产品首件检验记录表格模板
首件鉴定记录表格模板
编号:
项目/产品名称、型号:
序
号
检查项目及内容
检查结果
存在的问题
检查人
签字
满足
不满足
1
设计文件(质量保证大纲、图样、技术条件等)是否完整、清晰、
2
生产设施与环境是否满足要求。
3
人员配备(包括技术人员、操作工、检查员等)是否满足)准备情况
备注
生
产
过
程
监
测
1
生产过程按要求运作
2
特殊过程确认
3
器材进货检验
4
加工设备、检测设备、工装人员资格、工作环境等受控状态
5
生产过程文实不符现象解决情况
6
产品零件加工工艺、原始质量记录的完整性
产品
检验
1
过程产品质量符合性
2
零(组)件成品质量符合性
3
不合格项目重新鉴定的符合性
鉴定结论:
组长:
首件鉴定审查人员:
工艺文件编制、评审情况
5
采购产品(原材料、零配件等)到位及符合性情况。
6
检测项目覆盖情况
检验方法是否可靠
检验(验收)规程编制情况
检查结论:
试制部门:年月日
审查意见:
质量部:
年月日
首件鉴定报告
编号:
产品型号
零(组)件名称
零(组)件号
版次
零(组)件批号
首件鉴定检验报告编号:
鉴定日期:
项目
序号
鉴定内容
鉴定结果
批准
顾客
代表
首件检验记录表模版

外观□
焊锡/渣
目视/显微镜
孔毛刺
目视/显微镜
边毛刺
目视/显微镜
划伤
目视/显微镜
元件方向
目视/显微镜
缺料
目视/显微镜
分层
目视/显微镜
变形
目视/显微镜
表面清洁度
目视/显微镜
总装□
信号线焊接
目视
导线焊接
目视
结构件组装
目视
其它□
□作业文件
□作业人员
□设备能力
综合判定
□合格(开始量产);
□不合格□重新调整工艺和设备□停止生产,开《产品质量异常报告处理单》
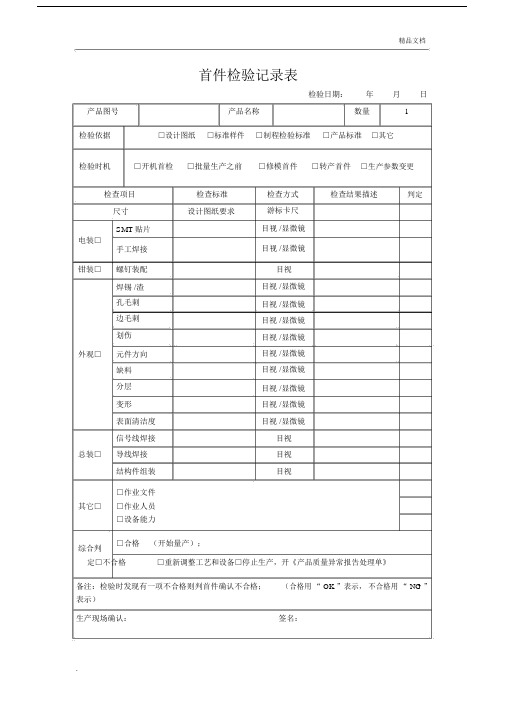
首件检验记录表
检验日期:年月日
产品图号
产品名称
数量
1
检验依据
□设计图纸□标准样件□制程检验标准□产品标准□其它
检验时机
□开机首检□批量生产之前□修模首件□转产首件□生产参数变更
检查项目
检Байду номын сангаас标准
检查方式
检查结果描述
判定
尺寸
设计图纸要求
游标卡尺
电装□
SMT贴片
目视/显微镜
手工焊接
目视/显微镜
钳装□
螺钉装配
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:签名:
首件产品检验记录(线束)
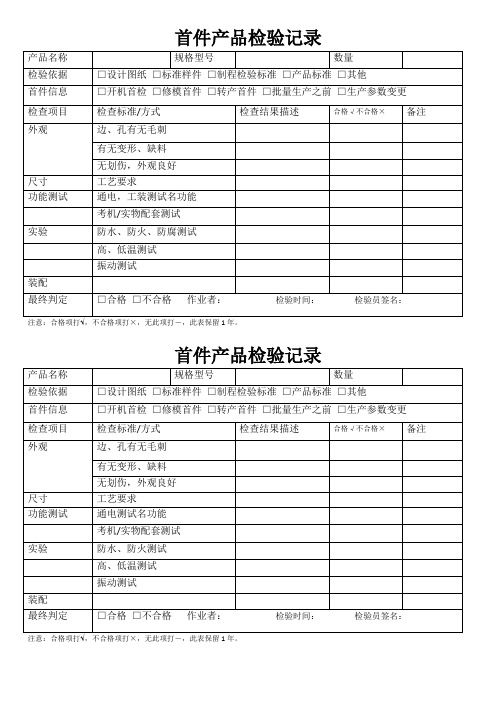
检查标准/方式
检查结果描述
合格√不合格×
备注
外观
边、孔有无毛刺
有无变形、缺料
无划伤,外观良好
尺寸
工艺要求
功能测试
通电测试名功能
考机/实物配套测试
实验
防水、防火测试
高、低温测试
振动测试
装配
最终判定
□合格□不合格作业者:检验时间:检验员签名:
注意:合格项打√,不合格项打×,无此项打-,此表保留1年。
首件产品检验记录
产品名称
规格型号
数量
检验依据
□设计图纸 □标准样件 □制程检验标准 □产品标准 □其他
