产品首件检验记录表
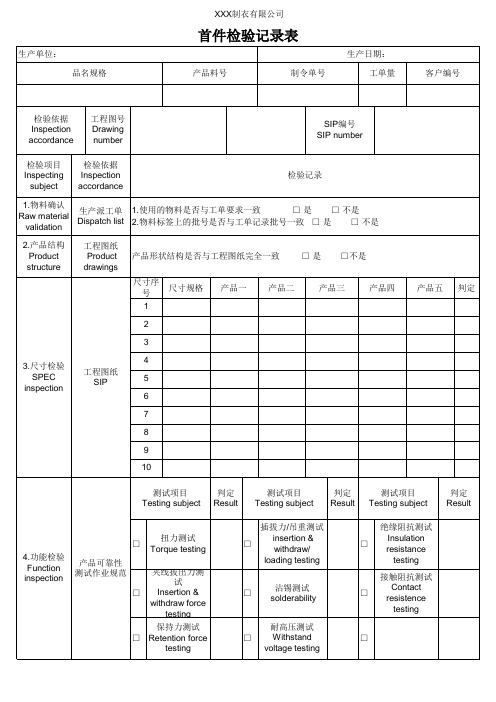
首件检验记录表
指导书
检验数量
检验结果
最终判定: Final decision:
□
合格,可量产 Passed, can start mass
production
□
轻微异常,可条件生产 Slightly abnormality, able
to produce
□
不合格,不能量产 Failed, can't mass
production
loading testing
□
沾锡测试 solderability
耐高压测试 □ Withstand
voltage tensulation resistance
testing
接触阻抗测试
□
Contact resistence
testing
□
5.外观检验 外观检验作业
Appearance inspection
检验记录
1.物料确认 生产派工单 1.使用的物料是否与工单要求一致
□ 是 □ 不是
Raw material validation
Dispatch list
2.物料标签上的批号是否与工单记录批号一致
□是
□ 不是
2.产品结构 Product structure
工程图纸 Product drawings
产品形状结构是否与工程图纸完全一致 □ 是 □不是
4.功能检验 Function inspection
□
扭力测试 Torque testing
产品可靠性 测试作业规范
□
夹线拔出力测 试
Insertion & withdraw force
testing
保持力测试
首件检验记录表

□合格(开始量产);
□不合格□重新调整工艺和设备□停止生产,开《品质异常报告处理单》
备注:检验时发现有一件不合格项则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:
签名:
审核:品管员:
首件检验记录表
检验日期:年月日具体时间:工序名称:
批次号
产品编号
产品名称
部件名称
检验依据
□样品图纸□标准样件□制程检验标准□产品标准□其它
检验时机
□上班第一个配件
□批量生产之前
□调机换模之后
□更换操作员之后
□停产达24小时之后
□调漆换色完成后
检查目
检查标准
检查方式
检查结果描述
判定
外观
尺寸
缝制质量
颜色
首件检验记录表(标准样版)
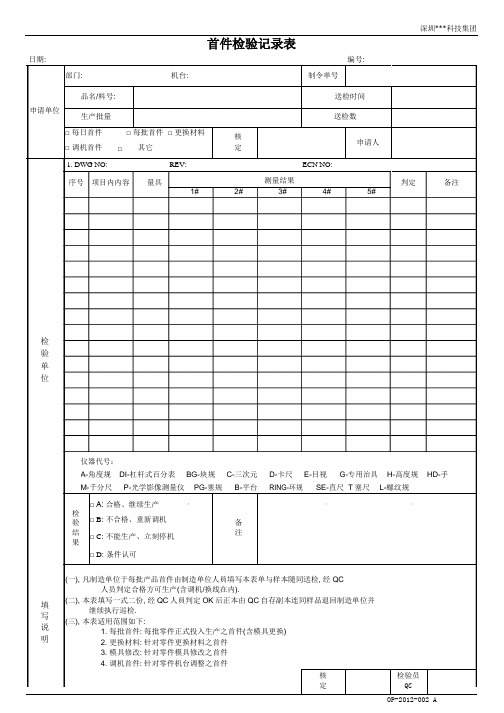
深圳***科技集团
首件检验记录表
日期: 编号:
部门: 机台: 制令单号
品名/料号: 送检时间
申请单位
生产批量送检数
□ 每日首件□ 每批首件□ 更换材料
核
申请人
□ 调机首件□其它定
1. DWG NO: REV: ECN NO:
序号项目内内容量具测量结果判定备注
1# 2# 3# 4# 5#
检
验
单
位
仪器代号:
A-角度规DI-杠杆式百分表BG-块规C-三次元D-卡尺E-目视G-专用治具H-高度规HD-手
M-千分尺P-光学影像测量仪PG-塞规B-平台RING-环规SE-直尺 T塞尺L-螺纹规
□ A: 合格、继续生产
检
□ B:不合格、重新调机
验备
结
□ C:不能生产、立刻停机注
果
□ D:条件认可
(一), 凡制造单位于每批产品首件由制造单位人員填写本表单与样本隨同送检, 经QC
人员判定合格方可生产(含调机/换线在内).
