧。
分度时先松开锁紧螺钉扳动手柄分度时先松开锁紧螺钉扳动手柄使分度头内部的蜗轮和蜗杆脱开然后用手直接转动主轴进行分度而不通过分度手柄和蜗杆分度时所转过的角度可以从固紧在主轴上的刻度盘直接读出
五、万能分度头—等分角度的工具
1.功用: a.能将工件作任意的圆周
或直线等距分度. b.可把工件轴线相对工作
台搬成所需要的角度; c.通过挂轮,可使分度头主
【例 】铣一个35个齿的齿轮,计算分度手柄每次 分度时,应转过的转数。
解: n=40/Z=40/35=117 (转)
查看分度盘孔数,是7的整倍数的孔圈有28孔。 即可将1/7乘以4/4得:4/28 利用28孔圈将手柄转1圈后再转4个孔即可。
对于手柄转过的整数转是容易控制的,剩下来的1/3转 则需要换算。 如果分度盘上有一圈3 个孔的孔圈时,问题就很容易解 决了。即再转过一个孔就是1/3转。 如没有,则需要把1/3扩大整数倍,使扩大后的分母, 符合分度盘上22 圈小孔圈上的某一圈的孔数值。分子 扩大相同倍数后的数值,即为在该圈上应转过的孔距数。 现分度盘有一圈孔数为30,可将1/3的分子与分母同时 扩大10倍即:10/30。将手柄在30个孔的孔圈上,转3 圈后再转10个孔,然后将上面的分度销插入即可。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万能分度头使用说明书万能分度头的主要结构一、主轴主轴前端可安装三爪自定心卡盘(或顶尖)及其它装卡附件,用以夹持工件。
主轴后端可安装锥柄挂轮轴用作差动分度。
二、本体本体内安装主轴及蜗轮、蜗杆。
本体在支座内可使主轴在垂直平面内由水平位置向上转动≤95°,向下转动≤5°。
三、支座支承本体部件,通过底面的定位键与铣床工作台中间T型槽连接。
用T型螺栓紧固在铣床工作台上。
四、端盖端盖内装有两对啮合齿轮及挂轮输入轴,可以使动力输入本体内。
五、分度盘分度盘两面都有多行沿圆周均布的小孔,用于满足不同的分度要求。
分度盘随分度头带有两块:第一块正面孔数依次为:24;25;28;30;34;37。
反面孔数依次为:38;39;41;42;43。
第二块正面孔数依次为:46;47;49;51;53;54。
反面孔数依次为:57;58;59;62;66。
六、蜗轮副间隙调整及蜗杆脱落机构拧松蜗杆偏心套压紧螺母(图2),操纵脱落蜗杆手柄使蜗轮与蜗杆脱开,可直接转动主轴,利用调整间隙螺母,可对蜗轮副间隙进行微调。
七、主轴锁紧机构用分度头对工件进行切削时,为防止振动,在每次分度后可通过主轴锁紧机构对主轴进行锁紧(图1)。
本产品还随机配备了尾架、千斤顶、顶尖、拨叉、挂轮架、配换齿轮等常用附件。
万能分度头传动系统分度头蜗杆与蜗轮的传动比i=螺轮齿数螺杆头数=401主轴转数=螺轮齿数螺杆头数×从动直齿轮齿数主动直齿轮齿数×分度手柄转数 主动直齿轮齿数Z=28。
从动直齿轮齿数Z=28。
万能分度头的使用使用分度头进行分度的方法有:直接分度、角度分度、简单分度和差动分度等。
1、直接分度当分度精度要求较低时,摆动分度手柄,根据本体上的刻度和主轴刻度环直接读数进行分度。
分度前须将分度盘轴套锁紧螺钉锁紧。
切削时必须锁紧主轴锁紧手柄后方可进行切削(图1)。
2、角度分度当分度精度要求较低时,也可利用分度手轮上的可转动的分度刻度环和分度游标环来实现分度。
分度刻度环每旋转一周分度值为9°,刻度环每一小格读数为1′,分度游标环刻度一小格读数为10″ 。
分度前须将分度盘轴套锁紧螺钉锁紧(图1)。
3、简单分度简单分度是最常用的分度方法。
它利用分度盘上不同的孔数和定位销通过计算来实现工件所需的等分数(图1)。
计算方法如下:n ——定位销(即分度手柄)转数 Z ——工件所需等分数n=Z40 若计算值含分数,则在分度盘中选择具有该分母整数倍的孔圈数。
例:用分度头铣齿数Z=36的齿轮。
N=3640=191 在分数度盘中找到孔数为9×6=54的孔圈,代入上式:n=3640=191=16961⨯⨯=1546 操作方法:先将分度盘轴套锁紧螺钉锁紧,再将定位销调整到54孔数的孔圈上,调整扇形拨叉含有6个孔距。
