台达PLC使用RS485和伺服通讯,控制和采集信号
台达PLC通讯协议

台达PLC通讯协议协议名称:台达PLC通讯协议一、协议目的本协议旨在规范台达PLC(Programmable Logic Controller)通讯协议的标准格式,确保通讯数据的准确传输和系统的稳定运行。
二、协议范围本协议适用于使用台达PLC进行通讯的各类系统和设备。
三、协议内容1. 协议版本:本协议的当前版本为1.0,后续版本的修改和更新将由协议撰写专家小组负责。
2. 通讯接口:台达PLC通讯协议将使用以下通讯接口进行数据传输:- RS485:用于长距离通讯,支持多台PLC的连接。
- Ethernet:用于局域网通讯,支持远程访问和控制。
3. 通讯协议:台达PLC通讯协议将采用以下协议进行数据传输:- Modbus RTU:用于RS485通讯接口,支持串行通讯,数据帧格式为二进制。
- Modbus TCP/IP:用于Ethernet通讯接口,支持TCP/IP协议,数据帧格式为二进制。
4. 数据传输格式:台达PLC通讯协议中的数据传输格式遵循以下规定:- 数据帧格式:起始位(1位) + 地址(1位) + 功能码(1位) + 数据(n 位) + 校验位(1位) + 停止位(1位)。
- 数据传输顺序:数据传输采用小端(Little-Endian)字节序,即低字节在前,高字节在后。
5. 功能码定义:台达PLC通讯协议中的功能码定义如下:- 读取线圈状态:功能码为01,用于读取PLC中线圈的状态。
- 读取输入状态:功能码为02,用于读取PLC中输入的状态。
- 读取保持寄存器:功能码为03,用于读取PLC中的保持寄存器。
- 读取输入寄存器:功能码为04,用于读取PLC中的输入寄存器。
- 写入单个线圈:功能码为05,用于写入PLC中的单个线圈状态。
- 写入单个保持寄存器:功能码为06,用于写入PLC中的单个保持寄存器。
- 写入多个线圈:功能码为15,用于写入PLC中的多个线圈状态。
- 写入多个保持寄存器:功能码为16,用于写入PLC中的多个保持寄存器。
台达PLC通讯组态设置

概述系统连接硬件连接硬件设置设备组态数据连接常见问题概述台达PLC通讯协议支持与台达PLC通讯。
本协议采用串行通讯,使用你计算机中的串口。
系统连接您可以通过一个RS232-RS485转换器将一台或多台模块与计算机连接到一起。
当用一条485总线连接多台模块时,每台模块的地址必须是唯一的.硬件连接请参照您所使用的模块的通讯说明进行连接。
(1)RS232:采用厂家提供的专用电缆。
一端接计算机的串口,一端接PLC的编程口。
波特率 9600数据位 7位停止位 2位校验位偶校验(2)RS485:计算机通过RS232串口接转换模块,变成RS485信号后,接到PLC的485口上波特率 9600数据位 7位停止位 1位校验位偶校验设备组态设备驱动根据模块不同分为选择相应的模块驱动。
如图:根据您所使用的PLC、智能模块选择设备驱动。
下图是设备组态用户界面:根据PLC或智能模块内部设置的地址填写“设备地址”,相对于协议的设备ID.更新周期:默认50毫秒就是说每隔一个更新周期读一次数据包。
请根据组态工程的实际需要和PLC的通讯反应时间设定。
超时时间:默认8秒,当到超时时间的时候,PLC的数据还没传上来被认为是一次通讯超时。
请根据组态工程的实际需要和现场的通讯情况设定。
故障后恢复查询:当设备发生故障导致通讯中断,系统会每隔一定“周期”查询该设备。
直到“最长时间”如果还没有反应,在这次运行过程中系统将不再查询该设备。
“动态优化”和“初始禁止”请在力控工程人员的指导下使用,否则请保持默认状态。
下图为串口通讯设置:请根据PLC或智能模块的通讯说明设置波特率,数据位,校验位,停止位。
(1)RS232:采用厂家提供的专用电缆。
一端接计算机的串口,一端接PLC的编程口。
波特率 9600数据位 7位停止位 2位校验位偶校验(2)RS485:计算机通过RS232串口接转换模块,变成RS485信号后,接到PLC的485口上波特率 9600数据位 7位停止位 1位校验位偶校验数据连接下图是数据连接用户界面:请根据上面两个表格选择命令和填写地址.比如:如果要组D12这个点,如下图:读写属性要根据实际需要选择,例如AI就应该选择只读,AO就应该选择只写。
台达PLC485 温度

台达PLC485 温度1. 简介本文档旨在介绍台达PLC485温度监测系统的使用方法和相关说明,帮助用户了解如何使用该系统以及如何进行温度监测。
2. 系统概述台达PLC485温度监测系统是一套基于PLC485通信协议的温度监测解决方案。
该系统包括温度传感器、PLC485控制器和监测软件。