填(二), 本表填写一式二份, 经QC人員判定OK后正本由QC自存副本连同样品退回制造单位并
继续执行巡检.
写
(三), 本表适用范围如下:
说
1. 每批首件: 每批零件正式投入生产之首件(含模具更换)
明 2. 更换材料: 针对零件更换材料之首件
3. 模具修改: 针对零件模具修改之首件
4. 调机首件: 针对零件机台调整之首件
核检验员
定QC
OP-2012-002 A。
首件检验记录表
FM-PB-03-A
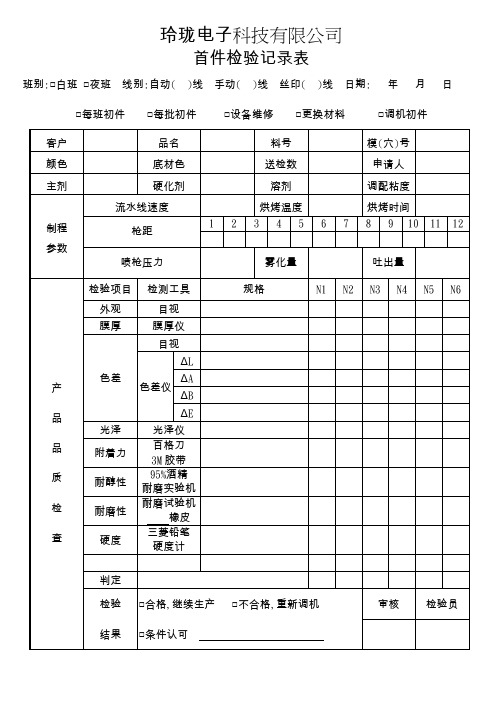
玲珑电子科技有限公司
首件检验记录表
班别:□白班□夜班线别:自动( )线手动( )线丝印( )线日期:年月日
□每班初件□每批初件□设备维修□更换材料□调机初件
客户
品名
料号
模(穴)号
颜色
底材色
送检数
申请人
主剂
硬化剂
溶剂
调配粘度
制程参数
流水线速度
烘烤温度
烘烤时间
枪距
1
2
3
4
5
6
7
8
9
10
11
12
喷枪压力
雾化量
吐出量
产品品质检查
检验项目
检测工具
规格
N1
N2
N3
N4
N5
N6
外观
目视
膜厚
膜厚仪
色差
目视
色差仪
ΔL
ΔA
ΔB
ΔE
光泽
光泽仪
附着力
百格刀
3M胶带
耐醇性
95%酒精橡皮
硬度
三菱铅笔
硬度计
判定
检验结果
□合格,继续生产□不合格,重新调机
□条件认可
审核
检验员
备注
1.制造单位于每批产品之初件,由制造单位人员填写本窗体申请单位栏,然后与样品随同送IPQC人员判定合格方可生产
首件末件检验记录表
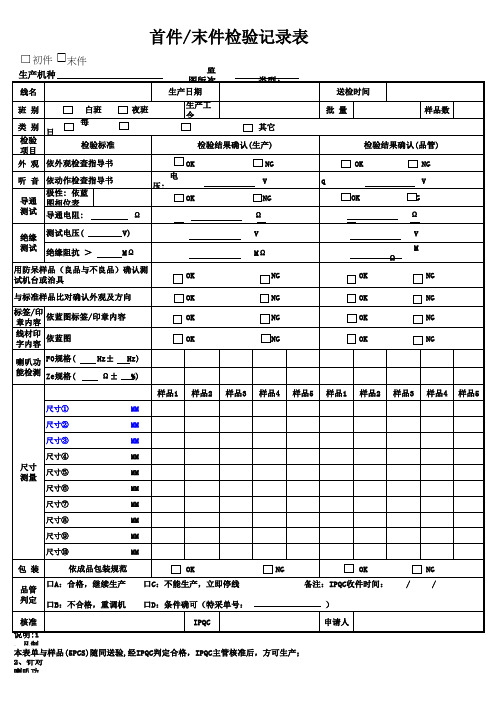
蓝图版次类型:线名班 别生产工令批 量样品数类 别每日其它检验项目外 观OKNG OKNG听 音 电压:V qV极性: 依蓝图相位表OKNG 导通电阻: ΩΩV V MΩ M ΩOK NG OK NG OK NG OK NG 标签/印章内容OK NG OK NG 