焊接工艺规程WPS知识讲解
wps
导电嘴到工件距离CONTACT TUBE TO WORK DISTANCE
NA
多道焊或单道焊MULT OR SINGLE PASS (PER SIDE)
多道焊MULTIPLE PASS单道焊SINGLE PASS
多丝或单丝焊MULT OR SINGLE ELECTRODES
多丝焊MULT单丝焊SINGLE
E7016
F–NO.
NA
A-NO.
NA
填充金属尺寸SIZE OF FILLER METAL
Ф4mm or(或)Фmm
熔敷金属厚度范围WELD METAL THK. RANGE
坡口焊缝GROOVE
其余OTHER
熔敷金属厚度范围WELD METAL THK. RANGE
角焊缝FILLET
ALL(所有) mm
NA
焊接方向பைடு நூலகம்ROGRESSION
向上UP向下DOWN
其他OTHERS
NA
角焊缝FILLET
ALL(所有)
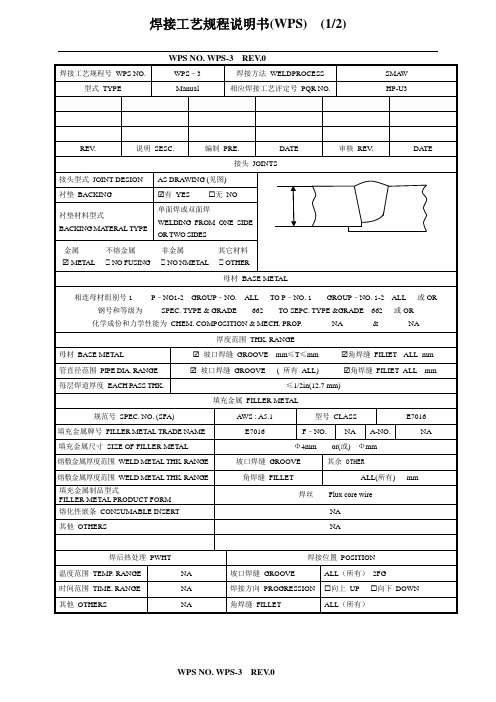
WPS NO. WPS-3 REV.0
保护气体GAS
预热PREHEAT
成份
GAS(es)
纯度
MIXTURE%
流量
FLOW RATE
最小预热温度MIN.PREHEAT TEMP.
5℃
最大层间温度MAX.INTERPASS.TEMP.
衬垫BACKING
有YES无NO
衬垫材料型式
BACKING MATERAL TYPE
单面焊或双面焊
WELDING FROM ONE SIDE OR TWO SIDES
金属不熔金属非金属其它材料
METALNO FUSINGNO NMETALOTHER
焊接工艺规程
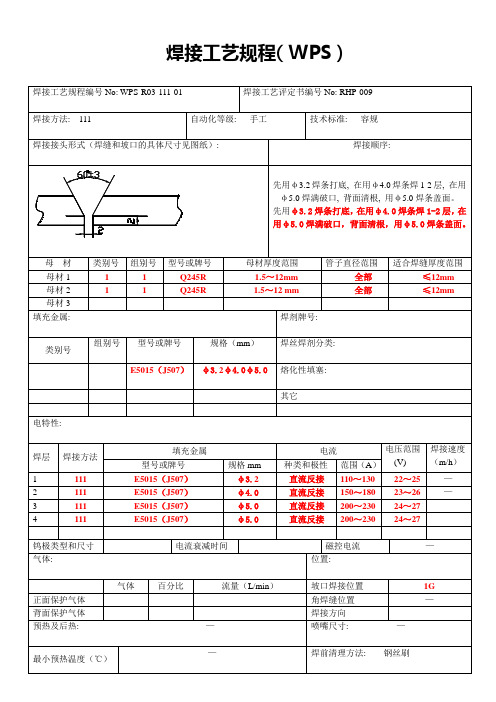
执行标准: JB/T4730-2005
操作技术要求
1.焊前坡口两侧需要清理油锈、污物并露出金属光泽;可用砂轮或钢丝刷;
2、焊丝焊前要除去油锈,焊条焊前经350~400℃/ 2h烘干;
3.焊接用直道或摆动焊方法;
4、焊后要求进行外观检查,不许存在咬边、气孔、弧坑等超标缺陷;
类别号
组别号
型号或牌号
规格(mm)
焊丝焊剂分类:
E5015(J507)
φ3.2φ4.0φ5.0
熔化性填塞:
其它
电特性:
焊层
焊接方法
填充金属
电流
电压范围
(V)
焊接速度
(m/h)
型号或牌号
规格mm
种类和极性
范围(A)
1
111
E5015(J507)
φ4.0
直流反接
150~180
23~26
—
—
—
钨极类型和尺寸
母材
类别号
组别号
型号或牌号
母材厚度范围
管子直径范围
适合焊缝厚度范围
母材1
1
1
Q245R
1.5~12mm
全部
≤12mm
母材2
1
1
Q245R
1.5~12 mm
全部
≤12mm
母材3
填充金属:
焊剂牌号:
类别号
组别号
型号或牌号
规格(mm)
焊丝焊剂分类:
E5015(J507)
φ3.2φ4.0φ5.0
熔化性填塞:
2、焊丝焊前要除去油锈,焊条焊前经350~400℃/ 2h烘干;
3.焊接用直道或摆动焊方法;
焊接wps标准
焊接WPS(Welding Procedure Specification)标准是指针对焊接过程制定的详细规定,以确保焊接质量符合要求。
WPS 标准通常包括以下几个方面:
1. 焊接方法:根据焊接件的材料、结构和用途,选择合适的焊接方法,如焊条电弧焊、气体保护焊、埋弧焊等。
2. 焊接材料:选用合适的焊接材料,如焊条、焊丝等,以满足焊接接头的力学性能和耐腐蚀性能要求。
3. 焊接参数:确定合适的焊接电压、焊接电流、焊接速度等参数,以保证焊接质量。
焊接参数的选取应根据焊接材料、焊接方法以及工件厚度等因素来确定。
4. 焊接顺序和焊接层数:根据工件结构和焊接要求,制定合理的焊接顺序和焊接层数,以减小焊接应力和变形。
5. 焊接缺陷:规定焊接过程中应控制的缺陷,如焊缝外观质量、焊缝内部质量、焊缝气密性等。
6. 焊接检验:对接头质量进行检验,包括外观检查、无损检测、力学性能试验等,确保焊接质量符合设计要求。
7. 焊接后处理:根据焊接工艺要求,进行焊接后处理,如热处理、冷加工等,以改善焊接接头的性能和尺寸精度。
8. 安全与环保:确保焊接过程的安全和环境保护,遵守相关法律法规,减少焊接废气、废渣等对环境的影响。
WPS焊接工艺指导书

单位名称焊接工艺指导书编号WPS-06-4焊接方法GTAW衬垫(材料及规格)—其他/母材:类别号P-No44组别号/与类别号P-No44组别号/相焊及标准号ASTMB619钢号BMN10625)与标准号ASTMB619钢号B3(N10675)相焊厚度范围: 母材:板对接焊缝/角焊缝/管子直径、厚度范围:对接焊缝1.5mm 〜11mm 角焊缝不限 焊缝金属厚度范围:对接焊缝W11mm 角焊缝不限 其他/ 焊接材料: 焊材类别 焊丝/ 焊材标准 AWSA5.14/ 填充金属尺寸 @1.6、@2.4、@3.0/ 焊材形号 // 焊材牌号 ERNiMo-10 / 其他//耐蚀堆焊金属化学成分(%)(此项内容不要求)C Si Mn P S Cr Ni Mo V Ti Nb ///////////其他:无注:对每一种母材与焊接材料的组合均需分别填表。
表1焊接工艺指导书焊接接头:坡口形式:V 形对接 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)日期_焊接工艺评定报告PQR-06-4 机械化程度(手工、半自动、自动)手工管内充氩气保护表B1(完)表B2焊接工艺评定报告单位名称:中国化学工程第十一建设公司大庆项目部焊接工艺评定报告编号:PQR-庆-06-4焊接工艺指导书编号:WPS-庆-06-4 焊接方法:GTAW 机械化程度:(手工、半自动、自动)手工接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)管内充氩气保焊评试验施焊记录表PQR--06-4。
1.6焊接工艺规程WPS

焊接工艺规程WPS一、概述所谓焊接工艺评定,是针对特定的钢材、结构、选用的焊接材料、焊接工艺方法、焊后热处理等措施;在与实际工程焊接施工一致的条件下,按照规定的步骤,进行试验性的焊接;焊接后按照规定的的程序,检验检测手段进行检测试验验证;根据规定的标准进行评判;试验测试结束后,编制完整的焊接试验报告,对整套焊接工艺方案作出最终的评定、认可。
进而,根据焊接工艺评定试验的结果,编制焊接工艺规程,指导焊接生产。
