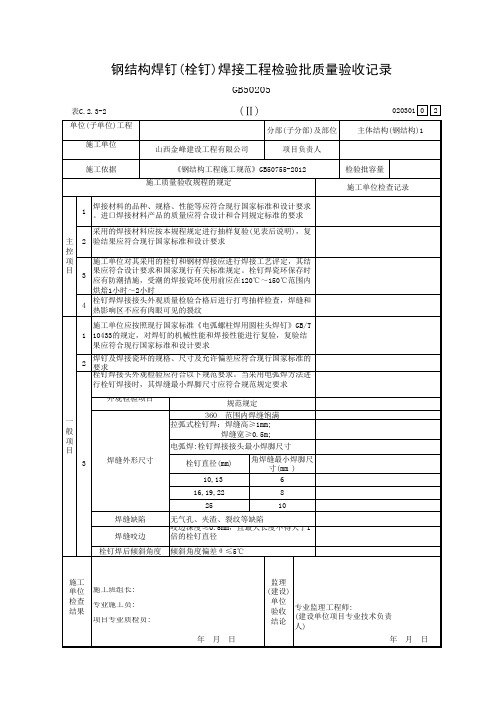
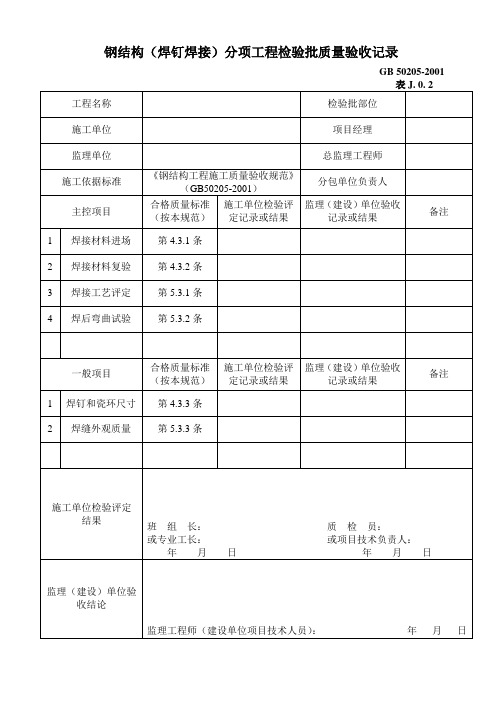
钢结构焊钉(栓钉)焊接工程检验批质量验收记录(Ⅱ)
钢结构工程检验批质量验收记录表

钢结构制作(安装)焊接工程检验批质量验收记录表GB50205-2001(Ⅰ)010901 02性能符合产品标准和设计要求。
检查产品质量合格证明文件、中文标志及检验报告。
②重要结构用焊接材料抽样复验结果符合产品标准和设计要求。
检查复验报告。
③焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料与母材的匹配应符合设计要求及《建筑钢结构焊接技术规程》JGJ81的规定。
焊接材料在使用前,应按规定进行烘焙和存放。
检查质量证明书和烘焙记录。
④焊工必须有证书。
持证焊工必须在其考试合格项目及其认可范围内施焊。
检查焊工合格证及其认可范围、有效期。
⑤施工单位对其首次采用的钢材、焊接材料、焊接方法、焊后热处理等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺。
检查焊接工艺评定报告。
⑥设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤。
⑦T 形接头、十字接头、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸应符合第5.2.5条的规定。
⑧焊缝表面不得有裂纹、焊瘤等缺陷。
一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
3.一般项目:①焊条、药皮脱落、焊芯生锈、焊剂不受潮等外观质量。
观察检查。
②对于需要进行焊前预热或焊后热处理的焊缝,预热区在焊道两侧,每侧宽度均应大于焊件厚度的1.5倍以上,且不应小于100mm ;后热处理应在焊后立即进行,保温时间应根据板厚按第25mm 板厚1h 确定。
检查试验报告。
③二级、三级焊缝外观质量标准应符合本规范4.焊缝尺寸允许偏差应符合本规范附录A 中表A.0.2的规定。
用焊缝量规检查。
5.焊成凹形的角焊缝,焊缝金属与母材间应平缓过渡;加工成凹形的角焊缝,不得在其表面留下切痕。
观察检查。
6.焊缝感观应达到:外形均匀、成型较好、焊道与焊道、焊道与基本金属间过渡较平滑,焊渣和飞溅物基本清除干净。
焊钉(栓钉)焊接工程检验批质量验收记录

施工单位 检查结果
主体结构分部
主控项目全部合格,一般项目满足规范规定
-钢结构子分部
要求
项目专业质量检查员:
年月日
监理单位 验收结论
XX-C5-71180
验收合格
专业监理工程师: 年月日
焊钉(栓钉)焊接工程检验批质量验收记录
XX-C5-71180
单位(子单位) XXXXXXXX及综合配套 分部(子分部) 主体结构分部 分项工程名
工程名称
设施工程
工程名称
-钢结构子分部
称
钢结构焊接分项
施工单位
XXXX建设有限公司 项目负责人
陈品
检验批容量
50件
分包单位
/
分包单位 项目负责人
