MILSTD105E 抽样计划培训.ppt
抽样计划管理培训PPT(正式版)

产品质量
即各项指标符合客户 要求的程度,这也是 产品本身的“质量”。
过程质量
即各项行为符合规 定的工作流程及要 求的程度。
1 何为质量?
A
无论是产品质量,还是过程的质量,决定其合格与否的, 都是人的行为。
B 决定人类行为的是人的意识。
具备质量意识的人, 才能使自己行为的结果有质量保证。
C
02
验水平的确定
4.1 AQL的确定
✓1.行业参照法 ✓2.经验确定法 ✓3.客户要求法 ✓4.国际标准法
损益平衡法:
检出一个不合格品所需费用 x100%
一个不合格品造成的损失费用
➢ AQL一般定三个值: CR(严重缺陷)=? MA(主要缺陷)=? MI(次要缺陷)=?
4 检验水平的确定
质量检验:
是指通过一定的操作规程或规定的方法,来检验产品,并将检验结果与验收标准进行比较, 以此来判定产品合格与否的一种程序。
全数检验:
亦称百分之百检验,是指对全部产品逐个进行的检验。
抽样检验:
是指从一批产品中随机抽取一部分产品进行检验,通过抽取的产品质量进行评估,并作出对 该批产品合格与否结论的行为。
03
3 抽样方案的类型
计量型与计数型
✓ 计量型抽样:指用计量值作判定的抽样检验。(如:尺寸--连续性) ✓ 计数型抽样:用样本中的不合格品数或缺陷数作判定的抽样检验方法。
单次抽样、二次抽样、多次抽样
✓ 单次型抽样:指一次性在批量中进行抽取所需检验样本的方式。 ✓ 二次型抽样:指两次分别在批量中进行抽取所需检验样本的方式。 ✓ 多次型抽样:指三次或以上分别在批量中进行抽取所需检验样本的方式。
4.2 抽样严格性的确定
✓特殊检验水准:S-1、S-2、S-3、S-4 ✓一般检验水准: Ⅰ级、Ⅱ级、Ⅲ级
MIL-STD-105E LEVEL II抽样计划
抽樣檢驗
•
抽樣檢驗:
是自群體中隨機抽取一定數量做為樣本,經過試驗或測定樣 本中的每一個體,以其結果與原定的檢驗標準相比較,利 用統計方法以判定該群體是否為合格的檢驗過程。
抽樣檢驗適用於下列情況: 1.破壞性檢驗,例如燈泡、保險絲試驗。 2.允許有少量不合格品。 3.節省檢驗費用及時間。 4.受驗物品個數很多時。 5.100%全檢不可行時,例如由於全檢而影響到交貨期。 6.當全檢之成本遠高於不合格品所造成之成本時。 7.受檢物品之群體面積很大,不適合採用全數檢驗。 8.受檢群體為連續性物體,如紙張、電線。 抽樣檢驗是統計品質管制中:受入方從供應商所送來之貨批中抽取一定數量 為樣本,在樣本中檢驗一些品質特性,根據樣本之情報決定貨批為接受或拒絕。 抽樣檢驗同樣應用於生產過程中各階段產品之檢驗,被接受之物品將送至下一製 程繼續加工,而被拒絕之物品將被重新加工或報廢。
6
MIL-STD-105E之歷史背景
抽樣程序是在二次大戰期間所開發出來的。 抽樣程序是在二次大戰期間所開發出來的。
1949年,設計完成JAN-STD-l05(全名為joint army-navy standard l05)。 1950年,JAN-STD-l05被修訂為MIL-STD-l05A。 1958、1961和1963年分別推出MIL-STD-l05B、MIL-STD-105C和MlL-STD-l05D。 1964年,美國、英國和加拿大三國共同修正MIL-STD-105D,稱為 ABC-STD-l05(註:ABC代表America、Britain和Canada)。 1971年,MIL-STD-l05D的民間版推出,由美國國家標準 (American National Standard Institute, ANSI)將其列入美國國家標準稱為 ANSI/ASQC Z1.4。 1974年,國際標準化組織 (International Organization for Standardization, ISO)ANSI/ASQC Z1.4 稍作修正,將其編列為ISO 2859。 1970年,中國中央標準局公布之國家標準CNS 2779和日本的JIS Z9015國家標準,都與 MIL-STD-l05標準類似。