根据钢材和焊接材料,编制焊接工艺评定计划;制定工艺规程方案;(pWPS)焊接工艺评定试验(WPQT)试板检验(NDT,VT)试板试样检测(DT)焊接工艺评定报告(WPQR)焊接工艺规程(WPS)焊工考试取证焊接生产实施通常承包商接了一钢结构项目后,均应进行焊接工艺评定,以验证所用的焊接方法、焊接材料、母材以及各种在一定范围内的焊接变化因素可以在加工出满意的焊缝(即为大家所熟知的先焊接试板,后进行李学性能试验的过程)。
焊接工程技术人员则在力学性能试验合格后,结合试板焊接时记录的各种变化因素编写成WPS,用以指导焊工遵照实施。
而AWS的规范编撰者们认为经过了很多年的钢结构生产实践,足以证明一些常用的焊接方法、母材/焊接材料组合、接头形式以及相关的焊接变化因素均是成熟的,无需再进行评定,或者更确切的说,已由很多其他承包商或制造商事先进行过很多次评定试验,只要将各种条件限制在经过他人事先评定合格的范围内应用即可。
“免除评定”这一概念的的产生缘于对客观实际和经验的尊重,他方便了承包商,有现实的经济意义。
然而,评定被免除,并不表示没有束缚了。
规范对“免除评定”明确了以下几点:1、所有的免除评定的WPS必须形成书面文件2、WPS必须符合第三章(WPS的免除评定)的所有条款3、工程师有权要求证实免除评定的WPS的接头是否适用于工程4、遵照免除评定的WPS实施焊接工作的焊工、自动焊工和定位焊工的资格一定要按照第四章的要求进行评定,这种人员资格的评定是不能免除的。
焊接工艺规程wps培训讲义wpstraininglecture
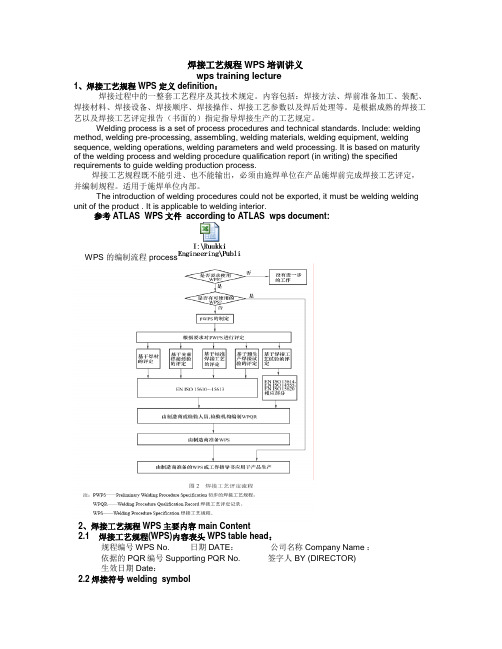
焊接工艺规程WPS培训讲义wps training lecture1、焊接工艺规程WPS 定义definition:焊接过程中的一整套工艺程序及其技术规定。
内容包括:焊接方法、焊前准备加工、装配、焊接材料、焊接设备、焊接顺序、焊接操作、焊接工艺参数以及焊后处理等。
是根据成熟的焊接工艺以及焊接工艺评定报告(书面的)指定指导焊接生产的工艺规定。
Welding process is a set of process procedures and technical standards. Include: welding method, welding pre-processing, assembling, welding materials, welding equipment, welding sequence, welding operations, welding parameters and weld processing. It is based on maturity of the welding process and welding procedure qualification report (in writing) the specified requirements to guide welding production process.焊接工艺规程既不能引进、也不能输出,必须由施焊单位在产品施焊前完成焊接工艺评定,并编制规程。
适用于施焊单位内部。
The introduction of welding procedures could not be exported, it must be welding welding unit of the product . It is applicable to welding interior.参考ATLAS WPS文件 according to ATLAS wps document:WPS 的编制流程process2、焊接工艺规程WPS主要内容main Content2.1 焊接工艺规程(WPS)内容表头WPS table head:规程编号WPS No. 日期DATE:公司名称Company Name :依据的PQR编号Supporting PQR No. 签字人 BY (DIRECTOR)生效日期Date:2.2焊接符号 welding symbol2.3焊接方法 Welding Process – ISO 4063111- 手工电弧焊 SMAW 121-单丝埋弧焊SAW 135-熔化极活性气体保护焊GMAW (CO2气保焊)136-药芯焊丝气体保护焊FCAW 141-钨极氩弧焊TIG自动化等级Type(s) (自动Automatic,人工Manual,机械Machine,半自动Semi-Auto.) 接头形式JOINTS 、衬垫Backing (有/Yes) (无/NO) 、垫块Retainers(有/Yes) (无/NO) 、衬垫材料(型号) Backing Material(Type) Base metal [ ]金属Metal; [ ]不熔化金属Non-fusing Metal; [ ]非金属Non-metallic; [ ]其它Other2.4母材识别 Material Identification母材 BASE METALS 类别号P—No. 组号Group No.或or 钢号/等级为Specification Type and Grade或or 化学成分/力学性能为Chem.Analysis and Mech. Prop.板材厚度范围Thickness Range: 母材Base Metal: 坡口焊Groove 角焊Fillet管径范围Pipe Dia. Range:2.5填充金属类别Filler material Type填充金属 filler metals SFA No. Special AWS A5.18 ER70S-6填充金属尺寸Size of Filler Metals Φ1.2mm预热 PREHEAT 最小预热温度 Preheat Temp. Min. 最大层间温度 Inter passTemp. Max.焊后热处理post –weld heat treatment气体 gas百分组成 Percent Composition 气体流量Flow rate 尾部保护气Trailing 背面保护气Backing2.6焊接规范Welding parameters焊接规范Welding parameters有以下内容coment below:电特性参数electrical characteristics 交流或直流 Current AC or DC 极性Polarity EP 电流(范围) Amps(Range) 电压(范围) Volts(Range)金属过渡方式(射流或短路等) Mode of Metal (Spray arc, short circuiting arc, etc.)