/
施工依据
《钢结构工程施工规范》GB5075合格,报告编号 XXX
√
/
文件符合规定,资料齐全
√
4
焊后弯曲试验
第5.3.2条 10 / 10
抽查10处,全部合格
√
一1 般 项 目2
焊钉和瓷环尺寸 焊缝外观质量
第4.3.3条 10 / 10 第5.3.3条 10 / 10
抽查10处,全部合格 抽查10处,全部合格
100% 100%
验收依据
验收项目
设计要求及 最小/实际 规范规定 抽样数量
检验批部位
体育馆
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查 结果
1
焊接材料品种规格
第4.3.1条
/
质量证明文件齐全,试验合格,报告编号 XXX
√
主2 控 项 目3
焊接材料复验 焊接工艺评定
第4.3.2条 第5.3.1条
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
一 般 项 目
施工 单位 施工班组长: 检查 专业施工员: 结果 项目专业质检员: 年 月 日
监理 (建设) 单位 专业监理工程师: 验收 (建设单位项目专业技术负责 结论 人) 年 月 日
施工单位检查记录
1
焊接材料的品种、规格、性能等应符合现行国家标准和设计要求 。进口焊接材料产品的质量应符合设计和合同规定标准的要求
主 控 项 目
采用的焊接材料应按本规程规定进行抽样复验(见表后说明),复 2 验结果应符合现行国家标准和设计要求 施工单位对其采用的栓钉和钢材焊接应进行焊接工艺评定,其结 3 果应符合设计要求和国家现行有关标准规定。栓钉焊瓷环保存时 应有防潮措施,受潮的焊接瓷环使用前应在120℃~150℃范围内 烘焙1小时~2小时 栓钉焊焊接接头外观质量检验合格后进行打弯抽样检查,焊缝和 4 热影响区不应有肉眼可见的裂纹 施工单位应按照现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 1 10433的规定,对焊钉的机械性能和焊接性能进行复验,复验结 果应符合现行国家标准和设计要求 2 焊钉及焊接瓷环的规格、尺寸及允许偏差应符合现行国家标准的 要求 栓钉焊接头外观检验应符合以下规范要求。当采用电弧焊方法进 行栓钉焊接时,其焊缝最小焊脚尺寸应符合规范规定要求 外观检验项目 规范规定 360范围内焊缝饱满 拉弧式栓钉焊:焊缝高≥1mm; 焊缝宽≥0.5m; 电弧焊:栓钉焊接接头最小焊脚尺寸 3 焊缝外形尺寸 栓钉直径(mm) 10,13 16,19,22 25 焊缝缺陷 焊缝咬边 栓钉焊后倾斜角度 无气孔、夹渣、裂纹等缺陷 咬边深度≤0.5mm,且最大长度不得大于1 倍的栓钉直径 倾斜角度偏差θ ≤5℃ 角焊缝最小焊脚尺 寸(mm ) 6 8 10
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
【工程文档】钢结构焊钉(栓钉)焊接工程检验批质量验收记录表
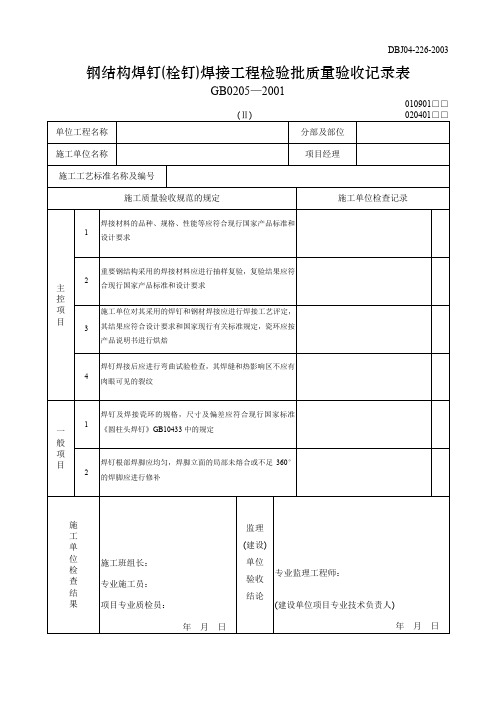
DBJ04-226-2003 钢结构焊钉(栓钉)焊接工程检验批质量验收记录表