用户可以通过监测软件配置温度传感器,实时监测温度变化,并可以根据实际需求进行温度报警和控制。
3. 硬件配置3.1 温度传感器温度传感器是台达PLC485温度监测系统的核心组成部分。
它使用高精度的传感器元件来获取环境温度,并将数据传输给PLC485控制器。
用户可以根据实际需求选择不同类型的温度传感器,如热电偶、热敏电阻等。
3.2 PLC485控制器PLC485控制器负责接收温度传感器传输的数据,并与监测软件进行通信。
它可以根据用户的配置实现温度报警和控制功能。
同时,PLC485控制器还支持多个温度传感器的同时连接,可以实现对多个温度点的监测和控制。
4. 软件介绍4.1 监测软件监测软件是与PLC485控制器进行通信的界面。
用户可以通过监测软件配置温度传感器的参数,例如报警阈值、采样间隔等。
监测软件还能够实时显示温度数据,并提供历史数据查询功能。
同时,用户还可以通过监测软件进行温度报警的设置和控制操作。
4.2 监测软件的安装和使用步骤•步骤一:下载并安装监测软件到电脑上。
在台达官网上下载最新版本的监测软件,并按照安装向导进行安装。
•步骤二:连接PLC485控制器和温度传感器。
将PLC485控制器通过RS485通讯接口连接到电脑的串口或USB端口,并将温度传感器与PLC485控制器连接。
•步骤三:打开监测软件并进行配置。
打开监测软件,选择串口或USB端口,点击连接按钮进行连接。
然后,进入配置界面,设置温度传感器的参数,如报警阈值、采样间隔等。
•步骤四:开始监测和控制。
点击开始监测按钮,监测软件将实时显示温度数据。
如果温度超过设定阈值,将触发报警,用户可以根据需要进行相应的控制操作。
台达触摸屏和多台PLC通讯教程

台达触摸屏和多台PLC通讯教程引言:本文将介绍台达触摸屏与多台PLC通讯的基本原理和步骤,并详细解释通讯方式、参数设置以及通讯测试的方法,希望能为读者提供一份全面、实用的教程。
一、通讯方式1.1RS485通讯方式对于多台PLC的通讯,常用的方式是通过RS485总线。
RS485通讯方式具有传输速度快、可靠性高以及抗干扰能力强的特点,适用于工业环境下的通讯。
RS485通讯方式需要连接一个总线网络,其中包括一个主设备(通常是触摸屏)和多个从设备(PLC),这样触摸屏就可以通过RS485总线与每个PLC进行双向通讯。
1.2 Modbus通讯协议Modbus是一种常用的通讯协议,适用于PLC与触摸屏之间的通讯。
Modbus协议具有通用性强、可靠性高、易于实现等特点,广泛应用于工业自动化领域。
在Modbus通讯中,触摸屏作为主设备,通过发送Modbus命令控制PLC的读写操作。
每个PLC设备都有一个唯一的地址,通过地址来区分和控制每个PLC。
二、参数设置2.1PLC地址设置在进行触摸屏与PLC通讯之前,首先需要设置每个PLC设备的地址。
每个PLC设备都有一个唯一的地址,触摸屏通过地址来识别和通讯。
步骤如下:1)打开每个PLC设备的软件,进入参数设置界面。
2)找到通讯地址设置选项,根据需要设置每个PLC的地址。
3)保存设置并退出软件。
2.2触摸屏通讯参数设置触摸屏也需要进行通讯参数的设置,以便正确识别和与每个PLC通讯。
步骤如下:1)打开触摸屏的配置软件,连接到触摸屏设备。
2)找到通讯参数设置选项,进入通讯参数设置界面。
3)设置触摸屏的通讯方式为RS485,波特率、数据位、停止位和奇偶校验位等参数与PLC设备保持一致。
4)保存设置并退出软件。
三、通讯测试在完成参数设置后,可以进行触摸屏与PLC的通讯测试,以确保通讯正常。
步骤如下:1)将触摸屏与PLC设备通过RS485总线连接起来,并确认连接正确。
2)打开触摸屏的测试软件,连接到触摸屏设备。
三菱 PLC与台达VFD-L变频器通讯(RS485) 说明书

三菱PLC与台达VFD-L变频器通讯(RS485)对象:① 三菱PLC:FX1N + FX1N-485-BD② 台达VFD-L变频器(或三川SE系列变频器,内部参数一样,可能是仿台达的,价格比台达的便宜)两者之间通过电话线连接,变频器的RS-485接口和电话机的接口一样,只是三菱的通讯板FX1N-485-BD的接线要麻烦一点,要把发送和接收的端子正极和正极,负极和负极连起来,变成两根线接至变频器。
←RS-485接口FX1N-485-BD变频器具内建RS-485 串联通讯接口,通讯端口位于控制回路端子,端子定义如下:2 :GND3 :SG-4 :SG+5 :+EV2、 5pin为通讯数字操作器之电源做RS-485通讯时,请勿使用!使用RS-485 串联通讯接口时,每一台变频器必须预先在(9-00)指定其通讯地址,计算机便根据其个别的地址实施控制。