送丝速度范围 Electrode Wire Feed Speed Range焊接速度 weld speed施焊技术 technique 无摆动焊或有摆动焊 String or Weave Bead String喷孔或喷嘴尺寸 Orifice or Gas Cup Size打底及中间焊道的清理方法(刷理或打磨等) Initial and InterpassCleaning(Brushing.Grinding.etc.) Grinding 磨背部清根方法 Method of Back Gouging (Carbon arc gouging 、 Grinding 碳弧气刨、磨)导电咀-工件距离 Contact Tube To Work Distance \ 多道焊或单道焊(每侧) Multiple or Single Pass (per side) \ 多丝焊或单丝焊 Multiple or Single Electrodes \ 焊接速度(范围) Travel Speed(Range) See below\ 锤击有/无Peening None \焊层Weld Layers \焊接方法Process \填充金属Filler Metal\电流Current \电压范围Volt. Range\热输入Heat input焊接速度范围Travel Speed Range焊缝位置定义EN ISO 6947-1997 Welds – Working positions – Definitions of angles ofslope and rotation.一般焊透符号表示方法 the general method of weld penetration2.7焊接通用要求welding common requirement1)只有通过EN287-1相应资格考试的焊工才能从事本WPS的焊接工作。
wps焊接工艺规程
wps焊接工艺规程WPS焊接工艺规程一、前言WPS(Welding Procedure Specification)是指焊接工艺规程,它是制定焊接工艺和控制焊接质量的重要文件。
本文将详细介绍如何编写一份完整的WPS焊接工艺规程。
二、编写步骤1.确定焊接材料首先需要确定所使用的焊接材料。
这包括母材、填充材料和保护气体等。
在选择时需要考虑到所需的力学性能和化学成分等因素。
2.确定焊接方法根据所需的力学性能和化学成分等因素,选择合适的焊接方法。
常见的有手工电弧焊、埋弧焊、氩弧焊、激光焊等。
3.确定预热温度和热输入量预热温度和热输入量是影响焊缝质量的关键因素。
需要根据母材厚度、环境温度和所选用的填充材料等因素来确定。
4.制定具体操作步骤在编写WPS时,需要详细描述每一个操作步骤。
例如清洁母材表面、调整电流电压、调整保护气体流量等。
5.编写检验要求在WPS中需要明确检验要求,例如焊缝外观、尺寸、力学性能等。
这有助于确保焊接质量符合标准要求。
6.编写WPS号和签名最后需要为WPS编写一个唯一的标识号码,并由负责人签名确认。
三、注意事项1.在编写WPS时需要考虑到所需的力学性能和化学成分等因素,以确保焊接质量符合标准要求。
2.需要详细描述每一个操作步骤,并明确检验要求,以确保焊接质量符合标准要求。
3.需要为WPS编写一个唯一的标识号码,并由负责人签名确认,以确保该文件的真实性和有效性。
四、总结WPS焊接工艺规程是制定焊接工艺和控制焊接质量的重要文件。
在编写时需要考虑到所需的力学性能和化学成分等因素,详细描述每一个操作步骤,并明确检验要求。
最后需要为WPS编写一个唯一的标识号码,并由负责人签名确认。
这样才能确保该文件的真实性和有效性。
WPS焊接工艺指导书

10~14
钨极类型及直径铈钨或钍钨、 φ焊嘴直径(mm):φ18~φ20
熔滴过渡形式/焊丝送进速度(cm/min)/
技术措施:
摆动焊或不摆动焊:不摆动焊摆动参数:/
焊前清理和层间清理不锈钢丝刷 、丙酮背面清根方法:/
单道焊或多道焊(每面):多道焊单丝焊或多丝焊:单丝焊
导电嘴至工件距离(mm)/锤击:/
WPS焊接工艺指导书
表1焊接工艺指导书
单位名称
焊接工艺指导书编号WPS-06-4日期焊接工艺评定报告PQR-06-4
焊接方法GTAW机械化程度(手工、半自动、自动) 手工
焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
坡口形式:V形对接
衬垫(材料及规格)/
其他/
母材:
类别号P-No 44组别号/与类别号P-No 44组别号/相焊及
标准号ASTM B619钢 号B3(N10675)与标准号ASTMB619钢 号B3(N10675)相焊
厚度范围:
母材: 板对接焊缝/角焊缝/
管子直径、厚度范围:对接焊缝~11mm角焊缝不限
焊缝金属厚度范围:对接焊缝≤11㎜角焊缝不限
其他/
焊接材料:
焊材类别
焊丝
/
焊材标准
AWS
/
填充金属尺寸
φ、φ、φ
温度范围(℃)不要求
保温时间(h)不要求
预热:
预热温度(℃)不要求
层间温度(℃)小于100℃
保持预热时间不要求
加热方式不要求
气体:
气体种类混合比流量(L/min)
保 护 气Ar%10 ~15
尾部保护气///
背部保护气Ar%15~20
四步搞定焊接工艺评定(WPS)

四步搞定焊接工艺评定(WPS)01.什么是WPSWPS (welding procedure specification)焊接工艺评定,是保证焊接质量的重要措施。
它能确认焊接工艺指导书的合理性和正确性,检验焊制接头的使用性能是否符合设计要求,并为正式制定焊接工艺指导书或焊接工艺卡提供可靠依据。
02.编制WPS的四步流程1确定标准体系,明确工作范围,权衡评定数量A、根据合同文件确定项目使用的规范、技术条款,确定WPS的标准体系。
B、研究图纸,确定项目使用材料的种类、等级、厚度范围以及焊接形式。
C、根据不同标准的具体要求,充分考虑其覆盖关系,尽可能减少WPS数量。
例如厚度覆盖英标中:国标中:不同标准对材料分组,等级覆盖,厚度范围等要求差异较多,其直接影响工艺评定的数量(1)*。
需要焊接工程师根据项目情况合理权衡。
2确定焊接方法,选择工具材料,确认焊接参数pWPS (preliminary welding procedure specfication),是针对具体焊接工艺的预编制,用来指导进行评定的焊工进行施焊,此时焊接工程师需要确定以下具体内容:A、焊接方法:药芯气保焊(FCAW),实心气保焊(GMAW),手工焊(MMA),埋弧焊(SAW)……B、焊接方法的选择:焊材、焊机、气体等;C、焊接过程:焊接过程的电流、电压,气体速度,焊接速度,摆幅宽度,层间温度等;并计算预计热输入值,氢含量,以及材料碳当量,确定预热温度。