验货培训 ppt课件

一、MIL-STD-105E抽样检验、AQL 及常见品质术语
7. 常见术语 ※ CR-CRITICAL 极严重缺陷(致命缺陷): 能导致伤害、不安全或客户退货情形缺陷 ※ MAJ-MAJOR 重缺陷: 部分或完全丧失功能,尺寸超标影响功能、外观者或影响 外观导致商品价值下降者。 ※ MIN-MINOR 轻缺陷: 只影响外观,且对商品价值影响轻微或尺寸超标但不影响使用者。 ※ RE-REJECT 拒收 ※ AC-ACCEPT 允收 ※ QC-QUALITY CONTROL(CHECK)品质检查(控制) ※ QA-QUALITY AUDIT品质稽核 QUALITY ASSURANCE 品质保证 ※ QE-QUALITY ENGINEERING品质工程师
• 4、确认批量N,样本数n,抽箱数(抽箱数 为ITEM总箱数开根号),AC(允收)/RE (拒收)数量。
二、验货流程
• 5、点箱、确认数量,抽箱。
• 注意:抽箱要多层次,上、下、左右四个角,箱号不能接近,抽的每箱需要 封箱处签名或是盖章。记录箱号。注意堆货是否有外箱变形、破烂。
• 6、拍照
• 1)外箱45度全景(正、侧、上三面); • 2)正唛和侧唛; • 3)外箱贴纸照片(如果第2项看得清可免); • 4)开箱照片; • 5)产品和金封样一起照片; • 6)测试照片(如有); • 7)条码扫描照片; • 8)DEFECT(瑕疵照片) • 注意,相机要设定拍照日期,并选择好相素为100K左右,以适用于发邮件。
• 2)验货时能掌控整个验货局面,确保陪验人员开箱、打 开包装、产品都在自己正前方。
• 3)品质检验基本项目:外观、尺寸、材质、结构、特性 (功能) 验货检查细则:尺寸和重量、外观、做工(工艺)、标识 和标签、说明书、功能检查、安全检查、整体和零配件的 数量、寿命测试(如适用)、装配测试、
抽样计划ppt课件

精品课件
19
MIL-STD-105E 使用步骤(11步)
决定检验项目及判定基准 决定允收水准AQL
决定检验水准(一般用II级)
决定批(Lot)的大小 查表得出样本代码
查出样本数n,Ac,Re
决定抽样方式(一次/多次)
实施抽样检验
决定检验的严格程度 (一般从正常检验开始)
判定该批允收?拒收? 批处置
形成国际通用的调整型抽样检验的完整 系统。
1996 1999 中国大陆
美国制定,MIL-STD-1916”
国际标准化组织颁布国际标准 ISO2859-1:1999
中国抽样检验起步较晚,目前最新的国
准GB2828.1-2003;
精品课件
鼓励供应商建立品质系统与使用有效的 管制程序,以取代最终产品之抽样方式 目前最新的抽样检验的国际标准版本。
Re]为[5,6]。 因而所求的正常检验一次抽样方案为n=125,Ac=5,Re=6。
精品课件
21
MIL-STD-105E 抽样案例2
例:某电子装配厂IQC员工张小姐接到仓库售货员陈先生送来的一份检查通知 单,内容是收到**五金制品厂送来的保护板1500件,请求IQC做来料检验。
首先,张小姐取出该保护板的来料检查基准书,查出AQL=0.25%,检验水 平为II,然后张小姐按照下面的步骤求出正常检验一次抽样方案。
精品课件
15
3.从加严到正常 (连5规则)
当进行加严检验时,若连续5批经初次检验(不包括再次提交检验批)通 过,则从下一批检验转到正常检验。如下列情况: ○●○○○○○/转回正常检验 ●○●○○○○○/转回正常检验
4.从正常到放宽
