飞机客舱货舱侧板、地板加工工艺
飞机用地板革技术标准-概述说明以及解释
飞机用地板革技术标准-概述说明以及解释1.引言1.1 概述飞机用地板革技术是指在飞机座舱和货舱内铺设的一种特殊材料,其具有防火防滑、耐磨、保暖和吸音等特点。
地板革技术的应用在航空业起到了重要的作用,不仅能提升飞机内部的舒适性和安全性,还能减少噪音和振动对乘客和机组人员的影响。
地板革技术的标准化要求对于保障飞机的正常运行和乘客的安全至关重要。
本文旨在探讨飞机用地板革技术的标准要求,并对其重要性和未来发展趋势进行分析。
首先,我们将从飞机用地板革技术的定义和特点入手,介绍其在航空行业的应用领域,包括客机、货机和商务机等。
接着,我们将详细阐述飞机用地板革技术的标准要求,包括材料选择、安全性能、环保要求等方面。
通过对这些标准要求的分析,我们能够更好地了解飞机用地板革技术的具体规范和要求。
在结论部分,我们将强调飞机用地板革技术标准的重要性。
合乎标准的地板革技术能够提供更安全、舒适的座舱环境,保障乘客和机组人员的出行安全。
同时,我们还将展望飞机用地板革技术标准的未来发展趋势,如更高的防火性能、更环保的材料选择等。
最后,我们将对全文进行总结,强调飞机用地板革技术标准在航空行业中的重要性,并为未来的研究和实践提出建议。
通过对飞机用地板革技术标准的深入探讨,我们可以更好地了解并应用这一技术,提升飞机的舒适性和安全性,为航空行业的发展做出贡献。
文章结构部分的内容旨在简要介绍文章的整体结构,可以参考以下内容:"1.2 文章结构":本文将从以下几个方面来探讨飞机用地板革技术标准的相关内容。
首先,在引言部分中,我们将介绍本文的概述,概括地阐述飞机用地板革技术标准的背景和意义。
接着,我们将详细阐述文章的组织结构,以便读者能够清楚地了解文章的脉络和章节逻辑。
最后,我们还将明确本文的目的,即希望通过对飞机用地板革技术标准的探讨和研究,提高飞机地板革技术的质量和可靠性。
在正文部分,我们将从三个方面来论述飞机用地板革技术标准的相关内容。
民航客机客舱地板胶及其拼接工艺
包 和褶皱 。对 于两种 方式 地板胶 各 有优 缺点 , 比 对 如表 1 所示 。
2 拼 接方式 ) 空客 指 出 , 所有 地 板 胶 可 以直 接 封 严 , V P C地
板胶 可热 Байду номын сангаас接 。其 中, 家 Me ee 的地 板 胶 产 品 厂 tl z r
为 硅胶地 板 胶 。地 板 胶 密封 用 胶 采 用 Me ee tl z r的 Forl 系列 硅胶 。 los  ̄ i 3 安 全要 求 ) 无论 空 客还是 波音 , 所有 地板 胶产 品必须 满 足
在 民航 客 机 登 机 区域 及 厨 厕 区域 , 由于 会 受
空客批 准 的地板 胶 . 上 纤 维板 ( 加 生产 厂 家 为 IO S. V L ) 经 过真 空 粘接 处 理 形 成新 的产 品 , 称 为 OT , 被 地板 胶组 件 。空 客 的手册 中提 到 使 用 一体 化 地 板
s l i g p o e u e o ifr n o pi n r c d r s frd fe e tn n—tx ie f o o e i g c e tl o r c v rn . l Ke r : ii ar r f; a i o — txie fo r c v rn y wo ds cv l ic a c b n n n t e t o o e i g; s lcn r c d r s; o l i g f r l l p iig p o e u e h twed n o l o o e g fo r c v tn i
