常用油套管技术标准1
套管和油管规范 API
套管和油管规范API-5CT(2006年1月1日第8 版)1.范围1.1 本规范规定了直缝电焊钢管(套管、油管)交货技术条件。
适用于API-5CT PSL1等级第1组中H40、J55和K55三个钢级的技术要求。
1.2本规范所涉及的管子规格大于4½(114.3)但小于10¾(273.05)(代号1)的套管可由购方规定用作油管。
2 规范性引用文件ISO9303 承压无缝和焊接钢管—纵向缺欠的全园周检测(与GB/T5777-1996等效)ISO9764 承压电阻焊和感应焊钢管—焊缝纵向缺欠的超声检测(与SY/T6423.2-1999等效)ISO11484 承压钢管—无损检测(NDE)人员资格及鉴定(与GB/T9445-1996等效)ASTM A751 钢制品的化学分析的标准测试方法、操作和术语(用GB/T4336-2002发射光谱分析法替代)ASTM E23 金属材料缺口冲击试验方法(与GB/T229-1994等效)3 术语、定义3.1套管从地表下入已钻井眼作衬壁的管子。
3.2 缺陷按本规范规定拒收产品所依据的足够大的缺欠。
3.3熔炼分析由炼钢厂报告,对代表一个炉批的化学成分分析。
3.4 油管下入井中用作产液和注液的管子。
3.5 第1组H、J、K、N钢级的所有套管和油管。
3.6 代号1规格或规定外径的无量纲代号,可在订购管子时使用。
3.7代号2单位长度重量的无量纲代号,可在订购管子时使用。
4.符号和缩写CVN—夏比V型缺口J —管子吸收能,焦耳D —管子规定外径d —内径EMI—电磁检验EW—电焊工艺N —全长正火(热处理工艺)NDE —无损检测OD —外径PLS—产品规范等级t —规定壁厚UT—超声检验YS max—规定最高屈服强度,兆帕(Mpa)YS min—规定最低屈服强度,兆帕(Mpa)Mp a—静水压试验压力,兆帕5 购方需提供的资料5.1在订购API5CT套管或油管时,购方应在订单中规定下列要求:1)产品标准: API5CT或ISO11960;2)数量;3)管子类型:套管或油管;4)代号1或规定外径;5)钢级牌号及质量等级;6)长度范围;7)电焊管特殊端部加工要求;8)交货日期和装运说明、购方检验及API5CT 附录B等。
ERW套管性能表
版本号:1
石油套管和油管螺纹加工内控标准
修改码:0
页码:8/10
ERW(J55)钢级套管静静水压试验压力
代号
试验压力MPa
平端
圆螺纹
偏梯螺纹
1
2
短螺纹
长螺纹
标准接箍
J55或K55
13-3/8
61.00
19.5
19.5
--
19.5
四、套管接箍加工内控标准(备注接箍采用J55或K55钢级的无缝钢管加工)
外径
(mm)
(mm)
最小长度
(mm)
镗孔直径
(mm)
承载面宽度
(mm)
重量
(kg/m)
95/8"套管接箍
269.88
269.88
248.03
9.52
23.16
133/8"套管接箍
365.12
269.88
343.28
9.52
31.77
3.套管接箍尺寸要求内控偏差值
类别
规格in
API标准紧密距mm
ERW内控紧密距mm
钢级
刻槽位置
刻槽方向
刻槽尺寸
深度%
长度mm
宽度mm
ERW(J55)
内外表面
纵向
10
40
1
人工参考缺陷
中海油能源发展股份有限公司管道工程钻采管材分公司
版本号:1
石油套管和油管螺纹加工内控标准
修改码:0
页码:7/10
7. 螺纹加工要求
偏梯扣套管控制要点
控制要点
ERW内控标准
螺纹齿高偏差
钢管知识问答

1、根据产品中心目前现状,常用的油套管执行标准是什么?输送管执行的标准是什么?答:常用的油套管执行标准为API-SPEC-5CT,输送管执行标准为API-SPEC-5L,API为美国石油学会英文简写。
2、请列举出常用的油套管钢级及输送钢管的常用钢管。
答:油套管的常用钢级有H40,J55,K55,N80,P110等,常用的输送钢管钢级有B,X42,X52,X56,X60等。
3、在API 5CT标准中规定的油管和套管的接头有几种形式并写出其缩写?答:套管:STC——短圆螺纹;LC——长圆螺纹;BC——偏梯形螺纹;XC-直连型螺纹油管:NU-不加厚油管;EU-外加厚油管;IJ-整体加厚油管4、请列举出石油钢管的成型、焊接、轧制方式。
答:ERW(高频直缝电阻焊管),SMLS或seamless steel pipe(无缝钢管),LSAW(直缝埋弧焊管),SSAW(螺旋埋弧焊管)5、请列举出油套管及管线管的长度范围。
答:套管:R1 4.88~7.62m R2 7.62~10.36m R3 10.36~14.63m,常用的为R3,但长度要控制在12米以内便于装车发运;油管:R1 6.10~7.32m R2 8.53~9.75m R311.58~12.80m,常用的为R2;管线管常用的长度范围为6m,12m,但都有一个理论偏差。