在进行正常检验时,若下列条件均满足则从下一批起开始执行放宽检验 : 1)连续10批进行正常检验,初检验均被接收。 2)条件1规定的批出所抽取的样本中,不合格品总数小于或等于表4-6中规
MILSTD105E抽样计划培训

2020/7/22
☼检验批:它是作为检验对象而汇集起来的 一批产品(应由基本相同制造条件、一定 时间内制造出来的同种单位产品构成)。
☼批量:它是指检验批中单位产品的数量, 用符号N表示。
☼不合格:在抽样检验中,不合格是指单位 产品的任何一个质量特性不符合规定要求。
➢ C类不合格:单位产品的一般质量特性(mineral)不符 合规定,或单位产品的质量特性轻微不符合规定。
2020/7/22
不合格品分类
A类不合格品:有一个或一个以上A类不合格,
也有可能还有B类不合格和或C类不合格的单位产 品;
B类不合格品:有一个或一个以上B类不合格,
也有可能还有C类不合格,但没有A类不合格的单 位产品;
如果d1≦A1
如果A1<d<R1
再从批中抽取一个 容量为n2的样本
统计d2
如果d1≧R1
如果d1+d2 ≦A2
如果d1+d2 ≧R2(R2=A2+1)
接收该批
拒收该批
2020/7/22
Байду номын сангаас
3、选用抽样方案的次数的原则是:
1).若检验单位产品的费用不高,但耗时 很长,则优先采用一次抽样方案;
2).若检验单位产品的费用很高,但耗时 很短;则优先采用多次抽样方案。
抽样方案是根据对总体的质量要求, 用数理统计理论设计出来的.
2020/7/22
2、抽样方案的类型:
1)一次抽样方案:
从批中抽取一个 样本量为n的样本
统计d
如果d≦A
如果d≧R(R=A+1)
接收该批 R-批拒收判断数
milstd抽样计划培训

milstd抽样计划培训目录第一部分抽样计划概述1.1 抽样计划的定义1.2 抽样计划的重要性1.3 抽样计划的作用1.4 抽样计划标准介绍第二部分抽样计划的基本原理2.1 抽样的基本概念2.2 抽样的原则2.3 抽样的方法2.4 抽样的步骤第三部分 Mil-Std-105E 抽样计划的详细介绍3.1 Mil-Std-105E 抽样计划的基本原理3.2 Mil-Std-105E 抽样计划的三种抽样计划3.3 Mil-Std-105E 抽样计划的特点3.4 Mil-Std-105E 抽样计划的应用范围第四部分抽样计划的培训与实施4.1 抽样计划的培训内容4.2 抽样计划的培训方法4.3 抽样计划的培训计划4.4 抽样计划的实施流程第五部分抽样计划的质量控制5.1 抽样计划的质量控制目标5.2 抽样计划的质量控制方法5.3 抽样计划的质量控制指标5.4 抽样计划的质量控制实践第六部分抽样计划的应用案例分析6.1 抽样计划的应用案例一6.2 抽样计划的应用案例二6.3 抽样计划的应用案例三6.4 抽样计划的应用案例结论第七部分抽样计划的总结与展望7.1 抽样计划的总结7.2 抽样计划的展望第一部分抽样计划概述1.1 抽样计划的定义抽样计划是指根据一定的统计原理和抽样方法,以抽取样本的方式对一个总体进行检查与评价的计划。
抽样计划通过对样本的检查和评价,来推断总体的品质水平。
抽样计划是一种有效的品质控制方法,可以帮助企业降低成本、提高效率,确保产品质量。
1.2 抽样计划的重要性在生产实践中,产品抽样检验是一种成本相对低、效率相对高的质量控制方法。
抽样计划可以帮助企业降低检验成本,提高检验效率,加快产品的流通速度。
同时,抽样计划可以避免把时间和精力浪费在对全部产品进行检验,提高质量检验的统计效力。
1.3 抽样计划的作用抽样计划主要用于对产品进行抽样检验,加快产品的流通速度,提高检验效率。
通过对样本的检查和评价,来推断总体的品质水平。
MIL-STD-105E LEVEL II抽样计划
14
15
16
MIL-STD-l05E使用步驟
•