首件信息
□开机首检□修模首件□转产首件□批量生产之前 □生产参数变更
检查项目
检查标准/方式
检查结果描述
合格√不合格×
备注
外观
边、孔有无毛刺
有无变形、缺料
无划伤,外观良好
尺寸
工艺要求
功能测试
通电,工装测试名功能
考机/实物配套测试实验防水源自防火、防腐测试高、低温测试
振动测试
装配
最终判定
□合格□不合格作业者:检验时间:检验员签名:
注意:合格项打√,不合格项打×,无此项打-,此表保留1年。
首件产品检验记录
产品名称
规格型号
数量
检验依据
□设计图纸 □标准样件 □制程检验标准 □产品标准 □其他
首件信息
□开机首检□修模首件□转产首件□批量生产之前 □生产参数变更
首件检验记录表

客户 首件 信息 产品名称 料号 线别
表单编号
QC-4-015
生产日期
□开机首检 □生产参数变更 项目
□修模首件 □材料变更
□转产首件 □其他:
□工程图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其 它 实测值 3 4 5 判定
检验时间
检验标准
1
2
备注
尺寸
检查 记录 电气
摇摆测试屏膜分 辨率 高压测试 导通阻抗 绝缘阻抗 实机测试 外观 □沙眼 □脱落 □变形 □脏污、胶水 □毛边 □杂点,杂色 □划伤 □压痕 □拉痕 □缺料 □尺寸 □撞伤 □组装错位 □组装缝隙 □镭雕、 □白雾 □挡板、铝挤装反,□焊接 备注
最终判定结果
注意事 项
□合格 □不合格
是否同意量产: □是 □否
检验员签名:
1、所有项目均需连续检查最少5件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“年。
IPQC首末件检验记录表

期/ 料号
申 请
品名
单 位
初件类别:时间
终件类别:时间
IPQC首/末件检验记录表
批量
机台 号
□每日
□调机
□每日
□调机
原料材质 原料批号 □换机台 □换机台
刀模规格 SPM
油墨颜色
规格 1
首件量测值
首件 判定
末件量测值
末件 判定
2
尺寸 3 4 5 6 7 检验项目
1.产品裁切不可偏移
首件判定
末件判定
2.产品表面不可破损、脏污
检
3.颜色、色差是否OK
4.油墨附着力是否OK 验 外观
5.产品不可溢胶、脱胶、折皱
记
6.产品底纸不可冲断
录
7.产品横切不可毛边、刮伤
8.检查产品与离型纸易脱落
9.产品导电性检测,阻值<25 Ω
结构
备注: 作业流程
判 □合格 定 □不合格
首件样品
□符合
□不符合
末件样品
备 注 : 1. 检 验 项 目 及 频 率 依 客 户 图 面 , 控 制 计 划 执 行
2. 判定 标 示: OK-合格 S-挑选 /重 工 W-特采 R-退货
核 定:
检验 员:
首件检验记录表

产品形状结构是否与工程图纸完全一致 □ 是 □不是
尺寸序 号
尺寸规格
1
产品一
产品二
产品三
产品四
2
3
3.尺寸检验 工程图纸
4
SPEC inspection
SIP
5
6
7
8