GB0205—2001
010901□□
DBJ04-226-2003
说明
010901
(Ⅱ) 020401 主控项目:
1.检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件,中文标志及检验报告。
2.检查数量:全数检查。
检验方法:检查复验报告。
3.检查数量:全数检查。
检验方法:检查焊接工艺评定报告和烘焙记录。
4.检查数量:每批同类构件抽查10%;且不应少于10件,被抽查的构件中,每100个焊钉检查1个不
足100个时,亦应检查1个。
检验方法:焊钉弯曲30°后用角尺检查和观察检查。
一般项目:
1.检查数量:按量抽查1%,且不应少于10套。
检验方法:同钢尺和游标卡尺量测。
2.检查数量:按总焊钉数量抽查1%,且不应少于10。
检验方法:观察检查。
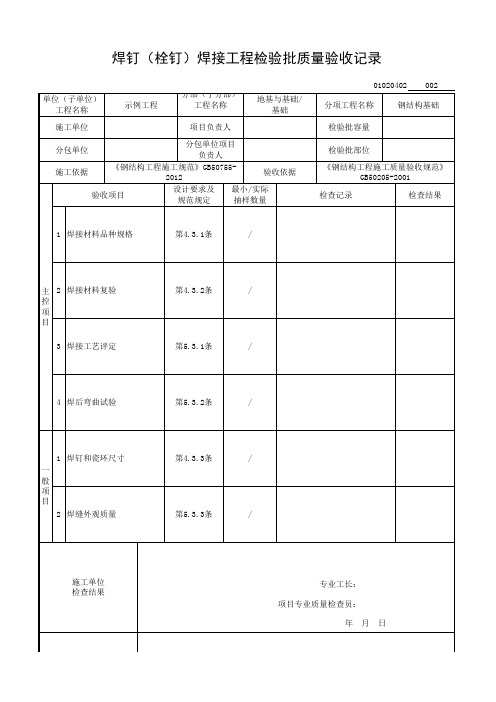
焊钉(栓钉)焊接工程检验批质量验收记录
单位(子单位) 工程名称
示例工程
分部(子分部) 工程名称
地基与基础/ 基础
施工单位
项目负责人
分包单位
分包单位项目 负责人
施工依据
《钢结构工程施工规范》GB507552012
验收依据
验收项目
设计要求及 规范规定
最小/实际 抽样数量
01020402 002
分项工程名称
钢结构基础
检验批容量
检验批部位
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查结果
1 焊接材料品种规格
第4.3.1条
/
主 2 焊接材料复验 控 项 目
3 焊接工艺评定
第4.3.2条
/
第5.3.1条
/
4 焊后弯曲试验
第5.3.2条
/
1 焊钉和瓷环尺寸
一 般 项 目
2 焊缝外观质量
第4.3.3条
/
第5.3.3条
/
施工单位 检查结果
监理单位 验收结论
专业工长: 项目专业质专业监理工程师: 年月日
焊钉(栓钉)焊接工程检验批质量验收记录

分包单位 项目负责人
检验批部位
施工依据 钢结构工程施工规范(GB50755-2012) 验收依据
验收项目
设计要求及 规范规定
最小/实 际
抽样数量
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查 结果
1 焊接材料品种规格
第4.3.1条
/
检验合格,符合要求
√
主 2 焊接材料复验 控 项 目 3 焊接工艺评定
焊钉(栓钉)焊接工程检验批质量验收记录
01020402 02030102 001
单位(子单位) 浙江资料软件销售: 分部(子分部) 主体结构分部-
工程名称
15824421188
工程名称
钢结构子分部
分项工程名称
钢结构焊接分项
施工单位
资料软件全套:1280 元
项目负责人检验批容量分包单位资料员QQ群: 375178245
第4.3.2条
/
第5.3.1条
/
检验合格,报告编号
√
检验合格,符合要求
√
4 焊后弯曲试验
第5.3.2条
/
抽查 处,合格 处
√
一 1 焊钉和瓷环尺寸 般 项 目 2 焊缝外观质量