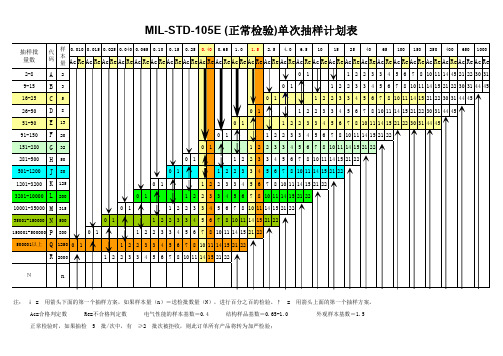
MIL-STD-l05E之使用程序可分為下列步驟: 1.選擇AQL。 2.決定檢驗水準(Inspection Level)。 3.決定批量大小。 4.求樣本大小(查表)。 5.決定適當之抽樣計畫。(單次、雙次或多次抽樣) 6.決定適當之抽樣計畫表。 7.決定採取正常、加嚴或減量檢驗。 在查主表時,若遇到垂直箭頭,則採用箭頭以上(或下)之第一 個抽樣計畫的允收數和拒收數,同時也需依照箭頭所指計畫的 樣本大小抽樣。如果樣本大小大於批量,則採用100%全檢。
•
17
1
檢 驗 批:同一批材料,同一組人在同一天連續生產
同一型號之產品,即成批。 • 嚴重缺點:會使用者暴露在极端危險不安全狀態下 情況下﹐有可能被客戶及OQA判退,稱為 嚴重缺點 • 主 缺 點:產品因當机或机构問題而無法發生正常功 能點,稱為主缺點. • 次 缺 點:降低成品性能或不會減少產品實用的缺點 ,稱為次缺點.
9
•
抽樣方式定義
•
單次抽樣:是從批中隨機抽取n個樣本,根據檢驗結果﹒ 決定允收或拒收該批。 雙次抽樣:則是根據第一次抽樣結果,決定(1)允收;(2) 拒收;或(3)抽第2組樣本再做判定. 多次抽樣:是雙次抽樣之延伸,可能是三次、四次或更多次。 一般而言,雙次抽樣計劃中,每次抽樣之樣本大小低於單次抽樣, 而多次抽樣中之樣本大小則更低於單次或雙次抽樣。
1989年5月l0日,美國軍備研究發展工程中心公布之MIL-STD-l05E
7
抽樣計畫三點重要觀念說明
1.抽樣計劃是用來判定貨批是否可被接受,而非估計貨批之品 質。大部分之抽樣計劃並非設計用來估計貨批之品質。 2.抽樣計劃並無法提供任何型式之品質管制。抽樣計劃只是用來接 受或拒絕貨批。即使所有貨批具有相同之品質水準,抽樣計畫有 可能接受某些貨批但拒絕其他貨批。被接受之貨批的品質水準可 能並不比被拒絕的貨批好。製程管制可以有系統地改善品質,但 抽樣計劃無法達成此目的。 3.抽樣計畫之有效運用是做為確保產品符合規格之查核工具,它並 非是用來改善產品品質之工具。
105E抽样检验培训教材
产品质量标准,就是对产品质量的具体要求,即明 确区分单位产品合格不合格或每个质量特性构成不合格 的标准。 2、 确定批量 组批原则:同一批内的产品应当是在同意制造条件下 生产的。一般按包装条件及贸易习惯组成的批,不能直 接作为检验批。批量越大,单位产品所占的检验费用的 比例就越小。
特别适用于选择供方的购进检验 宽严程度分为: 1.正常 2.加严 3.放宽 增加检验量或减少 一般的使用分为:Ⅰ Ⅱ Ⅲ 特殊检验水平:S-1、S-2、S-3、 S-4
全检适用范围: 1.批量太小,失去抽检意义 2.检验手续简单,不至于浪费大量人力、经费 3.不允许不良品存在,该不良品对使用有致命影响 4.工程能力不足,无法保证品质时 5.为了解该批的实际质量状况 免检适用范围: 1.生产过程稳定、对后续生产无影响 2.国家批准的免检产品及产品质量认证产品的无试 验买入 3.长期检验证明质量优良、使用信誉高的产品,双 方认可生产方的检验结果,不再进行进料检验 免检并非放弃检验,应加强生产方过程质量的监督, 如有异常,免检将被取消。
Ⅲ 1.6
辨别能力:Ⅰ<Ⅱ<Ⅲ;S-1<S-2<S-3<S4 一般检查水平>特殊检查水平 (1)IL(检验水平)选择的原则: a)没有特别规定时,首先采用一般检验水平Ⅱ; b)比较检验费用。若单个样品的检验费用为a,判批不合格时处理一个 样品的费用为 b,检验水平选择应遵循: a>b 选择检验水平Ⅰ a=b 选择检验水平Ⅱ a<b 选择检验水平Ⅲ
抽样检验培训教材
目
录
抽样检验的基本概念 计数调整型抽样检验及 MIL-STD-105E 的使用
第一节 抽样检验的基本概念