此时转动手柄使定位销旋转一圈再转过6个孔距。
若分母不能在所配分度盘中找到整数倍的孔数,则可采用差动分度进行分度。
4、差动分度使用差动分度时必须将分度盘锁紧螺钉松开,在主轴后锥孔插入锥柄挂轮轴。
按计算值配置交换齿轮a,b,c,d,或介轮,传至挂轮输入轴,带动分度盘产生正(或反)方向微动,来补偿计算中设定等分角度与工件等分角度的差值。
计算方法如下:x z x i )(40-==dcb a ⋅ i ——交换齿轮的传动比 z——工件所需等分数 a,b,c,d ——交换齿轮齿数 x —假设工件所需等分数 式中x 值选择①、尽可能接近z (小于,大于)均可②、x40具有分数时,其分母值,必须是能整除分度盘已有孔圈数,整除。
x 小于z 时,i 为负值,挂轮时必须配有变向介轮, x 大于z 时,i 为正值,挂轮时不必配有变向介轮。
挂轮配好后,实际分度的操作和简单分度法一致,只是用x 替代z ,手柄转数为n=x405、螺旋铣削(图4)螺旋加工必须按要求将铣床工作台转动一个角度——螺旋角β。
并根据工作要求计算出导程L :L=π·Dctg βL —螺旋线的导程 D —工件直径 β—螺旋角螺旋加工必须保证工件纵向进给一个导程时,分度头带动工件旋转一周。
这是通过安装在铣床纵向工作台丝杠末端的交换齿轮 a 与分度头挂架中的交换齿轮b 、c 、d 的配置来实现的。
计算公式如下:Ltd c i 40b a =⋅=i —交换齿轮总的传动比a 、b 、c 、d —各交换齿轮齿数 t —纵向工作台丝杠螺距铣削左旋螺旋槽时,则应增加变向介轮,交换齿轮a 在铣床丝杠上的安装详见(图4)中局部示配图。
螺旋直齿轮的铣削,和螺旋槽加工相同,在计算方法中按齿轮参数值, 变化如下:zm t d c b a i n ⋅=⋅=πβsin 40 m n ——齿轮法向模数 β—齿轮螺旋角 t —纵向工作台丝杠螺距铣螺旋(或螺旋齿轮)时,须将分度定位销插入分度盘孔中,将分度盘轴套须锁紧螺钉松开,主轴锁紧手柄松开。
万能分度头1万能分度头的传动系统分度头的基座上有回转件,回转件上有主轴,分度头主轴可随回转件在铅垂面内振动或水平、垂直或倾斜位置、分度时、摆动分度手柄,通过蜗杆蜗轮带动分度头主轴旋转。
分度头的传动比i=蜗杆的头数/蜗轮的齿数=1/40,即当手柄通过速比为1:1的一对直齿轮带动蜗杆转动一周时,蜗轮带动转过1/40周,如果工件整个圆周上的等分数Z为已知,则每一等分要求分度头主轴1/Z圈,这时分度头手柄所需转动的圈数n可由下式算出。
1:40=n·1/z 即n=40/z2简单分度方法:1)简单分度公式2)角度分度公式分度头具有两块分度盘,盘两面钻有许多孔以被分度时用(见实物)例:加工一齿轮齿数为Z=50的工件,手柄应怎么转动?(分度盘孔数为24、25、28、30、34)根据公式n=40/z=40/50=20/25每次分度时分度手柄应再25孔圈上转过20个孔距。
3分度头的加工范围分度头应用广泛,可加工(圆锥形状零件,可将圆形的或是直线的工件精确的分割成各种等份,还可以加工刀具、沟槽、齿轮、渐升线凸轮以及螺旋线零件等。
一、实验目的和要求1. 目的:通过在万能分度头上做分度实验熟悉分度头的工作原理及有关调整方法进一步加深对书本知识的了解.2. 要求:1) 了解万能分度头的结构功用工作原理等.2) 掌握万能分度头的简单分度方法;3) 掌握万能分度头的差动分度方法调整及操作方法.二、实验设备与仪表:1. FW125型万能分度头;2. X62W型卧式万能铣床;3. 百分表一只.三、万能分度头简介:1. 功用:1) 能将工件作任意的圆周或直线移距分度.2) 可把工作轴线相对工作台搬成所需要的角度;3) 通过挂轮可使分度头主轴随铣床纵向工作台的进给运动做连续旋转以铣削螺旋面.或等速凸轮的型面.图一2. 分度头的结构与传动系统简介:FW125型万能分度头主轴是空心轴两端有莫氏4号锥孔.前锥孔是用来安装带有拨盘的顶尖用.后锥孔可装心轴.作为差动分度或作直线移距分度加工小导程螺旋面时安装配换齿轮用..