第4.3.3条
/
第5.3.3条
/
抽查 处,合格 处
√
抽查 处,合格 处
√
施工单位 检查结果
主控项目全部合格,一般项目满足规范规定 要求;检查评定合格
专业工长: 项目专业质量检查员:
年月日
监理单位 验收结论
专业监理工程师: 年月日
焊钉(栓钉)检验批施工质量验收记录
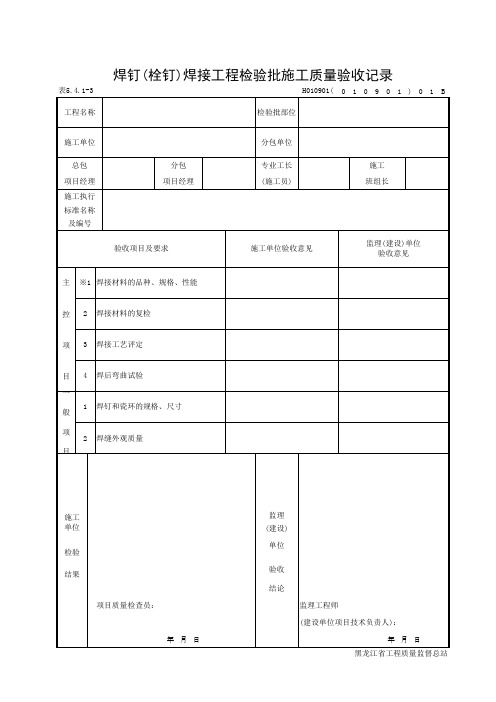
表5.4.1-3 工程名称 检验批部位 H010901( 0 1 0 9 0 1 ) 0 1 B
施工单位 总包 项目经理 施工执行 标准名称 及编号 验收项目及要求 分包 项目经理
分包单位 专业工长 (施工员) 施工 班组长施 Nhomakorabea单位验收意见
监理(建设)单位 验收意见
主
※1 焊接材料的品种、规格、性能
控
2
焊接材料的复检
项
3
焊接工艺评定
目 一
4
焊后弯曲试验
1 般 项 目 2
焊钉和瓷环的规格、尺寸
焊缝外观质量
施工 单位 检验 结果
监理 (建设) 单位 验收 结论 项目质量检查员: 监理工程师 (建设单位项目技术负责人): 年 月 日 年 月 日
黑龙江省工程质量监督总站
钢结构检验批验收记录表(全)
2
钢材表面质量
第7.2.5条
10/12
抽查12处,合格12处
100%
3
切割精度
第7.2.2条
第7.2.3条
全/10
抽查10处,合格10处
100%
4
矫正质量
第7.3.3条
第7.3.4条
第7.3.5条
10/10
抽查10处,合格10处
100%
5
边缘加工精度
第7.2.4条
10/10
抽查10处,合格10处
/
检验批部位
1轴~10轴
施工依据
《钢结构工程施工规范》GB50755-2012
验收依据
《钢结构工程施工质量验收规范》GB50205-2020
主控项目
验收项目
设计要求及规范规定
最小/实际
抽样数量
检查记录
检查结果
1
基础验收
第10.2.1条、
第10.2.2条、
第10.2.3条、
第10.2.4条
10/10
抽查10处,合格10处
验收依据
《钢结构工程施工质量验收规范》GB50205-2020
主控项目
验收项目
设计要求及规范规定
最小/实际
抽样数量
检查记录
检查结果
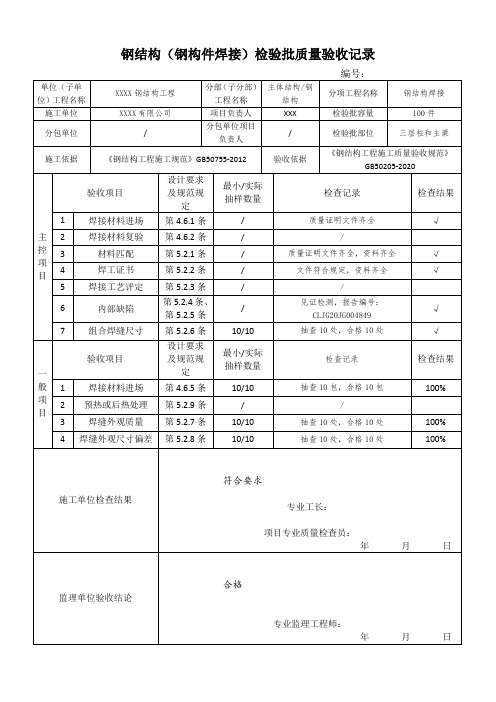
1
焊接材料进场
第4.6.1条
/
质量证明文件齐全
√
2
焊接材料复验
第4.6.2条
/
/
3
材料匹配
第5.2.1条
/
质量证明文件齐全,资料齐全
√
4
焊工证书
第5.2.2条
/
文件符合规定,资料齐全
钢结构(焊钉焊接)分项工程检验批质量验收记录
钢结构(焊钉焊接)分项工程检验批质量验收记录GB 50205-2001附带:文明施工重新制作规范的“三板一图”,于4 月10 前完成。
做好宣传鼓舞工作,应在现场大门,塔吊等位置挂设安全质量标牌。
在其他醒目位置部位挂设安全及防火标牌。
设吸烟室(拟定在现场会议室),其他部位严禁吸烟。
加强现场平面管理,现场施工料具码放必须按阶段性指定位置,码放整齐,该成方的成方,该码垛的码垛。
加强现场用火管理,未经项目经理批准,任何人不得擅自动火。