一、抽样检验 1、抽样检验的定义 抽样检验是按照规定的抽样方案,随机从交检批 中抽取个体作为样本进行检验,根据样本检验的结果 判定一批产品是否接收。 2、抽样检验的分类 (1)按目的分类 预防性抽样检验(过程抽样检验) 验收性抽样检验(抽样检验过程) 监督抽样检验(如质监局的抽样检查)
抽样检验知识培训PPT课件
二次抽样检验(double sampling inspection)是首先从批中抽 取样本量n1的第一样本,根据检验结果,或决定是否接收或拒收 该批,或决定再抽取样本量为n2的第二样本,再根据全部样本的 检验结果决定接收或拒收该批。
抽样检验的目的就是通过检验所抽到的样本对这批产品的质量 进行估计,对这批产品作出合格与否,能否接收进行的判断。
抽样检验知识培训
(三)基本概念及用语
1、检验批:
它是作为检验对象而汇集起来的一批产品,有时也称交 检批。一个检验批应由基本相同的制造条件、一定时间内制 造出来的同种单位产品构成。
批的含义很广泛。我们通常所说的批是指一组需要检验或验 收的单位产品。我们也常称之为LOT。
1、规准型抽样检验(图2),按事先决定的抽样标准进行抽样及 结果比较,判断群体的合格与不合格。
图2
N
随机抽样 n
r
r≥Re r≤Ac
群体不合格 群体合格
良品
2、选别型抽样抽检验样检验知识培训
对于判为不合格的群体(批)采取全数检验,并将全检后的 不良品全数处理(或退货、或修理、或废弃)。
3、调整型的抽样检验
注意:我们从成品、或半成品、或零部件中抽取一部分样本 加以测定分析时,决不是仅为获取抽出样本的情报或状况。而是 要从样本的检验结果判定批络的状态,以便对批络采取措施。
4、样本(n)
我们从批中抽取的部分个体。常用n来表示。
MIL-STD-105E_抽样计划知识 培训教程
2-8
A2
01
1 2 2 3 3 4 5 6 7 8 10 11 14 45 21 22 30 31
9-15 B 3
ห้องสมุดไป่ตู้
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22 30 31 44 45
16-25 C 5
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22 30 31 44 45
2.1 单次抽样检验:单次抽样检验是从送验批中只抽取一次样本,根据其检测结果判定该批产品是否合格 的一种抽样检验方法。
2.2 双次抽样检验:双次抽样检验是在送验批中抽取第一次样本时,检验的结果可能判定该批为合格、不 合格、保留等三种情况。当该批判定为保留时,为了继续判定该批合格与否,应追加 第二次抽样,根据第一、二次样本的检查结果,判定该批合格与不合格品的抽样检验 方法。
1.3 术语说明
1.AQL:冒险品质允收水准(ACCEPATBLE QUALITY); 2. 抽样:在送验批中抽取一定数量样本的过程。 2.批:同样产品集中在一起作为抽验对象。 3.批量:批中所含单位数量,其大小用 N 表示。 4.样本数:从批中抽取的部分单位数量,其大小用 n 表示。 5.不合格判定个数:样本中允许的最大不良品数,如该批产品被检出的不良品数超过此数量,判定该批
1201-3200 K 125
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
3201-10000 L 200
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
10001-35000 M 315
01
抽样计划与检验培训课件

❖ 计量抽样检验:是通过测量被检样本中的产品质量 特性的具体数值并与标准进行比较,从而判定是否 接收该批产品。
❖ 一次抽样检验:是从检验批中只抽取一个样本,就 对该批产品做出接收与否的判定。
