四轴联动加工中心弧齿锥齿轮展成加工的CAM研究
MasterCAM四轴教程
M a s t e r C A M四轴教程MasterCAM是一套CAD/CAM软件,该软件具有强大的计算机辅助设计和计算机辅助制造功能,集工件的二维几何图形设计、三维曲面设计、刀具路径模拟和加工实体模拟等功能于一身,在多轴加工中,表现也尤为出色,并提供友好的人机交互。
在4轴钻孔类零件中,常有一些成一定规律的孔系排列零件,如图1为喷水用螺旋套筒出水零件,该零件要求在φ52.73mm、长度为60mm的范围内钻150个φ5mm的孔,孔螺旋分布,螺距为10mm,螺纹圈数为6。
Ma此零件如果采用手工编程,费时费力,如采用一般CAM软件编程,则需要有实体图,下面本文将介绍MasterCAM软件非常优秀的一个加工功能:旋转轴的“轴的取代”加工方法,采用“曲线”和“点”加工零件。
笔者的加工思路为:将零件螺旋线展开,因为150个φ5mm出水孔是在螺旋线上均布排列,因此可将展开后的螺旋线绘制为150个等分点(用MasterCAM等分画点功能很容易实现),然后将4轴钻孔加工转换为二维钻孔加工,再通过旋转轴的“轴的取代”功能将二维钻孔转换为4轴钻孔刀路轨迹。
一、准备加工模型绘制螺旋曲线展开线:如图2所示,动点A旋转1周沿轴向移动的距离AC称为导程(T)。
将圆柱表面展开,螺旋线随之展成为一倾斜直线,该倾斜直线为直角三角形的斜边,底边为圆柱底圆的周长πd,另一直角边为导程T。
图2为圆柱螺旋线的两面投影图。
具体到本例中,螺纹圈数6,则螺旋线缠绕6周的长度为L=π×d×n=3.14159×52.73mm×6=993.937mm。
宽度为:H=T×n=10mm×6=60mm。
其中,d为圆柱外径,n为螺旋圈数,T为螺旋的螺距。
由L(长度)、H(宽度)可得到一矩形,根据零件加工时的装夹方向,该矩形的长和宽正好相反,即:矩形长度为60mm,高度为993.937mm。
矩形及点的绘制方法如下。
CAD/CAE/CAM技术在高精度行星锥齿轮精密成形中的应用
岛 x 爨- ?H
+ …一 一 … … … …… … … … ~ …… ’
一
d = , s 2 m * o (e t ) t m  ̄z  ̄ * x c x d l ・ r x d =h *z 一  ̄ s o d l ・  ̄t z ;24 *c s( e t )
啦一 圈
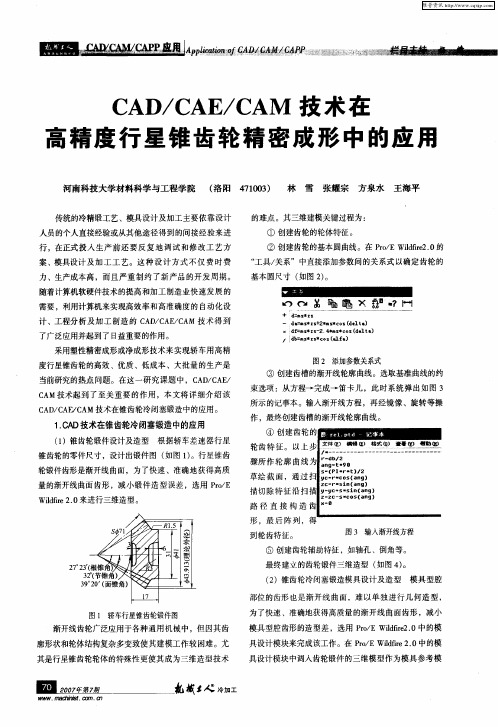
锥齿 轮锻件 三维造 型
() 形载 荷预测 曲线 b成 () 终 齿轮 成形模 拟 图 c最
的造型 过程 类 似。把 行 星锥 齿 轮 图4 轿车行星
Hale Waihona Puke 冷闭塞 锻造 模具 三 维造 型保 存 副
本为 S L 式 和齿模 加工 电极保 存副 本 为 IE 格 式 , T格 GS
描切除特征沿扫描 9+ s ( g I cs i. ) * n n. a
路 径 直 接 构 造 齿I 。
形 ,最 后 阵 列 ,得
到轮齿特征 。 图3 输入渐开线方程
⑤ 创建齿轮辅助特征 , 如轴孑 、 L 倒角等。
最终建立的齿轮锻件三维造型 ( 图 4 。 如 ) ( )锥齿轮冷闭塞 锻造模具设计 及造型 2 模 具型腔
。
A | pz P
C D/ / A P A  ̄ C P A M
型, 并创 建 模具 体 积 块 ,分 型 面 设 计在 锻件轴 向投影最 大的位 置 , 通过分 割 、抽 取 以及 对 模具 的特 征创建 等操 作最 终 可 以完成 上 下 凸 、凹模 的建立 ( 图 5 ,齿 轮 如 ) 加工电极 的三 维造 型 与齿 轮锻 件
为接 下 来 的 有 限 元 模 拟 ( A C E) 和 数 控 加 工 编 程
基于四轴数控加工中心的螺旋锥齿轮加工仿真与试验
基于四轴数控加工中心的螺旋锥齿轮加工仿真与试验基于四轴数控加工中心的螺旋锥齿轮加工仿真与试验摘要:螺旋锥齿轮在机械传动系统中具有重要的作用,其加工难度较大。
本文基于四轴数控加工中心,通过建立加工仿真模型,并进行实验验证,对螺旋锥齿轮的加工过程进行研究。
关键词:四轴数控加工中心;螺旋锥齿轮;加工仿真;试验一、引言螺旋锥齿轮由于其具有平滑传动、高承载能力和较小的齿面接触应力等特点,在航空、船舶和汽车等领域得到广泛应用。
但由于其几何形状的特殊性,使得其加工难度较大,常规的加工方法往往难以满足其高精度、高效率和高稳定性的要求。
因此,通过仿真与试验手段研究螺旋锥齿轮的加工过程具有重要的理论和实际意义。
二、螺旋锥齿轮加工的挑战与现状螺旋锥齿轮的加工主要存在以下挑战:首先,螺旋锥齿轮的加工过程比较复杂,几何形状包括两个不同的曲面,加工难度较大。
其次,螺旋锥齿轮的加工精度要求较高,齿廓和齿面质量对传动性能有着重要影响。
再次,螺旋锥齿轮加工过程中存在较大的切削力和切削热量,容易导致工具磨损和变形。
目前,对于螺旋锥齿轮的加工,常用的方法包括传统的数控加工和六轴机床加工。
然而,这些方法存在一些缺点。
传统数控加工由于缺乏四轴控制能力,往往只能通过多次换向加工实现螺旋齿的加工;六轴机床加工虽然可以实现更复杂的加工运动,但由于其结构复杂、成本高昂,并且对操作人员要求较高,应用受到一定限制。