6、对于管线管流程单,常有的几个参数是哪些?答:外径(OD)或管径(NPS),壁厚(WT)或壁厚代号(SCH),钢级(Gr),产品规范等级(PSL),制造工艺(SMLS or ERW),端口形式及相关保护,材质要求,单根长度要求,总长度要求,防腐要求等。
7、对于油套管流程单,常用的几个技术参数有哪些?答:外径(OD)或管径(NPS),或者磅级(ppf,lb/ft)壁厚(WT),钢级,制造工艺(SMLS or ERW),螺纹形式(BTC,LTC,STC)或者加厚形式(EUE,NUE),长度范围等。
油管和套管采购技术规范内容介绍-重点讲解与API标准的差异

中国石化油套管质量监督检验中心
1 采购技术规范的编制情况
23 项目目实施的过程
征集
编制
确
制
征
汇总
项目
根据专
定
定
集
各方
方案
家意见
编
所属单位 石油大学 钢铁研究总院
宝钢
中国石化油套管质量监督检验中心
中石化油套管特殊扣标准化专家会议征集意见
序号 4
评审意见
1、 此订货技术标准起草的基本全面,结构也较合理,一些指标基本合理, 为了此标准更合理,更便于执行,特提出如下建议:1.对H40钢级建议不 单独加技术要求。
2、 7.11节,建议均采用原始奥氏体晶粒度,而不要有采用实际晶粒度, 以免混淆。管子外径公差,对于≥4 1/2in的管材,应分外径区间规定不同 公差带。建议4 1/2in~9 5/8外径公差为0~+1.0%D,9 5/8in以上至20in为0.5%~+0.9%D。
陈长风
3.普通用途油套管与抗硫管的性能要求应单独叙述。抗硫管应提出硬度要求。
1、总体方案合理可行,但进度节点较紧,内容具体建议如下:1.“P7页通则” 中,炉批号数量需与供需双方充分协商便于操作,建议控制在5个炉批号左右。
2.关于管材尺寸公差方面情况,涉及“外径及壁厚”等部分,建议根据尺寸规
2
格分级提出要求。便于同时考虑百分比与强度值的影响,可以参照GB/T14975
油套管质量监督检验中心起草征集意见函,由总部向各油田钢厂下达征 集意见的通知。
ISO13679油套管接头试验评价技术应用总体介绍

烘干和热循环 温度
180℃ (356℉)
135℃ (275℉)
135℃ (275℉)
不需要 烘干
内压介质 (外压为水)
气体
气体
气体 液体
16
中国石油管材研究所
TUBULAR GOODS RESEARCH CENTER OF CNPC
产业为标 科技为本 服务为魂 油田为根
评价方法发展
• API RP 5C5/ISO 13679 (2009征求意见稿) 《套管和油管接头评价程序推荐作法》
强化了不同井况条件下 密封包络线和强 油、套管接头性能验证 2019/10度/22包络线的概念
介绍了需进行特殊 检测的特殊工艺
14
中国石油管材研究所
TUBULAR GOODS RESEARCH CENTER OF CNPC
评价方法发展
• API RP 5C5 (1991、1996)
《套管和油管接头评价程序推荐作法》
2019/10/22
21
中国石油管材研究所
TUBULAR GOODS RESEARCH CENTER OF CNPC
中国石油管材研究所
TUBULAR GOODS RESEARCH CENTER OF CNPC
产业为标 科技为本 服务为魂 油田为根
套管、油管接头质量及适用性评价
2019/10/22
1
中国石油管材研究所
TUBULAR GOODS RESEARCH CENTER OF CNPC
产业为标 科技为本 服务为魂 油田为根
2019/10/22
3
中国石油管材研究所
TUBULAR GOODS RESEARCH CENTER OF CNPC
j55,772,1397套管规范标准
j55,7.72,139.7 套管标准篇一:油套管主要技术标准、检测工程与尺寸公差范围油套管主要检测工程与公差范围油套管螺纹尺寸公差表apispec5b20xx.6.25sl不加厚油管螺纹尺寸公差表单位:mm长圆螺纹套管螺纹尺寸公差表单位:mm篇二:Φ139.7套管开窗侧钻操作规程Φ139.7mm套管开窗侧钻技术规程2023年二月二十日Φ139.7mm套管开窗侧钻技术规程套管开窗侧钻技术是指利用原井套损段〔点〕以上的套管井眼,重钻开距套损段肯定距离的油层,以到达恢复产能和注采关系之目的的一项钻井工艺技术。
1、资料调研必需对原井和其邻井进展调研,需要调研的资料有:完钻日期、地质简介、井身构造、钻井液、钻时、井径、井斜、套管数据、固井质量、简单状况、井下事故、原井大修状况、原井井口和井筒现况及四周注水井状况。
2、工具、仪器和钻具配套标准2.1钻具2.1.1井斜小的侧钻井使用一级钻杆,大斜度井应配钻杆。
2.1.2井斜 35°以内的侧钻井配 3-1/2 加重钻杆100~150m;井斜35°以上的侧钻井配加重钻杆150~200m。
2.1.3每口井应配尺寸适宜的三只稳定器2.1.4钻杆内径必需全都,防止仪器和工具阻卡。
2.1.5钻铤、无磁钻铤、稳定器及协作接头须经探伤检查合格方可使用。