在BS EN 1011-1标准中,根据pWPS的预计热输入,确定预热温度:pWPS实际仅在停留理论阶段,其意义在于根据要求确定实际焊接的操作依据,圈定实际的焊接的可操作范围。
需要有经验焊接工程师进行编制。
3制备工艺试件,邀请三方见证,交送加工实验WPQR(welding procedure qualification record)焊接工艺评定过程记录,是评定工作的主体,是理论与实际的结合,需要一名有经验的焊工将pWPS的内容予以实施。
WPS焊接工艺的指导书.docx

WPS焊接工艺的指导书.docx表 1 焊接工艺指导书单位名称焊接工艺指导书编号WPS -06-4日期焊接工艺评定报告PQR -06-4焊接方法GTAW机械化程度(手工、半自动、自动)手工焊接接头:简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:V 形对接衬垫(材料及规格)/其他/60°± 5°填充及盖面焊管内充氩气保护壁厚打底焊1~2mm2~3mm母材:类别号P-No 44组别号/与类别号 P-No 44组别号/相焊及标准号 ASTM B619 钢号 B3(N10675)与标准号 ASTM B619 钢号 B3( N10675)相焊厚度范围:母材:板对接焊缝/角焊缝/管子直径、厚度范围:对接焊缝~11mm角焊缝不限焊缝金属厚度范围:对接焊缝≤11 ㎜角焊缝不限其他/焊接材料:焊材类别焊丝/焊材标准AWS/填充金属尺寸φ、φ、φ/焊材形号//焊材牌号ERNiMo-10/其他//耐蚀堆焊金属化学成分(%)(此项内容不要求)C Si Mn P S Cr Ni Mo V Ti Nb///////////其他:无注:对每一种母材与焊接材料的组合均需分别填表。
表 B1(完)焊接位置:对接焊缝的位置1G焊接方向:立向上角焊缝位置不限焊接方向:不限预热:预热温度(℃)不要求层间温度(℃)小于100℃保持预热时间不要求加热方式不要求电特性:电流种类:直流焊接电流范围(A): 85~140(按所焊位置和厚度,分别列出电流和电压范围,记入下表)焊后热处理:温度范围(℃)不要求保温时间( h)不要求气体:气体种类混合比流量(L/min)保护气Ar%10 ~15尾部保护气///背部保护气Ar%15~20极性:正接电弧电压( V):10~12焊道 /焊焊接方法填充材料焊接电流电弧电压焊接速度线能量层牌号直径极性电流(A)(V)(cm/min )(Kj/cm )1GTAW ERNiMo-10φDC+85~10010~14//≥ 2GTAW ERNiMo-10φDC+100~12010~14//φDC+120~14010~14钨极类型及直径铈钨或钍钨、φ焊嘴直径(mm):φ 18~φ 20熔滴过渡形式/焊丝送进速度(cm/min )/技术措施:摆动焊或不摆动焊:不摆动焊摆动参数:/焊前清理和层间清理不锈钢丝刷、丙酮背面清根方法:/单道焊或多道焊(每面):多道焊单丝焊或多丝焊:单丝焊导电嘴至工件距离(mm )/锤击: /其他: /编制日期审核日期批准日期。
焊接工艺规程

环保化
• 遵守环保法规和标准 • 加强焊接过程中的环保管理和监测 • 提高焊接工艺的环保水平
焊接工艺规程的国际化与标准化
国际化
• 引入国际先进的焊接工艺和技术 • 适应国际市场和行业发展的需求 • 提高焊接工艺的国际竞争力
焊接工艺规程的主要内容
焊接方法的选取与焊接材料的选择
焊接方法的选取
• 根据产品要求和焊接性能 • 考虑生产效率和成本 • 考虑安全性和环境适应性
焊接材料的选择
• 匹配焊接方法和母材 • 考虑焊接性能和耐腐蚀性 • 考虑生产成本和供应
焊接设备与焊接环境的配置
焊接设备的配置
• 选用合适的焊接设备 • 确定设备性能和参数 • 确保设备运行和维护
整理数据
• 建立数据库或数据表 • 数据分析和归纳 • 数据验证和修正
焊接工艺规程的制定与修订
制定焊接工艺规程
• 选用合适的焊接方法和材料 • 确定焊接设备和环境要求 • 制定焊接操作程序和质量控制要点
修订焊接工艺规程
• 根据生产变化和技术进步 • 根据生产问题和质量反馈 • 定期审查和更新
03
焊接工艺规程在船舶制造中的应用
• 焊接方法的选择和优化 • 焊接材料的选择和匹配 • 焊接过程的质量控制和管理
焊接工艺规程在石油化工管道工程中的应用
石油化工管道工程对焊接工的要求
• 高强度、耐腐蚀性、密封性 • 焊接工艺规程的规范化和标准化 • 焊接过程的质量控制和管理
焊接工艺规程在石油化工管道工程中的应用
• 规范焊接生产过程 • 提高焊接质量 • 降低生产成本 • 保障生产安全
21-焊接工艺指导书WPS

文件编号:TY/QB06-04 记录编号:TY05-JL21 焊接工艺指导书WPS编号编制审核xxxxx有限公司焊接工艺指导书(WPS)单位名称:xxxx机械有限公司焊接工艺指导书编号:日期:焊接工艺评定报告编号:焊接方法:机械化程度:焊接接头:坡口形式:衬垫(材料及规格):其它:简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)母材:钢号标准号类别号组别号与钢号标准号类别号组别号相焊厚度范围:板材:对接焊缝角焊缝管子直径、对接焊缝角焊缝焊缝金属厚度(对接焊缝):SMAW SAW;角焊缝GTAW GMAW;其它焊接材料:焊材类别焊条焊丝焊剂焊材标准焊材牌号(钢号)焊材型号填充金属尺寸其它耐蚀堆焊金属化学成分(%):C Si Mn P S Cr Ni Mo V Ti Nb其他:焊接位置:对接焊缝位置焊接方向角焊缝位置焊接方向焊后热处理:温度范围(℃)保温时间(h)预热:预热温度(℃)(允许最低值)层间温度(℃)(允许最高值)保持预热时间加热方式气体:气体种类混合比流量(L/min)保护气尾部保护气背部保护气电特性:电流种类极性焊接电流范围(A)电弧电压(V)(按所焊位置和厚度,分别列出电流和电压范围,记入下表)焊道焊层焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)线能量(kJ/cm)牌号直径极性电流(A)钨极类型及直径喷嘴直径(mm)熔滴过渡形式焊丝送进速度(cm/min)技术措施:摆动或不摆动焊摆动参数焊前清理或层间清理背面清根方法单道焊或多道焊单丝焊或多丝焊导电嘴至工件距离(mm)锤击编制日期审核日期批准日期。
WPS焊接工艺规程AWS详解

材料的力学性能 考虑材料的力学性能匹配,选择 具有合适强度和塑性的焊接材料 ,以满足焊接接头的使用要求。
