数控车削普通螺纹压牙深计算公式的探讨
数控计算公式

数控计算公式数控计算公式如下:一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32(0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.635 1、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径) 例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径) 六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径) 例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径) 七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13压花深度应为0.13 八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2:1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径-九、刀具厚度(切刀):切断刀宽度约等于(05.~0.6)√D十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=斜角值查三角函数值公式2:近似计算公式(度数在≤6°以内)(大头直径-小头直径)÷总长×28.7=度数十一、车螺纹转速选择:速度=1200/螺距-安全数值(建议值80)。
数控车床加工螺纹尺寸计算方法【干货经验】

在数控车床上进行螺纹切削的方法称为使用可转位螺纹刀片的单点螺纹。
由于攻丝操作既是切削操作又是成型操作,因此攻丝刀片的形状和尺寸必须与成品螺纹的形状和尺寸相对应。
根据定义,单点螺纹加工是切削特定形状的螺旋槽的加工过程,该螺旋槽每主轴旋转均匀地前进。
螺纹的均匀性由编程的每转进给速度中的进给速度控制。
螺纹的进给速度始终是螺纹的导程,而不是螺距。
对于单头螺纹,导程和螺距是相同的。
由于单点螺纹加工是多次加工,因此CNC系统为每个线程通过提供主轴同步。
数控车床加工螺纹尺寸计算方法(方式)-数控车床加工螺纹尺寸如何计算首先,是需要知道该百度1/2锥管螺纹的大径,小径,螺距,才能加工出来。
查锥管螺纹标准,可以知道其牙数14,螺距为,牙高为,大径为,小径为,基准距离的基本值为,(最大为10,最小为),如果是外锥螺纹时,还需要知道它的有效螺纹长度应不小于(最长为15,最短为)如何应用以上查得的参数,来应用于数控加工编程以外锥管螺纹1/2为例,把外锥螺纹想象成一个梯形,底朝左,顶朝右。
底端即为大端直径,记为D,顶端即为小端直径,记为d,大径在距离小端的地方。
因为管螺纹锥度比=1:16 =(大D-小d)/锥轴线长,所以可以得到()/=1/16,计算得到d=;同理,有()/=1/16,计算得到D=)利用计算得到的D,d,加工出螺纹的外锥,“梯形”的高暂定为;计算出螺纹锥度R=(D-d)/2=下面开始编程G92和G76均可以以G92为例进行说明编程如下(此处以广数980T 为例,T0101M3 S300 G0Z5M8 X24数控车床数控小径数控车床怎样计算螺纹牙高…大径…小径…d的算法有很多种,根据不同的罗纹有不同的值。
下面我给你具体分开来算: 1:公制螺纹d=乘P;2:55度英制螺纹d=乘P; 3:60度圆锥管螺纹d=乘P; 4:55度圆锥管螺纹d=乘P; 5:55度圆柱管螺纹d=乘P; 6:60度米制锥螺纹d=乘P;注:d=螺纹小径,D=螺纹大径,P=螺距,H就是牙形高度粗牙就是M+公称直径(也就是螺纹大径)。
普通三角螺纹加工尺寸的计算
普通三角螺纹加工尺寸的计算-CAL-FENGHAI.-(YICAI)-Company One1普通三角形螺纹加工尺寸的计算驻马店高级技工学校—王俊荣摘要:螺纹加工中比较重要的是尺寸的计算,只有正确的计算才能加工出合格的螺纹。
因为三角形螺纹的牙型比较小,加工时由于车刀的挤压使牙型外胀,还有螺纹刀刀尖不是削平的梯形,而是圆弧形的,所以有必要把理论尺寸和实际加工尺寸之间的关系讲明白,让螺纹的加工变得更准确。
关键词:三角形螺纹牙型高度总的背吃刀量多线螺纹加工我们在加工螺纹时螺纹尺寸的计算十分重要,特别是螺纹理论尺寸与实际加工尺寸的不同给学生的学习带来很多困难,三角形螺纹加工尺寸的计算是加工三角形螺纹的重要部分,只有掌握正确的计算方法,才能加工出合格的产品。
一、普通三角形螺纹的基本牙型普通三角形螺纹的基本牙型如图1所示,各基本尺寸的名称如下:图1 普通三角螺纹基本牙型D—内螺纹大径(公称直径);d—外螺纹大径(公称直径);D2 —内螺纹中径;d2—外螺纹中径;D1—内螺纹小径;d1—外螺纹小径;P—螺距;H—原始三角形高度。
三角形螺纹的基本尺寸有:1、牙型角α螺纹轴向剖面内螺纹两侧面的夹角。
普通三角形螺纹α=60o,2、螺距P 它是沿轴线方向上相邻两牙间对应点的距离。
3、导程P h在同一条螺旋线上的相邻两牙在中径线上对应两点之间的轴向距离。
4、牙型高度:外螺纹牙顶和内螺纹牙底均在H/8处削平,外螺纹牙底和内螺纹牙顶均在H/4处削平。