( u nzo i r t it a c n ier gC .t , u nzo u n d n 4 0 G a gh uAr a ne neE gne n o 1 G a gh u G a g o g 5 7 ) c f Ma n i d 1 0
民用飞机客舱地板结构研究

总第285期电器与技术・47・民用飞机客舱地板结构研究林方彬【摘 要】民用飞机客舱地板结构位于机身客舱下部,纵贯全机所有气密增压客舱,是承受客座载荷(商载)的主要承力部件。
客舱地板结构设计方案的选择,需要综合考虑传力路径、工艺性、维修性、重量等多方面因素。
本文介绍了典型客舱地板结构方案以及飞机地板的载荷传递分析,能够为我国民用飞机客舱地板的设计提供参考和借鉴。
【关键词】民用飞机;机身;客舱地板;结构布置;载荷传递客舱地板是机身结构的重要组成部分,为客舱内主要设备(包括座椅、厨房、盥洗室等)提供支持,为旅客 及乘务员提供活动平台,主要承受载荷是客舱内设备及旅客的惯性载荷,同时地板横梁在增压载荷时为机身壁板提供支撑,地板横梁通过接头与框相连,使其上部和下部成 为一个整体,平衡机身增压时在横梁接头处产生的侧向应力,同时将机身分为上下两个舱【1】。
典型机身客舱地板截面如图1所示。
本文介绍了典型的客舱地板结构方案以及飞机地板的传力分析,并综合比较了国内外民机客舱地板的典型结构,能够对国内民用飞机客舱地板的研制提供支持和借鉴。
典型民机客碗碑构客舱地板一般由横梁、纵梁(含滑轨)、立柱和面板组成。
横梁两端_般固定于机身框,纵梁搭接在横梁上(根据 总体布置,部分纵梁为座椅滑轨),面板安装在纵、横梁组成的支撑结构上,立柱在竖直方向连接横梁和框,为横梁提供竖直方向的支持。
图2为地板典型结构示意图。
图2地板典型结构(-)地板横梁地板横梁主要承受剪力及其引起的弯矩,常用地板横截面有“工”、“J ”、“C ”形等,在参数一致的条件下,惯性矩依次递减,因此截面建议优先选“工”形;在相同截面积的条件下,横梁高度越高,抗弯能力越强,即承载能力一定条件下,横梁高度越大,面积越小,重量越轻,故在不超出总体要求的前提下,地板横梁应尽量高。
地板横梁立柱位置示意如图3。
图3地板横梁立柱位置示意(二)座椅滑轨座椅滑轨用于安装旅客座椅,一般两根滑轨为一组,同 组滑轨之间的距离需考虑旅客座椅的要求。
a320飞机货舱地板及装饰板损伤修理方案的选择依据
对整个修理过程进行详细记录,并形成报告 存档,为后续维护和检修提供参考。
05 修理方案效果评估
修复后的安全性评估
结构完整性
评估修复后地板及装饰板的强度和稳定性,确保符合飞机适航标 准。
防火性能
检查修复后的材料是否具备合格的阻燃性能,以保障飞机在紧急 情况下的安全。
防腐蚀保护
评估修复后地板及装饰板的防腐蚀性能,确保长期使用中不会发 生腐蚀问题。
修复后的使用寿命预测
材料兼容性
分析修复所采用的材料与原有材料的相容性,以预测修复部分的使 用寿命。
环境因素考虑
考虑飞机运行环境对修复部分的影响,如温度、湿度、紫外线等, 以更准确地预测使用寿命。
定期检查与维护
制定合理的定期检查和维护计划,及时发现潜在问题,延长修复部分 的使用寿命。
修复后的维护成本预测
损伤预测与预防研究
进一步研究货舱地板及装饰板的损伤预测模型,以便更准 确地预测其使用寿命,提前采取预防措施,降低维修成本。
修理技术的改进与标准化
针对现有修理技术进行持续改进,提高修理质量,并推动 相关技术的标准化,以便在不同型号和品牌的飞机上实现 通用性。
THANKS FOR WATCHING
感谢您的观看
结构完整性
评估损伤对飞机结构完整性的影 响,判断是否需要进行加强或采 取其他措施确保安全。
材料和工艺可行性分析
01
02
03
材料可用性
工艺可行性
修理周期
分析修理所需材料是否可用,包 括原材料、标准件和特殊工具等。
评估现有工艺技术是否适用于修 理,包括焊接、铆接、粘接等工 艺的适用性和可靠性。