材料的焊接性 评估材料的焊接性,了解材料在 焊接过程中可能出现的缺陷和问 题,制定相应的预防措施。
性和可靠性。
B
C
D
焊接辅助工具
选用合适的焊接辅助工具,如夹具、定位 器等,以提高焊接效率和准确性。
气体保护设备
对于需要气体保护的焊接工艺,选择合适 的气体保护设备和气体类型,以保证焊缝 的质量和外观。
材料与母材的兼容性
母材的化学成分 详细了解母材的化学成分,确保 所选焊接材料与母材具有良好的 相容性,避免产生焊接裂纹和降 低接头性能。
工艺参数选择
AWS D1.1为WPS提供了工艺参 数的参考范围,如焊接电流、电 压、焊接速度等。
02
焊接材料选择
03
焊接质量控制
根据AWS D1.1的规定,WPS可 以选择合适的焊接材料,确保焊 接接头的性能满足要求。
AWS D1.1提供了焊接缺陷的验 收标准和检验方法,WPS可以参 照这些标准制定质量控制措施。
如何根据AWS D1.1制定WPS
1. 确定焊接接头类型
根据AWS D1.1,选择适合的接头类型,如对接、角接、 搭接等。对接头的要求也应符合D1.1的规定。
4. 设定焊接工艺参数
参考AWS D1.1给出的参数范围,结合实际情况,设定合 理的焊接电流、电压、焊接速度等参数。
2. 选定焊接方法和设备
电极直径和类型
根据焊接要求选择合适的电极直径和 类型,以达到最佳的焊接效果。
WPS焊接工艺规程(AWS版)

affection on bend ability and tension ability of joint
附加重要变素supplemental essential variables
影响接头冲击性能的因素Affect the toughness of joint
3
Who take charge of compiling WPS? WPS应该由谁制定 应该由谁制定? 应该由谁制定
每个制造者或承包者应按照焊接规范的规定编写合 理的WPS.具体的说WPS是由代表厂家的焊接工程 师编写的。 Each manufacturer and contractor shall prepare written Welding Procedure Specifications which are defined in corresponding welding code.
supervised by AI 授权检验师检查
6
How is a WPS created? 如何创建一个WPS? 如何创建一个
FCAW药芯焊丝保护 FCAW药芯焊丝保护 焊
+
接头形式 joint type
SAW埋弧焊 SAW埋弧焊 GMAW气保焊 GMAW气保焊 SMAW焊条电弧焊 SMAW焊条电弧焊 GTAW钨极氩弧焊 GTAW钨极氩弧焊
General 一般条件
For the PQR groove area, an increase or decrease > 25% in the number of passes 对于与PQR坡口面积相同的,焊道数改变超过 25% A change in position not qualified焊接位置改变为未经评定的位置 。
焊接工艺规程WPS知识讲解

/
1J(
焊接工艺规程(
WPS)是[V]
免除评定
试验评定
V
或工艺评定记录(
PQR)是[]
标识编号A004
修改日期
修改人
公司名称武汉江汉石油机械有限公司
批准人
日期
焊接方法SMAW
类型一手工[V]
半自动[
]
PQR辅助文件号
B004
机械[]
自动[
]
采用的接头设计
位置
类型丄
坡口位置:
角焊缝
单面焊缝[]
双面焊缝[V]
技术
填充金属
直线或横向摆动焊道
横向摆动
AWS规定
多道或单道(每边)
单道
AWS类别E501T-1
药芯焊丝①1.2
焊丝数1
焊丝间隔纵向_
保护
横向
焊剂
气体CO2
角度
组分
导电嘴到工件距离
20mm
焊丝-焊剂(等级)
流率8-13L/min
锤击V
气体喷嘴尺寸20mm
道间清理V
预热
焊后热处理
预热温度,最低
温度
道间温度,最低
电特性
根部间隙
钝边尺寸
坡口角度
半径(J-U)
过渡形式(GMAW)
短路[]
背部清根:用[]不用
[V]方法
熔滴[V]喷射[]
电流:交流[]直流反接
[]直流正接[V]脉冲[]
母材规格矩形管140X80X8/Q345A
其他
70*0X5/Q345A
钨极(GTAW)
类型或级别
尺寸:
厚度:坡口
角焊缝7
类型:
wps焊接工艺规程(aws版)精品资料
For the PQR groove area, an increase or decrease > 25% in the number of passes 对于与PQR坡口面积相同的,焊道数改变超过 25%
A change in position not qualified焊接位置改变为未经评定的位置 。
The Practical Welding Engineer
9
Variables 焊接变素
重要变素essential variables
影响接头弯曲和拉伸性能的因素Affect the bend ability and tension ability of joint
非重要变素non essential variables
主要约束
实际约束
修订可行焊接方法 评估生产成本
选择
8
规范 资源
成本 选择
Weld Process Selection 焊接工艺选择
The “ideal” welding process is that which achieves the minimum specification requirements at the minimum cost... 完美的焊接工艺是那种以最小成本获得 规范要求的最低水平……
2
What is included by a WPS? WPS 的内容
一份完整的WPS 应当包含在WPS中所采用的、对每 一种焊接方法而言的所有重要变素、非重要变素和当 需要时的附加重要变素。样表见图1。焊接工艺规范 其实就是规定某一焊接工艺的各种焊接变素。 The completed WPS shall describe all of the essential, nonessential, and, when required, supplementary essential variables for each welding process used in the WPS. For the sample, pls see the figure 1.