三菱PLC的设置三菱FX系列PLC在进行无协议通讯(RS指令)时需要对通讯格式(D8120)进行设定。
其中包含有波特率、数据长度、奇偶校验、停止位和协议格式等。
在修改了D8120的设置后,需关掉PLC的电源后重启,设置才能生效。
可以对D8120设置如下:RS4850000 1100 1000 11100 C 8 E即数据长度为7位,偶校验,2位停止位,波特率为9600bps,无标题符和终结符,没有添加和校验码,采用无协议通讯(RS485)。
对RS指令的使用,详见三菱PLC通讯手册,或E-mail:139********@ 索取!变频器的通讯参数如下:PLC可以通过485通讯的方式,控制几十台变频器的不同时启停和改变各自的运行频率,每台变频器需设定不同的通讯地址,相同的通讯速度和格式。
ASCII 模式:ASCII 模式采用LRC (Longitudinal Redundancy Check) 侦误值。
LRC 侦误值乃是将ADR1 至最后一个资料内容加总,得到之结果以256 为单位,超出之部分去除(例如得到之结果为十六进位之128H 则只取28H),然后计算二次反补后得到之结果即为LRC 侦误值。
台达全系列PLC说明书及应用手册[5]
![台达全系列PLC说明书及应用手册[5]](https://img.taocdn.com/s3/m/fd509070c950ad02de80d4d8d15abe23492f037d.png)
台达全系列PLC说明书及应用手册一、概述PLC(Programmable LogicController,可编程逻辑控制器)是一种专用于工业控制的电子设备,它可以根据用户编写的程序,对各种输入信号进行逻辑运算、计数、定时、数据操作等处理,并通过输出信号控制各种机械或电气设备的运行。
高性能:台达PLC采用高速处理器和高效指令集,可实现快速响应和高精度控制。
高兼容性:台达PLC支持多种通讯协议和接口,可与各种外部设备和系统进行数据交换和集成。
高灵活性:台达PLC提供了丰富的扩展模块和配件,可根据用户的不同需求进行定制和组合。
二、安装与连接本节介绍了台达PLC的安装与连接方法,包括电源连接、输入输出连接、通讯连接等。
2.1 电源连接电源电压应符合PLC的额定值,不得超过或低于规定范围。
电源线应按照正确的极性连接到PLC的电源端子上。
电源线应有足够的截面积和长度,以保证电流的稳定和降低线损。
电源线应避免与信号线或其他干扰源并排走线,以防止噪声干扰。
2.2 输入输出连接输入输出设备的类型、规格、数量等应与PLC的输入输出端子相匹配。
输入输出线应按照正确的接线图连接到PLC的输入输出端子上。
输入输出线应有足够的截面积和长度,以保证信号的传输和质量。
输入输出线应避免与电源线或其他干扰源并排走线,以防止噪声干扰。
2.3 通讯连接通讯设备的协议、波特率、地址等参数应与PLC的通讯端口设置一致。
通讯线应按照正确的接线图连接到PLC的通讯端口上。
通讯线应有足够的截面积和长度,以保证信号的传输和质量。
通讯线应避免与电源线或其他干扰源并排走线,以防止噪声干扰。
三、编程与调试本节介绍了台达PLC的编程与调试方法,包括编程软件、编程语言、程序结构、程序、程序运行、程序监视等。
3.1 编程软件支持多种编程语言,包括梯形图、指令表、SFC等。
支持多种PLC型号,可自动识别或手动选择PLC型号和版本。
支持多种通讯方式,包括RS-232、RS-485、以太网等,可实现与PLC的在线或离线连接。
台达plc与变频器485程序实例

台达PLC与变频器485程序实例1. 引言在工业自动化领域中,PLC(可编程逻辑控制器)和变频器(频率变换器)是常用的设备,它们在控制和调节电气设备中起着重要的作用。
本文将介绍如何使用台达PLC与变频器的485通信进行程序编写的实例。
2. 什么是台达PLC与变频器485通信2.1 台达PLC台达PLC是一种可编程逻辑控制器,它具有处理输入和输出信号、执行逻辑运算和控制输出的能力。
台达PLC广泛应用于工业自动化领域,可以实现各种控制任务。
2.2 变频器变频器是一种能够调节电机转速和输出功率的设备。
它通过改变电机的输入电压和频率来实现对电机的控制,从而实现对电机转速的调节。
2.3 485通信485通信是一种常用的串行通信协议,它可以实现多个设备之间的数据传输。
通过485通信,台达PLC可以与变频器进行数据交换和控制命令发送。
3. 实例步骤3.1 准备工作在开始编写台达PLC与变频器485程序之前,需要进行一些准备工作:1.确保台达PLC和变频器的硬件连接正确,包括电源和通信线路的连接。