三、基于四轴数控加工中心的螺旋锥齿轮加工仿真为了解决螺旋锥齿轮加工面临的挑战,本文基于四轴数控加工中心,通过建立加工仿真模型,对螺旋锥齿轮的加工过程进行研究。
首先,利用计算机辅助设计与制造(CAD/CAM)软件建立螺旋锥齿轮的三维模型,并确定其加工工艺参数。
然后,利用虚拟仿真软件对螺旋锥齿轮的加工过程进行数值仿真。
仿真过程中考虑切削力、切削热、材料变形等因素,并通过对仿真结果进行分析,优化加工工艺参数,以获取更好的加工效果。
四、螺旋锥齿轮加工试验验证为了验证仿真结果的准确性和可行性,本文进行了螺旋锥齿轮加工试验。
基于MasterCAM叶片零件四轴联动加工

基于MasterCAM叶片零件四轴联动加工
李继伟
【期刊名称】《农业机械》
【年(卷),期】2008(0)26
【摘要】叶片是叶轮的重要部件,工作条件恶劣,并在加工中形变复杂,对加工要求很严格,笔者根据多年生产和设计经验。
应用 MasterCAM 软件,采用数控机床四轴联动加工,应用后表明,对提高叶片加工质量和生产效率有很大帮助。
【总页数】3页(P74-76)
【关键词】MasterCAM;叶片;四轴联动
【作者】李继伟
【作者单位】江苏省镇江市农业机械技术推广站
【正文语种】中文
【中图分类】TG659;TS272.4
【相关文献】
1.基于CAXA后置设置零件四轴联动加工关键技术应用 [J], 张洋扬;郎永兵
2.基于叶片零件的Mastercam造型与四轴加工 [J], 肖善华
3.基于MasterCAM的分流梭四轴联动数控加工 [J], 任金波;张翔;夏喜锋
4.Mastercam在叶片零件四轴加工中的应用 [J], 阳涛
5.MasterCAM在叶片零件四联动数控加工中的应用 [J], 刘永刚
因版权原因,仅展示原文概要,查看原文内容请购买。
数控弧齿锥齿轮铣齿磨齿机床的研制
第33卷 第12期 2011-12(下)【105】0 引言弧齿锥齿轮是螺旋锥齿轮的一种,其轮齿节线是圆弧的一部分。
在齿轮副的啮合过程中,轮齿由一端至另一端逐渐而平稳地进入啮合,同时啮合的齿数多,与直齿锥齿轮相比,弧齿锥齿轮具有重迭系数较大、齿面比压较低、传动平稳、冲击和噪音比较小、承载能力高和寿命长等优点。
因此弧齿锥齿轮在传递相交轴间的运动中得到相当广泛的应用,尤其是在汽车、飞机、机床、石油、化工、冶金、矿山机械等行业应用更为广泛。
由于齿形结构、加工方法和齿轮工作安装结构上的复杂性,对于传统的机械结构的机床,调整参数特别多,费时费力,且质量难以保证。
国内外现有的数控弧齿锥齿轮加工机床,大多采用五轴、六轴数控系统,成本高,编程、维护、维修复杂。
本文用三轴数控系统代替复杂的机械结构,而保留了简单的机械结构的调整,使机床结构简单、造价低廉、操作维护方便。
同时,又将铣齿与磨齿结合在一起,扩大了机床的功能,提高了工艺范围,降低了企业的购置成本。
1 弧齿锥齿轮加工原理展成法加工弧齿锥齿轮是基于一假想的齿轮与工件齿轮切齿啮合。
加工机床上的摇台机构模拟一个假想的齿轮,安装在摇台上的刀盘的切削面是假想齿轮的一个轮齿。
当被加工齿轮与假想齿轮以一定的传动比切齿啮合时,刀盘就会在工件毛坯上切出一个齿槽。
刀盘的切削面与被加工出的轮齿曲面是一对完全共轭的齿面。
这个假想的齿轮称为铲形轮,其齿面由机床摇台上的刀盘刀刃相对于机床摇台运动的轨迹表面所代替。
铲形轮可以是平面齿轮或者平顶齿轮[1],其加工过程对应了两种不同的加工方法。
1.1 平面齿轮图1所示为一对啮合的直齿锥齿轮,其中一个锥齿轮的半锥角δ2 /2=90°,节锥面为中心与锥顶重合的圆形平面,这种锥齿轮称为平面齿轮。
平面齿轮的背锥面为一圆柱面,其当量圆柱齿轮为一齿条,节圆半径r ′=∞,因而齿形为直线齿形。
由于平面齿轮的齿形是直线齿形,如果用它作为铲形齿轮,则所用刀具的刀刃也是直线形的,因而刀具制造容易,精度较高。
基于FANUC四轴加工中心的斜齿轮加工探索

1 序言直齿、斜齿圆柱齿轮的加工,通常采用滚齿、插齿或磨齿的方法来完成。
随着四轴加工中心的功能开发,以往在三轴加工中心难以完成的工艺,在四轴加工中心设备上则得以实现[1,2]。
本文以一个典型斜齿轮为例,探讨其四轴数控加工方法。
2 案例分析斜齿轮的传统加工方法需要通过滚齿机来实现。
随着数控技术的高速发展,尤其是加工中心四轴联动技术的发展,斜齿轮的加工在数控机床上逐渐得到实现。
本文就斜齿轮的加工方法展开探索,基于我国自主研发的软件——CAXA制造工程师,借助VERICUT进行模拟验证,以四轴加工中心为平台实现任意斜齿轮和定制斜齿轮的加工。
案例选自某年机械行业职技大赛“辰榜杯”数控多轴联动加工技术赛题,需要加工的斜齿轮如图1所示,部分参数见表1,材料为LY12。
案例加工难点为齿斜度为20°,齿数为20,比赛现场没有专用的齿轮加工设备,每个工位提供辰榜四轴加工中心一台,要求完成模拟仿真和实际加工,并现场装配完成一套斜齿轮配合的滚子模机构,通电自动运转,齿轮配合要求较高。
图1 斜齿轮表1 斜齿轮部分参数3 方法一:通用刀具,展形加工CAXA制造工程师软件拥有丰富的四轴、五轴加工功能。
先绘制斜齿轮实体,然后生成刀具轨迹。