主轴前端部有一定位锥体用来与三爪卡盘的法兰盘连接进行定位作用的.主轴除安装成水平位置外还可倾斜一定的角度.调整时应首先松开基座上的两个螺母调整后再予以紧固.手柄为主轴锁紧手柄在分度时一次分度完后再锁紧;手柄为蜗杆脱落手柄它可使螺杆与蜗轮脱开或啮合. 蜗杆与蜗轮的间隙可用螺母调整.分度头底座下面的槽里有两个定位键与铣床纵向工作的台的T型槽配合以保证主轴轴线与工作台纵向进行方向的平行度.分度头主轴前端还有一个固定的刻度环可用来做直接分度.3. 分度盘与分度叉1) 分度盘:本实验所用的分度头带有两个分度盘孔数如下表:表3-1 分度盘孔系数第一块正面: 24 25 28 30 34 37反面: 38 39 41 42 43第二块正面: 46 47 49 51 53 54反面: 58 59 62 662) 分度叉:为了避免每一次分度要数一次孔数的麻烦并且为了防止分错在分度盘上附有分度叉.分度叉的夹角大小可以松开螺钉进行调整在调节时应注意使分度叉间的孔数比需要摇的孔数多一孔作为基准孔零件来计算的.4. 分度头所备有的挂轮模数: M=2mm齿数: 25(2个) 30 35 40 50 55 60 70 80 90 100图二四、实验目的:在某一圆周上作出61等份划线.五、几种常用的分度方法1. 直接分度法直接分度时将蜗杆与蜗轮脱开利用主轴前端的刻度环进行但分度后必须锁紧主轴以防切削震动.此法只使用于等分数较少精度要求不高的情况下使用.2. 简单分度法:简单分度是利用分度盘进行的分度时首先用分度盘锁紧螺钉.将分度盘固定.手柄转数N手可用下式确定:3. 差动分度法:当用简单分度法不能满足工作所需等分时可利用差动分度.差动分度可达到任意等分.差动分度时应将分度盘刹紧手柄与分段盘脱开在主轴后锥孔上插上心轴.在心轴上装上交换齿轮通过挂轮上的交换齿轮与挂轮轴联系在一起.当转动分度手柄带动主轴旋转时就会通过主轴后端心轴交换齿轮使挂轮轴转动从而带动分度盘产生转动来补偿工件所需等分与假定等分在角度上的差值.差动分度调整计算公式如下:手柄转数:挂轮转动比:式中Z 工件所需等分数;假定等分数( 接近于Z且利用简单分度法进行分度);abcd配换挂轮齿数.当Z时配换挂轮传动比为正值说明手柄与分度头转向相同.若方向与上述要求不符时可在挂轮中加上介轮.维护说明正确精心地维护保养分度头是保持产品精度和延长使用期限的重要保证,正确的维护保养应做到:(1)对新购置的分度头,使用前必须将防锈油和一切污垢用干净的擦布浸以煤油擦洗干净。
尤其是与机床的结合面更应仔细擦试。
擦试时不要使煤油浸湿喷漆表面,以免损坏漆面。
(2)在使用,安装搬运过程中,注意避免碰撞,严禁敲击。
尤其注意对定位键块的保护。
(3)分度头出厂时各有关精度均已调整合适。
使用中切勿随意调整,以免破坏原有精度。
(4)分度头的润滑点装有外露油杯。
蜗轮蜗杆副的润滑靠分度头顶部丝堵松开后注入油。
每班工作前各润滑点注入清洁20号机油。
在使用挂轮时,对齿面及轴套间应注入润滑油。
.万能分度头精度检验简图支承面的跳动。
简图简图分度精度:轴转一整圈时,100AF11125A型万能分度头160A装箱单万能分度头规格1、分度头分度头型号F11100A F11125A F11160A 中心高100 125 160主轴由水平位置向上转动的角度≤95°主轴由水平位置向下转动的角度≤5°分度手轮每转所表示的主轴回转角度9°(540格,每格1′)游标最小示值10″蜗杆与蜗轮速比 1 :40主轴法兰盘定位短锥直径φ41. 275mm φ53.975mm φ53.975mm 主轴孔锥度莫氏3 莫氏4 莫氏4定位键宽度14mm 18mm 18mm分度盘孔数第一块:24;25;28;30;34;37;38;39;41;42;43第二块:46;47;49;51;53;54;57;58;59;62;66 2、尾架定位键宽度14mm 18mm 18mm 3、交换齿轮模数 1.5mm 2mm 2mm 齿数:25;25;30;35;40;50;55;60;70;80;90;100。