2.确保台达PLC和变频器的通信参数设置一致,包括波特率、数据位、停止位等。
3.2 编写PLC程序在台达PLC的编程软件中,编写以下程序:LD K1OUT M1该程序的作用是当K1信号为真时,将M1输出信号置为真。
3.3 编写变频器程序在变频器的参数设置中,将通信地址设置为与台达PLC一致。
3.4 配置PLC与变频器的485通信在台达PLC的编程软件中,进行以下配置:1.选择通信模块,配置通信参数,包括波特率、数据位、停止位等。
2.设置PLC与变频器的通信地址,确保与变频器的地址一致。
3.编写PLC的通信程序,实现与变频器的数据交换和控制命令发送。
LD M1MOV K1, D1该程序的作用是当M1信号为真时,将D1数据置为真。
3.5 测试与调试将台达PLC与变频器连接,进行测试与调试。
通过监测PLC和变频器的输入输出信号,验证通信和控制功能是否正常。
台达PLC串行通讯及应用案例

台达PLC串行通讯及应用案例浅析台达PLC串行通讯及应用案例摘要:本文介绍串行通讯的基本概念,台达PLC的串行通迅功能及在项目中实际应用案例,主要讨论如何使用台达PLC完善的通讯功能完成各种实际应用,体现了台达PLC强大的通讯功能及其便利性。
关键词:串行通讯、PLC、RS485、MODBUS协议、变频器、自由口通讯、EASY LINK一、前言随着计算器技术的发展,通讯传输在工业自动化控制领域得到越来越广泛的应用,由于串行通讯方式具有使用线路少、成本低、简单易用,特别是在远程传输时,避免了多条线路特性的不一致而被广泛采用。
现在各PLC生产厂家都极其重视通讯在PLC推广中的应用,并且各具有优势特点,合理利用通讯功能将极大的降低控制成本,提高产品竞争力。
二、串行通讯简介通讯即是不同的设备通过线路互相交换数据,其主要目的在于将数据从某端传送到另一端,实现数据的交换。
通常有并行和串行两种方式,由于并行传输方式在数据电压传送的过程中容易因线路的因素而使得电压准位发生变化(衰减、线路互相干扰),而串行通讯方式则能很好的解决这些问题,因此在工业应用中绝大多数使用串行通讯。
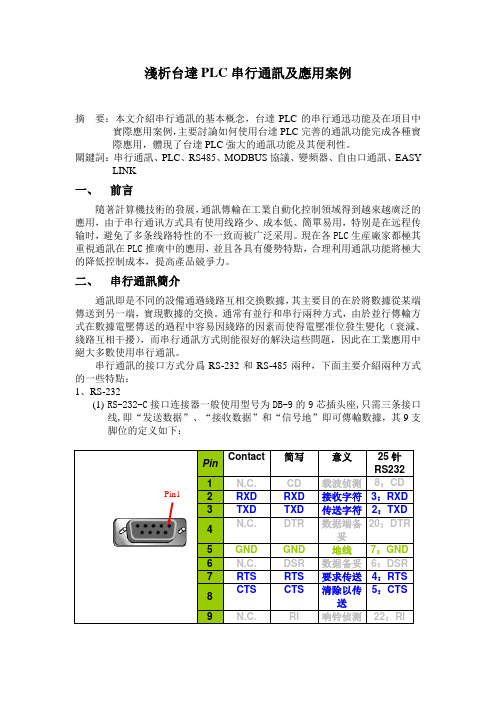
串行通讯的接口方式分为RS-232和RS-485两种,下面主要介绍两种方式的一些特点:1、RS-232(1)RS-232-C接口连接器一般使用型号为DB-9的9芯插头座,只需三条接口线,即“发送数据”、“接收数据”和“信号地”即可传输数据,其9支Pin Contact 简写意义25针RS2321 N.C. CD 载波侦测8:CD2 RXD RXD 接收字符3:RXD3 TXD TXD 传送字符2:TXD4 N.C. DTR 数据端备妥20:DTR5 GND GND 地线7:GND6 N.C. DSR 数据备妥6:DSR7 RTS RTS 要求传送4:RTS8 CTS CTS 清除以传送5:CTS9 N.C. RI 响铃侦测22:RI或“ON”;电压在-3V----15V(一般使用-6V)之间称为“1”或“OFF”;计算机上的RS-232“高电位”约9V,而“低电位”则约-9V。
浅析台达PLC串行通讯及应用案例--赵越锦
淺析台達PLC串行通訊及應用案例摘要:本文介紹串行通訊的基本概念,台達PLC的串行通迅功能及在項目中實際應用案例,主要討論如何使用台達PLC完善的通訊功能完成各種實際應用,體現了台達PLC強大的通訊功能及其便利性。
關鍵詞:串行通訊、PLC、RS485、MODBUS協議、變頻器、自由口通訊、EASY LINK一、前言隨著計算機技術的發展,通訊傳輸在工業自動化控制領域得到越來越廣泛的應用,由于串行通讯方式具有使用线路少、成本低、簡單易用,特别是在远程传输时,避免了多条线路特性的不一致而被广泛采用。
現在各PLC生産廠家都極其重視通訊在PLC推廣中的應用,並且各具有優勢特點,合理利用通訊功能將極大的降低控制成本,提高產品競爭力。
二、串行通訊簡介通訊即是不同的設備通過綫路互相交換數據,其主要目的在於將數據從某端傳送到另一端,實現數據的交換。
通常有並行和串行兩种方式,由於並行傳輸方式在數據電壓傳送的過程中容易因綫路的因素而使得電壓准位發生變化(衰減、綫路互相干擾),而串行通訊方式則能很好的解決這些問題,因此在工業應用中絕大多數使用串行通訊。