按“三清”、“六好”要求定期进行文明施工检查。
此项工作由项目经理负责组织,一般每月一次。
派专人清扫厕所,经常扫除,定期扫除,定期洒专用药物,宿舍区由组长负责各自卫生区的清扫,以保证职工有一个良好的居住环境。
食堂要坚持卫生责任制,确保饮食卫生。
对食堂外的垃圾进行一次清除,以后要定期清除。
雨期施工技术措施表演池、鲸鱼池、2 号工作间及地下通道施工均可赶上雨期,因而必须采取必要的雨期施工措施。
每次搅拌混凝土前,对砂、石含水率进行现场测定,并相应调整用水量,确保配合比的准确。
浇筑混凝土时(尤其是表演池池壁),因配备塑料薄膜以防临时降雨,以尽可能保证浇筑混凝土连续施工。
如确因突然大雨无法继续施工时,则因留置后浇带(不是施工缝),然后按后浇带做法处理。
表演池底板、池壁的混凝土浇筑时间应根据阶段性天气预报安排,避开降雨天气。
对于尚未进行基础施工的坑壁,进入六月份后要用塑料薄膜覆盖,以防因雨水冲刷造成塌方。
对于表演池观众厅基础处(最南面的三个)已出现边坡裂处安排人尽早清除,以防降雨,引起塌方。
备潜水泵、离心泵各两台,降雨后及时抽走基抗内积水。
鲸鱼池北边基抗边缘进入六月份后须培土挡水,以防外面积水流入基坑。
六月上旬进行一次现场用电线路及机械设备全面检查以确保雨期施工安全。
如需在水泥库外面码垛放水泥时,垛底面必须高出地面300mm,且排水通畅,垛子顶面必须铺塑料薄膜一层,且备足苫布,以防水泥受淋变质,露天码存放的水泥最长时间不得超过7d,局部受潮结块水泥,不得用于结构工程。
焊钉(栓钉)焊接工程检验批质量验收记录
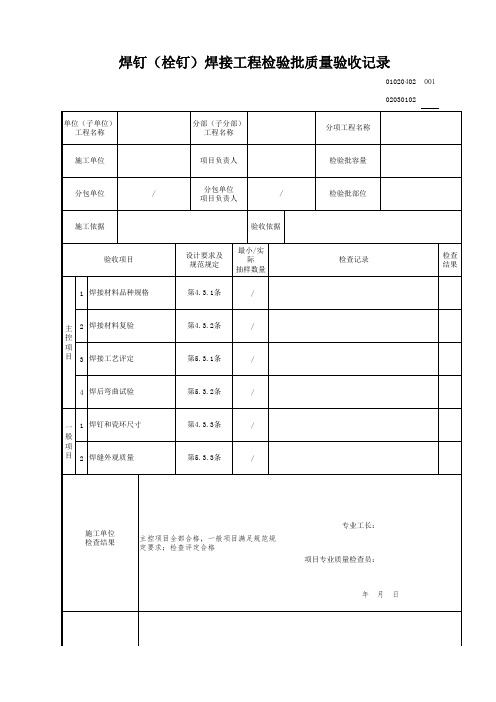
01020402 001 02030102
单位(子单位) 工程名称
分部(子分部) 工程名称
分项工程名称
施工单位
项目负责人
检验批容量
分包单位
/
分包单位 项目负责人
/
检验批部位
施工依据 验收项目
1 焊接材料品种规格
验收依据
设计要求及 规范规定
最小/实 际
抽样数量
第4.3.1条
年月日
监理单位 验收结论
同意验收Βιβλιοθήκη 监理单位 验收结论同意验收
专业监理工程师: 年月日
/
检查记录
检查 结果
主 2 焊接材料复验 控 项 目 3 焊接工艺评定
第4.3.2条
/
第5.3.1条
/
4 焊后弯曲试验
第5.3.2条
/
一 1 焊钉和瓷环尺寸 般 项 目 2 焊缝外观质量
第4.3.3条
/
第5.3.3条
/
施工单位 检查结果
主控项目全部合格,一般项目满足规范规 定要求;检查评定合格
专业工长: 项目专业质量检查员:
钢结构工程检验批质量验收记录表

钢结构制作(安装)焊接工程检验批质量验收记录表GB50205-2001(Ⅰ)02040焊钉(栓钉)焊接工程检验批质量验收记录表GB50205-2001(Ⅱ)通紧固件连接工程检验批质量验收记录表GB50205-2001(Ⅰ)010902 02040高强度螺栓连接工程检验批质量验收记录表GB50205-2001(Ⅱ)说明:1、主控项目:①用普通紧固连接。
②高强度大六角头螺栓连接副扭矩系数。
扭剪型高强度螺栓连接副预拉力。