线材印字内容OKNGOKNG样品1样品2样品3样品4样品5样品1样品2样品3样品4样品5包 装OK NG OK NG品管判定核准IPQC 申请人说明:1、凡制2、针对喇叭功导通测试绝缘测试喇叭功能检测尺寸测量口A:合格,继续生产 口C:不能生产,立即停线 备注:IPQC收件时间: / /口B:不合格,重调机 口D:条件确可(特采单号: )本表单与样品(5PCS)随同送验,经IPQC判定合格,IPQC主管核准后,方可生产;尺寸⑥ MM 尺寸⑦ MM 尺寸⑧ MM 尺寸⑨ MM 尺寸⑩ MM依成品包装规范尺寸① MM 尺寸② MM 尺寸③ MM 尺寸④ MM尺寸⑤ MM 用防呆样品(良品与不良品)确认测试机台或治具与标准样品比对确认外观及方向依蓝图标签/印章内容依蓝图F0规格( Hz± Hz)Ze规格( Ω± %)依外观检查指导书依动作检查指导书OK NG Ω测试电压( V)绝缘阻抗 > MΩ白班 夜班检验标准检验结果确认(生产)检验结果确认(品管)首件/末件检验记录表生产机种生产日期送检时间初件末件。
首件检验记录表模版
首件检验记录表模版
1 / 1 优选文档
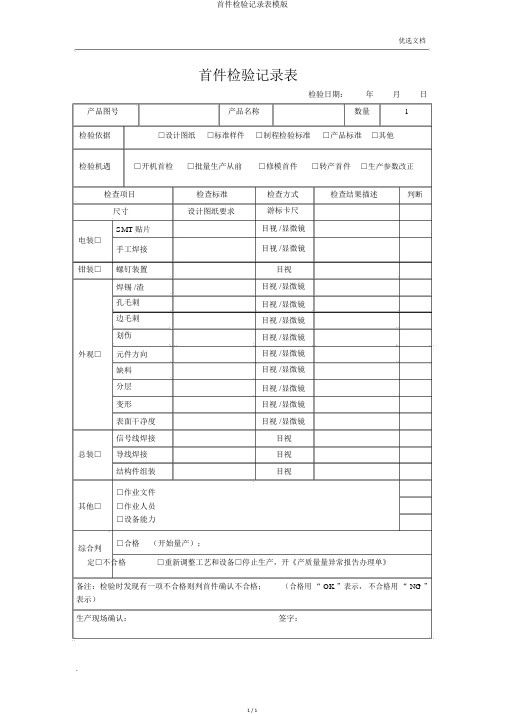
首件检验记录表
检验日期:年月日产品图号产品名称数量 1
检验依据□设计图纸□标准样件检验机遇□开机首检□批量生产从前
检查项目检查标准
尺寸设计图纸要求
SMT 贴片
电装□
手工焊接
钳装□螺钉装置
焊锡 /渣
孔毛刺
边毛刺
划伤
外观□元件方向
缺料
分层
变形
表面干净度
信号线焊接
总装□导线焊接
结构件组装
□作业文件
其他□□作业人员
□设备能力□制程检验标准□产品标准□其他
□修模首件□转产首件□生产参数改正
检查方式检查结果描述判断游标卡尺
目视 /显微镜
目视 /显微镜
目视
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视
目视
目视