根据工艺复杂性和所需材料,评 估预计的修理周期,确保修理工 作能在合理时间内完成。
飞机客舱货舱侧板、地板加工工艺分解
工艺规程编号:YD-JSGY-2012-001产品名称:飞机客、货舱侧板、地板编制:审核:批准:凌海远达航空科技有限公司修订记录工序注:▲为检验员必检项目。
工序号 3 工序名称插件定位工具、设备工序图及工序内容1. 根据图纸尺寸对需要安装插件的地方标记钻孔位置。
工序号 4 工序名称钻孔工具、设备钻孔工具工序图及工序内容1.在标记钻孔位置处,用手钻或台钻进行钻孔。
2.钻孔钻头尺寸选用插件规格选用钻头规格TF-20 φ11.1mmT-303 φ11.1mm3.钻孔时,先小孔定位(用φ4.9-5.0mm钻头),再用φ11.1mm钻头钻孔。
注:必须保证所钻孔与地板表面保持垂直。
工序号 6 工序名称▲挖芯工具、设备挖芯工具工序图及工序内容1.使用挖芯工具进行挖芯;2.挖芯深度为3-5mm。
注:1.挖芯时必须十分小心,不得碰到地板表面。
2.检查挖芯尺寸是否达到工艺要求。
此图所展示的深度为4mm左右。
工序号7 工序名称打磨工具、设备1.用砂纸对钻孔周边进行打磨,增强粘接力。
工序图及工序内容工序号8 工序名称▲挖周边胶槽工具、设备挖槽工具工序图及工序内容1.用挖槽工具沿着地板的周边打磨6mm左右涂胶槽。
2.用气源将其吹扫干净。
注:挖涂胶槽时一定要小心,不要碰到地板的两个表面。
工序号9 工序名称清洗插件工具、设备工序图及工序内容1.对插件进行去污脱脂,方法是将其放入溶剂中清洗。
注:溶剂选用:插件规格溶剂名称TF20 丙酮/酒精T-303 丙酮/酒精工序号10 工序名称▲挖芯涂胶工具、设备工序图及工序内容1.在地板挖孔周边涂抹密封胶Epibond 420 A/B 或EA9309.3NA。
注:将挖孔周边填满为止。
工序号11 工序名称▲插件涂胶工具、设备工序图及工序内容1.在插件边缘涂抹密封胶Epibond 420 A/B或EA9309.3NA。
注:周边全部涂满。
工序号12 工序名称安装插件工具、设备工序图及工序内容1.胶涂满后,将插件从地板的下表面插入孔中。
民用飞机客舱地板密封研究
民用飞机客舱地板密封研究作者:高继来源:《山东工业技术》2014年第07期【摘要】本文介绍了民用飞机客舱地板的主要密封方式,以及各方式的发展历程、优缺点,并对民用飞机地板密封的未来发展进行展望。
【关键词】民用飞机;防腐蚀;地板;密封现代民用航空是一项非常复杂的系统工程,民用飞机在各个部件的精密配合下实现最初的设计功能。
现代民用飞机一般设计寿命为20-30年或者60000-90000飞行小时,在如此之长的服役期限中有效地减少飞机的腐蚀,是飞机达到设计寿命、降低飞机维护及运营成本、确保飞行安全的重要途径。
民用飞机的客舱地板是分隔客舱与货舱、设备舱的界面,客舱地板的密封是飞机防腐蚀的重要组成部分,可以有效隔离飞机的客舱、货舱及设备舱,防止客舱厨房、盥洗室等产生的腐蚀性液体流入货舱、设备舱及客舱地板的支撑结构造成腐蚀破坏,进而影响飞机的安全及寿命。
民用飞机的地板密封主要有如下几个组成部分。
首先是地板本身的密封,民用飞机的地板一般采用上下纤维面板夹蜂窝芯的形式,如图1所示,这样既可以保持足够的刚度,又可以大幅的降低重量,提高飞机的经济性。
但是中间的蜂窝芯容易受潮腐蚀造成性能下降甚至破坏,故地板面板本身就需要密封,常见形式如图1所示,在地板周边去除一圈蜂窝芯材料,填充以密封胶以隔离蜂窝芯与空气,达到防止水蒸气等侵入蜂窝芯的效果。
另外地板开孔及安装镶嵌件一般也用此方式密封避免蜂窝与空气接触。
随着材料科技的进步,出现了一种新的密封材料及其形式,如图2所示,此类材料类似胶带的形式,直接包覆地板周边,在保证了密封效果的同时,大幅降低了操作时间,但此方式成本及重量控制尚需进一步实践验证。