串行通訊的接口方式分爲RS-232和RS-485兩种,下面主要介紹兩种方式的一些特點:1、RS-232(1)RS-232-C接口连接器一般使用型号为DB-9的9芯插头座,只需三条接口线,即“发送数据”、“接收数据”和“信号地”即可傳輸數據,其9支脚位的定义如下:Pin Contact 简写意义25针RS2321 N.C. CD 载波侦测8:CD2 RXD RXD 接收字符3:RXD3 TXD TXD 传送字符2:TXD4 N.C. DTR 数据端备妥20:DTR5 GND GND 地线7:GND6 N.C. DSR 数据备妥6:DSR7 RTS RTS 要求传送4:RTS8 CTS CTS 清除以传送5:CTS9 N.C. RI 响铃侦测22:RI Pin1(2)在RS232的规范中,电压在+3V---+15V(一般使用+6V)之间称为“0”或“ON”;电压在-3V----15V(一般使用-6V)之间称为“1”或“OFF”;计算机上的RS-232“高电位”约9V,而“低电位”则约-9V。
台达变频器与PLC通讯功能的实现方法

台达变频器与PLC通讯功能的实现方法1.硬件连接:首先,需要将变频器和PLC进行硬件连接。
通常情况下,可以通过RS485或者RS232接口进行连接。
将PLC的通讯接口与变频器的同样的通讯接口进行连接。
确保连接正确且稳定。
2.设置通讯参数:在变频器和PLC之间进行通讯之前,需要设置通讯参数。
通讯参数包括通讯的波特率、数据位数、停止位数、校验位等设置。
这些参数需要根据具体的设备和通讯方式来进行设置,确保两个设备间能够正常通讯。
3. 使用通讯指令:变频器和PLC之间的通讯是通过发送和接收不同的通讯指令来进行的。
对于台达变频器和PLC通讯,主要使用Modbus协议。
在PLC的程序中,需要编写相应的指令,通过串口发送给变频器。
而变频器接收到指令后,会返回相应的数据给PLC。
这样就完成了变频器和PLC之间的通讯。
4.PLC程序编写:在PLC中,需要编写相应的程序来实现与变频器的通讯功能。
一般来说,可以使用PLC的通讯模块库来简化通讯指令的编写工作。
通过调用相应的函数,可以实现与变频器的通讯。
在PLC程序中,可以编写读取变频器的运行状态、设置变频器的参数等功能。
5. 变频器参数设置:除了在PLC程序中进行通讯指令的编写,还需要在变频器中进行相关的参数设置,以便于与PLC进行通讯。
一般来说,需要设置变频器的Modbus地址、通讯参数等。
这样才能确保变频器能够正确地接收和返回数据。
总结起来,实现台达变频器与PLC通讯功能的步骤包括:硬件连接、设置通讯参数、使用通讯指令进行通讯、PLC程序编写和变频器参数设置。
通过以上步骤的完成,就可以实现变频器与PLC之间的通讯功能,实现数据的读取和设置。
这样可以更好地实现对变频器的控制和监控。
台达全系列PLC说明书及应用手册[6]
![台达全系列PLC说明书及应用手册[6]](https://img.taocdn.com/s3/m/050c5ad1541810a6f524ccbff121dd36a32dc46c.png)
台达全系列PLC说明书及应用手册一、前言PLC(Programmable LogicController,可编程逻辑控制器)是一种专门为工业控制而设计的数字计算机,具有可编程、可扩展、可靠性高、抗干扰能力强等特点。
P LC可以根据用户的不同需求,通过编写不同的程序,来控制各种工业设备的运行。
台达电子是一家专业从事工业自动化产品和解决方案的公司,其P LC产品涵盖了从低端到高端的各个层次,合用于各种规模和领域的工业控制应用。
台达PLC产品包括:DVP系列:是台达最早推出的PLC系列,具有成本效益高、功能齐全、兼容性好等优点,主要分为DVP-ES、DVP-EX、DVP-EH、DVP-SA、DVP-SX、DVP-SV等型号。
AH系列:是台达针对高端市场开辟的PLC系列,具有高速运算、大容量存储、丰富的通讯接口和扩展模块等特点,主要分为AH10、AH20、AH30、AH40等型号。
AS系列:是台达针对中端市场开辟的PLC系列,具有高性价比、多功能、易于使用等特点,主要分为AS300、AS200等型号。
TP系列:是台达针对特殊应用开辟的PLC系列,具有专用指令和功能块、高效率指令执行、密码保护功能等特点,主要分为TP04P、TP04 G等型号。
二、基本原理2.1 PLC的工作原理输入:PLC通过输入接口模块(如X接点)接收来自外部设备(如传感器)的信号,并将其转换为适合PLC处理的数字信号。
存储:PLC将输入信号存储在内部存储器(如M继电器)中,并根据程序指令对其进行逻辑运算和数据处理。
输出:PLC将运算和处理后的结果输出到输出接口模块(如Y接点),并通过其驱动外部设备(如执行器)进行相应的动作。
循环:PLC按照一定的扫描周期重复上述步骤,实现对外部设备的持续控制。
2.2 PLC的组成结构CPU(Central ProcessingUnit,中央处理单元):是PLC的核心部份,负责执行用户编写的程序,并控制输入输出模块和扩展模块之间的数据交换。