h1=H-H/8-H/4=5/8H=5、大径:d=D(公称直径)6、中径:d 2=D2= d -2×3/8H=d7、小径:d 1=D1= d -2×5/8H= d二、加工普通三角形外螺纹前螺杆直径和加工时吃刀深度的计算。
1、M20的外螺纹,公称直径是大径20,高速车削三角形螺纹时,受车刀挤压后会使螺纹大径尺寸胀大,因此车螺纹外圆的直径,应比螺纹大径小,当螺纹螺距为~时,外径一般可以小~。
数控车削普通螺纹压牙深计算公式的探讨

数控车削普通螺纹压牙深计算公式
数控车削普通螺纹,多采用螺纹车刀刀尖作为对刀位置,通常需要计算出螺纹的牙深,作为X方向进刀的坐标依据,通过对螺纹小径尺寸的控制,间接保证螺纹中径尺寸,普通螺纹主要几何参数的术语和定义,如图1所示。
图1
d--外螺纹大径; d1--外螺纹小径;d2--外螺纹中径;
P--螺距;H--原始三角高度;L--标准螺纹牙深
以外螺纹为例,普通螺纹的小径与其公称直径之间存在如下关系:d1=d﹣1.0825P,标准螺纹牙深为L=5/8H=0.5412P;数控车削中多使用机夹刀具和机夹刀片,其中机夹刀片存在刀尖圆弧半径R值,R值在车削中对螺纹牙深有影响,如图2所示,h=R,外螺纹牙顶到标准三角形底的尺寸是K=7/8H=0.7578P,因此数控车削普通螺纹牙深计算公式为L′=K﹣h =0.7578P﹣R,此时车出的牙底宽度不是P/4,也不是一个平面,而是以R为半径的中心角为90°的一段圆弧。
图2
数控车削普通螺纹内螺纹的特点与外螺纹类似,在此不再赘述。
目前使用的数控机加工类教材对外螺纹牙深计算公式并不统一,多以0.6495P作为牙深,其中参数0.6495应该来自于普通螺纹中径计算公式,d2=d﹣2×3/8H=d﹣0.6495P,综上所述,这个牙深计算方法应用于数控车削普通螺纹是错误的,在实践中证明也完全不可行,应当及时更正。
机加工人要知道哪些数控加工公式
数控加工的普及,对于从事机械加工的操作人员来说,需要对数控加工技术有一定的了解。
特别是一些在编程中常用到的公式,更是需要了解甚至牢记。
本文就来总结了一些生产中比较常见的数控加工公式。
一、挤牙丝攻内孔径计算公式公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式例1:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.635 1、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径) 例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径) 六、公制牙滚造径计算公式(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径) 例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径) 七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13 八、多边形材料之对角换算公式1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2: 1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀)材料外径÷10+0.7参考值十、锥度的计算公式公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数。
浅析数控车削普通三角螺纹牙型高度编程赋值
• 60 •内燃机与配件浅析数控车削普通三角螺纹牙型高度编程赋值Brief Analysis on How to Assign Numerical Value to CNC Turning Programming OrdinaryThread's Teeth-high马有昂(马鞍山技师学院机械工程系,马鞍山243031)(D ep a rL m e n L of M echanical Engineering,M a'anshan Technical College,M a'anshan243031,China)摘要:三角螺纹在各种机械零件中得到广泛应用。
常采用数控车削加工三角螺纹。
牙型角、大径和螺距是决定螺纹结构规格的最 基本的要素,通常称为螺纹三要素。
本文介绍了牙型高度的计算和编程赋值方法,分析了螺纹车削刀具和对刀精度对螺纹牙型高度的 影响并提出修正措施,以确保螺纹加工三要素尺寸准确。
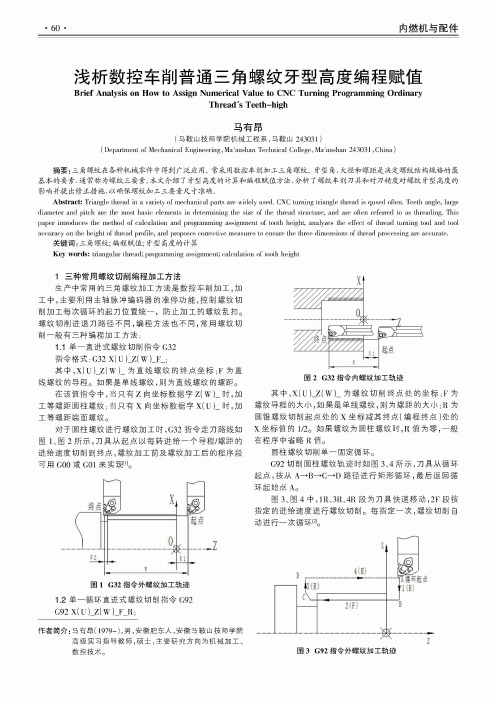
Abstract:Triangle thread in a variety of m echanical parts are w idely C turning triangle thread is qused often.Teeth angle,large diam eter and pitch are th e m ost basic elem ents in determ ining th e size of th e thread structure,and are often referred L o as threading.This paper introduces th e m eth od of calculation and program m ing assignm ent of L o o l I i height,analyzes th e effect of thread turning L o o I and L o o I accuracy o n th e height of th read profile,and proposes corrective m easures L o ensure th e th ree dim ensions of th read processing are accurate.