轨迹生成步骤为:分别选择“加工→五轴加工→五轴限制面加工”“加工→五轴加工→五轴平行线”和“加工→轨迹编辑→五轴转四轴轨迹”加工方法,设定粗、精加工刀具,可选用通用平底刀和锥形球刀,生成粗、精刀路轨迹,并模拟切削验证,如图2所示。
a)粗加工刀路b)精加工刀路c)模拟切削效果图2 常规斜齿轮加工刀路及切削模拟本加工采用五轴刀路加工功能,再将其转为四轴刀路,使其在更加常见的四轴机床上得以实现。
以上为其中一齿的加工方法,加工其他齿只需对刀路轨迹进行旋转即可。
此种方法适应性强,使用常规的刀具沿着曲面仿形切削,可适用于其他尺寸斜齿轮的加工,但此种方法加工效率较低,加工精度也偏低,曲面通过分刀实现,适合单件试加工或少量加工,当批量加工时,效率低、精度低的弱点就显现出来。
MASTERCAM四轴加工实例教程
1 4.1 加工任务概述加工任务概述加工任务概述加工任务概述利用图4-1 所示的“福”字图片,通过Mastercam 的四轴加工功能得到笔筒造型。
具体步骤如下:1)把图片中的“福”字转化成Mastercam 可读入的Autodesk 格式,或利用Mastercam9.1 自带的功能,直接可以把图片格式转换成线条。
2)经过编辑后,得到我们加工笔筒所需要的线条图形,再把图形缠绕在直径为95mm 的圆筒上3)通过Mastercam 的四轴加工功能得到笔筒造型。
图图图图4-1 未编辑前的福字为图片格式未编辑前的福字为图片格式未编辑前的福字为图片格式未编辑前的福字为图片格式经过图片转换,再加上修饰花边,加工后即为如图4-2 效果。
多轴数控设备实训丛书多轴数控设备实训丛书多轴数控设备实训丛书多轴数控设备实训丛书————四轴加工四轴加工四轴加工四轴加工 2 图图图图4-2 经过图片转换经过图片转换经过图片转换经过图片转换、、、、修饰后的加工效果修饰后的加工效果修饰后的加工效果修饰后的加工效果 4.2 工艺方案工艺方案工艺方案工艺方案笔筒的加工工艺方案如表4-1 所示。
1))))工艺设计工艺设计工艺设计工艺设计表表表表4-1 笔筒的加工工艺方案笔筒的加工工艺方案笔筒的加工工艺方案笔筒的加工工艺方案工序号工序号工序号工序号加工内容加工内容加工内容加工内容加工方式加工方式加工方式加工方式机床机床机床机床刀具刀具刀具刀具夹具夹具夹具夹具10 下料φ100×120 20 车:车外圆及长度至尺寸车卧式车床30 车:车内孔至尺寸车卧式车床40 铣:铣福字图案铣立式加工中心雕刻刀(或1mm 中心钻)专用心轴笔筒毛坯如图4-3 所示,材质为铝镁合金5050。
在实际加工中,毛坯已没有夹持余量,不可能再用三爪夹持笔筒外圆的方法加工,但可设计一阶梯芯轴,用三爪夹持心轴,找正后,把笔筒套入芯轴,并用顶尖顶牢,由于实际加工过程中,切削力很小,笔筒内孔与芯轴之间为精密配合,顶尖顶牢后,预紧力完全满足加工切削力的要求。
四轴机床加工大型弧面的方法研究

图1 零件外形尺寸
图20 数控机床虚拟调试及验证
3. 结语
通过本文中提出的数控机床虚实联调的方法,基于数字化双胞胎技术,可以实现数控机床虚拟样机的设计、研发、调试与验控设备设计调试及加工与制造过程中借助“数控数字化双胞胎”可以实现从产品研发、设计、生产直到服务的全过程,从而缩短设计及研发周期,提升调试成功率,提高生产力、可用性和过程可靠性,优化加工精度、加工过程乃至维护和服务效率。
图2 不同位置示意图3 程序逻辑控制
2019年 第12期冷加工 图4 仿真模拟效果3. 结语本文提出一种比较高效的大型弧面加工方法,建立了加工数学模型,编写了通用的全参数化往复加工宏程序,针对不同的弧面,具有很好的适应性。
经实际加工验证,相比传统的加工方法,弧面精加工效率提高了8倍左右。
另外,加工过程更加平稳,加工品质得到很大程度提升。
参考文献:[1] 成大先.机械设计手册[M ].北京:化学工业出版社,2002.[2] 梅三造.硬质合金刀具常识及使用方法[M ].王洪波,戎圭明,译.北京:机械工业出版社,2009.(收稿日期:20190802)。
mastercam模拟四轴加工工件偏工件半径
mastercam模拟四轴加工工件偏工件半径【实用版】目录1.Mastercam 软件介绍2.四轴加工的概念和应用3.工件偏工件半径的概念和计算方法4.Mastercam 模拟四轴加工工件偏工件半径的步骤5.总结正文一、Mastercam 软件介绍Mastercam 是一款专业的 CAM(计算机辅助制造)软件,广泛应用于数控加工、模具制造、机械加工等领域。
它具有强大的三维造型、编程和加工功能,能够满足各种复杂零件的加工需求。
在数控加工中,Mastercam 能够实现多轴联动、曲面加工、沿面加工等功能,为用户提供便捷、高效的加工方案。
二、四轴加工的概念和应用四轴加工是指在数控加工过程中,机床的四个轴(X、Y、Z、A)同时工作,实现三维空间中的任意角度和位置的加工。
这种加工方式具有高效、灵活、精确等特点,广泛应用于航空航天、汽车制造、模具制造等行业。
四轴加工可以采用旋转、平移、沿面等运动方式,实现对工件的各种复杂加工。
三、工件偏工件半径的概念和计算方法工件偏工件半径是指在加工过程中,工件的实际半径与加工程序中设定的半径之间的差值。
在四轴加工中,由于工件的形状、加工刀具的形状和加工参数的选择等因素的影响,工件偏工件半径可能会产生。