图1图2其次是地板之间间隙以及地板与旅客座椅滑轨之间间隙的密封。
传统做法是在间隙填充密封胶,并在间隙底部铺设一根尼龙绳,方便拆卸,如图3所示。
实践中有机型发现地板与金属结构的接触面出现腐蚀,进而改进完善,设计出了新的密封形式,如图4所示。
A320飞机货舱地板及装饰板损伤修理方案的选择依据
修理类型的基本概念
临时性修理:是指在一个时限或飞行周 期内完成永久性修理之前完成的修理。 在完成永久性修理时通常将去除临时性 修理。 永久性修理:是指对影响飞机寿命的部 件进行结构完整性的恢复。在时限或飞 行周期到期之前永久性修理将替代时限 或飞行周期修理。
货舱地板的修理方案选择依据
根据地板表面材质的不同,将修理方案 的选择依据分为以下两类: 一、表面为玻璃纤维的地板损伤修理方 案的选择依据 二、表面包铝皮的地板损伤修理方案的 选择依据
(1)如果“非穿透性损伤”的尺寸为:D≤30mm 或L≤200mm 且W≤25mm 时,则应在100 飞行小 时内修理。 (2)板材发生穿透性损伤,边缘损伤和损伤尺寸 超过100 飞行小时内修理条件时,应立即修理。 (3)装饰板的损伤总面积应小于其表面积的25%。 (4)如果板材受损尺寸超出允许极限,应更换。 注:没有必要修理板材可见表面的凹痕(无裂纹), 除非有裂纹。若边缘填料受损,则应被定义为边缘 损伤。
方案六(SRM 53-02-00 8.I)
对于穿孔损伤的玻璃纤维表面和铝皮表面 的地板的临时性修理(地板表面单面或双 面穿透) 注:此临时性修理适用于以下地板的损伤: 表面为玻璃纤维的地板 表面为铝皮的地板
方案七(SRM 51-77-12 2.A)
使用快速胶带临时保护地板表面 注:这项指令是一种临时性的保护措施。
方案二(SRM 53-02-00 8.C)
修理穿孔损伤的玻璃纤维表面和铝皮表 面的地板 注:此修理方案仅适用于以下损伤范围: 玻璃纤维表面的损伤尺寸(直径) D≤70mm 铝皮表面的损伤尺寸(直径) D≤85mm
飞机客舱货舱侧板、地板加工工艺 2讲解
工艺规程编号:YD-JSGY-2012-0011产品名称:飞机客、货舱侧板、地板编制:审核:批准:凌海远达航空科技有限公司修订记录工序注:▲为检验员必检项目。
工序号 3 工序名称插件定位工具、设备工序图及工序内容1. 根据图纸尺寸对需要安装插件的地方标记钻孔位置。
工序号 4 工序名称钻孔工具、设备钻孔工具工序图及工序内容1.在标记钻孔位置处,用手钻或台钻进行钻孔。
2.钻孔钻头尺寸选用插件规格选用钻头规格TF-20 φ11.1mmT-303 φ11.1mm3.钻孔时,先小孔定位(用φ4.9-5.0mm钻头),再用φ11.1mm钻头钻孔。
注:必须保证所钻孔与地板表面保持垂直。
工序号 6 工序名称▲挖芯工具、设备挖芯工具工序图及工序内容1.使用挖芯工具进行挖芯;2.挖芯深度为3-5mm。
注:1.挖芯时必须十分小心,不得碰到地板表面。
2.检查挖芯尺寸是否达到工艺要求。
此图所展示的深度为4mm左右。
工序号7 工序名称打磨工具、设备1.用砂纸对钻孔周边进行打磨,增强粘接力。
工序图及工序内容工序号8 工序名称▲挖周边胶槽工具、设备挖槽工具工序图及工序内容1.用挖槽工具沿着地板的周边打磨6mm左右涂胶槽。
2.用气源将其吹扫干净。
注:挖涂胶槽时一定要小心,不要碰到地板的两个表面。
工序号9 工序名称清洗插件工具、设备工序图及工序内容1.对插件进行去污脱脂,方法是将其放入溶剂中清洗。
注:溶剂选用:插件规格溶剂名称TF20 丙酮/酒精T-303 丙酮/酒精工序号10 工序名称▲挖芯涂胶工具、设备工序图及工序内容1.在地板挖孔周边涂抹密封胶Epibond 420 A/B 或EA9309.3NA。
注:将挖孔周边填满为止。