9
10
产品五 判定
测试项目
判定
Testing subject Result
测试项目 Testing subject
判定
测试项目
Result Testing subject
指导书
检验数量
检验结果
最终判定: Final decision:
□
合格,可量产 Passed, can start mass
production
□
轻微异常,可条件生产 Slightly abnormality, able
to produce
□
不合格,不能量产 Failed, can't mass
production
生产单位: 品名规格
XXX制衣有限公司
首件检验记录表
产品料号
制令单号
生产日期: 工单量
文件编号: 客户编号
检验依据 Inspection accordance
工程图号 Drawing number
SIP编号 SIP number
检验项目 Inspecting
subject
检验依据 Inspection accordance
审核:
检验员:
判定 Result
4.功能检验 Function inspection
□
扭力测试 Torque testing
首件检验记录表
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。
首件检验记录表
首件检验记录表
XXX
XXX的首件检验记录表如下:
检验日期:年月日,具体时间:(空白)
工序名称:(空白)
批次号:(空白)
部件名称:产品编号和产品名称
检验依据:样品图纸、标准样件、制程检验标准、产品标准或其他
检验时机:上班第一个配件或更换操作员之后
检查项目:
外观:无细线、线头,保持平整、目视光滑,无破肚、无露内芯
尺寸:长度、宽度、厚度、印花大小(小尺寸偏差±0.7厘米,卷尺/卡尺大尺寸偏差±1.0~ 2.0厘米)
缝制质量:不回针、不散角、不跳针、不脱线等,换绳和刹脚初必须光滑、匀称
颜色:无色差
综合判定:合格(开始量产)或不合格
检查标准、检查方式、检查结果描述和判定都需要填写。
如果发现不合格项,需要填写品质异常报告处理单并停止生产。
生产现场确认需要签名。
产品首件检验记录封样表
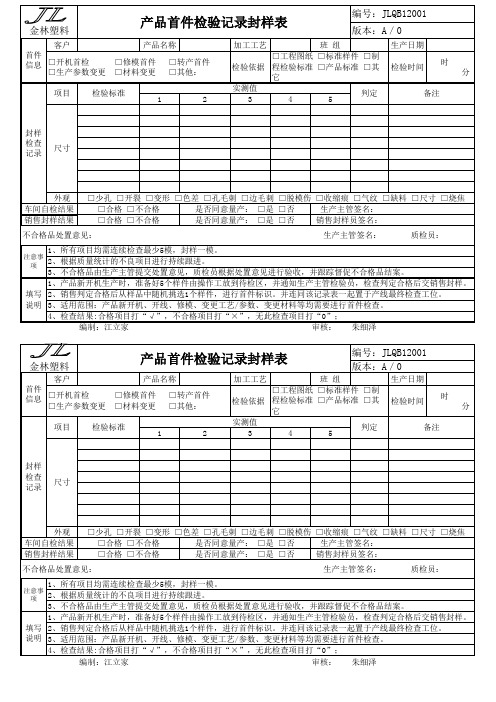
不合格品处置意见:
注意事 项
1、所有项目均需连续检查最少5模,封样一模。 2、根据质量统计的不良项目进行持续跟进。 3、不合格品由生产主管提交处置意见,质检员根据处置意见进行验收,并跟踪督促不合格品结案。 1、产品新开机生产时,准备好5个样件由操作工放到待检区,并通知生产主管检验员,检查判定合格后交销售封样。 填写 2、销售判定合格后从样品中随机挑选1个样件,进行首件标识。并连同该记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”; 编制:江立家 审核: 朱细泽
不合格品处置意见:
注意事 项