符合本规附录B 的规定。
按附录B 检验。
检查复验报告。
③钢结构制作和安装单位应按本规附录B 的规定分别进行高强度螺栓连接磨擦面的抗滑移系数试验和复验,现场处理的构件摩擦面应单独进行摩擦面抗滑移系数试验,其结果应符合设计要求。
按附录B 检验。
检查摩擦面抗滑移系数试验报告和复验报告。
④高强度大六角头螺栓连接副终拧完成1h 后,48h 应进行终拧扭矩检查,检查结果应符合本规附录B 的规定。
扭剪型高强度螺栓连接副终拧后,除因构造原因无法使用专用板手终拧掉梅花头者外,未在终拧中拧掉梅花头的螺栓数不应大于该节点螺栓数的5%。
对所有梅花头未拧掉的扭剪型高强度螺栓连接副应采用扭矩或转角法进行终拧并作标记。
并按前述规定进行终拧扭矩检查。
观察检查及本规附录B 进行检验。
2.一般项目:①高强度螺栓连接副进场检查,检查包装箱上批号、规格、数量及生产日期。
核查螺栓、螺母、垫圈外观表面的涂油保护,没有生锈和沾染脏物,螺纹没损伤。
观察检查。
②建筑结构安全等级为一级,跨度40m 及以上的螺栓球节点钢网架结构,其连接高强度螺栓进行表面硬度试验。
8.8级的高强度螺栓其硬度应为HRC21~29;10.9级高强度螺栓其硬度应为HRC32~36,且不得有裂纹或损伤。
用硬度计、10倍放大镜或磁粉探伤。
③高强度螺栓连接副的施拧顺序和初拧、复拧扭矩符合设计要求和《钢结构高强度螺栓连接的设计施工及验收规程》JGJ82的规定。
检查扭矩扳手标定记录和螺栓施工记录。
焊钉(栓钉)焊接检验批质量验收记录表
2
重要钢结构采用的焊接材料
应进行抽样复验,复验结果应符合现行国家产品标准和设计要求
3
焊钉和钢材焊接应进行焊接工艺评定
应符合设计要求和国家现行有关标准的规定;瓷环应进行烘焙
4
焊后弯曲试验
应符合现行有关标准的规定,其焊缝和热影响区不应有肉眼可见的裂纹
一
般
项
目
1
焊钉及焊接瓷环的规格、尺寸及偏差
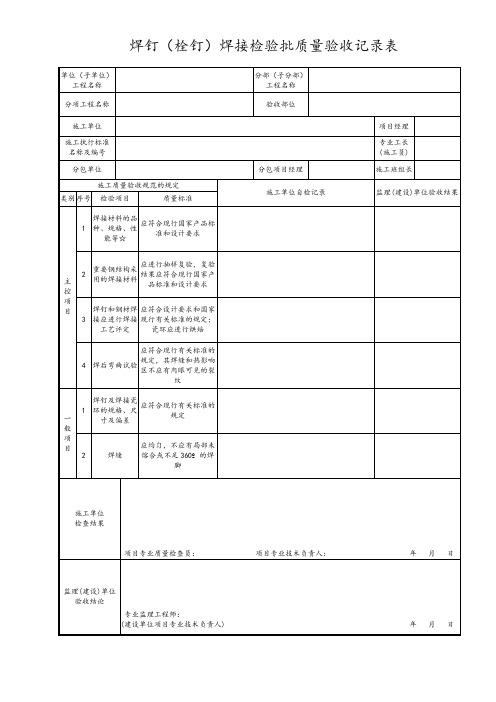
焊钉(栓钉)焊接检验批质量验收记录表
单位(子单位)
工程名称
分部(子分部)
工程名称
分项工程名称
验收部位
施工单位
项目经理
施工执行标准
名称及编号
专业工长
(施工员)
分包单位
分包项目经理
施工班组长
施工质量验收范的规定
施工单位自检记录
监理(建设)单位验收结果
类别
序号
检验项目
质量标准
主
控
项
目
1
焊接材料的品种、规格、性能等☆
应符合现行有关标准的规定
2
焊缝
应均匀,不应有局部未熔合或不足360º的焊脚
施工单位
检查结果
项目专业质量检查员:项目专业技术负责人:年月日
监理(建设)单位
验收结论
专业监理工程师:
(建设单位项目专业技术负责人)年月日
工程检验批记录表编号及使用施工质量验收规范对照表
建筑工程检验批质量验收记录表编号与分部(子分部)工程、分项工程划分对照表H续表HHH续表HHHHH 续表H续表HH续表HH续表HHH下面是赠送的励志文档需要的朋友可以好好欣赏,不需要的朋友可以下载后编辑删除!!谢谢!!不想穷,就好好读懂这些话!一言惊醒梦中人!H10、如果周围有人嫉妒你,那么你可以把他从你的竞争者之列排除了。