工序号11 工序名称▲插件涂胶工具、设备工序图及工序内容1.在插件边缘涂抹密封胶Epibond 420 A/B或EA9309.3NA。
注:周边全部涂满。
工序号12 工序名称安装插件工具、设备工序图及工序内容1.胶涂满后,将插件从地板的下表面插入孔中。
A320地板修理

小时或 3 个月内更换地板
修理:图 3-1
损伤区域直径>250mm ★
★ 如果损伤区域的总面积超过地板面积的 10%,则更换地板。
图 1-3 A 区地板非穿孔损伤的修理极限
第 1-5 页 2003. 6
A320 地板修理工艺标准
1
在同一地板上,直径小于 85mm 的损伤区域与相邻损伤区域之间的最小距离
A320 地板修理工艺标准
2. 修理
A. A 区地板穿孔损伤的修理
注:该修理仅适用于损伤直径≤70 mm(2.76in.)的客舱地板。
(1)修理材料(详见表 2-1)
项目 名称
数量
材料
1 补片
参见图 2-2
胶粘剂(金属/金属)
材料号 NO. 08-017(EA9309.3NA)
清洁剂
材料号 NO. 11-003 或 11-004(MEK/ 三氯乙烷)
第 2-2 页 2003. 6
A320 地板修理工艺标准
(3)双面穿孔修理步骤(参见图 2-2) 警告:清洁剂(MEK/ 三氯乙烷)是危险品。 通用蜂窝填料(AW106+HV9530)是危险品。 胶粘剂(金属/金属)(EA9309.3NA)是危险品。
a. 用清洁剂(MEK/ 三氯乙烷)清洗修理区域。 b. 切掉损伤材料,切口成规则形状(参见图 2-2)。注:上表面切口大于下表面切口。 c. 用清洁剂(MEK/ 三氯乙烷)清洗修理区域。 d. 重新评估损伤尺寸,并由此确定损伤是否在该修理方案所允许的范围内。 e. 用层压树脂(LY560+HY560,质量配比 100:27)和 181#玻璃布制作下表面补片。 f. 加温加压,固化补片(50℃时,15 小时;80℃时,4 小时),并将其切割到所要求的
737NG货舱地板安装工艺提示
AMB050030
AV8
在要安装地板的飞机结构上涂防腐剂
按手册要求喷涂
A00247
AMB030077
BMS5-95
在货舱隔板和地板压条下涂封严胶;在可能出现渗漏的地板位置上涂封严胶;按需在螺钉上涂封严胶,进行湿安装
按手册要求涂胶
B00184
AMB202083
溶剂
用于去除地板上的任何污染物、黏着物以及油脂
按需
防潮胶带红胶带BMS5-95 AV8
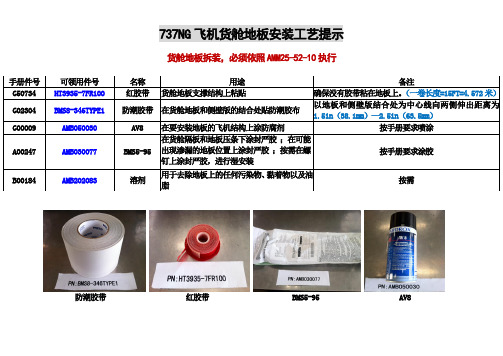
737NG飞机货舱地板安装工艺提示
货舱地板拆装,必须依照AMM25-52-10执行
手册件号
可领用件号ຫໍສະໝຸດ 名称用途备注G50734
红胶带
货舱地板支撑结构上粘贴
确保没有胶带粘在地板上。(一卷长度=15FT=4.572米)
G02304
BMS8-346TYPE1
防潮胶带
在货舱地板和侧壁版的结合处贴防潮胶布
以地板和侧壁版结合处为中心线向两侧伸出距离为1.5in(38.1mm)—2.5in(63.5mm)
民航客机客舱地板胶及其拼接工艺
民航客机客舱地板胶及其拼接工艺
周卫;韩慧明
【期刊名称】《长沙航空职业技术学院学报》
【年(卷),期】2012(012)002
【摘要】对民机客舱地板胶的标准、要求及类别分别进行阐述,针对不同类型地板胶提出不同的拼接工艺规范,并对地板胶的发展趋势进行分析。
【总页数】3页(P40-42)
【作者】周卫;韩慧明
【作者单位】广州飞机维修工程有限公司,广东广州510470;广州飞机维修工程有限公司,广东广州510470
【正文语种】中文
【中图分类】V261.35
【相关文献】
1.民航客机客舱塑料装饰件的维修工艺 [J], 韩慧明;刘国威;张秉科
2.现代客机的客舱装饰层材料及维修更换工艺 [J], 顾铮