1、所有项目均需连续检查最少5模,封样一模。 2、根据质量统计的不良项目进行持续跟进。 3、不合格品由生产主管提交处置意见,质检员根据处置意见进行验收,并跟踪督促不合格品结案。 1、产品新开机生产时,准备好5个样件由操作工放到待检区,并通知生产主管检验员,检查判定合格后交销售封样。 填写 2、销售判定合格后从样品中随机挑选1个样件,进行首件标识。并连同该记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”; 编制:江立家 审核: 朱细泽
金林塑料
客户 首件 □开机首检 信息 □生产参数变更 项目
产品首件检验记录封样表
产品名称 □修模首件 □材料变更 1 □转产首件 □其他: 2 加工工艺
编号:JLQB12001 版本:A/0
生产日期 检验时间 备注 时 分
检验标准
首件检验记录表表单样板

检 验 □B:不合格,更正后重新送样 结 □C:不能生产,立即停线 果
□D:其他
表格编号:RR-PZ-006
客户订凡制造单位新产品试产的首件或旧型号生产批量第一期的首件,由生产单位申请人员填写
备 本表单,并附送验样品交跟线巡检人员确认;
新产品样品□
首件检验记录表
量产首件□
日期:
客户
产品类型
申 批量
请 单
确认目的
位 确认内容
申请人
□新产品试产
送验样本数
□旧型号每批首件 制程流程位 置 确认
检验项目/检验记录
检验结果
外观:
OK□ NG□
尺寸:
OK□ NG□
OK□ NG□ 检
OK□ NG□
验
OK□ NG□
OK□ NG□
单
OK□ NG□
OK□ NG□ 位
注 2.品管根据相关资料确认合格后,方可批量生产。
产品首件检验记录

产品首件检验记录
一、产品信息
产品名称:xxxx
产品型号:xxxx
生产批次:xxxx
生产日期:xxxx
产品件号:xxxx
二、检验依据
1.产品设计文件
2.技术要求和规范书
3.检验操作规程
三、检验环境
1. 温度:xxxx
2. 湿度:xxxx
3. 检验设备:xxxx
四、检验内容和要求
1.外观检验
(1)检查产品表面是否有划痕、凹陷等缺陷
(2)检查产品的颜色、标志、标识是否清晰、准确
(3)检查产品的尺寸、形状是否符合要求
(4)检查产品的组装是否完整、牢固
2.功能检验
(1)根据产品设计文件和技术要求,测试产品的功能是否正常(2)测试产品的性能参数是否符合规定范围
3.安全性检验
(1)测试产品的安全性能,如电气安全、机械安全等
(2)检查产品的防护措施是否齐全、有效
五、检验结果
1.外观检验结果:
(1)外观缺陷:无
(2)标志、标识清晰度:达标
(3)尺寸、形状符合要求:达标
(4)组装完整性:达标
2.功能检验结果:
(1)功能正常:达标
(2)性能参数符合要求:达标
3.安全性检验结果:
(1)安全性能:符合要求
(2)防护措施:齐全、有效
六、检验结论
经过首件检验,本批产品符合设计要求和技术规范,外观完好,功能正常,并且安全性能达标。
可以进入下一步的生产。
七、检验员
xxxx
八、备注
1. 检验时间:xxxx
2. 检验设备校准情况:xxxx。
首件检验记录表(模板)