如何实现台达PLC和变频器的位置控制
如何实现台达PLC和变频器的位置控制台达PLC作为PLC行业内的一起后起之秀,最近几年来以其高质量、高性能的产品得到众多工控技术人员的青睐,在与变频器的连接应用中更是作为常见设备。
本文讲述利用台达PLC 和变频器通过通讯功能实现的定位控制的应用。
通过此案例讲述了PLC的高速计数器的使用方法和PLC和变频器的通讯的实现。
1引言当今自动化控制产品日新月异,相同功能的实现有各种各样不同的方式。
比如很多设备上都要使用的定位控制的实现就有很多种方法。
有的利用单片机结合伺服系统实现定位控制;有的使用PLC高速脉冲输出功能或配定位单元结合伺服系统实现;还有的利用变频器的多段速控制来实现定位控制。
但不同的定位控制系统有不同的特点,成本也有很大的差异,于是针对不同的设备对精度和响应速度的要求,选用合适的定位控制系统以实现最优的性价比就非常必要。
本文介绍一个高性价比的,应用台达PLC的高速计数器和与变频器通讯的功能来实现的定位控制的例子。
2 控制实例切纸机械是印刷和包装行业最常用的设备。
其完成的最基本动作是:把待裁切的材料送到指定位置,然后进行裁切。
其控制的核心就是一个单轴的位置控制。
我们已经成功的利用PLC对变频器的端子进行控制,实现多段速调速,从而完成这个单轴控制。
因为考虑到控制成本和操作的方便性,我们又应用台达的ES PLC和VFD-B变频器通过通讯来实现这个位置控制。
3 系统的构成PLC作为控制的核心,主要用来接收编码器的反馈信号实现对当前位置的检测,通过和设定值的比较用通讯功能来控制变频器的输出频率从而实现精确定位。
同时通过HMI可以方便的设定PLC的一些内部寄存器值进行人机交互,并且变频器的工作频率可以在HMI上方便修改和直观显示。
台达的DVP系列PLC都具有两个通讯口,COM1是RS232,COM2是RS485,支持ModBus ASCII/RTU通讯格式,通讯速率最高可达115200bps,两通讯口可以同时使用。
台达PLC通讯协议
台达PLC通讯协议协议名称:台达PLC通讯协议一、引言本协议旨在规范台达PLC(可编程逻辑控制器)的通讯协议,确保不同设备之间的数据传输和通讯稳定可靠。
本协议适用于台达PLC设备及其相关通讯设备。
二、协议版本本协议的当前版本为1.0,适用于台达PLC通讯协议的基本规范。
三、协议范围本协议适用于台达PLC设备及其相关通讯设备之间的数据传输和通讯。
四、协议要求1. 通讯方式台达PLC通讯协议支持以下通讯方式:a. 串行通讯:支持RS232和RS485通讯接口。
b. 网络通讯:支持以太网通讯接口。
2. 数据传输格式a. 串行通讯:数据传输格式为ASCII码或二进制。
b. 网络通讯:数据传输格式为TCP/IP协议。
3. 数据传输速率a. 串行通讯:支持的数据传输速率为2400、4800、9600、19200、38400、57600和115200bps。
b. 网络通讯:支持的数据传输速率为10Mbps、100Mbps和1000Mbps。
5. 通讯协议a. 串行通讯:支持Modbus RTU协议。
b. 网络通讯:支持Modbus TCP/IP协议。
6. 数据格式a. 数据长度:数据长度为16位或32位。
b. 数据类型:支持整型、浮点型、布尔型等数据类型。
7. 通讯安全a. 串行通讯:支持数据校验和错误检测。
b. 网络通讯:支持数据加密和身份验证。
8. 异常处理a. 通讯异常:当通讯中断或出现错误时,设备应能够自动重连或报警。
b. 数据异常:当接收到异常数据时,设备应能够进行数据校验和错误处理。
9. 可扩展性a. 支持多设备通讯:设备应能够同时与多个台达PLC设备进行通讯。
b. 支持多协议通讯:设备应能够同时支持多种通讯协议。
10. 文档要求a. 设备必须附带详细的通讯协议文档,包括通讯方式、数据传输格式、数据格式、通讯协议、通讯安全、异常处理等内容。
b. 设备的通讯协议文档必须提供示例代码和详细的使用说明。
PLC的RS-485口与计算机通信实现远程监控
PLC的RS-485口与计算机通信实现远程监控一、概述台达DVP系列PLC因其功能齐全、结构紧凑、组网简单、通信协议公开等特点而受到海内外客户的盛誉!台达DVP系列PLC集RS232、RS485于一身,且在组网方面PLC端无需增加任何通信转接设备,网络连接简单,通信稳定可靠,可据用户的意念对其进行编写通信程序,使用方便。
本文介绍计算机与台达PLC之间用RS-485通信实现远程监控,计算机作为主站,可以实现对PLC从站各寄存器的读/写操作。