3.民航客机客舱内无线通信设备天线辐射干扰危害研究 [J], 熊力
4.实木拼接地板基材侧拼条胶接工艺研究 [J], 章胜男;杨志明;蔡国雄;涂登云;刘平凡;帅佩金;吴铭
5.民航客机客舱整新项目与整新技术探讨 [J], 江福田;李小奎
因版权原因,仅展示原文概要,查看原文内容请购买。
A320飞机货舱地板及装饰板损伤修理方案的选择依据
方案四(SRM 53-02-00 8.E)
修理穿孔或非穿孔损伤的铝皮表面地 板——边缘区域 注:此修理方案仅适用于以下损伤范围: 损伤尺寸(直径)D <250mm
方案五(SRM 53-02-00 8.F)
对穿孔或非穿孔损伤的玻璃纤维表面和铝 皮表面地板的临时性修理(地板表面双面 穿透) 注:此临时性修理适用于以下地板的损伤: 表面为玻璃纤维的地板 表面为铝皮的地板
装饰板损伤修理方案的选择依 据
边缘损伤示例
穿透性损伤示例
非穿透性损伤示例
释压板边缘型条的修理工艺
谢谢大家
多多交流
THE END
(1)如果“非穿透性损伤”的尺寸为:D≤30mm 或L≤200mm 且W≤25mm 时,则应在100 飞行小 时内修理。 (2)板材发生穿透性损伤,边缘损伤和损伤尺寸 超过100 飞行小时内修理条件时,应立即修理。 (3)装饰板的损伤总面积应小于其表面积的25%。 (4)如果板材受损尺寸超出允许极限,应更换。 注:没有必要修理板材可见表面的凹痕(无裂纹), 除非有裂纹。若边缘填料受损,则应被定义为边缘 损伤。
损伤分类
(1)边缘损伤 (2)板材穿透性损伤 (3)板材非穿透性损伤 注:凹痕有蜂窝压碎和分层情况,但装 饰板表面无裂纹不属于损伤。如果凹痕 发生在板材的边缘填料处,则被定义为 边缘损伤。
损伤尺寸测量
L:损伤区长度(最大尺寸) W:损伤区宽度 D:损伤区直径
修理极限
A320飞机货舱地板及装饰板损 伤修理方案的选择依据
技术科 姚晨榕
主要内容
货舱地板的修理方案选择依据 货舱内各类装饰板的修理方案选择依据 释压板边缘型条的修理方法
民用飞机货舱地板设计研究
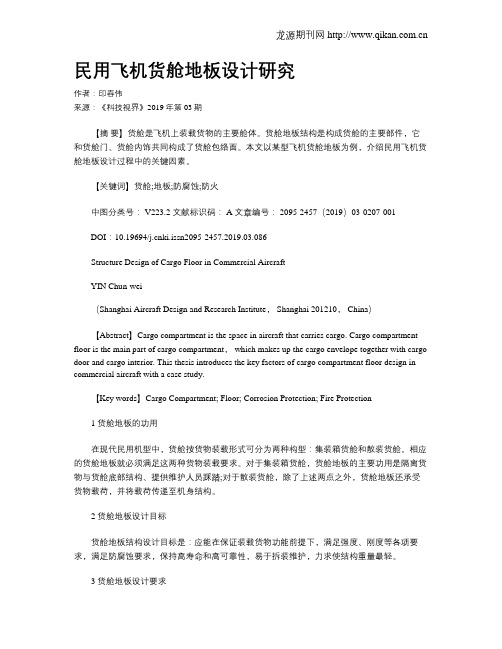
民用飞机货舱地板设计研究作者:印春伟来源:《科技视界》2019年第03期【摘要】货舱是飞机上装载货物的主要舱体。
货舱地板结构是构成货舱的主要部件,它和货舱门、货舱内饰共同构成了货舱包络面。
本文以某型飞机货舱地板为例,介绍民用飞机货舱地板设计过程中的关键因素。
【关键词】货舱;地板;防腐蚀;防火中图分类号: V223.2 文献标识码: A 文章编号: 2095-2457(2019)03-0207-001DOI:10.19694/ki.issn2095-2457.2019.03.086Structure Design of Cargo Floor in Commercial AircraftYIN Chun-wei(Shanghai Aircraft Design and Research Institute, Shanghai 201210, China)【Abstract】Cargo compartment is the space in aircraft that carries cargo. Cargo compartment floor is the main part of cargo compartment, which makes up the cargo envelope together with cargo door and cargo interior. This thesis introduces the key factors of cargo compartment floor design in commercial aircraft with a case study.【Key words】Cargo Compartment; Floor; Corrosion Protection; Fire Protection1 货舱地板的功用在现代民用机型中,货舱按货物装载形式可分为两种构型:集装箱货舱和散装货舱。