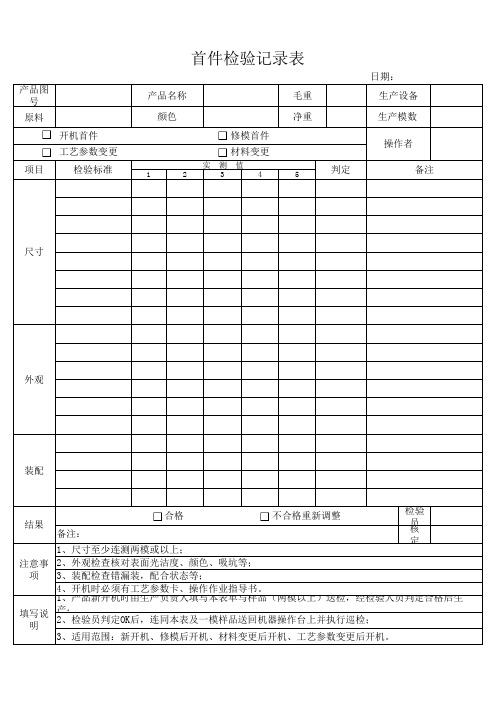
日期: 产品图号 原料 开机首件 工艺参数变更 项目 检验标准
实 1 2 测 3
产品名称 颜色 修模首件 材料变更
值 4
毛重 净重
生产设备 生产模数 操作者
5
判定
备注
尺寸
外观
装配
结果Βιβλιοθήκη 合格 备注:不合格重新调整
检验员 核 定
1、尺寸至少连测两模或以上; 2、外观检查核对表面光洁度、颜色、吸坑等; 注意事项 3、装配检查错漏装,配合状态等; 4、开机时必须有工艺参数卡、操作作业指导书。 填写说明 2、检验员判定OK后,连同本表及一模样品送回机器操作台上并执行巡检; 3、适用范围:新开机、修模后开机、材料变更后开机、工艺参数变更后开机。
1、产品新开机时由生产负责人填写本表单与样品(两模以上)送检,经检验人员判定合格后生产;
件检验记录表
日期:
备注
、吸坑等;
作业指导书。
本表单与样品(两模以上)送检,经检验人员判定合格后生产;
模样品送回机器操作台上并执行巡检;
、材料变更后开机、工艺参数变更后开机。
首件检验记录表
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
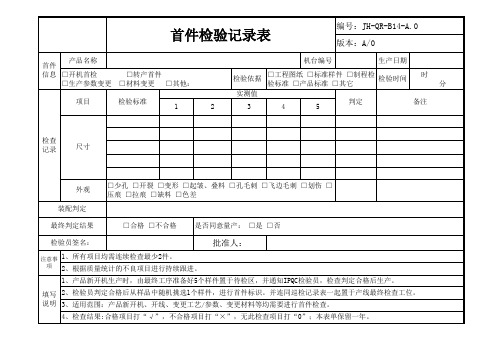
首件检验记录表
编号:JH-QR-B14-A.0 版本:A/0
产品名称 首件 信息 □开机首检
□生产参数变更
□转产首件 □材料变更 □其他:
项目
检验标准
1
2
机台编号
生产日期
检验依据
□工程图纸 □标准样件 □制程检 验标准 □产品标准 □其它
检验时间
时 分
实测值
3
4
5
判定Biblioteka 备注检查 记录尺寸
外观 装配判定
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □飞边毛刺 □划伤 □ 压痕 □拉痕 □缺料 □色差
最终判定结果
□合格 □不合格 是否同意量产: □是 □否
检验员签名:
批准人:
注意事 1、所有项目均需连续检查最少2件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
首件检验记录表

3、针对新产品首件或工艺变更后首件的确认,需由研发部相关负责人共同确认;如产品属于正常生产只由
生产部和质控部确认即可;
( )合格 ( )不合格
问题描述
确认结果:
签字:
日期:
生产部
确认结果:
负责人:
日期:
质量部
确Hale Waihona Puke 结果:负责人:日期:
研发部
负责人:
日期:
注:1、生产部明确首件确认范围,自检合格后填写首件检验记录表和对应产品生产随工单报质控部和研发
部检验确认;
2、质控部和研发部相关人员检验完成后填写确认结果,并通知生产部生产或整改,直到首件产品合格为止;
产品名称 产品编码 批次数量 产品编号 检验项目 □外观检验 □装配检验 □焊接检验 □测试检验 □ □ □
首件检验记录
编号:
规格型号
任务单号
检验数量
首件工序