2.2侧钻井特别钻具、工具配套标准(适用内径大于121mm 以上的套管)Φ118mm×2m通径规Φ118mm刮刀钻头Φ118mmpdc钻头Φ114mm导斜器Φ118mm钻铰式铣锥Φ95mm0.75°、1°、1.25°、1.5°单弯螺杆Φ104.8mm无磁钻铤或Φ89mm无磁承压钻杆Φ117mm、Φ115mm稳定器kkq-114 水力式扩孔器备注:对于 10.54mm 的套管,通径规和铣锥Φ115mm,斜向器Φ110-112mm,钻头Φ114-114.3mm。
油套管主要技术标准、检测项目与尺寸公差范围

紧密距
管段至消失点总长度
L4±
接箍
外径
W
最小接箍
长度
NL
接箍镗孔
直径
Q-0
接箍镗孔
深度
q+0.79-0
管体
直径
D
S1
P1
4 1/2
±
3
±
0
±
8
0
±
≥
12.7
5
0
±
≥
5 1/2
3
±
≥
6 5/8
8
0
±
≥
7
8
±
≥
7 5/8
±
0
±
≥
11.0
9 5/8
3
8
±
≥
10 3/4
±
≥
11 3/4
±
13 3/8
3
±
3
管体加厚外径D4
规格3 1/2 ~ 4管子:+2.78mm
-0.75%Dmm
4
管体壁厚t
-12.5%,即≥87.5%名义壁厚
5
管体直度
全长;弦高≤0.20%L;管端:下移量≤3.18mm(直尺长度≥1.83m)
6
接箍外径W
油管:±1%W; P110及以下钢级套管:±1%W;但不超过±
7
接箍长度N
≥名义长度
±
±
0
±
±
±
≥123.82
2 7/8
±
±
≥
3 1/2
±
±
≥
4
±
±
≥
4 1/2
±
±
≥
EU
石油天然气-油井套管和油管用钢管内控

PGB 通化钢铁集团磐石无缝钢管有限责任公司内控标准编号:Q/TGPG.·J—JS—02—2008石油天然气---油井套管和油管用钢管2008年3月21日发布2008年4月1日实施通化钢铁集团磐石无缝钢管有限责任公司发布油、套管及接箍坯料的生产检测规范1范围本规范适用于J55、K55、N801外径为φ73.02—φ177.8的油、套管及接箍料的生产检测。
2引用标准API SPEC 5CT —套管和油管规范3尺寸、外形3.1外径和壁厚的允许偏差应符合表1的规定。
表 1 外径和壁厚的允许偏差注:如需方有协议要求按协议要求的尺寸生产及检验3.2长度具体长度要求见合同,范围定尺按上限控制,切头后长度不足合同要求的不准回切3.3弯曲全长弯曲度不超过0.2%,管端1.5m范围内不超过1.5mm;0.5m范围内不超过0.5mm。
3.4端头外形钢管的两端端面应与钢管的轴线垂直,切口毛刺彻底清除。
3.5不圆度不圆度不超过外径公差的80%4技术要求4.1化学成分磷含量不超过0.03%;硫含量不超过0.025%。
4.2 制造方法油、套管及接箍料采用热轧或冷拔制造。
4.3交货状态钢管以热轧状态交货。
5力学性能5.1拉伸5.1.1 试验方法钢管的拉伸性能应在纵向试样上测定。
5.1.2试验温度拉伸试验在室温下进行。
5.1.3拉伸试样的尺寸要求条形试样,对于外径小于φ101.6的管子试样的宽度为19mm,对于外径为φ101.6—φ177.8的管子试样宽度为25mm。
5.1.4强度数值应符合表2的规定表2 钢管的强度数值5.1.5伸长率应符合表3的规定(50.8mm标距内)表3 伸长率表5.2冲击功试验要求5.2.1 冲击功的试验方法一个冲击功实验应由三个试样组成,该三个试样从同一根钢管的同一个位置截取,三个试样的平均值应不小于规定冲击功的要求。
允许其中一个试样的冲击功小于规定冲击功要求,但其值不得小于规定冲击功的三分之二。
石油常用专用管螺纹和管材的类型及规格

石油常用专用管螺纹和管材的类型及规格一、前言在石油工业发展过程中,API系列规范的石油管专用螺纹起着不可或缺的作用。
石油管专用螺纹主要分为两大类:用于井下工具及钻柱构件连接的石油钻具接头螺纹及用于油套管连接的油套管接头螺纹。
随着油井气钻采作业向更深、更高压力和更高温度等更苛刻工况条件的方向发展,而且石油钻采工艺技术不断的进步,常规石油管螺纹很难满足油田的开发需求。
本文就石油常用专用管螺纹和管材的主要类型、规格及发展现状作相应的介绍。
二、钻具接头螺纹钻具接头螺纹用于如钻铤、钻杆、钻具稳定器及转换接头等钻井工具及钻柱构件的连接。
目前生产和检验依据的标准主要是API SPEC 7。
(螺纹外观见图3)API SPEC 7称钻具接头螺纹为“旋转台肩连接”,是石油钻探行业连接钻柱构件最主要的机械机构。
这种带锥螺纹具有通过轴向位移来补偿连结部分直径误差的特点,因此互换性程度高、结合紧密和装拆容易。
其技术特点为英制锥管螺纹、有台肩连接、三角形螺纹,在管材连接中应用极为广泛。
其主要螺纹型式如表1所示。