WPS焊接工艺规程(AWS版)详解
change in the amperage for each diameter每种焊丝 直径的电流变化超过10% A change in type of current (ac or dc) or polarity and mode of transfer (GMAW only)电流极性变化或GMAW过 渡模式变化 A change in the voltage for each diameter,surpass 7% 电压改变超过7% An increase or decrease in the wire feed speed for each electrode diameter surpass 10%送丝速度改变超 过10%
4
Availability of the WPS WPS的可得性
用于产品焊接的WPS,应当在制造现场便于获得
,以供查考,并供授权检验师(AI)检查。 A WPS used for Code production welding shall be available for reference and review by the Authorized Inspector (AI) at the fabrication site.
非重要变素non
essential variables
对弯曲和拉伸不能产生明显影响的因素Can’t produce visible
affection on bend ability and tension ability of joint
附加重要变素supplemental
essential variables
填充材料
Increase in filler metal classification strength增加填料的强度 Change from one electrode classification to any other electrode classification,limited to FCAW从一种焊丝型号改变 到另一种焊丝型号(只限药芯焊丝) Change to an electrode classification not covered in AWS A5.18,A5.20,A5.28,A5.29.焊丝变为在AWS中没有的型号
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
或工艺评定记录(PQR)是[ ]标识编号A001修改日期修改人公司名称武汉江汉石油机械有限公司焊接方法AW(实芯焊丝CO2气体保护焊) PQR辅助文件号采用的接头设计类型⊥单面焊缝[√] 双面焊缝[] 衬垫:用[ ] 不用[√]衬垫材料:根部间隙钝边尺寸坡口角度半径(J-U)背部清根:用[ ] 不用[√] 方法母材规格ASTM A36类型或级别厚度:坡口角焊缝7直径(圆管)填充金属AWS规定A5.18AWS类别ER70S-6 实芯焊丝Φ1.0保护焊剂气体CO2组分焊丝-焊剂(等级)流率15-20L/min气体喷嘴尺寸20mm预热预热温度,最低道间温度,最低批准人日期类型—手工[ ] 半自动[√]机械[ ] 自动[ ]位置坡口位置:角焊缝立焊方向:上行[ ] 下行[√]电特性过渡形式(GMAW)短路[√]熔滴[] 喷射[]电流:交流[ ]直流反接[√]直流正接[] 脉冲[ ] 其他钨极(GTAW)尺寸:类型:技术直线或横向摆动焊道横向摆动多道或单道(每边)单道焊丝数 1焊丝间隔纵向横向角度导电嘴到工件距离20mm锤击√道间清理√焊后热处理温度时间焊道或焊层方法填充金属电流伏特焊接速度接头详图等级直径类型和极性安培数或送丝速度12GMAW Ф1.0 直流反接200~240A 25-27 35-45m/h或工艺评定记录(PQR)是[ ]标识编号A002修改日期修改人公司名称武汉江汉石油机械有限公司焊接方法FCAW(药芯焊丝CO2气体保护焊) PQR辅助文件号B002采用的接头设计类型⊥单面焊缝[] 双面焊缝[√] 衬垫:用[ ] 不用[√]衬垫材料:根部间隙钝边尺寸坡口角度半径(J-U)背部清根:用[ ] 不用[√] 方法母材规格矩形管140×80×8/Q345A70×70×5/Q345A类型或级别厚度:坡口角焊缝7直径(圆管)填充金属AWS规定AWS类别E501T-1药芯焊丝Φ1.2保护焊剂气体CO2组分焊丝-焊剂(等级)流率8-13L/min气体喷嘴尺寸20mm预热预热温度,最低道间温度,最低批准人日期类型—手工[ ] 半自动[√]机械[ ] 自动[ ]位置坡口位置:角焊缝立焊方向:上行[ ] 下行[ ]电特性过渡形式(GMAW)短路[ ]熔滴[√] 喷射[]电流:交流[ ]直流反接[]直流正接[√] 脉冲[ ] 其他钨极(GTAW)尺寸:类型:技术直线或横向摆动焊道横向摆动多道或单道(每边)单道焊丝数 1焊丝间隔纵向横向角度导电嘴到工件距离20mm锤击√道间清理√焊后热处理温度时间焊道或焊层方法填充金属电流伏特焊接速度接头详图等级直径类型和极性安培数或送丝速度12FCAW Ф1.2 直流正接200~240A 30-32 10-12m/h或工艺评定记录(PQR)是[ ]标识编号A003修改日期修改人公司名称武汉江汉石油机械有限公司焊接方法SMAWPQR辅助文件号B003采用的接头设计类型⊥单面焊缝[] 双面焊缝[√] 衬垫:用[ ] 不用[√]衬垫材料:根部间隙钝边尺寸坡口角度半径(J-U)背部清根:用[ ] 不用[√] 方法母材规格Φ140/45圆钢Φ168×22圆管/20类型或级别厚度:坡口角焊缝7直径(圆管)填充金属AWS规定AWS类别J507 