为了保证加工精度,需要对工件偏工件半径进行计算和修正。
工件偏工件半径的计算方法如下:1.测量工件的实际尺寸,得到工件的实际半径;2.根据加工程序中设定的半径和实际半径,计算出偏差值;3.根据偏差值,调整加工程序中的刀具路径,以实现对工件偏工件半径的修正。
四、Mastercam 模拟四轴加工工件偏工件半径的步骤1.打开 Mastercam 软件,导入工件模型;2.创建加工程序,选择四轴加工方式;3.根据工件的实际尺寸,设定加工程序中的刀具路径;4.在加工程序中加入工件偏工件半径的计算和修正功能;5.模拟加工,观察加工结果,如有需要,调整加工程序;6.将加工程序传输到机床,进行实际加工。
基于CAXA后置设置零件四轴联动加工关键技术应用

基于CAXA后置设置零件四轴联动加工关键技术应用张洋扬;郎永兵【摘要】1.四轴零件制图表达与联动加工方法零件的四轴加工内容主要有四轴定向加工和四轴联动加工两种。
四轴定向加工常使用三轴刀具轨迹编程、加工,适用多面加工的零件;四轴联动加工一般应用四轴刀具轨迹编程、加工,适用于圆柱凸轮、叶片等零件。
零件四轴联动加工时,坐标轴Y或X轴均位于工件坐标系零点,机床其余坐标轴X、Z、A或B轴进行联动加工。
四轴加工零件的联动加工部分常用平面展开图表达,典型零件有圆柱凸轮等。
2.三轴编程四轴联动加工方案实施三轴编程四轴联动加工方案主要适用于零件的四轴联动加工中,【期刊名称】《金属加工:冷加工》【年(卷),期】2012(000)022【总页数】2页(P75-76)【关键词】四轴加工;四轴联动;典型零件;CAXA;应用;技术;设置;后置【作者】张洋扬;郎永兵【作者单位】广东省工商高级技工学校,乐昌512200;广东省工商高级技工学校,乐昌512200【正文语种】中文【中图分类】TG6591.四轴零件制图表达与联动加工方法零件的四轴加工内容主要有四轴定向加工和四轴联动加工两种。
四轴定向加工常使用三轴刀具轨迹编程、加工,适用多面加工的零件;四轴联动加工一般应用四轴刀具轨迹编程、加工,适用于圆柱凸轮、叶片等零件。
零件四轴联动加工时,坐标轴Y或X轴均位于工件坐标系零点,机床其余坐标轴X、Z、A或B轴进行联动加工。
四轴加工零件的联动加工部分常用平面展开图表达,典型零件有圆柱凸轮等。
2.三轴编程四轴联动加工方案实施三轴编程四轴联动加工方案主要适用于零件的四轴联动加工中,它以零件四轴联动加工部分的平面展开图为基础,利用CAM软件强大的三轴刀具加工轨迹进行编程,然后巧妙应用软件的后置功能,根据弧长、角度互换公式θ=180l/πR(l表示弧长,R表示圆柱最大半径),将程序中的直线轴Y/X轴(弧长)转化为旋转轴A/B轴(角度),从而完成零件的加工程序。
基于VERICUT的四轴联动数控机床仿真研究
基于VERICUT的四轴联动数控机床仿真研究摘要进入21世纪以来,随着科学技术的飞速发展,机械制造业在整个制造产业中占的比例愈来愈重,数控技术的广泛应用给机械制造业的生产方式、产品结构、产业结构带来了深刻的变化。
因此,各职业学校和培训机构为了培养能够快速适应企业发展要求的高技能人才,纷纷进行数控技术的培训。
在传统培训上,学生的培训都是在真实的机床上进行培训,但近几年随着学生的增加,实习工位严重不足,影响了培训的质量。
在这种情况下,数控仿真加工的出现解决这一难题。
本文基于VERICUT软件构建了四轴加工的仿真环境,解决了上述存在的问题,实现了数控编程的虚拟制造。
关键词VERICUT;数控机床;仿真Study on the 4-axis CNC Machine Simulation Based on Vericut and UGAbstract In the 21 st century, with the rapid development of science and technology, machinery manufacturing industry in the entire manufacturing industry percentage of more and more serious, the wide application of numerical control technology for mechanical manufacturing mode of production, product structure, industrial structure brings profound changes. Therefore, the vocational schools and training institutions in order to develop the can quickly adapt to the requirements of the development of the enterprise the talent of high technical ability, have to the numerical control technology training, in the traditional training, the training of the students are in a real machine