关键词:三角螺纹;编程赋值;牙型高度的计算Key words:Lrian gu lar L h read;program m ing assignm ent;calculation of L o o L h h eig h Li三种常用螺纹切削编程加工方法生产中常用的三角螺纹加工方法是数控车削加工,加工中,主要利用主轴脉冲编码器的准停功能,控制螺纹切削加工每次循环的起刀位置统一,防止加工的螺纹乱扣。
自动车床螺纹计算公式
自动车床螺纹计算公式一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.6351、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.1×(0.645×0.5)=2.58(外径)例2:M6×1.0=6-0.1×(0.645×1.0)=5.25(外径)六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径)例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径)七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2: 1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数。
数控_车床螺纹计算方式
)首先,是需要知道该1/2锥管螺纹的大径,小径,螺距,才能加工出来。
查锥管螺纹标准,可以知道其牙数14,螺距为1.814,牙高为1.162,大径为20.955,小径为18.631,基准距离的基本值为8.2mm,(最大为10,最小为6.4),如果是外锥螺纹时,还需要知道它的有效螺纹长度应不小于13.2(最长为15,最短为11.4)2)如何应用以上查得的参数,来应用于数控加工编程以外锥管螺纹1/2为例,把外锥螺纹想象成一个梯形,底朝左,顶朝右。
底端即为大端直径,记为D,顶端即为小端直径,记为d,大径在距离小端8.2mm的地方。
因为管螺纹锥度比=1:16 =(大D-小d)/锥轴线长,所以可以得到(20.955-d)/8.2=1/16,计算得到d=20.443;同理,有(D-20.443)/13.2=1/16,计算得到D=21.2683)利用计算得到的D,d,加工出螺纹的外锥,“梯形”的高暂定为13.2mm;4)计算出螺纹锥度R=(D-d)/2=0.413下面开始编程G92和G76均可以以G92为例进行说明编程如下(此处以广数980T为例,T0101M3S300G0Z5M8X24G92X20.568Z-13.2R-0.1413I14X19.968X19.468X19.068X19.058X19.038G0X100M5M9M30 数控车床数控小径数控车床怎样计算螺纹牙高…大径…小径…d的算法有很多种,根据不同的罗纹有不同的值。
下面我给你具体分开来算:1:公制螺纹d=D-1.0825乘P;2:55度英制螺纹d=D-1.2乘P;3:60度圆锥管螺纹d=D-1.6乘P;4:55度圆锥管螺纹d=D-1.28乘P;5:55度圆柱管螺纹d=D-1.3乘P;6:60度米制锥螺纹d=D-1.3乘P;注:d=螺纹小径,D=螺纹大径,P=螺距,H就是牙形高度粗牙就是M+公称直径(也就是螺纹大径)。
例如:M10,M16细牙就是M+公称直径乘螺距。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控车削普通螺纹压牙深计算公式
数控车削普通螺纹,多采用螺纹车刀刀尖作为对刀位置,通常需要计算出螺纹的牙深,作为X方向进刀的坐标依据,通过对螺纹小径尺寸的控制,间接保证螺纹中径尺寸,普通螺纹主要几何参数的术语和定义,如图1所示。
图1
d--外螺纹大径; d1--外螺纹小径;d2--外螺纹中径;
P--螺距;H--原始三角高度;L--标准螺纹牙深
以外螺纹为例,普通螺纹的小径与其公称直径之间存在如下关系:d1=d﹣1.0825P,标准螺纹牙深为L=5/8H=0.5412P;数控车削中多使用机夹刀具和机夹刀片,其中机夹刀片存在刀尖圆弧半径R值,R值在车削中对螺纹牙深有影响,如图2所示,h=R,外螺纹牙顶到标准三角形底的尺寸是K=7/8H=0.7578P,因此数控车削普通螺纹牙深计算公式为L′=K﹣h =0.7578P﹣R,此时车出的牙底宽度不是P/4,也不是一个平面,而是以R为半径的中心角为90°的一段圆弧。
图2
数控车削普通螺纹内螺纹的特点与外螺纹类似,在此不再赘述。
目前使用的数控机加工类教材对外螺纹牙深计算公式并不统一,多以0.6495P作为牙深,其中参数0.6495应该来自于普通螺纹中径计算公式,d2=d﹣2×3/8H=d﹣0.6495P,综上所述,这个牙深计算方法应用于数控车削普通螺纹是错误的,在实践中证明也完全不可行,应当及时更正。