综合判
□合格(开始量产);
定□不合格□重新调整工艺和设备□停止生产,开《产质量量异常报告办理单》
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“ OK ”表示,不合格用“ NG ”表示)
生产现场确认:签字:
.。
首件检验记录表
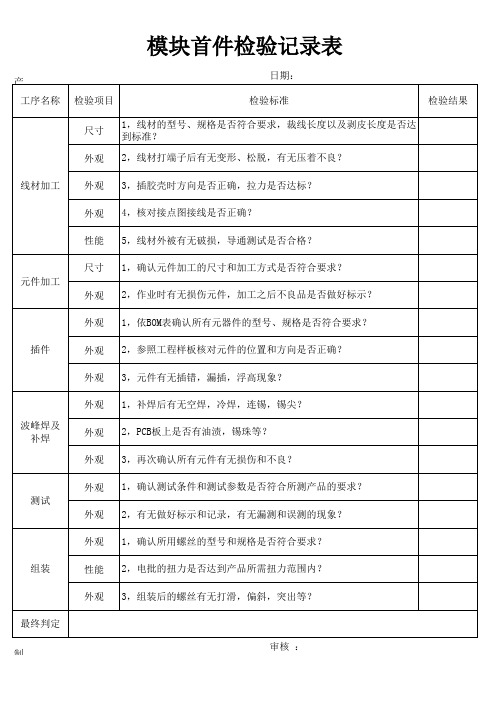
尺寸 外观 线材加工 外观 外观 性能 尺寸 元件加工 外观 外观 插件 外观 外观 外观 波峰焊及 补焊 外观 外观 外观 测试 外观 外观 组装 性能 外观 件检验记录表
产品名称: 工序名称 检验项目 日期: 检验标准 1,线材的型号、规格是否符合要求,裁线长度以及剥皮长度是否达 到标准? 2,线材打端子后有无变形、松脱,有无压着不良? 3,插胶壳时方向是否正确,拉力是否达标? 4,核对接点图接线是否正确? 5,线材外被有无破损,导通测试是否合格? 1,确认元件加工的尺寸和加工方式是否符合要求? 2,作业时有无损伤元件,加工之后不良品是否做好标示? 1,依BOM表确认所有元器件的型号、规格是否符合要求? 2,参照工程样板核对元件的位置和方向是否正确? 3,元件有无插错,漏插,浮高现象? 1,补焊后有无空焊,冷焊,连锡,锡尖? 2,PCB板上是否有油渍,锡珠等? 3,再次确认所有元件有无损伤和不良? 1,确认测试条件和测试参数是否符合所测产品的要求? 2,有无做好标示和记录,有无漏测和误测的现象? 1,确认所用螺丝的型号和规格是否符合要求? 2,电批的扭力是否达到产品所需扭力范围内? 3,组装后的螺丝有无打滑,偏斜,突出等? 检验结果
产品首件检验记录封样表
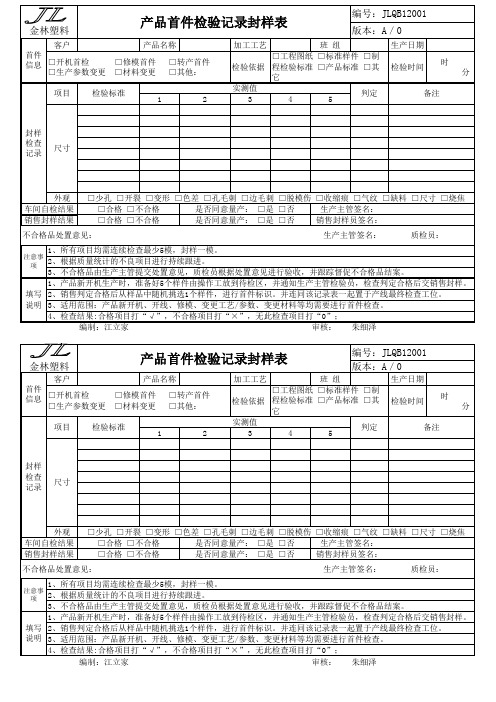
不合格品处置意见:
注意事 项