tools on training, but in recent years with the increase of the students, practice location severity shortage, influence the quality of the training. In this case, the emergence of numerical control imulation processing solve this problem. This paper is the base VERICUT software build four axis machining simulation environment, to solve the above problems, realize the CNC programming of virtual manufacturing.Keywords VERICUT;NC machine; Simulation自我国加入WTO以来,我国已成为全球的“制造中心”,数控加工技术在机械制造业中的广泛应用,迫切需要一大批能够适应企业要求的数控高技能人才,大批数控机床操作人员的专业培训的重担就落在了职业院校和培训学校。
MasterCAM在叶片零件四联动数控加工的应用
随着数控加工日益普及,CAD/CAM软件也在不断地更新,而多轴加工数控编程一直是航空发动机叶片加工的关键技术。
Mastercam作为一款高端CAD/CAM软件,在实际加工中有着广泛的应用,以下是以Mastercam在叶片的四轴联动加工中的实际应用,对其它曲面加工也有借鉴意义。
关键词叶片四轴联动加工行距后处理进给率控制一、引言数控加工是一种可编程的柔性加工方法。
数控机床正向着高速、高精、高柔性、复合化的方向发展,其费用相对较高,故适用于精度高,形状复杂的零件的加工,而叶片零件公差带小,其型面多为复杂的空间曲面,需要制造专用的工装夹具,成批量生产要求精确复制,一直是数控加工的应用对象。
二、四联动NC机床四轴联动加工技术主要应用于加工具有较为复杂曲面的工件,与三轴联动加工相比,四轴联动加工可以加工出更高质量、更复杂的曲面,主要适用于飞机、模具、汽车等行业的特殊加工,目前已经普及国产四坐标机床。
如下左图所示四坐标立式NC机床是在三个线性平动轴的基础上增加一旋转轴。
其运动链为:三、叶片的结构特点从叶片的结构来看,其叶身型面部分为复杂的空间曲面,各部分的曲率、扭转变化较大,是典型的薄壁件。
由于其为动力等装置的重要部件,工作条件较为恶劣,对零件本身的精度和质量提出的很高的要求。
型面的加工质量直接影响其工作性能,从而可能影响整机的性能。
叶片的材料要求有很高的质量—强度比,加工中难切削,切削抗力大,引起的变形也大。
由于其截面形状,在叶盆和叶背方向上抵抗变形的能力也不同,进排边缘处又较薄,加工中的形变很复杂。
对数控加工提出了很高的要求。
在实际加工中,多采用以下的加工流程:四、叶片的CAD建模Mastercam是美国CNC Software公司开发的一套CAD/CAM 软件,最早的版本为V3.0,可用于DOS。
由于其诞生较早,兼具CAD软件和CAM软件的重要功能,发展至今无疑是CAD/CAM软件中的一枝奇葩,有很高的市场占有率。
基于MasterCAM的DMU60P四轴机床后处理开发
基于MasterCAM的DMU60P四轴机床后处理开发杨莉;杨志;何波【摘要】针对DMU60P四轴机床的特殊运动关系,开发了实现DMU60P四轴机床自动编程的MasterCAM通用后处理程序文件、机床文件和控制器文件,拓展了MasterCAM的编程功能,并通过模拟仿真和加工验证了其正确性和可行性,解决了四轴编程困难、程序调试周期较长与加工效率低等实际生产问题.对同类多轴机床的后处理开发研究有一定的推广价值.【期刊名称】《制造技术与机床》【年(卷),期】2016(000)004【总页数】5页(P144-148)【关键词】DMU60P数控机床;MasterCAM;四轴后处理;VERICUT仿真加工【作者】杨莉;杨志;何波【作者单位】四川工程职业技术学院机电工程系,四川德阳618000;四川工程职业技术学院机电工程系,四川德阳618000;中国电子科技集团公司第二十九研究所,四川成都610031【正文语种】中文【中图分类】TH166;TP391.7MasterCAM是由美国CNC Software公司开发的CAD/CAM软件系统,可以提供2~5轴铣削、车削中心、变锥度线切割四轴加工等编程功能[1]。
MasterCAM 的三维曲面造型设计和自动编程功能强大,后置处理灵活多样,软件操作简单易学,因而在航空航天、汽车、模具等行业的多轴加工中应用广泛。
近年来,国内外行业专家根据不同类型的机床,利用不同自动编程软件已经开发出许多针对性很强的专门后置处理。
Jung Y H等[2]开发出了针对TRT型五轴数控机床的后置处理器,并在系统中加入了刀具路径优化算法;蔺小军等[3]开发出了针对UG刀位文件并适应特定数控机床的专用数控加工后置处理系统;Tung C等[4]开发出了针对特殊6轴数控机床后置处理器;徐智卿[5]开发了针对HEIDENHAIN iTNC530数控系统的DMU80P douBLOCK机床,用Pro/E生成刀轨文件的特殊五轴数控机床的专用后置处理系统。