计算机通过COM口发送指令到PLC的485口,PLC通过通信串行I/O(RS)指令,然后对指令进行译码,译码后调用相应的读/写子程序实现指令要求的操作,并通过通信串行I/O(RS)指令返回指令执行的状态信息。
文章用中央空调监控系统为例子,为解决在计算机中能用RS-485与PLC通信,在计算机中加插一块两口的RS232/RS485转换卡,口号为(COM3、COM4);现场用8台台达DVP20EX00R作为控制子站(J1~J8),其中J1~J4 5个子站连成一个485子网与计算机COM3口通信,J5~J8 5个子站连成一个485子网与计算机COM4口通信。
计算机上运行的程序由VB6.0环境下实现(可用任一高级语言)。
系统功能:A、计算机从各PLC中读取当前的实时采样资料(温度、室内压力、湿度、各个风阀的开度与状态、各IO及中间状态);B、对PLC设定温度、湿度;C、对PLC设定各个PID参数(每台PLC 8个PID)D、对PLC设定开关机延时参数E、对PLC设定温湿控制中的快启参数计算机在0.5秒内完成对所有PLC资料的读取、处理与显示。
二、系统方案及网络结构1、出于如下考虑我们选用RS-485A、DVP系列PLC具有RS-485口与通信能力;B、整个系统有多台PLC子系统组成;C、原有RS-232已用于与其它设备通信;D、各子系统相距较远(最大距离600米);E、抗干扰性强,有利于精确度的控制。
伺服电机modbus 485控制案例

伺服电机modbus 485控制案例
下面是一个利用Modbus 485控制伺服电机的案例:
案例描述:
假设有一台伺服电机和一个PLC控制器,需要通过Modbus 485通信协议来控制伺服电机的运动。
步骤:
1. 首先,确认伺服电机支持Modbus 485通信协议。
如果不支持,可能需要使用额外的转换器将Modbus协议转化为伺服电机支持的通信协议。
2. 连接PLC控制器和伺服电机。
将Modbus 485通信线缆连接到PLC的RS485通信接口,在另一端连接到伺服电机的
RS485通信接口。
3. 在PLC控制器中设置Modbus 485通信协议。
具体设置方法可以参考PLC的用户手册或者相关的软件工具。
4. 编写PLC控制程序,实现对伺服电机的控制。
例如,可以编写一个程序来控制电机的启停、速度、方向等参数。
5. 在伺服电机中配置Modbus地址和寄存器映射关系。
首先,在伺服电机上设置Modbus地址,确保PLC可以根据地址正确访问到电机。
然后,配置寄存器映射关系,将PLC控制程序中的变量与伺服电机中的寄存器进行映射。
6. 测试和调试。
将PLC控制器和伺服电机连接好之后,进行测试和调试工作,确保电机可以根据PLC的控制信号正常运动。
需要注意的是,具体的伺服电机和PLC控制器的型号和设置方法可能会有所不同,上述步骤仅供参考。
在实际操作中,应根据具体设备的要求和参数进行设置和控制。
PLC-与台达-VFD-M-系列变频器通讯使用方法
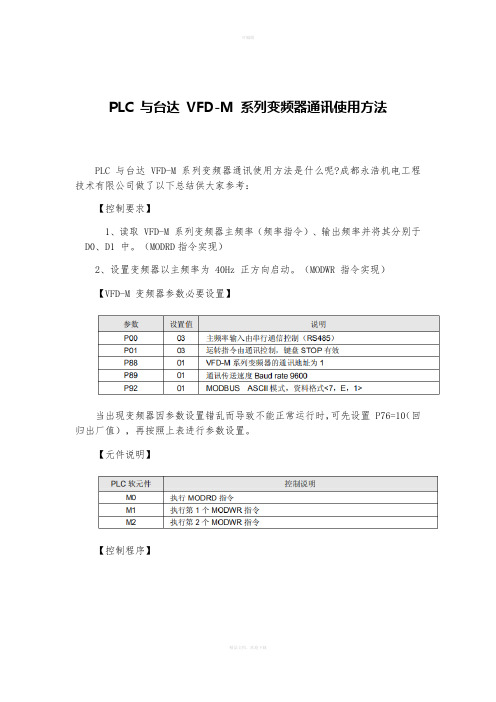
PLC 与台达VFD-M 系列变频器通讯使用方法PLC 与台达 VFD-M 系列变频器通讯使用方法是什么呢?成都永浩机电工程技术有限公司做了以下总结供大家参考:【控制要求】1、读取 VFD-M 系列变频器主频率(频率指令)、输出频率并将其分别于D0、D1 中。
(MODRD指令实现)2、设置变频器以主频率为 40Hz 正方向启动。
(MODWR 指令实现)【VFD-M 变频器参数必要设置】当出现变频器因参数设置错乱而导致不能正常运行时,可先设置 P76=10(回归出厂值),再按照上表进行参数设置。
【元件说明】【控制程序】【程序说明】1、对 PLC RS-485 通讯口进行初始化,使其通讯格式为 MODBUS ASCII,9600,7,E,1。
变频器 RS485 通讯口通讯格式需与 PLC 通讯格式一致。
2、MODBUS 通讯只会出现 4 种情况,正常通讯完成对应通讯标志 M1127、通讯错误对应通讯标应用指令通讯设计范例:志:M1129、M1140、M1141,所以,在程序中通过对这 4 个通讯标志信号的On/Off 状态进行计数,再利用 C0 的数值来控制 3 个 MODBUS 指令的依次执行,保证通讯的可靠性。
1、当 M0=On 时,[ MODRD K1 H2102 K2 ] 指令被执行,PLC 读取变频器的“主频率”和“输出频率”以 ASCII 码字符形式存放在 D1073~D1076,并自动将其内容转化成 16 进制数值储存至 D1050、D1051 中。
2、当 M1=On 时,[ MODWR K1 H2000 H12 ] 指令被执行,变频器启动并正方向运转。
3、当 M2=On 时,[ MODWR K1 H2001 K4000 ] 指令被执行,将变频器的主频率设置为40Hz。