表1:钻具接头螺纹类型序号螺纹型式英文写法螺纹牙型规格与种类1 数字型(NC) Number style connection theads V-0.038R NC23-NC77共计13种2 内平型(IF) Internal-flush style connection threads V-0.065 23/8in-51/2in共计6种3 贯眼型(FH)Full-hole style connection threads V-0.065V-0.050V-0.040 31/2in-65/8in共计5种4 正规型(REG) Regular style connection threads V-0.050V-0.040 23/8in-85/8in共计8种1. 内平型螺纹该型钻具接头螺纹连接外加厚或内外加厚钻杆,形成钻杆接头内径、管体加厚内径与管体内径相等或近似的通径。
TP系列套管技术标准
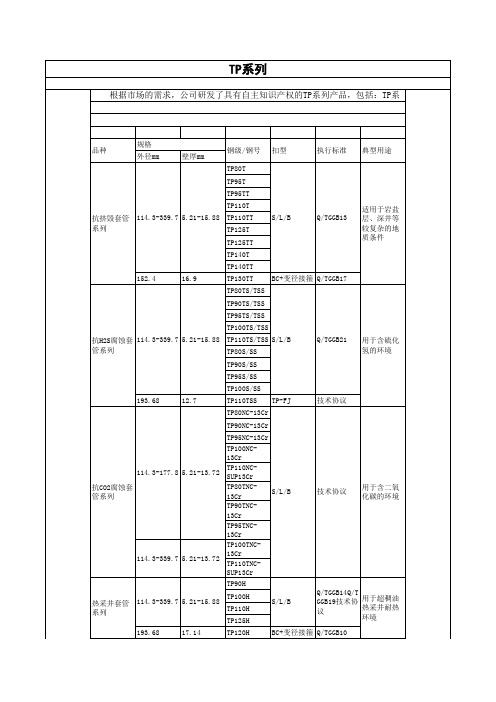
根据市场的需求,公司研发了具有自主知识产权的TP系列产品,包括:TP系 列高抗挤毁石油套管、TP系列抗腐蚀石油套管、TP系列热采井用石油套管、TP系
品种
规格 外径mm 壁厚mm
钢级/钢号 TP80T TP95T TP95TT TP110T
扣型
执行标准
典型用途
抗挤毁套管 114.3-339.7 5.21-15.88 TP110TT 系列 TP125T TP125TT TP140T TP140TT 152.4 16.9 TP130TT TP80TS/TSS TP90TS/TSS TP95TS/TSS TP100TS/TSS
Q/TGGB21
用于Байду номын сангаас硫化 氢的环境
技术协议
技术协议
用于含二氧 化碳的环境
Q/TGGB14Q/T GGB19技术协 用于超稠油 热采井耐热 议 环境
BC+变径接箍 Q/TGGB10 TP-FJ B 技术协议 超深井用
5.21-15.88
技术协议
超深复杂井 用
TP125V 超深复杂井 114.3用超高强度 346.08 套管系列 5.21-15.88 TP140V TP155V TP165V TP170V TP80CQJ 储气井用套 177.8-273.1 9.19-11.99 管系列 TP110CQJ TP55L/LL TP80L/LL 超低温套管 114.3-508 系列 TP95L/LL 5.21-17.15 TP110L/LL TP125L/LL TP140L/LL TP150L/LL TP-CQ TP-FJ 特殊扣套管 114.3系列 244.48 TP-NF API系列各钢 TP-G2 5.20-13.84 级TP系列各 技术协议 HUNTINGSLHT 钢级 HUNTINGSLHC HUNTINGAPEX HUNTINGSLBOSS 特殊扣油管 42.16系列 114.30 3.18-16.00 API系列各钢 TP-EX 级 TPQ750/Q850/9 00 TP110P/110S TP130P/150P/155P 割缝筛管 114.3244.48 5.20-13.84 API系列各钢 S/L/B 级 技术协议 用于水平井 等防沙开采 环境 技术协议 用于密封性 要求高的环 境 用于密封性 要求高的环 境 S/L/B/TPCQ/TPFJ/TP-NF 按API套管标 用于低温的 准 环境 L/C TP-CQ 技术协议 高压天然气 储气井 S/L/B/TPCQ/TPFJ/TP-NF 技术协议 超深复杂井 用
石油套管和油管螺纹加工内控标准模板
d-3.18mm( d-1/8in)
套管
<95/8
152.00mm(6in)
d-3.18mmm( d-1/8in)
95/8~133/8
305.00mm(12in)
d-3.97mm( d-5/32in)
>133/8
305.00mmm(12in)
d-4.76mm( d-3/16in)
API标准公差
内控偏差
壁厚t
-12.5%t
±10%t
单根重量
+6.5%~-3.5%
+6.5%~-3.5%
产品名称
长度范围(m)
1
2
3
套管
4.88~7.62
7.62~10.36
10.36~14.63
不加厚油管
6.10~7.32
8.53~9.75
11.58~12.80
交货长度也能够与购方协商,但必须在合同中注明。
天津市石油管材加工有限公司
文件编码:TSG-12-02/4
版本号:3
石油套管和油管螺纹加工内控标准
修改码:0
页码:5/34
6. 无损检验
6.1 外观检验
在充分的照明光线下用肉眼进行管体表面进行检查。钢管内外表面不
得有裂缝、 折叠、 扎折、 离层、 麻点和结疤存在。允许有圆底凹坑、
直道等线性缺陷存在, 其深度或高度必须小于0.30mm。
J55
≤0.03
≤0.03
<0.03
<0.03
K55
≤0.03
≤0.03
<0.03
<0.03
N80
≤0.03
API油套管

、API油套管:
产品标准: API
5B
质量控
制: ISO9001、API Q1
API许可证号:5CT 0519
API 油套管机械性能:
API油管产品规格:
特别说明:如果订购加厚不带螺纹平端管,可标注为EP,并特别注明
长度范围:范围1:6.10~7.32m(20~24ft)范围2:8.53~9.75m(28~32ft)
接箍型式:可配置API标准外径接箍、特殊间隙接箍、特殊倒角接箍和用户要求的其它型式的接箍。
API套管产品规格
长度范围:我公司按API范围2和范围3交货:
范围2:7.62~10.36m(25~30ft)范围3:10.36~14.63m(34~48ft)
接箍型式:可配置API标准外径接箍、特殊间隙接箍、特殊倒角接箍和用户要求的其它型式的接箍,可根据用户要求生产API标准特殊通径套管。
2、非API 系列油井管产品
产品标准:API 5CT API 5B
NACE MR0175 NACE TM0177 NACE TM0284
墨龙企业标准
产品标准:API SPEC 5D
质量控制:ISO9001 API Q1
供货状态:加厚、热处理后
规格:见下表
2、钢级:E—E75、X—X95、G—G105、S—S135
4:管线管
产品标准:API SPEC 5L
质量控制:ISO9001 API Q1
供货状态:热轧、热处理、成品
注:可根据用户要求生产符合其它标准的输送管。
油套管及配套接箍螺纹
油套管及配套接箍螺纹普通技术要求内容1、适用范围2、标准连接3、术语、定义、注释和缩写4、普通规则5、套管螺纹扣5.1 螺纹剖面5.2 OTTM螺纹扣基本参数5.3 量规检测OTTM螺纹扣5.4 OTTG螺纹扣基本参数5.5 量规检测OTTG螺纹扣6、油管螺纹扣6.1 螺纹剖面6.2 油管及NKTB油管螺纹扣基本参数6.3 量规检测油管及NKTB油管螺纹扣6.4 NKM油管螺纹扣基本参数6.5 量规检测NKM螺纹扣7、验收规则8、检测油管及套管螺纹扣基本规格和检测普通技术要求1、适用范围:本技术标准适用于石油及天然气工业中的油管及套管螺纹扣,规定了对螺纹剖面、螺纹基本参数和螺纹检测的要求。
本技术标准规定了对以下类型螺纹扣的要求:——套管的OTTM梯形螺纹扣;——套管的OTTG梯形高气密性螺纹扣和“金属——金属”密封扣;——油管的三角螺纹扣;——HKTB油管的三角螺纹扣及外翻管端;——HKM油管的高气密性梯形螺纹扣和“金属——金属”密封扣。
2、标准连接:本技术标准使用了以下标准连接:GOST P (ICO 11960) 石油及天然气工业。
油井使用的套管或油管(钢管)。
GOST 9378-93。
GOST 10654-81 油管及配套接箍三角螺纹用量规。
类型、基本规格和公差。
GOST P 11708-82 互换基本标准。
螺纹、术语和定义。
GOST 25576-83 套管及配套接箍梯形螺纹用量规。
类型、基本规格和公差。
GOST 2789-73 表面粗糙度。
参数、特性和注释。
3、术语、定义、注释和缩写:本标准引用了GOST 11708 82标准中的术语和定义,还有以下术语和定义:3.1 螺纹旋线——位于实际或假设的圆锥体侧表面的线,围绕中轴线旋转,但不能为零或无限长。
3.2 螺纹螺旋表面——旋转表面,位于中轴线一侧并围绕中轴线不断旋转。
每个旋转点均围绕旋线旋转,旋线到旋转点的距离必须一样。
3.3 螺纹台肩——受螺纹表面限制的突出部分。
石油套管规格表
1.用途用于石油井钻探。
2.种类按SY/T6194-96“石油套管”分短螺纹套管及其接箍和长螺纹套管及其接箍两种。
4.化学成分检验(1)按SY/T6194-96规定。
套管及其接箍采用同一钢级。
含硫量<0.045%,含磷量<0.045%。
(2)按GB222-84的规定取化学分析样。
按GB223中有关部分的规定进行化学分析。
(3)美国石油学会ARISPEC5CT1988第1版规定。
化学分析按ASTME59最新版本制样,按ASTME350最新版本进行化学分析。
5.物理性能检验(1)按SY/T6194-96规定。
作压扁试验(GB246-97)拉力试验(GB228-87)及水压试验。
(2)按美国石油学会APISPEC5CT1988年第1版规定作静水压试验、压扁试验、硫化物应力腐蚀开裂试验、硬度试验(ASTME18或E10最新版本规定进行)、拉伸试验、横向冲击试验(ASTMA370、ASTME23和有关标准最新版本规定进行)、晶粒度测定(ASTME112最新版本或其他方法)。
6.主要进出口情况(1)石油套管主要进口国家有:德国、日本、罗马尼亚、捷克、意大利、英国、奥地利、瑞士、美国,阿根廷、新加坡也有进口。
进口标准多参照美国石油学会标准API5A,5AX,5AC。
钢级是H-40,J-55,N-80,P-110,C-75,C-95等。
规格主要为139.77.72R-2,177.89.19R-2,244.58.94R-2,244.510.03R-2,244.511.05R-2等。
(2)API规定长度有三种:即R-1为4.88~7.62m,R-2为7.62~10.36m,R-3为10.36m至更长。
(3)部分进口货物标有LTC字样,即长丝扣套管。