两种CAM软件在四轴加工中的应用比较
摘要:通过数控竞赛试题中零件的加工,分析比较CAXA制造工程师2016和PowerMILL2019两种CAM软件在四轴加工中的优缺点。
关键词:CAM;造型设计;四轴加工计算机辅助制造(CAM)是利用计算机及软件辅助完成产品从生产准备到制造整个过程的活动。
其核心是计算机数值控制(简称数控编程),即通过计算机编程生成机床设备能够读取的NC代码,使机床设备运行更加精确、更加高效,为企业节约大量的成本。
CAM软件较多,如PowerMILL、CAXA、UG NX、MasterCAM等。
在数控加工中心上加一个旋转轴,称为第四轴,利用四轴联动功能在圆柱面上可进行不同形状的加工。
自动编程CAM软件可以快速准确地完成四轴产品从造型到自动编程出程序的整个过程。
本文通过数控竞赛试题中零件(如图1所示)的加工,介绍两款CAM软件———CAXA制造工程师2016和PowerMILL2019进行四轴加工的方法及优缺点。
1比较分析1.1CAXA制造工程师加工步骤如图2所示。
(1)线框造型。
利用曲线直线、圆弧、镜像等指令在长251.327mm(π×D)、宽110mm的长方形轮廓内完成上下两个槽的造型。
(2)实体造型。
双向拉伸(4mm)长方体(251.327×110),在长方体上利用拉伸增料、拉伸除料、圆形阵列、圆角过渡等指令完成中间花形的造型。
轴轨迹。
采用两轴策略平面轮廓精加工上下两个槽,用直径为1.5mm球刀,层间采用循环走刀。
对于中间花形采用三维偏置加工方法,加工参数设置:加工方式往复,加工顺序从上向下,行间连接选直接连接,选择加工边界。
(2)四轴轨迹。
使用四轴加工方法,四轴柱面包裹加工将二轴、三轴轨迹变成四轴轨迹,设置如下:底面中心点即圆柱底面中心在作图坐标系中的坐标位置(圆柱的起点);轴向即圆柱长度方向和作图坐标轴的关系(圆柱的方向),高度即圆柱的长度(圆柱的高度),底、顶半径即圆柱半径(圆柱的直径),圆锥面上的基点偏移即圆柱中心相对于圆柱底面坐标的偏移值(圆柱的中心)。
四轴数控弧齿锥齿轮拉齿机[实用新型专利]
![四轴数控弧齿锥齿轮拉齿机[实用新型专利]](https://img.taocdn.com/s3/m/c42801f7b7360b4c2f3f64c3.png)
专利名称:四轴数控弧齿锥齿轮拉齿机专利类型:实用新型专利
发明人:付延军,王宏丽
申请号:CN200920221937.6
申请日:20091104
公开号:CN201519811U
公开日:
20100707
专利内容由知识产权出版社提供
摘要:本实用新型提供一种四轴数控弧齿锥齿轮拉齿机,包括切削运动部件,工件分度部件,液压系统和电气控制系统构成;切削运动部件包括刀轴箱和滑动装置;工件分度部件包括转台、立柱、工件箱、旋转丝杠、蜗轮副、夹紧油缸。
其中的转台安装在床身的工作面上,立柱安装在转台上,立柱与转台之间设有4个夹紧油缸,蜗轮副与转台相连接,工件箱通过导轨安装在立柱一个立面上,设在立柱上的旋转丝杠带动工件箱上下竖直移动。
本实用新型的有益效果是本实用新型提供了一种装卸工件简单,维修方便,加工成本低,生产效率高的四轴数控弧齿锥齿轮拉齿机。
申请人:天津市精诚机床制造有限公司
地址:300300 天津市东丽经济开发区丽新路1号
国籍:CN
代理机构:北京东方汇众知识产权代理事务所(普通合伙)
代理人:刘淑芬
更多信息请下载全文后查看。
一种基于通用四轴数控机床与球头铣刀的螺旋锥齿轮加工方法[发明专利]
![一种基于通用四轴数控机床与球头铣刀的螺旋锥齿轮加工方法[发明专利]](https://img.taocdn.com/s3/m/8a9c9dcf4b73f242326c5fcc.png)
专利名称:一种基于通用四轴数控机床与球头铣刀的螺旋锥齿轮加工方法
专利类型:发明专利
发明人:魏巍
申请号:CN201810382456.7
申请日:20180426
公开号:CN108568567A
公开日:
20180925
专利内容由知识产权出版社提供
摘要:本发明涉及一种螺旋锥齿轮加工方法,具体涉及一种基于通用四轴数控机床与球头铣刀的螺旋锥齿轮加工方法。
本发明通过齿面离散点计算、齿轮实体建模、球头铣刀直径确定、刀具路径创建、齿面加工参数计算和齿面加工过程步骤,可在通用四轴数控铣床上完成各类螺旋锥齿轮加工,无需购置昂贵的专用机床和铣刀盘,相比于铣刀盘加工出的齿轮过渡曲面,具有更大的曲率半径,可提高齿轮的弯曲疲劳强度。
相比铣刀盘加工齿轮时的单侧悬臂布置方式,本发明采用的卡盘和尾座顶尖的两端支撑方式具有更好的刚性,可减少切削力导致的变形,从而提高了齿面的加工精度。
申请人:长江大学
地址:434020 湖北省荆州市荆州区南环路1号
国籍:CN
代理机构:荆州市亚德专利事务所(普通合伙)
代理人:李杰
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要弧齿锥齿轮结构的复杂性和独特性,给其设计与制造带来一定的困难。
我国传统弧齿锥齿轮加工方法主要是利用格里森机床。
而数控技术是弧齿锥齿轮加工的一个发展趋势。