11、很多事情别人通知你了,要说谢谢,没有通知你,不要责怪,因为那些事你其实应该自己弄清楚。
HH35、我们确实活得艰难,一要承受种种外部的压力,更要面对自己内心的困惑。
在苦苦挣扎中,如果有人向你投以理解的目光,你会感到一种生命的暖意,或许仅有短暂的一瞥,就足以使我感奋不已,所以我们要学会H感激。
36、冷静,有大事时,能安静并能快速想出办法的人,很厉害。
37、社会充满竞争,赢得竞争靠的是自己的实力。
38、一种对工作和学习的冲击力及持久力会让你有特殊的魅力和个人实力。
39、父母给我们生命,生活给我们智慧。
智慧产生于社会实践,这是千真万确的真理。
因此,不仅要珍惜生命,珍视生活,更要重视社会实践。
不经历风雨就无法见到彩虹,没有实践就无法得到智慧。
40、积水成渊,积土成山。
不积跬步无以致千里,做事万不可心急,必须从一点一滴做起,必须从每一件小事做起。
现在的人常是小事不做,大事做不来,到头来空活一场,空耗一生。
41、水涨船高,勿怕他人强于己。
水落石出,别羡乌云压枝低。
42、你可以选择坚持,也可以选择放弃。
没有对错。
我是说对爱情来说,但是重要的是坚持你的选择。
43、如果老是去琢磨哪些人你讨厌,哪些人与你志趣相投,那么你就大错了,要想着如何让别人接纳你,而不是你能接受什么样的人。
44、对陌生人,或者把对方当做一张白纸,或者把对方当你的朋友,总之别当做敌人,即使你听到再多的关于他(她)的不好的传闻。
45、爱你的人,不管你接不接受,你都应该感谢对方,这是对他们的尊重。
46、坚持在背后说别人好话,别担心这好话传不到当事人耳朵里,有人在你面前说某人坏话时,你只微笑。
钢结构子分部-钢结构焊接-焊钉(栓钉)焊接工程检验批质量检验说明

焊钉(栓钉)焊接工程检验批质量检验说明
《钢结构工程施工质量验收规范》GB50205-2001的规定
备注序号标准内容检验方法检查数量
主控项目1
施工单位对其采用的焊钉和钢材焊接应进行
焊接工艺评定,其结果应符合设计要求和国
家现行有关标准的规定。
瓷环应按其产品说
明书进行烘焙。
检查焊接工艺评定报告和
烘焙记录
全数检查
2焊钉焊接后应进行弯曲试验检查,其焊缝和
热影响区不应有肉眼可见的裂纹。
焊钉弯曲30°后用角尺检
查和观察检查
每批同类构件抽查10%
,且不应少于10件;
被抽查构件中,每件
检查焊钉数量的1%,
但不少于1个
一
般项目3
焊钉根部焊脚应均匀,焊脚立面的局部未熔
合或不足360°的焊脚应进行修补。
观察检查
按总焊钉数量抽查1%
,且不少于10个
1、检验批容量填写:
2、最小/实际检查数量栏中,实际检查数量:,最小数量填写:。
3、表头中“施工依据”栏目应依照实际的施工操作依据填写,如施工企业的操作规程、工法、施工工艺标准等。
4、分项工程检验批的验收记录应使用检验批空白表格用不易褪色笔填写原始记录,并符合《房屋建筑和市政基础设施工程工程档案资料管理规范》DGJ32/TJ143-2012的规定。
焊钉(栓钉)焊接工程检验批质量验收记录1
备注
签字Leabharlann 栏施工单位质量员
施工员
监理单位
监理工程师
焊钉(栓钉)焊接工程检验批质量验收记录