1、所有项目均需连续检查最少5模,封样一模。 2、根据质量统计的不良项目进行持续跟进。 3、不合格品由生产主管提交处置意见,质检员根据处置意见进行验收,并跟踪督促不合格品结案。 1、产品新开机生产时,准备好5个样件由操作工放到待检区,并通知生产主管检验员,检查判定合格后交销售封样。 填写 2、销售判定合格后从样品中随机挑选1个样件,进行首件标识。并连同该记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”; 编制:江立家 审核: 朱细泽
不合格品处置意见:
注意事 项
1、所有项目均需连续检查最少5模,封样一模。 2、根据质量统计的不良项目进行持续跟进。 3、不合格品由生产主管提交处置意见,质检员根据处置意见进行验收,并跟踪督促不合格品结案。 1、产品新开机生产时,准备好5个样件由操作工放到待检区,并通知生产主管检验员,检查判定合格后交销售封样。 填写 2、销售判定合格后从样品中随机挑选1个样件,进行首件标识。并连同该记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”; 编制:江立家 审核: 朱细泽
金林塑料
客户 首件 □开机首检 信息 □生产参数变更 项目
产品首件检验记录封样表
产品名称 □修模首件 □材料变更 1 □转产首件 □其他: 2 加工工艺
编号:JLQB12001 版本:A/0
生产日期 检验时间 备注 时 分
检验标准
首末件检验记录表
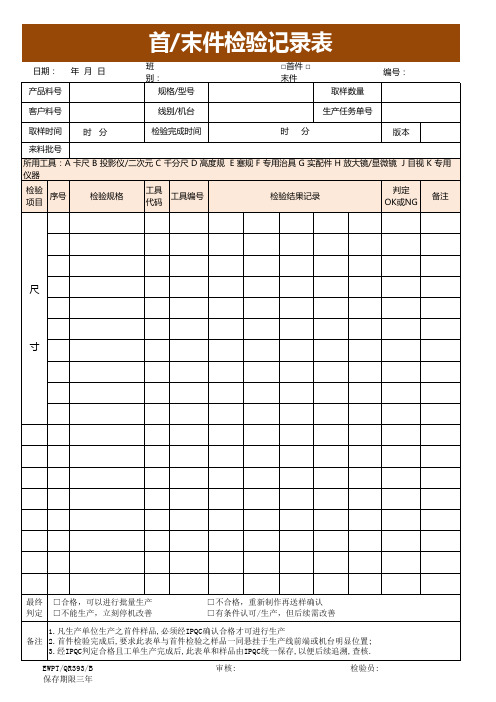
日期: 年 月 日 产品料号
班 别:
规格/型号
□首件 □ 末件
取样数量
编号:
客户料号
线别/机台
生产任务单号
取样时间
时分
检验完成时间
时分
版本
来料批号
所用工具:A 卡尺 B 投影仪/二次元 C 千分尺 D 高度规 E 塞规 F 专用治具 G 实配件 H 放大镜/显微镜 J 目视 K 专用 仪器
3.经IPQC判定合格且工单生产完成后,此表单和样品由IPQC统一保存,以便后续追溯,查核.