本文将数控多轴联动加工与弧齿锥齿轮加工技术相结合,基于三维工程软件强大的造型功能及相关接口技术,利用VC++创建参数输入人机界面及软件数据传输通道,尝试开发基于四轴加工中心的弧齿锥齿轮数控加工方法。
所做工作包括:利用UG的建模功能生成铣刀盘:并创建刀具库;根据铣刀盘的结构、类型和被加工齿轮的特征建立数学模型,再根据假想平顶齿轮原理和展成加工方法,计算刀位轨迹并利用VC++实现刀位轨迹的参数化;进而在UG/CAM环境下模拟仿真:最后采用特殊的后处理技术,生成适合在四轴联动加工中心下加工弧齿锥齿轮的数控代码。
关键词:弧齿锥齿轮:加工中心:铣刀盘;展成加工Abstract1绪论1.1引言目前,弧齿锥齿轮(图1—1)广泛应用在各种高速重载的相交轴传动中,特别是航空、航海、汽车、飞机、工程机械车以及各种精密机床等行业。
它具有传动重合度大、承载能力高、传动效率高、传动平稳、噪声小等优点。
因此,弧齿锥齿轮的设计与制造在机械行业中占有相当重要的地位。
弧齿锥齿轮理论是由美国Gleason公司的科学家E.威尔德哈泊(E.wilhaber)、M.L.巴斯特尔(M.L“Baxter)等人提出。
后来瑞士的奥利康(Oerlikon)公司和德国的克林根贝格(Klingelnberg)公司也拥有了自己的弧齿锥齿轮技术,并各自制定了自己的标准,通常分别简称为“格”制、“奥”制和“克”制。
其中最瞩目的是格里森公司(G1eason)推出的弧齿锥齿轮。
其主要特点是:齿线为段圆弧,齿形较复杂,制造较难,承载能力高,运转平稳,噪声小,磨齿后可以用于高速转动。
它在Y225、Y2290等专用机床l二用多刃面铣刀加工而成,齿坯相对于旋转的刀具滚动而成一齿槽后,刀具退回并转到原始位置,同时齿坯分度。
1主动轮2从动轮图1-1弧齿锥齿轮随着计算机技术和数字控制技术的发展,高精度电子传动的实现,为高精、高效和柔性化的弧齿锥齿轮加工开辟了新的途径。
Nc技术的应用极大简化了机床结构和加工计算,目前仍只有少数国家拥有该方面技术,国内在这方面研究仍处于探索阶段,因此开展弧齿锥齿轮Nc加工研究具有重要理论意义和实际意义。
1.2弧齿锥齿轮的国内外发展与现状1.2.1国外发展与现状国外对弧齿锥齿轮的研究处于领先地位,特别是德国、美国和只本等几个工业发达国家。
他们加工的弧齿锥齿轮无论在精度上还是在耐磨度和抗疲劳强度上都处于世界领先地位。
传统的弧齿锥齿轮制造方法一般采用固定安装法的机切加工,在专用弧齿锥齿轮切齿机上进行,机切加工的弧齿锥齿轮由于精度高、易控制啮合质量等优点在该产品制造业中占主导地位。
目前G1eason公司是螺旋锥齿轮和准双曲面锥齿轮加工机床的主要供应厂家。
它己研制出格里森制六座标数控铣齿机,是近百年弧齿锥齿轮传动史上的重大突破,理论与实践上均有重大意义。
为了消除热后变形对齿轮齿面加工的影响,国外许多齿轮厂家在弧齿锥齿轮硬齿面加工方面也取得了很大成就。
其中少数厂家采用先进的五坐标轴联动数控加工方法来加工弧齿锥齿轮以提高其加工精度。
而韩国己经提出加工弧齿锥齿轮的新思想,既从底层做起,利用锥形铣刀在三轴带转台数控机床上完成弧齿锥齿轮的数控加工。
1.2.2国内发展与现状我国在弧齿锥齿轮的加工技术上远远落后于国外几个工业发达国家。
早期的锥齿轮机床多为传统机床,该类机床的传动系统复杂,主要通过齿轮间的啮合来传递运动,并且传动链较长,一旦有误差产生,将会影响整个传动链,造成锥齿轮的制造误差,加工精度低。
从70年代开始,我国开始引进美国格罩森公司的齿轮机床,对格里森公司的计算公式进行了推导和改进。
在齿轮技术的研究和生产上取得了很大进展。
但与工业发达国家相比,还存在很大差距。
1.2本课题研究的目的和意义弧齿锥齿轮以其良好的动态性能,在机械行业中占有相当的地位。
其设计和制造技术从问世以来一直是制造业的难点和热点。
我国齿面加工一直局限于专用机床,结构复杂,价格昂贵,调整困难。
弧齿锥齿轮加工的数控化研究,特别是基于通用数控设备的加工方法的研究,在该类齿轮的成型技术研究方面具有特殊意义。
本课题在现有的理论基础上进一步研究利用四轴转台加工中心展成加工弧齿锥齿轮的可能性。
目前国内外没有利用普通四轴加工中心加工弧齿锥齿轮资料,该课题研究成功后,将对我国齿轮业特别对弧齿锥齿轮数控加工研究方面具有不可忽视的作用,一方面可以提高我国齿轮机床的数控化率,一定程度上缓解我国齿轮业的更新危机。
另一方面可以以此为开端进一步研究伞齿轮的数控加工,带来可观的经济效益和社会效益,并为其它行业的CAM 设计与开发提供了思路;在促进制造业全面信息化方面以及CAM的发展方面都有积极、重大的意义。
1.4本课题的主要内容锥齿轮的齿面形式完全由加工机床所决定,传统的曲线齿锥齿轮的加工机床主要有3种,即Gleason、Klingelnberg、和oerlikon机床,目前应用最为广泛的是GIeason制机床,因此,本课题主要以GIeason制弧齿锥齿轮为研究对象。
又由于四轴加工中心完全具备加工弧齿锥齿轮的条件,而且在价格上优于五轴加工机床,所以本课题拟采用四轴联动加工中心,根据假想平顶齿轮原理,利用展成法加工,确定刀具相对工件的位置和姿态,得到弧齿锥齿轮加工的刀位轨迹文件,利用VC++对其参数化,最终在UG环境下仿真模拟加工,获得数控代码。