Φ3.2焊条保护焊剂气体组分焊丝-焊剂(等级)流率气体喷嘴尺寸预热预热温度,最低350-400℃道间温度,最低批准人日期类型—手工[√] 半自动[]机械[ ] 自动[ ]位置坡口位置:角焊缝立焊方向:上行[ ] 下行[ ]电特性过渡形式(GMAW)短路[ ]熔滴[] 喷射[]电流:交流[ ]直流反接[]直流正接[ ] 脉冲[ ] 其他钨极(GTAW)尺寸:类型:技术直线或横向摆动焊道横向摆动多道或单道(每边)单道焊丝数 1焊丝间隔纵向横向角度导电嘴到工件距离锤击√道间清理√焊后热处理温度时间焊道或焊层方法填充金属电流伏特焊接速度接头详图等级直径类型和极性安培数或送丝速度12SMAW Ф3.2 直流120~140A 18-22 5-8m/h或工艺评定记录(PQR)是[ ]标识编号A004修改日期修改人公司名称武汉江汉石油机械有限公司焊接方法SMAWPQR辅助文件号B004采用的接头设计类型⊥单面焊缝[] 双面焊缝[√] 衬垫:用[ ] 不用[√]衬垫材料:根部间隙钝边尺寸坡口角度半径(J-U)背部清根:用[ ] 不用[√] 方法母材规格Φ120/45圆钢t10板/Q235B类型或级别厚度:坡口角焊缝6- 7直径(圆管)填充金属AWS规定AWS类别J507 Φ3.2焊条保护焊剂气体组分焊丝-焊剂(等级)流率气体喷嘴尺寸预热预热温度,最低350-400℃道间温度,最低批准人日期类型—手工[√] 半自动[ ]机械[ ] 自动[ ]位置坡口位置:角焊缝立焊方向:上行[ ] 下行[ ]电特性过渡形式(GMAW)短路[ ]熔滴[ ] 喷射[]电流:交流[ ]直流反接[]直流正接[ ] 脉冲[ ] 其他钨极(GTAW)尺寸:类型:技术直线或横向摆动焊道横向摆动多道或单道(每边)单道焊丝数 1焊丝间隔纵向横向角度导电嘴到工件距离锤击√道间清理√焊后热处理温度时间焊道或焊层方法填充金属电流伏特焊接速度接头详图等级直径类型和极性安培数或送丝速度12SMAW Ф3.2 直流120~140A 18-22 5-8m/h或工艺评定记录(PQR)是[ ]标识编号A005修改日期修改人公司名称武汉江汉石油机械有限公司焊接方法SMAWPQR辅助文件号B005采用的接头设计类型⊥单面焊缝[√] 双面焊缝[] 衬垫:用[ ] 不用[√]衬垫材料:根部间隙钝边尺寸坡口角度半径(J-U)背部清根:用[ ] 不用[√] 方法母材规格U71Mn导轨t20板/Q235A类型或级别厚度:坡口角焊缝6-7直径(圆管)填充金属AWS规定AWS类别J507 Φ3.2焊条保护焊剂气体组分焊丝-焊剂(等级)流率气体喷嘴尺寸预热预热温度,最低350-400℃道间温度,最低批准人日期类型—手工[√] 半自动[ ]机械[ ] 自动[ ]位置坡口位置:角焊缝立焊方向:上行[ ] 下行[ ]电特性过渡形式(GMAW)短路[ ]熔滴[ ] 喷射[]电流:交流[ ]直流反接[]直流正接[ ] 脉冲[ ] 其他钨极(GTAW)尺寸:类型:技术直线或横向摆动焊道横向摆动多道或单道(每边)单道焊丝数 1焊丝间隔纵向横向角度导电嘴到工件距离锤击√道间清理√焊后热处理温度时间焊道或焊层方法填充金属电流伏特焊接速度接头详图等级直径类型和极性安培数或送丝速度12SMAW Ф3.2 直流120~140A 18-22 5-8m/h或工艺评定记录(PQR)是[ ]标识编号A006修改日期修改人公司名称武汉江汉石油机械有限公司焊接方法FCAW(药芯焊丝CO2气体保护焊) PQR辅助文件号B006采用的接头设计类型⊥单面焊缝[] 双面焊缝[√] 衬垫:用[ ] 不用[√]衬垫材料:根部间隙钝边尺寸坡口角度半径(J-U)背部清根:用[ ] 不用[√] 方法母材规格圆管Φ159×10/Q245A t10板/Q235B 类型或级别厚度:坡口角焊缝7直径(圆管)填充金属AWS规定AWS类别E501T-1药芯焊丝Φ1.2保护焊剂气体CO2组分焊丝-焊剂(等级)流率8-13L/min气体喷嘴尺寸20mm预热预热温度,最低道间温度,最低批准人日期类型—手工[ ] 半自动[√]机械[ ] 自动[ ]位置坡口位置:角焊缝立焊方向:上行[ ] 下行[ ]电特性过渡形式(GMAW)短路[ ]熔滴[√] 喷射[]电流:交流[ ]直流反接[]直流正接[√] 脉冲[ ] 其他钨极(GTAW)尺寸:类型:技术直线或横向摆动焊道横向摆动多道或单道(每边)单道焊丝数 1焊丝间隔纵向横向角度导电嘴到工件距离20mm锤击√道间清理√焊后热处理温度时间焊道或焊层方法填充金属电流伏特焊接速度接头详图等级直径类型和极性安培数或送丝速度12FCAW Ф1.2 直流正接200~240A 30-32 10-12m/h或工艺评定记录(PQR)是[ ]标识编号A007修改日期修改人公司名称武汉江汉石油机械有限公司焊接方法FCAW(药芯焊丝CO2气体保护焊) PQR辅助文件号B007采用的接头设计类型⊥单面焊缝[] 双面焊缝[√] 衬垫:用[ ] 不用[√]衬垫材料:根部间隙钝边尺寸坡口角度半径(J-U)背部清根:用[ ] 不用[√] 方法母材规格t10板/Q235B t10板/Q235B类型或级别厚度:坡口角焊缝7直径(圆管)填充金属AWS规定AWS类别E501T-1药芯焊丝Φ1.2保护焊剂气体CO2组分焊丝-焊剂(等级)流率8-13L/min气体喷嘴尺寸20mm预热预热温度,最低道间温度,最低批准人日期类型—手工[ ] 半自动[√]机械[ ] 自动[ ]位置坡口位置:角焊缝立焊方向:上行[ ] 下行[ ]电特性过渡形式(GMAW)短路[ ]熔滴[√] 喷射[]电流:交流[ ]直流反接[]直流正接[√] 脉冲[ ] 其他钨极(GTAW)尺寸:类型:技术直线或横向摆动焊道横向摆动多道或单道(每边)单道焊丝数 