EWPT/QR393/B 保存期限三年
审核:
检验员:
检验 项目
序号
检验规格
工具 代码
工具编号
检验结果记录
判定 OK或NG
备注
尺 寸
最终 □合格,可以进行批量生产 判定 □不能生产,立刻停机改善
□不合格,重新制作再送样确认 □有条件认可/生产,但后续需改善
1.凡生产单位生产之首件样品,必须经IPQC确认合格才可进行生产 备注 2.首件检验完成后,要求此表单与首件检验之样品一同悬挂于生产线前端或机台明显位置;
首件检验记录表(模版)

外观□
焊锡/渣
目视/显微镜
孔毛刺
目视/显微镜
边毛刺
目视/显微镜
划伤
目视/显微镜
元件方向
目视/显微镜
缺料
目视/显微镜
分层
目视/显微镜
变形
目视/显微镜
表面清洁度
目视/显微镜
总装□
信号线焊接
目视
导线焊接
目视
结构件组装
目视
其它□
□作业文件
□作业人员
□设备能力
综合判定
□合格(开始量产);
□不合格□重新调整工艺和设备□停止生产,开《产品质量异常报告处理单》
首件检验记录表
检验日期:年月日
产品图号
产品名称
数量
1
检验依据
□设计图纸□标准样件□制程检验标准□产品标准□其它
检验时机
□开机首检□批量生产之前□修模首件准
检查方式
检查结果描述
判定
尺寸
设计图纸要求
游标卡尺
电装□
SMT贴片
目视/显微镜
手工焊接
目视/显微镜
钳装□
螺钉装配
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:签名:
IPQC首件检验记录表(试写终)
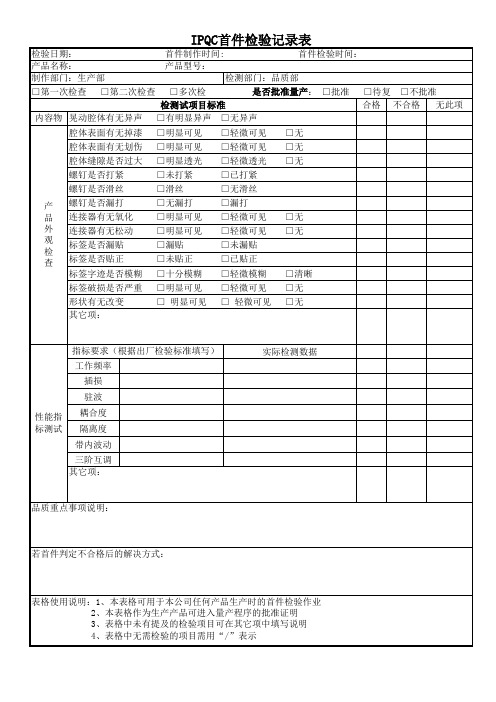
检验日期: 首件制作时间: 首件检验时间: 产品名称: 产品型号: 制作部门:生产部 检测部门:品质部 □第一次检查 □第二次检查 □多次检 是否批准量产: □批准 □待复 □不批准 检测试项目标准 合格 不合格 内容物 晃动腔体有无异声 □有明显异声 □无异声 腔体表面有无掉漆 腔体表面有无划伤 腔体缝隙是否过大 螺钉是否打紧 螺钉是否滑丝 产 品 外 观 检 查 螺钉是否漏打 连接器有无氧化 连接器有无松动 标签是否漏贴 标签是否贴正 标签字迹是否模糊 标签破损是否严重 形状有无改变 其它项: □明显可见 □明显可见 □明显透光 □未打紧 □滑丝 □无漏打 □明显可见 □明显可见 □漏贴 □未贴正 □十分模糊 □明显可见 □ 明显可见 □轻微可见 □轻微可见 □轻微透光 □已打紧 □无滑丝 □漏打 □轻微可见 □轻微可见 □未漏贴 □已贴正 □轻微模糊 □轻微可见 □ 轻微可见 □清晰 □无 □无 □无 □无 □无 □无 □无
检验员:________________
审核人:__________________
无此项
指标要求(根据出厂检验标准填写) 工作频率 插损 驻波 性能指 标测试 耦合度 隔离度 带内波动 三阶互调 其它项:
实际检测数据
品质重点事项说明:
若公司任何产品生产时的首件检验作业 2、本表格作为生产产品可进入量产程序的批准证明 3、表格中未有提及的检验项目可在其它项中填写说明 4、表格中无需检验的项目需用“/”表示
首件检验记录表
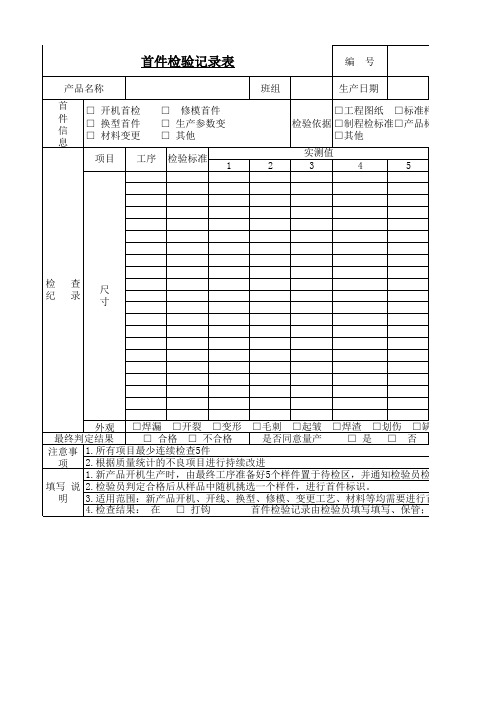
4.检查结果: 在 □ 打钩
首件检验记录由检验员填写填写、保管;
检验时间 □标准样件 准□产品标准
判定 备注
划伤 □缺料 □压痕 □开焊 检验员签名:
知检验员检查判定合格后生产。 需要进行首检检查。 写、保管;
最终判定结果
□ 合格 □ 不合格
是否同意量产 □ 2.根据质量统计的不良项目进行持续改进
1.新产品开机生产时,由最终工序准备好5个样件置于待检区,并通知检验员检查判定合格后生
填写 说 2.检验员判定合格后从样品中随机挑选一个样件,进行首件标识。
明 3.适用范围:新产品开机、开线、换型、修模、变更工艺、材料等均需要进行首检检查。
首件检验记录表
产品名称
首 件 信 息
□ 开机首检 □ 换型首件 □ 材料变更
□ 修模首件 □ 生产参数变 □ 其他
项目 工序 检验标准 1
编号
班组
生产日期
检验时间
□工程图纸 □标准样件 检验依据 □制程检标准□产品标准
□其他
实测值
2
3
4
5
检查 纪录
尺 寸
外观 □焊漏 □开裂 □变形 □毛刺 □起皱 □焊渣 □划伤 □缺料 □压痕 □
首件检验记录表(模版)

产品图号
产品名称
数量
1
检验依据
□设计图纸□标准样件□制程检验标准□产品标准□其它
检验时机
□开机首检□批量生产之前□修模首件□转产首件□生产参数变更
检查项目
检查标准
检查方式
检查结果描述
判定
尺寸
设计图纸要求
游标卡尺
电装□
SMT贴片
目视/显微镜
手工焊接
目视/显微镜
钳装□
螺钉装配
目视
外观□
焊锡/渣
目视/显微镜
孔毛刺
目视/显微镜
边毛刺
目视/显微镜Байду номын сангаас
划伤
目视/显微镜
元件方向
目视/显微镜
缺料
目视/显微镜
分层
目视/显微镜
变形
目视/显微镜
表面清洁度
目视/显微镜
总装□
信号线焊接
目视
导线焊接
目视
结构件组装
目视
其它□
□作业文件
□作业人员
□设备能力
综合判定
□合格(开始量产);
□不合格□重新调整工艺和设备□停止生产,开《产品质量异常报告处理单》
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:签名:
首件检验记录表
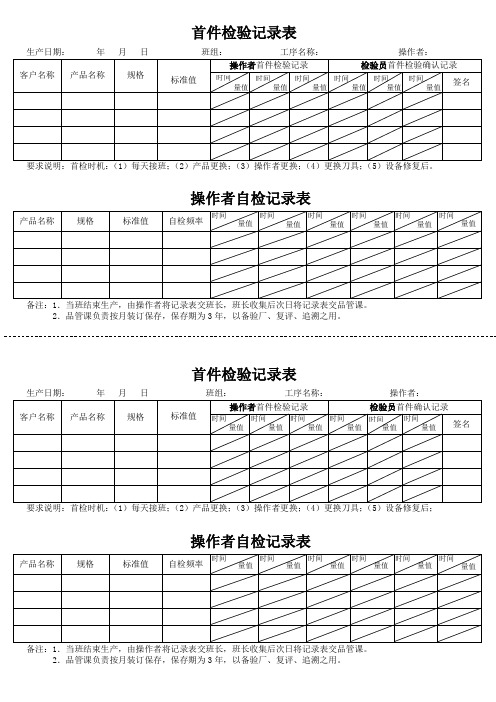
工序名称:
时间 量值 时间
操作者: 检验员首件确认记录
时间 时间 量值 量值 量值
操作者首件检验记录 产品名称 规格
ቤተ መጻሕፍቲ ባይዱ
签名
要求说明:首检时机: (1)每天接班; (2)产品更换; (3)操作者更换; (4)更换刀具; (5)设备修复后;
操作者自检记录表
产品名称 规格 标准值 自检频率
时间 量值 时间 量值 时间 量值 时间 量值 时间 量值 时间 量值