2四轴加工中心加工弧齿锥齿轮的思想及实现2.1四轴转台加工中心加工弧齿锥齿轮的整体思想基于利用五轴机床加工弧齿锥齿轮的总体思想,加工过程中至少需要一个旋转运动,x 轴、Y轴、Z轴的i轴插补运动,因此从理论上至少需四轴的数控机床才能完成加工任务,可利用四轴转台加工中心加工弧齿锥齿轮。
齿坯的旋转运动和分度功能可以利用加工中心的第四轴实现,而铣刀盘加工轨迹可以利用x、Y轴的插补运动实现,加工时保证刀轴轴线始终垂直齿根锥面。
利用UG的CAM功能,专用央具.铣刀盘,在四轴联动加工中心上实现弧齿锥齿轮数控加工。
2.2弧齿锥齿轮数控加工的必要条件2.2.1加工机床的选择弧齿锥齿轮的加工制造技术与加工机床有着密切的关系。
由于弧齿锥齿轮的结构复杂性,弧齿锥齿轮的加工必须利用多轴机床才能完成。
现在己出现利用六轴五联动以及五轴联动数控机床加工弧齿锥齿轮。
图2-1双转台五轴加工中心图2-2四轴转台加工中心利用五轴加工中心(图2—1)理论上可以实现加工,但有其局限性:(1)成本高。
特别是转头转台的五轴加工中心价格更高。
(2)操作困难。
五轴加工中心的现场操作和后处理操作困难,出错率较高。
(3)装夹困难。
如果利用双转台的五轴加工中心加工较大直径的锥齿轮时,齿轮会与下转台发生干涉(如图2—3)。
图2.3齿轮与下转台干涉在普通数控机床上加工弧齿锥齿轮,要求机床必须沿三个坐标轴有插值,且其中有两个运动应当是往复直线运动、一个是旋转运动。
因此利用四轴转台加工中心可以完成弧齿锥齿轮的加工。
其中一轴提供毛坯旋转运动,其它三轴提供刀具的插补运动。
这里选择如图2—2所示的四轴转台加工中心。
它数控加工能力强、应用范围广,集计算机控制、高性能伺服驱动和精密技术于一。
体。
待加工的毛坯装夹在转台上,转台提供毛坯的旋转运动,其他二轴提供刀具的插补运动。
四轴加工中心克服了五轴加工中心的以上缺点,而且具备了加工弧齿锥齿轮的必要条件,但是直接利用四轴加工中心不可能实现弧齿锥齿轮的加工,必须提供一定的硬件和软件的条件,硬件方面要设计辅助夹具,软件方面要对刀具和后处理方面进行使用上的创新突破。
图2.4齿根保持水平2.2.2专用夹具的引入基于以上加工弧齿锥齿轮的总体思想,四轴加工中心具备了加工弧齿锥齿轮的必要条件,但是不能把毛坯装夹在加工中心的第四轴上直接进行加工,这样齿轮的齿根面不会被加工到或者齿形不能完全加工。
为此,在加工齿轮时必须利用夹具使被加工的弧齿锥齿轮的齿根面在加工时保持水平。
装夹时,专用夹具固定在平台上,第四轴装配在夹具上,通过调整夹具而使第四轴绕Y轴旋转一定的角度,从而使弧齿锥齿轮的齿根面保持水平(图2—4)。
旋转角度的大小为弧齿锥齿轮的齿根面的锥角大小。
设计夹具时,夹具必须有调整角度的功能’以适应图2.5双面铣刀盘不同锥角的弧齿锥齿轮。
因此.利用四轴加工中心加工弧齿锥齿轮的整体思想是:毛坯装夹在第四轴上;设计专用夹具,通过控制专用夹具的旋转角度,从而控制加工中心的第四轴的旋转角度,使被加工的弧齿锥齿轮的齿根面保持水平。
2.2.3弧齿锥齿轮的加工刀具加工的初步是要建立刀具,刀具建立的原则是强度和加工效率,不同规格、不同形状的齿轮加工刀具的结构和大小不同。
现在我国用到的弧齿锥齿轮大多是用格里森机床加工的,格里森机床用到的加工刀具是铣刀盘。
铣刀盘加工的最大优点是效率高,所以本课题选用双面铣刀盘(图2—5)为加工刀具。
它是外切刀片和内切刀片在刀盘上相闯排列的。
由于模拟仿真软件UG的刀具库里本身没有铣刀盘,所以必须绘制铣刀盘,并建立刀具库。
图2.6铣刀盘首先进入UG,Modeling模块下,绘制双面铣刀盘(图2—6)UGII—BASE—DIR\MACH \resource\library、tool\metric 下面然后在找到to oJ—database.dat这个文件,把要添加的刀具的刀具名称和相应的刀具参数添加到此文件中,然后把此刀具的三维图存放在UGII—BASE—DIR\MACH\resource\Iibrary\t001\graphics下,文件的名称为刀具库里对应刀具的名称,例如,刀具库里的一把刀具对应的刀具的名称为ugt0202—00l,那么文件的名称就应该是ugt0202 001.prt,在UG/CAM下就可以调用此刀具。
刀具库的建立对于弧齿锥齿轮加工很必要,在加工中就是利用它的建立模拟实际走刀轨迹。
2_3弧齿锥齿轮数控加工的实现2.3.1三维软件UG的引入弧齿锥齿轮加工的最后实现必然是利用加工中心来完成。
由于弧齿锥齿轮的曲面复杂性,利用手工编程是根本不可能的,所以必须利用相关的CAM软件通过调用刀位文件(CL)来辅助完成,而且该软件要能够识别不同公司制造的加工中心或者数控铣床的控制部分并且生成相应的数控代码。
现有的三维cAM软件有很多,但常用的三维CAM软件有MastercAM、cATIA、Pro/e、unigraphics、I—DEAS、Cimatron等。
这些三维CAM软件各有自己的优缺点。
MastercAM是专用三维数控加工软件,它对于数控车、数控铣等的加工很有效,并且放着效果也很好,但它对于多于三轴的数控机床就很难处理,尤其是对于像加工弧齿锥齿轮这样复杂曲面形状的图形很难或者根本不可能实现。