4、程序的最后两行[ MOV D1050 D0 ] 是将变频器的主频率存储在 D0 中,[ MOV D1051 D1 ] 是把变频器的输出频率存储于 D1 中。
一台PLC与多台变频器基于RS-485组网通讯的应用
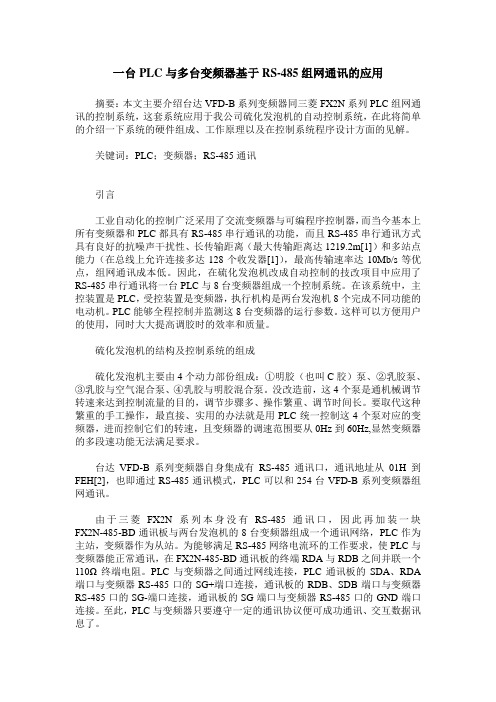
一台PLC与多台变频器基于RS-485组网通讯的应用摘要:本文主要介绍台达VFD-B系列变频器同三菱FX2N系列PLC组网通讯的控制系统,这套系统应用于我公司硫化发泡机的自动控制系统,在此将简单的介绍一下系统的硬件组成、工作原理以及在控制系统程序设计方面的见解。
关键词:PLC;变频器;RS-485通讯引言工业自动化的控制广泛采用了交流变频器与可编程序控制器,而当今基本上所有变频器和PLC都具有RS-485串行通讯的功能,而且RS-485串行通讯方式具有良好的抗噪声干扰性、长传输距离(最大传输距离达1219.2m[1])和多站点能力(在总线上允许连接多达128个收发器[1]),最高传输速率达10Mb/s等优点,组网通讯成本低。
因此,在硫化发泡机改成自动控制的技改项目中应用了RS-485串行通讯将一台PLC与8台变频器组成一个控制系统。
在该系统中,主控装置是PLC,受控装置是变频器,执行机构是两台发泡机8个完成不同功能的电动机。
PLC能够全程控制并监测这8台变频器的运行参数。
这样可以方便用户的使用,同时大大提高调胶时的效率和质量。
硫化发泡机的结构及控制系统的组成硫化发泡机主要由4个动力部份组成:①明胶(也叫C胶)泵、②乳胶泵、③乳胶与空气混合泵、④乳胶与明胶混合泵。
没改造前,这4个泵是通机械调节转速来达到控制流量的目的,调节步骤多、操作繁重、调节时间长。
要取代这种繁重的手工操作,最直接、实用的办法就是用PLC统一控制这4个泵对应的变频器,进而控制它们的转速,且变频器的调速范围要从0Hz到60Hz,显然变频器的多段速功能无法满足要求。
台达VFD-B系列变频器自身集成有RS-485通讯口,通讯地址从01H到FEH[2],也即通过RS-485通讯模式,PLC可以和254台VFD-B系列变频器组网通讯。
由于三菱FX2N系列本身没有RS-485通讯口,因此再加装一块FX2N-485-BD通讯板与两台发泡机的8台变频器组成一个通讯网络,PLC作为主站,变频器作为从站。
[分享]案例-台达PLC配合组态王实现工厂产量监控查询系统
![[分享]案例-台达PLC配合组态王实现工厂产量监控查询系统](https://img.taocdn.com/s3/m/db4517c4aaea998fcd220e7a.png)
[分享]案例-台达PLC配合组态王实现工厂产量监控查询系统台达PLC配合组态王实现工厂产量监控查询系统中达电通股份有限公司李强摘要:某塑胶有限公司是专业生产手术等专用手套的亿元年产值企业。
整个工厂多达26条生产线,由于生产产量都是依靠人工进行统计,所以在实际操作过程中,出现产品缺失导致投入的原料量和产出的成品量严重失衡,急需对整个工厂的产量进行准确的计量。
本项目基于性价比极高的台达PLC和组态王界面软件成功的开发出产量监控查询系统,得到了客户的赞扬。
关键字:台达PLC 组态王数据库数据的查询打印报表组态 1引言产量监控查询系统对整个工厂所有生产线进行实时监控,对每一条生产线的产量数据进行实时存储。
存储的数据库通过组态王连接PLC,将PLC中掉电保持区的数据读到组态王自定义的相应变量当中,每分钟通过标准的SQL语言对数据进行存储刷新(每分钟向SQL SERVER数据库中存储26条数据,即26条生产线的当前产量)。
用户可以通过日期、时间、时间段、车间、生产线对车间、生产线的产量进行查询和统计。
同时在查询出满足条件的记录后,可将结果通过报表显示在相应的表格当中,可以对该结果进行存储和打印。
2 系统设计2.1系统框图(图1)产量监控系统由前端生产线产量实时采集记录子系统和后端桌面计算机数据库管理子系统两部分构成。
系统间通过RS485串行通讯实现信息交换。
(1) 前端生产线产量实时采集记录子系统生产线产量采集记录子系统由台达小型PLC实现实时数据采集。
前端计数信号设备选择简单可靠的光电开关检测离散型产品信号。
信号输入到PLC实现生产线产量数据实时累计计数和实时存储。
(2) 桌面计算机数据库管理子系统数据库管理子系统在微软操作系统的平台上集成有前台的组态王软件包和后台的大型的数据库SQL Server软件包。
本项目的技术开发核心是利用台达小型PLC完成海量数据集中监控。
配合组态软件,实现复杂的工厂监控、数据查询、打印、报表等DCS系统的功能。