备注:1.当班结束生产,由操作者将记录表交班长,班长收集后次日将记录表交品管课。 2.品管课负责按月装订保存,保存期为 3 年,以备验厂、复评、追溯之用。
首件检验记录表
生产日期: 客户名称 年 月 日 标准值 班组:
时间 量值 时间 量值
工序名称: 操作者首件检验记录
时间 量值 时间 量值
操作者: 检验员首件检验确认记录
时间 时间 量值 量值
产品名称
规格
签名
要求说明:首检时机: (1)每天接班; (2)产品更换; (3)操作者更换; (4)更换刀具; (5)设备修复后。
操作者自检记录表
产品名称 规格 标准值 自检频率
时间 量值 时间 量值 时间 量值 时间 量值 时间 量值 时间 量值
备注:1.当班结束生产,由操作者将记录表交班长,班长收集后次日将记录表交品管课。 2.品管课负责按月装订保存,保存期为 3 年,以备验厂、复评、追溯之用。
首件检验记录表
生产日期: 客户名称 年 月 日 标准值 班组:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
金牧人机械
首件检验记录表
编号:JMR-ZL-SJ2016011 版本:A/0
订单号
首件 信息 □开机首检
□生产参数变更
产品名称
□修模首件 □转产首件 □材料变更 □其他:
部件名称
班组
生产日期
检验依据
□工程图纸 □标准样件 □制程检 验标准 □产品标准 □其它
检验时间
序号
检验项目
判定
备注
1
检 查2
□OK □NG
□OK □NG
记3 录
□OK □NG
4
□OK □NG
5
□OK □NG
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验签名:
注意事 1、所有项目均需连续检查最少5件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知检验员,检查判定合格后生产。
金牧人机械
首件检验记录表
编号:JMR-ZL-SJ2016011 版本:A/0
订单号
首件 信息 □开机首检
□生产参数变更
产品名称
□修模首件 □转产首件 □材料变更 □其他:
部件名称
班组
生产日期
检验依据
□工程图纸 □标准样件 □制程检 验标准 □产品标准 □其它
检验时间
序号
检验项目
判定
备注
1
检 查2
□OK □NG
□OK □NG
记3 录
□OK □NG
4
□OK □NG
5
□OK □NG
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验签名:
注意事 1、所有项目均需连续检查最少5件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知检验员,检查判定合格后生产。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结检查项目打“0”;本表单保留一年。