A320地板梁型面加工工艺优化研究
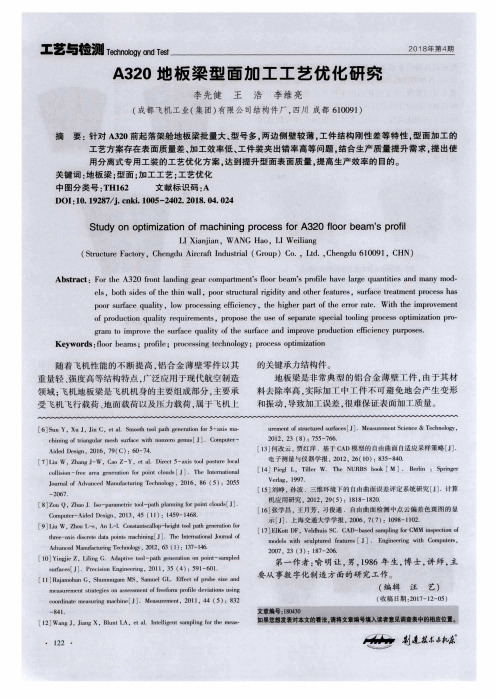
随 着飞 机性 能 的不 断 提 高 ,铝 合 金 薄 壁 零 件 以其 重量 轻 、强度 高等 结构 特点 ,广 泛应用 于现代 航空 制造 领域 ;飞 机地 板梁 是 飞机机 身 的主要 组成 部分 ,主要承 受飞 机 飞行 载荷 、地 面载荷 以及 压 力载 荷 ,属 于 飞机上
201 8年 第 4期
A320地 板 梁 型 面加 工 工 艺优 化 研 究
李 先 健 王 浩 李 维 亮 (成都 飞机 工 业(集 团)有 限公 司结 构件 厂 ,四川 成都 610091)
摘 要 :针对 A320前起 落 架舱地 板梁 批量 大 、型号 多 ,两边 侧壁 较 薄 ,工件 结 构 刚性 差 等 特性 。型 面 加 工 的 工 艺 方案存 在表 面质 量差 、加 工效 率低 、工 件装夹 出错 率 高等 问题 ,结合 生产质 量 提 升 需求 。提 出使 用 分 离式专 用 工装 的工艺 优化 方案 。达 到提 升型面 表 面质量 ,提 高 生产效 率 的 目的。
[7]I iu W,Zhang卜W ,Caa Z-Y,et a1.Direct 5-axis too]posture local collision—free area generation for point chmds[J]. The International Journal of Advanced Manufacturing Technology,2016,86 (5):2055
(Structure Factory,Chengdu Aircraft Industrial(Group)Co.,Ltd.,Chengdu 61009 1,CHN)
空客客舱地板胶介绍及其成品的数控加工应用

空客客舱地板胶介绍及其成品的数控加工应用作者:胡大伟来源:《科学与财富》2020年第26期摘要:本文就空客飞机客舱湿区(民航客机的登机区域及厨房、厕所区域)地板胶(Non-textile floor covering,简称NTF)的类别、标准及作用分别进行阐述。
针对不同类型地板胶而采用的不同拼接工艺进行介绍并简要分析其差异。
就目前地板胶的成品件加工方式进行介绍,并简要陈述数控加工技术的引入对地板胶成品件加工的影响。
关键词:民航客机;地板胶皮;拼接工艺;数控加工前言:在空客民航客机的客舱湿区会受到雨水、雪水、厨房垃圾及厕所污水等各种污染,不仅使旅客和机组人员在该区域内活动时可能因湿滑而摔倒,还会使该区域的机身结构遭到腐蚀。
为了避免在该区域活动的人员发生不安全事件和降低地板梁结构腐蚀发生的可能性,而地板胶之间的拼接缝平整度和胶接质量对湿区地板梁的防腐起着至关重要的作用。
同时,地板胶还需具备较高的强度、较长的使用寿命以及满足轻量化的要求来降低维护运营费用。
1.;;; 地板胶的构成形式和类别1.1; 地板胶的构成形式地板胶的主要构成形式为如图1 所示,由于地板胶的上层胶皮作为表面层其强度不够不能单独使用,必须与作为基底层的复合材料配合使用,因此根据表面层和基底层结合方式的不同地板胶有三种构成形式。
第一种是将地板胶皮作为表层和玻璃纤维板作为底层,分两次施工粘合使之形成最终的地板胶。
这是一种很常见的构成形式。
第二种是使用wulfmeyer公司处理的产品。
该公司并不直接生产地板胶,它采购空客批准的地板胶皮再加上纤维板,经过真空粘接处理形成新的产品,称为地板胶组件。