检验情况记录
结果判定
( )合格 ( )不合格
( )合格 ( )不合格
( )合格 ( )不合格
( )合格 ( )不合格
( )合格 ( )不合格
( )合格 ( )不合格
首末件检验记录表
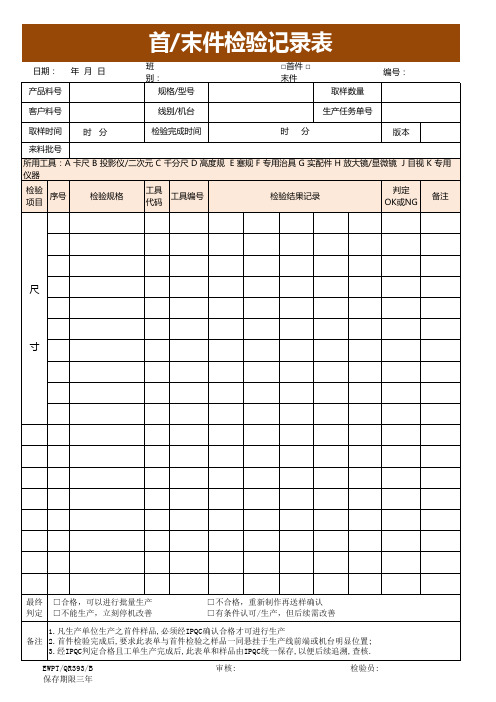
日期: 年 月 日 产品料号
班 别:
规格/型号
□首件 □ 末件
取样数量
编号:
客户料号
线别/机台
生产任务单号
取样时间
时分
检验完成时间
时分
版本
来料批号
所用工具:A 卡尺 B 投影仪/二次元 C 千分尺 D 高度规 E 塞规 F 专用治具 G 实配件 H 放大镜/显微镜 J 目视 K 专用 仪器
3.经IPQC判定合格且工单生产完成后,此表单和样品由IPQC统一保存,以便后续追溯,查核.
EWPT/QR393/B 保存期限三年
审核:
检验员:
检验 项目
序号
检验规格
工具 代码
工具编号
检验结果记录
判定 OK或NG
备注
尺 寸
最终 □合格,可以进行批量生产 判定 □不能生产,立刻停机改善
□不合格,重新制作再送样确认 □有条件认可/生产,但后续需改善
1.凡生产单位生产之首件样品,必须经IPQC确认合格才可进行生产 备注 2.首件检验完成后,要求此表单与首件检验之样品一同悬挂于生产线前端或机台明显位置;
首件(送)检查记录表

首件(送)检查记录表
区域:班次:送检人员:
客户名称
品名
料号
送检时间
工序名称
机台编号
作业员
送检数量
送检时机:
1)新刀模试产、模具装上机器生产的第一模产品时。
2)每天上午、下午上班时。
3)制程异常改善过后。
4)设备异常维修OK后(刀模、钢模、机器)。
5)更换新产品。
6)影响产品品质的关键工位更换新作业员后。
3)首件经品管确认合格后,方可批量生产。
4)生产部需将品管贴上合格标签的首件样品悬挂于机台显眼处。
最终
判定
□OK
品管主管
检验员
□NG
表单编号:xx-xx-x-x-009A
7)物料状况发生变化时。
8)作业方法发生变化时。
S/N
检验项目
检验ቤተ መጻሕፍቲ ባይዱ准
检验记录
判定
OK
NG
1
外观检验
2
材质确认
3
其它
4
5
6
尺寸量测结果
S/N
检验标准
检验记录
判定
1
2
3
4
5
6
OK
NG
1
2
3
4
5
6
备注
1)生产部班(组)长依据以上检验时机,填写《首件(送)检验记录表》与首件样品一起交给品管执行检验。
2)品管接到《首件(送)检验记录表》后一小时内需检验完毕,并将检验结果记录在相应栏内。
首件检验记录表模版.doc
精品文档
首件检验记录表
检验日期:年月日产品图号产品名称数量 1
检验依据□设计图纸□标准样件检验时机□开机首检□批量生产之前
检查项目检查标准
尺寸设计图纸要求
SMT 贴片
电装□
手工焊接
钳装□螺钉装配
焊锡 /渣
孔毛刺
边毛刺
划伤
外观□元件方向
缺料
分层
变形
表面清洁度
信号线焊接
总装□导线焊接
结构件组装
□作业文件
其它□□作业人员
□设备能力□制程检验标准□产品标准□其它