(4)从日本进口套管除采用API标准外,还有少部分执行日本厂方标准(如新日铁、住友、川崎等),钢号是NC-55E,NC-80E,NC-L80,NC-80HE等。
(5)在索赔案例中,出现过黑扣、丝扣损伤,管体折叠,断扣和螺纹紧密距超差,接箍J值超差等外观缺陷及套管脆裂、屈服强度低等内在品质问题。
j55,7.72,139.7套管规范

竭诚为您提供优质文档/双击可除j55,7.72,139.7套管规范篇一:油套管主要技术标准、检测项目与尺寸公差范围油套管主要检测项目与公差范围油套管螺纹尺寸公差表apispec5b20xx.6.25sl不加厚油管螺纹尺寸公差表单位:mm长圆螺纹套管螺纹尺寸公差表单位:mm篇二:Φ139.7套管开窗侧钻操作规程Φ139.7mm套管开窗侧钻技术规程二○一六年二月二十日Φ139.7mm套管开窗侧钻技术规程套管开窗侧钻技术是指利用原井套损段(点)以上的套管井眼,重新钻开距套损段一定距离的油层,以达到恢复产能和注采关系之目的的一项钻井工艺技术。
1、资料调研必须对原井和其邻井进行调研,需要调研的资料有:完钻日期、地质简介、井身结构、钻井液、钻时、井径、井斜、套管数据、固井质量、复杂情况、井下事故、原井大修情况、原井井口和井筒现况及周围注水井情况。
2、工具、仪器和钻具配套标准2.1钻具2.1.1井斜小的侧钻井使用一级钻杆,大斜度井应配新钻杆。
2.1.2井斜35°以内的侧钻井配3-1/2加重钻杆100~150m;井斜35°以上的侧钻井配加重钻杆150~200m。
2.1.3每口井应配尺寸合适的三只稳定器2.1.4钻杆内径必须一致,防止仪器和工具阻卡。
2.1.5钻铤、无磁钻铤、稳定器及配合接头须经探伤检查合格方可使用。
2.2侧钻井特殊钻具、工具配套标准(适用内径大于121mm以上的套管)Φ118mm×2m通径规Φ118mm刮刀钻头Φ118mmpdc钻头Φ114mm导斜器Φ118mm钻铰式铣锥Φ95mm0.75°、1°、1.25°、1.5°单弯螺杆Φ104.8mm无磁钻铤或Φ89mm无磁承压钻杆Φ117mm、Φ115mm稳定器kkq-114水力式扩孔器备注:对于10.54mm的套管,通径规和铣锥Φ115mm,斜向器Φ110-112mm,钻头Φ114-114.3mm。
油管性能基本要求

螺纹处理:
所有规格的油管接箍螺纹都应进行镀锌、镀锡、 镀铜或磷化处理,以便减少磨损并提高接头的抗 泄漏性能。 当使用锡或其它塑性涂层,其厚度超过0.001in (0.03mm)时,螺纹的公差和紧密距要求仅适 用于无涂层螺纹。 镀锡涂层的最大厚度不得超过0.006in (0.15mm)。机紧上扣可能会影响锥度、紧密 距和外径尺寸。
a) 将量规的调节臂调至被测外螺纹的规格,检查仪表的灵 活性和测头的直径; b) 量规测量爪上的固定球形测头置于首牙完整螺纹的牙槽 内,另一测量爪上活动测杆上的球形测头置于直径相对 侧同一螺纹的牙槽内; c) 固定的测头保持不动,测杆上的触头做小圆弧摆动。调 节指示表,使零位与最大读数重合; d) 以同样的方法,沿同一条圆锥母线在规定的间距内进行 连续测量; e) 连续测量之差值即为该段螺纹的锥度。完整螺纹的最后 间距内的锥度也应测量。
大端直径
管端至消失点
不加厚和外加厚油管螺纹尺寸:
螺纹牙型尺寸
螺纹尺寸公差:
--锥度 --螺距 --紧密距 --牙型高度 --牙型角 --外螺纹全长 --接箍镗孔直径、深度 --倒角
螺纹外观检查
管体的全顶螺纹最小长度( Lc) 范围内及接箍的螺纹应无明 显的撕裂、刀痕、磨痕、台阶、折叠、凹坑、压痕、明显锈蚀 或腐蚀坑、搬运损伤或破坏螺纹连续性的任何其它缺欠,保证 螺纹上不存在任何可能导致螺纹及表面处理层损伤的凸点。
螺距量规的使用方法
a) 使 用 前 , 安 装 和 调 整 固 定 测 头 , 使 测 头 间 距 等 于 待 测 螺 纹的间距;
b)使用标准样板将量规指示表调整到零位,并检查仪表的灵活性 和测头是否松动; c)量规的球形测头置于相应的螺纹槽内; d)以固定测头为轴心,可动测头在测量线的两侧旋转一小圆弧; e)最小的正读数(+)或最大的负读数(-)就是螺距误差。
石油套管
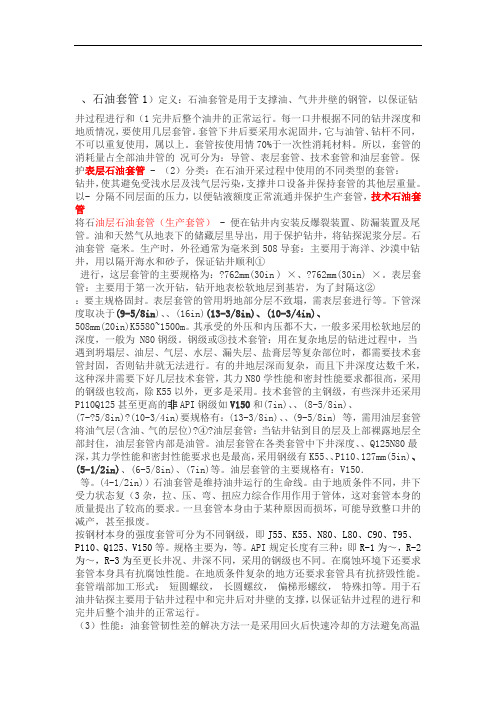
、石油套管1)定义:石油套管是用于支撑油、气井井壁的钢管,以保证钻井过程进行和(1完井后整个油井的正常运行。
每一口井根据不同的钻井深度和地质情况,要使用几层套管。
套管下井后要采用水泥固井,它与油管、钻杆不同,不可以重复使用,属以上。
套管按使用情70%于一次性消耗材料。
所以,套管的消耗量占全部油井管的况可分为:导管、表层套管、技术套管和油层套管。
保护表层石油套管 - (2)分类:在石油开采过程中使用的不同类型的套管:钻井,使其避免受浅水层及浅气层污染,支撑井口设备并保持套管的其他层重量。
以- 分隔不同层面的压力,以便钻液额度正常流通并保护生产套管,技术石油套管将石油层石油套管(生产套管) - 便在钻井内安装反爆裂装置、防漏装置及尾管。