第三种是使用各个厂家通过不同的处理工艺后将表面层和基底层融合在一起的地板胶,称之为一体化(all-in-one)地板胶。
1.2; 地板胶的类别地板胶的厂家通常按照其背部材料来确定地板胶的系列,背部材料主要有闭孔发泡材料及玻璃纤维两种。
闭孔发泡材料型的地板胶,具备良好的降噪减震功能,但是长时间承受高压力会留下印记。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺规程
编号:YD-JSGY-2012-001
产品名称:飞机客、货舱侧板、地板
编制:
审核:
批准:
凌海远达航空科技有限公司
修订记录
工序
注:▲为检验员必检项目。
工序号 3 工序名称插件定位工具、设备
工序图及工序内容1. 根据图纸尺寸对需要安装插件的地方标记钻
孔位置。
工序号 4 工序名称钻孔工具、设备钻孔工具
工序图及工序内容1.在标记钻孔位置处,用手钻或台钻进行钻孔。
2.钻孔钻头尺寸选用
插件规格选用钻头规格
TF-20 φ11.1mm
T-303 φ11.1mm
3.钻孔时,先小孔定位(用φ
4.9-
5.0mm钻头),再用φ11.1mm钻头钻孔。
注:必须保证所钻孔与地板表面保持垂直。
工序号 6 工序名称▲挖芯工具、设备挖芯工具
工序图及工序内容1.使用挖芯工具进行挖芯;
2.挖芯深度为3-5mm。
注:1.挖芯时必须十分小心,不得碰到地板表面。
2.检查挖芯尺寸是否达到工艺要求。
此图所
展示的深度为4mm左右。
工序号7 工序名称打磨工具、设备
1.用砂纸对钻孔周边进行打磨,增强粘接力。
工
序
图
及
工
序
内
容
工序号8 工序名称▲挖周边胶槽工具、设备挖槽工具
工序图及工序内容1.用挖槽工具沿着地板的周边打磨6mm左右涂胶槽。
2.用气源将其吹扫干净。
注:挖涂胶槽时一定要小心,不要碰到地板的两个表面。
工序号9 工序名称清洗插件工具、设备
工序图及工序内容1.对插件进行去污脱脂,方法是将其放入溶剂中清洗。
注:溶剂选用:
插件规格溶剂名称
TF20 丙酮/酒精
T-303 丙酮/酒精
工序号10 工序名称▲挖芯涂胶工具、设备
工序图及工序内容1.在地板挖孔周边涂抹密封胶Epibond 420 A/B 或EA9309.3NA。
注:将挖孔周边填满为止。
工序号11 工序名称▲插件涂胶工具、设备
工序图及工序内容1.在插件边缘涂抹密封胶Epibond 420 A/B或EA9309.3NA。
注:周边全部涂满。
工序号12 工序名称安装插件工具、设备
工序图及工序内容1.胶涂满后,将插件从地板的下表面插入孔中。
注:1.要注意在底部边缘不要压出过多密封胶。
2.必须保证插入件的上下两件位于同一圆
心上,以免在紧固时损坏插件。
3.带滑窝的为上插件,不带滑窝的为下插
件。
工序号13 工序名称固定插件工具、设备
工序图及工序内容1. 把放入插件的地板放在平稳、坚固的平台上。
2. 用手锤轻敲上插件,使其与地板表面齐平。
注:也可以用手板压力器紧固插件。
力量不要太大,只要保证插件与地板表面齐平即可。
工序号15 工序名称▲检验工具、设备
工序图及工序内容插件安装完成后,进行检验。
检验标准为插件边缘应与地板表面齐平或略低于地板表面,并且周边没有损坏。
工序号16 工序名称拌封边胶工具、设备
工序图及工序内容1.将胶FST 495-14或Epocast1638A/B按比例搅拌均匀。
注:混合后胶的颜色应均匀,且粘性一致。
工序号17 工序名称▲密封周边工具、设备
工序图及工序内容1.给地板周边槽填充边缘胶。
2. 在胶变硬之前,用压舌板或抹刀将其抹平。
注:边缘封胶时,必须保证胶不低于地板边缘。
3.定型后的胶必须平滑并与地板边缘齐平。
注:如胶高出地板边缘,用砂纸将其修平,使其与地板边缘齐平。