□修模首件□转产首件□生产参数变更
检查方式检查结果描述判定游标卡尺
目视 /显微镜
目视 /显微镜
目视
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视
目视
目视
综合判
□合格(开始量产);
定□不合格□重新调整工艺和设备□停止生产,开《产品质量异常报告处理单》
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“ OK ”表示,不合格用“ NG ”表示)
生产现场确认:签名:
.。
首件检查记录表(专业版)

机台:
首 件 信 息
组别:
工艺: □注塑、 □喷油、 □丝印、 □电镀
产品名称
生产日期 制令单号 检验时间 产品限度说明 时 分
检验人员/部 门
客户 □开机首检
检验项目 材 质
颜色 □材料变更 明 或 要 求 □其他:
□修模首件 检验确认
□生产人员变更 检 验 说
品质和工程要确认
结 构 试 装 颜 色
外观 (含喷油 检 、丝印工 艺) 查
项 目
尺 寸 丝 印 喷 油
功能测试
破Hale Waihona Puke 测试其它注意事项相 关 □熟悉产品品质要求 人 员 □不熟悉产品品质要求 确 认
员工: FQC: 领 班: 技 术 员:
最终判定结果: □合格 □不合格 □可试产 □可生产
确认签名: 品质主管: 生产主管: 总经理助理:
注意事项:所有在生产前必须做首样,合格后方可试产、再投产。
首件检验记录表
注意事 项
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣 □合格 □不合格 是否同意量产: □是 □否 检验员签名:
1、所有项目均需连续检查最少5件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新开机/线时,由产线最终检查工位准备好5PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。 填写 2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
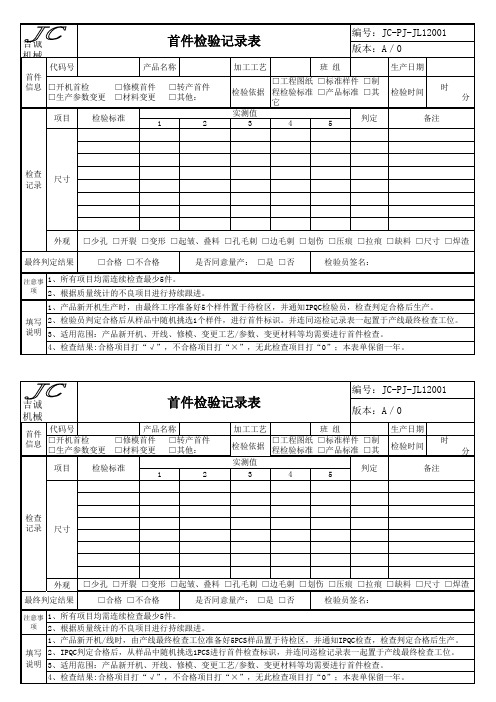
吉诚机械
代码号 首件 信息 □开机首检 □生产参数变更 项目
首件检验记录表
产品名称 □修模首件 □材料变更 1 □转产首件 □其他: 2 加工工艺 班 组
编号:JC-PJ-JL12001 版本:A/0
生产日期 检验时间 备注 时 分
检验标准
□工程图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其 它 实测值 判定 3 4 5
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
吉诚机械
代码号 首件 □开机首检 信息 □生产参数变更 项目
首件检验记录表
产品名称 □修模首件 □转产首件 □材料变更 □其他: 1 2 加工工艺