油和天然气从地表下的储藏层里导出,用于保护钻井,将钻探泥浆分层。
石油套管毫米。
生产时,外径通常为毫米到508导套:主要用于海洋、沙漠中钻井,用以隔开海水和砂子,保证钻井顺利①进行,这层套管的主要规格为:?762mm(30in ) ×、?762mm(30in) ×。
表层套管:主要用于第一次开钻,钻开地表松软地层到基岩,为了封隔这②:要主规格固封。
表层套管的管用坍地部分层不致塌,需表层套进行等。
下管深度取决于(9-5/8in)、、(16in)(13-3/8in)、(10-3/4in)、508mm(20in)K5580~1500m。
其承受的外压和内压都不大,一般多采用松软地层的深度,一般为N80钢级。
钢级或③技术套管:用在复杂地层的钻进过程中,当遇到坍塌层、油层、气层、水层、漏失层、盐膏层等复杂部位时,都需要技术套管封固,否则钻井就无法进行。
有的井地层深而复杂,而且下井深度达数千米,这种深井需要下好几层技术套管,其力N80学性能和密封性能要求都很高,采用的钢级也较高,除K55以外,更多是采用。
技术套管的主钢级,有些深井还采用P110Q125甚至更高的非API钢级如V150和(7in)、、(8-5/8in)、(7-?5/8in)?(10-3/4in)要规格有:(13-3/8in)、、(9-5/8in)等,需用油层套管将油气层(含油、气的层位)?④?油层套管:当钻井钻到目的层及上部裸露地层全部封住,油层套管内部是油管。
API规范石油专用管材螺纹
94 年曾以 API Spec5 CT,92 年第 4 版为主,修订编写了细则的第三 版,但尚未定稿,95 年 Spec5CT 第五版又出版了,最新的 5CT 在章节编 排和内容上,又有了很大变化,因此又重新编写本细则的第三版的第二版 的第二稿。
〞(3.18mm)
4.管子圆度在规范中没有要求;对电焊管的圆度一般按补充订货技术
要求进行检查。
5.电焊管焊缝高度和修整:在 7.7 节中规定:
电焊油管和套管焊缝外表面应修整到基本齐平状态;
电焊油管和套管焊缝内表面应修整应达到:
(1)基本齐平 (2)不应带毛边。
修整尺寸要求:
a、对 1、2 组:
(1)套管的内焊缝高度不应超过 0.045〞(1.14mm)
协议为检验依据的标准。
API 标准有:Spec 5CT、STD 5B
5CT 中钢级分组如下:1 组:H J K N 级钢;2 组:L C T 级
钢;3 组:P 级钢;4 组:Q 级钢。
1.2.2管体尺寸、2 管体尺寸、单重、通径的标准要求-Spec 5CT。
1. 在 7.10.1、7.10.2 和 7.10.3 节中对外径、壁厚、单重公
产品、规格
通径规尺寸(最小)
长度
直径
≤2 7/8〞
42〞(1067mm)
d-3/32〞(d-2.38mm)
≥3 1/2〞
42〞(1067mm)
d-1/8〞(d-3.18mm)
当合同规定的对 7〞~13 3/8〞的套管作大径通径套管供货时,通径
规应符合表 27 的规定;当合同规定用作油管的尺寸大于 4 1/2〞,但又
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
15 机紧
机紧位置 J=12.7
72-77
78~83
84~89
86-91
16
外径 ±%D
77.8
93.17
114.3
127
17
长度
18
镗孔Φ
0.78 0
123.82 67.46
133.35 80.16
146.05 96.85
152.4 109.55
19
镗孔H
0.78 0
20
承载面(≥)
9.53 3.97
管体:<4-1/2”:4.8mm ≥4-1/2”:6.4mm
接箍<4-1/2”:6.4mm
11%.37498 00..5578%9
2(Dmaxin)/
+6.5% -3.5%
DLLmmmiiinnn
65。05
+-+00..05226.in/24
0.78 0 0.78 0
+-+-00..005226..in/24
3 椭圆度 加厚外径公差:0~1.59mm,管端到加厚终止处La=152.4mm(2-3/8”)、La=158.75mm(2-7/8”)、La=165.10mm(3-1/2
≤0.75% 椭圆度=
2(Dmax Dmin ) /(Dmax Dmin )
4 直线度 ”)、La=165.10mm(4”)、La=171.45mm(4-1/2”)
9.525
-15.875 81.66 88.9 60.32
112~118
153.67 203.2 142.08 12.7 3.18 6.42 /同轴度0.78mm
9.525
-22.225 90.36 101.6 73.02
124~130 194.46 228.6 180.18 12.7 4.76 10.83
9.53 5.56
9.53 6.35
9.53 6.35
21 接 箍
22
最小重量Kg 单项参数