❖ 二次抽样检验:是一次抽样检验的延伸,它要求对 一批产品抽取至多二个样本即做出接收与否的结论, 当从第一个样本不能判定批接与否时,再抽第二个 样本,然后同由两个样本的结果来确认批是否接收。
抽样计划与检验
❖ 课堂要求
❖ 手机 请将您的手机开为振动或关闭。
❖ 吸烟 在课堂内请不要吸烟。
❖ 其它 课期间请不要大声喧哗,举手提问;
❖
不要随意走动。
❖ 1、抽样检验基础知识 ❖ 2、MIL-STD-105E计数型抽样方法 ❖ 3、MIL-STD-414计量型抽样方法 ❖ 4、零缺陷/MIL-STD-1916抽样方法
格如品有数N1分、别N是2、DN1、3、DN2、4…DN3、k批D4,、经D检k 验则,过其程不平合均 为:
不合格品百分数:
p=(D1+D2+D3+D4+…+D k)/ (N1+N2+N3+N4+…+Nk)*100
❖ 接收质量限(AQL:ACCEPTANCE QUALITY LIMIT ):当一个边续系列批被抽 交验收抽样时,可允许的最差过程质量水平。
❖ 二次世界大战刚开始时,美国因大量的军需
物资必须供应,而检查员又非常缺乏,军需
物资的购入及验收,就不得不采取一个既经
济又实用的方法。抽样检验的方法由此应运
而生。
通过样本推 测母体
(2)MIL-STD-105E与C=0抽样计划.ppt

杨致仁 2016-10-14
第1章:抽样基本概念
1-1:允收抽样所扮演的角色
工商业界在原料、半成品或成品的大宗买卖行为上,抽样检验在卖方(Vendor或 Supplier)与买方(Purcher或Buyer)双方合同(交易互信)上扮演重要的角色。许多人将抽 样视为一项买卖行为的检验活动。实际上它可应用在其他领域,例如若工厂内的作业 属于分段加工,则在上制程所产出的半成品在送到下制程加工前,先行采取抽样检验 的动作,以确保下制程的良品率。
(ii)计量值(Variable):所检验之产品质量特性可数据化者。
1-3: 批之形成与组成
一个批(lot)之形成决定抽样计划之准确度与效率,其重要条件如下: (i)各批应是均等特性的(Homogenous):每一批货品内各单位货品应是在
几乎相同的时间下由相同之机器、人员、原料所生产。 (对产品追溯性(Tracibility)非常重要— 条形码(Barcode)) (ii)批量大者较批量小者为佳:检验较大之批,其准确度与经济性均较 佳。 (iii)供应商与采购者之间的物流作业设施应力求各批货品不至因运送而 造成损坏(运送包装方式--振动、跌落实验)。
正常检验使用于开始检验活动。加严检验用于当供应商之最近质量 历史有退化之现象。减量检验用于当供应商之最近质量历史非常良好 的情况,因而所取的样本也通常较正常检验为小。 MIL-STD 105E之主要焦点在于允收质量水平(AQL)。 (1)当标准使用百分不良率,则AQL之范围介于0.01%~10% (2)当标准使用百件缺点数,则AQL之范围介于1~1000。
3
1-4: 随机抽样
自一批货品中抽取样本的动作非常重要,因为由此样本所提供的 信息将决定此整批货品之允收或拒收。有时候,供应商会将质量最佳 的货品放在一批货的上方,再予包装:因为采购一方的检验者通常偷 懒而仅取上方的样品检验。为避免类似的偏差,我们通常采取随机抽 样的方式进行取样。 随机抽样的方法大致如下:自一含有N个单位产品的批中选取一个大 小为n之样本。先取1,2,...,N个编号,每一个单位产品指定一个编号, 再自此N个编号中随机抽取n个编号。将此n个编号所设定之产品取出 加以检验,常见的方法如下: (i)随机编号(Random Number)或随机数之选取可以电脑之乱码产生,若 该批货之每一单位产品已编有序号或代号,则可直接自这些编号抽取 即可(比较不可行)。 (ii)若一批货品为长方体形之包装,则可以3位数之随机编号取样。第 一、二、三位数分别表示长、宽、高的位置。例587表示取长为第4层、 宽为第8层、高为第7层之样品。