1焊丝间隔纵向横向角度导电嘴到工件距离20mm锤击√道间清理√焊后热处理温度时间焊道或焊层方法填充金属电流伏特焊接速度接头详图等级直径类型和极性安培数或送丝速度12FCAW Ф1.2 直流正接200~240A 30-32 10-12m/h或工艺评定记录(PQR)是[ ]标识编号A008修改日期修改人公司名称武汉江汉石油机械有限公司焊接方法FCAW(药芯焊丝CO2气体保护焊) PQR辅助文件号B008采用的接头设计类型⊥单面焊缝[] 双面焊缝[√] 衬垫:用[ ] 不用[√]衬垫材料:根部间隙钝边尺寸坡口角度半径(J-U)背部清根:用[ ] 不用[√] 方法母材规格t20板/Q235B t10板/Q235B类型或级别厚度:坡口角焊缝7直径(圆管)填充金属AWS规定AWS类别E501T-1药芯焊丝Φ1.2保护焊剂气体CO2组分焊丝-焊剂(等级)流率8-13L/min气体喷嘴尺寸20mm预热预热温度,最低道间温度,最低批准人日期类型—手工[ ] 半自动[√]机械[ ] 自动[ ]位置坡口位置:角焊缝立焊方向:上行[ ] 下行[ ]电特性过渡形式(GMAW)短路[ ]熔滴[√] 喷射[]电流:交流[ ]直流反接[]直流正接[√] 脉冲[ ] 其他钨极(GTAW)尺寸:类型:技术直线或横向摆动焊道横向摆动多道或单道(每边)单道焊丝数 1焊丝间隔纵向横向角度导电嘴到工件距离20mm锤击√道间清理√焊后热处理温度时间焊道或焊层方法填充金属电流伏特焊接速度接头详图等级直径类型和极性安培数或送丝速度12FCAW Ф1.2 直流正接200~240A 30-32 10-12m/h或工艺评定记录(PQR)是[ ]标识编号A009修改日期修改人公司名称武汉江汉石油机械有限公司焊接方法FCAW(药芯焊丝CO2气体保护焊) PQR辅助文件号B009采用的接头设计类型⊥单面焊缝[] 双面焊缝[√] 衬垫:用[ ] 不用[√]衬垫材料:根部间隙钝边尺寸坡口角度半径(J-U)背部清根:用[ ] 不用[√] 方法母材规格t25板/Q235B t10板/Q235B类型或级别厚度:坡口角焊缝7直径(圆管)填充金属AWS规定AWS类别E501T-1药芯焊丝Φ1.2保护焊剂气体CO2组分焊丝-焊剂(等级)流率8-13L/min气体喷嘴尺寸20mm预热预热温度,最低道间温度,最低批准人日期类型—手工[ ] 半自动[√]机械[ ] 自动[ ]位置坡口位置:角焊缝立焊方向:上行[ ] 下行[ ]电特性过渡形式(GMAW)短路[ ]熔滴[√] 喷射[]电流:交流[ ]直流反接[]直流正接[√] 脉冲[ ] 其他钨极(GTAW)尺寸:类型:技术直线或横向摆动焊道横向摆动多道或单道(每边)单道焊丝数 1焊丝间隔纵向横向角度导电嘴到工件距离20mm锤击√道间清理√焊后热处理温度时间焊道或焊层方法填充金属电流伏特焊接速度接头详图等级直径类型和极性安培数或送丝速度12FCAW Ф1.2 直流正接200~240A 30-32 10-12m/h或工艺评定记录(PQR)是[ ]标识编号A010修改日期修改人公司名称武汉江汉石油机械有限公司焊接方法FCAW(药芯焊丝CO2气体保护焊) PQR辅助文件号B010采用的接头设计类型⊥单面焊缝[] 双面焊缝[√] 衬垫:用[ ] 不用[√]衬垫材料:根部间隙钝边尺寸坡口角度半径(J-U)背部清根:用[ ] 不用[√] 方法母材规格t20板/Q235B t30板/Q235B类型或级别厚度:坡口角焊缝7直径(圆管)填充金属AWS规定AWS类别E501T-1药芯焊丝Φ1.2保护焊剂气体CO2组分焊丝-焊剂(等级)流率8-13L/min气体喷嘴尺寸20mm预热预热温度,最低道间温度,最低批准人日期类型—手工[ ] 半自动[√]机械[ ] 自动[ ]位置坡口位置:角焊缝立焊方向:上行[ ] 下行[ ]电特性过渡形式(GMAW)短路[ ]熔滴[√] 喷射[]电流:交流[ ]直流反接[]直流正接[√] 脉冲[ ] 其他钨极(GTAW)尺寸:类型:技术直线或横向摆动焊道横向摆动多道或单道(每边)单道焊丝数 1焊丝间隔纵向横向角度导电嘴到工件距离20mm锤击√道间清理√焊后热处理温度时间焊道或焊层方法填充金属电流伏特焊接速度接头详图等级直径类型和极性安培数或送丝速度12FCAW Ф1.2 直流正接200~240A 30-32 10-12m/h焊接工艺规程(WPS)是[√]免除评定√试验评定或工艺评定记录(PQR)是[ ]标识编号A011修改日期修改人公司名称武汉江汉石油机械有限公司焊接方法FCAW(实芯焊丝CO2气体保护焊) PQR辅助文件号B011采用的接头设计类型⊥单面焊缝[] 双面焊缝[√] 衬垫:用[ ] 不用[√]衬垫材料:根部间隙钝边尺寸坡口角度半径(J-U)背部清根:用[ ] 不用[√] 方法母材规格厚度〈10/Q235A板材,圆管等型材类型或级别厚度:坡口角焊缝4-5直径(圆管)填充金属AWS规定AWS类别ER50-6实芯焊丝Φ1.2保护焊剂气体CO2组分焊丝-焊剂(等级)流率8-13L/min气体喷嘴尺寸20mm预热预热温度,最低道间温度,最低批准人日期类型—手工[ ] 半自动[√]机械[ ] 自动[ ]位置坡口位置:角焊缝立焊方向:上行[ ] 下行[ ]电特性过渡形式(GMAW)短路[ ]熔滴[√] 喷射[]电流:交流[ ]直流反接[]直流正接[√] 脉冲[ ] 其他钨极(GTAW)尺寸:类型:技术直线或横向摆动焊道横向摆动多道或单道(每边)单道焊丝数 1焊丝间隔纵向横向角度导电嘴到工件距离20mm锤击√道间清理√焊后热处理温度时间焊道或焊层方法填充金属电流伏特焊接速度接头详图等级直径类型和极性安培数或送丝速度12FCAW Ф1.2 直流正接180~200A 24-28 10-12m/h。