(Ⅱ)
编号:
单位(子单位)
工程名称
分部(子分部)工程名称
分项工
程名称
施工单位
项目经理
检验批容量
分包单位
项目经理
检验批部位
施工依据
验收依据
GB50205-2001
主控项目
验收项目
设计要求及规范规定
最小/实际
抽样数量
检查记录
检查
结果
1
焊接材料品种规格
第4.3.1条
2
焊接材料复验
第4.3.2条
3
焊接工艺评定
第5.3.1条
4
焊后弯曲试验
第5.3.2条
一
般
项
目
1
焊钉和瓷环尺寸
第4.3.3条
2
焊缝外观质量
第5.3.3条
施工单位
检查结果
质量员:
年月日
监理单位
验收结论
监理工程师:
年 月 日
表B.5.3现场验收检查原始记录
工程名称
编 号
检验批名称
日 期
序号
验收检查项目
验收检查部位
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无气孔、夹渣、裂纹等缺陷
咬边深度≤0.5mm,且最大长度不得大于1 倍的栓钉直径 倾斜角度偏差θ≤5℃
施工 单位 检查 结果
施工班组长: 专业施工员: 项目专业质检员:
年月日
监理 (建设)
单位 验收 专业监理工程师: 结论 (建设单位项目专业技术负责
人)
年月日
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
表C.2.3-2 单位(子单位)工程 施工单位
GB50205
(Ⅱ)
010212 0 2
分部(子分部)及部位
地基与基础(基础)钢结构焊 钉(栓钉)焊接工程检验批
项目负责人
施工依据
《钢结构工程施工规范》GB50755-2012
施工质量验收规程的规定
1
焊接材料的品种、规格、性能等应符合现行国家标准和设计要求 。进口焊接材料产品的质量应符合设计和合同规定标准的要求
烘焙1小时~2小时
4
栓钉焊焊接接头外观质量检验合格后进行打弯抽样检查,焊缝和 热影响区不应有肉眼可见的裂纹
施工单位应按照现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 1 10433的规定,对焊钉的机械性能和焊接性能进行复验,复验结
果应符合现行国家标准和设计要求
2
焊钉及焊接瓷环的规格、尺寸及允许偏差应符合现行国家标准的 要求
栓钉焊接头外观检验应符合以下规范要求。当采用电弧焊方法进 行栓钉焊接时,其焊缝最小焊脚尺寸应符合规范规定要求
外观检验项目
规范规定
一 般 项 目
3
拉弧式栓钉焊:焊缝高≥1mm; 焊缝宽≥0.5m;
电弧焊:栓钉焊接接头最小焊脚尺寸
焊缝外形尺寸
10,13 16,19,22
尺寸(mm ) 6 8
25
10
焊缝缺陷 焊缝咬边 栓钉焊后倾斜角度ຫໍສະໝຸດ 检验批容量 施工单位检查记录
主 控
2
采用的焊接材料应按本规程规定进行抽样复验(见表后说明),复 验结果应符合现行国家标准和设计要求
项 施工单位对其采用的栓钉和钢材焊接应进行焊接工艺评定,其结
目
3
果应符合设计要求和国家现行有关标准规定。栓钉焊瓷环保存时 应有防潮措施,受潮的焊接瓷环使用前应在120℃~150℃范围内