MILSTD105E 抽样计划培训.ppt

01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
150001-500000 800
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
150001-OVER 1250 0 1
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
Q 1250 0 1
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
= Use first sampling plan below arrow.If sample size equals.or exceeds batch or lot size.carry out 100% inspection.
2
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22 30 31
9-15
3
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22 30 31 44 45
16-25
5
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22 30 31 44 45
Batch or lot Size
Sample Size
Acceptable quality levels (normal inspection)
0.010 0.015 0.025 0.040 0.065 0.10 0.15 0.25 0.40 0.65 1.0 1.5 2.5 4.0 6.5 10 15 25 40 65 100 150 250 400 650 1000
2020/5/3
抽樣就這樣
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.8.1 若不合格品數≦AC,則判允收. 3.8.2 若不合格品數≧RE,則判拒收. 3.8.3 若AC<不合格品數<RE,則判附條件允收,即從 下批幵始由減量檢驗轉為正常檢驗.
2020/5/3
抽樣就這樣
9
= Use first sampling above arrow.
Ac= Acceptance number.
Re= Rejection number.
2020/5/3
抽樣就這樣
12
Sample Size
Batch or lot Size
MIL-STD-105E Single sampling plans for strict inspection (II Master table)
Re= Rejection number.
2020/5/3
抽樣就這樣
11
Sample Size
Batch or lot Size
MIL-STD-105E Single sampling plans for normal inspection (II Master table)
Acceptable quality levels (normal inspection)
2020/5/3
抽樣就這樣
7
3. MIL-STD-105E抽樣表的使用
3.4 規定檢驗水平:進料檢驗和出貸檢驗采用一般檢查 水平Ⅱ
3.5 確定檢驗批:所採購的一批材料或待出廠的一批成 品均組成一檢驗批.
3.6 查抽樣表,確定抽樣方案(n,AC,RE)
3.6.1 由檢驗批量和規定的檢驗水平查樣本大小字 碼表,確定樣本大小字碼.