1.55
2.4
4.1
4.82
锥度0.0625
+0.0052 -0.0026
in
/
in
螺距±0.003in/in
(累积螺距±0.006in)
23
紧密距±3.175
6.35
6.35
6.35
6.35
0.07125
+0.002 -0.004
Φ101.6×6.65
Φ114.3×6.88
Φ114.3×6.35
(4”)EU
(4-1/2”)EU
(4-1/2”)LC
Φ101.6±0.79
Φ114.3
1.14 0.57
Φ114.3
1.14 0.57
Φ139.7×7.72 (5-1/2”)LC Φ139.7 1.39
0.7
Φ177.8×9.19 (7”)LC
常用油套管技术标准简表
序 号
检验
1 外径
API标准 规定公差
D1% 0.5%
Φ60.3×4.83 (2-3/8”)EU
Φ60.3±0.79
Φ73×5.51 (2-7/8”)EU
Φ73.02±0.79
Φ88.9×6.45 (3-1/2”)EU
Φ88.9±0.79
API 标 准 ±1.5度
0 60.7 66.68 41.27
-25.4 68.96 76.2 47.63
89-94
99~105
141.3 158.75 122.25 9.53 6.35 6.05
齿高
6.35
127 177.8
116.68
12.7
3.97
4.15
0.07125
+0.002 -0.004
in
14.22kg/m
8 通径
L 通径规 min =1067mm
Dmin =d-(2.38、3.18)mm
L D 通径规 min =152mm
min =d-3.18mm
9
外观
a.管端处外倒角 65°05 ,必须在管子端面360度全倒;倒角的直径应使螺纹牙底在倒角上消失,而不在管端消失,并且不出现刀口状薄边。所有管子端部内外棱边都不应有毛刺。b.管端起在全顶螺纹的最小长度Lc范围内,螺 纹无明显撕裂、刀伤、磨痕、台肩或连续性的任何缺陷。首扣不能有毛刺。c. 2-3/8”~7”黑顶螺纹不得多于7扣。
25 色标
26
管体 接箍
27 打标尺寸
注:(1)本技术标准是根据API Spec 5CT 、5B(最新版)的有关内容制定。(2)制定日期:2008年11月
J55:一条绿色 K55:两条绿色 N80-1:一条红色 N80Q:一条红色和绿色带 L80-1:一条红色带和棕色带 P110:一条白色带
J55:绿色和一条白色带(油管无白色带) K55:绿色 N80-1:红色 N80Q:红色和一条绿色带 L80-1:红色带和一条棕色带 P110:白色
4.7lb/ft 6.99kg/m
6.5lb/ft 9.67kg/m
9.3lb/ft 13.84kg/m
11lb/ft
12.75lb/ft
12.75lb/ft
16.37kg/m
18.97kg/m
18.97kg/m
外观缺欠深度不大于管体标准壁厚的12.5%
17lb/ft 22.85kg/m
26lb/ft 38.21kg/m
9.525
0 54.35 60.33 34.93 84~89
108 146.05 96.85
9.53
6.35
a 成品接箍不得有可检查出的裂纹、裂缝和孔隙;从接箍中心J到管端间隔内,螺纹应无明显撕裂、刀伤、磨痕、台肩或连续性的任何缺欠。两端面内外棱边不得有毛刺;b麻点和圆底凿痕的允许缺欠深度:<3-
24
a.弦高不能超过管子总长的0.2% b.管子两端6ft(1.83m)长度范围内,不应超过1/8in(3.18mm) 。
5 长度
R1:(6.10m~7.32m)
R2:(8.53m~9.75m)
R2级7.62(8.53)~10.36m;R3级10.36(10.97~14.63m)
6 重量 7 管体
+6.5% -3.5%
单项
10 管
参数
体
11
紧密距
锥度0.0625
+0.0052 -0.0026
in
/
in
±3.175
0
螺距±0.003in/in(累积螺距±0.006in)
0
0
齿高 0
12
L2
——
43.26
48
54.35
57.53
13
L4
±P
49.23
54
60.33
63.5
14
Lc
——
23.83
28.57
34.93
38.1
外观
1/2”(0.76mm) < 6-5/8”(0.89mm);夹痕和尖底凿痕的允许缺欠深度< 6-5/8”(0.76mm);c.接箍螺纹表面磷化膜用检验溶液滴试色变时间大于3分钟;磷化后颜色为浅灰色或深灰色,膜层应结晶致密
、连续、均匀,不允许出现疏松的磷化膜层、锈蚀和绿斑、局部无磷化膜、表面严重挂灰等现象。
Φ177.8 1.78 0.89
Φ95.25×6.5 (3-3/4”)
Φ95.25±0.79
2 壁 厚 -12.5%t
4.83 (4.23)
5.51 (4.82)
6.45 (5.65)
6.65 (5.82)
6.88 (6.02)
6.35 (5.56)
7.72 (6.76)
9.19 (8.04)
6.5 (5.67)