A2
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22 30 31
B3
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22 30 31 44 45
C5
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22 30 31 44 45
Ac ReAc ReAc ReAc ReAc ReAc ReAc ReAc Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
2-8
Acceptable quality levels (strict inspection)
0.010 0.015 0.025 0.040 0.065 0.10 0.15 0.25 0.40 0.65 1.0 1.5 2.5 4.0 6.5 10 15 25 40 65 100 150 250 400 650 1000
0.010 0.015 0.025 0.040 0.065 0.10 0.15 0.25 0.40 0.65 1.0 1.5 2.5 4.0 6.5 10 15 25 40 65 100 150 250 400 650 1000
Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
2020/5/3
抽樣就這樣
4
3. MIL-STD-105E抽樣表的使用
3.1 制訂標準:標準一般以文件、樣品、圖片的形式存 在,必須由授權人批準且受控.通常按不合格的影響程度, 將缺點劃分為嚴重缺點(CR)、主要缺點(Maj)、次要缺 點(Min).
2020/5/3
抽樣就這樣
5
3. MIL-STD-105E抽樣表的使用
Batch or lot Size
Sample Size
Acceptable quality levels (normal inspection)
0.010 0.015 0.025 0.040 0.065 0.10 0.15 0.25 0.40 0.65 1.0 1.5 2.5 4.0 6.5 10 15 25 40 65 100 150 250 400 650 1000
= Use first sampling plan below arrow.If sample size equals.or exceeds batch or lot size.carry out 100% inspection.
= Use first sampling above arrow.
Ac= Acceptance number.
151-280 32
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
281-500 50
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
501-1200 80
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
1201-3200 125
2020/5/3
抽樣就這樣
6
3. MIL-STD-105E抽樣表的使用
3.3 制定轉換規則
3.3.1進料檢驗使用調整型抽樣計劃,轉換規則如下:
連續5批中
連續10批允收
有2批拒收
減量檢驗
正常檢驗
驗
有一批拒收或 (開始檢驗) 連續5批合格 有條件允收
連續5批拒收
加嚴檢驗
廠商有改善
停止檢
3.3.2出廠檢驗使用正常檢驗抽樣計劃.
3.6.2 由樣本大小字碼和規定的AQL水平,分別確定 主要缺點和次要缺點的抽樣方案.
3.6.3 如果主要缺點和次要缺點的抽樣方案要求的 樣本數不同,可取其中較大的樣本數作為
檢驗的樣本數,再由該樣本數和規定的AQL水平 確定主要缺點和次要缺點的判定數.
2020/5/3
抽樣就這樣
8
3. MIL-STD-105E抽樣表的使用
G 32
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
H 50
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
J 80
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
K 125
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
Q 1250 0 1
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
= Use first sampling plan below arrow.If sample size equals.or exceeds batch or lot size.carry out 100% inspection.
L 200
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
M 315
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
N 500
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
P 800
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
MIL-STD-105E Sampie size code letters
Batch or lot size
Special inspection levels
S-1
S-2
S-3
S-4
General inspection levels
Ⅰ
Ⅱ
Ⅲ
2-8
A
A
A
A
A
A
B
9-15
A
A
A
A
A
B
C
16-25
A
A
B
B
L
N
P
150001-500000
D
E
G
J
M
P
Q
500001-Over
D
E
H
K
N
Q
R
NOTES:This is copied from outside files
Approve:
Check:
Undertake:
2020/5/3
抽樣就這樣
10
MIL-STD-105E Single sampling plans for normal inspection (II Master table)
Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
2020/5/3
抽樣就這樣
2
全檢與抽檢的比較
1.根據檢驗量的不同,檢驗可分為全檢和抽檢. 兩者的區別和特點見表一.
項目
全檢
檢驗量 對所有產品逐個進行檢驗.
應用場 所
优點
流水線上目視站、測試站的檢測 .
可有效防止不良品流入下一站. 能準確反映產品品質狀況.
缺點
需大量人力,檢驗成本較高. 部分情況下不适用,如破壞性試驗.