干熄焦旋转焦罐故障原因分析及改进措施
干熄焦旋转焦罐控制系统的改进
1 干熄 焦系 统概 述
干熄焦是焦炉生产 的配套系统 , 满红焦的焦罐 装 车 由电机车牵 引至提升井架底部 , 用起重机将 焦罐提
升并 送 至 干熄 炉 炉 顶 , 过 带 布 料 器 的装 入 装 置 将 焦 通
位 精确并 避免误 动作 。
22 解 决措 施 .
炭装入干熄 炉 内。在 干熄炉 中 ,焦炭与惰 性气体 直
弃 了传统湿法熄 焦高耗 水 、高浪费的弊端 。一方面 , 从环保 角度上 回收 了红焦 的显热 、降低 了能耗 ,减 少 了污染 ;另一方 面 ,从效益上提高 了焦炭 的质量 , 干法熄焦 大大降低 了焦炭水分 ,生产 出的焦炭水 分 比湿法熄 焦生产 出的要降低 3 以上 ,对高炉降低 焦 % 比有着十分 明显 的长期效益。
2 干 熄焦 过 程 中 出现 的 问题及 解 决措 施
21 出现 的 问题 .
安钢 10/ 4 th干熄焦装置运行 稳定后 ,曾多次出 现起重机在提升或走行过程 中不工作 ; 电机车拖带焦 罐车撞坏 A S P 油缸等严 重事故。特别是在开工后 , 由
于 停 止 限 位 损 坏 ( 位 常 亮 )在 焦 罐 旋 转 未 到 位 的情 限 ,
况下, 起重 机强行 提升焦 罐 , 导致 2 t红焦洒落 , 5 烧毁 A S 紧装置及其 电控设备 , P夹 造成重大损失 。并且焦 炉推 出的红焦 由于种种原 因不能装入 干熄炉 , 造成长 时 间存罐或洒焦等事故 , 严重损 害机械 、 电气设备 , 缩
短 其 使 用 寿 命 。 此 , 事 故 处 理 过 程 中 , 们 通 过理 因 在 我 论 分 析 , 场 考 察 、 证 , 软 硬 件 设 计 人 手 , 干 熄 现 论 从 对 焦 罐 旋转 控 制 系 统 进行 了改进 , 电 气 控 制 上 确 保 对 在
干熄焦旋转密封阀失效原因分析及改进措施

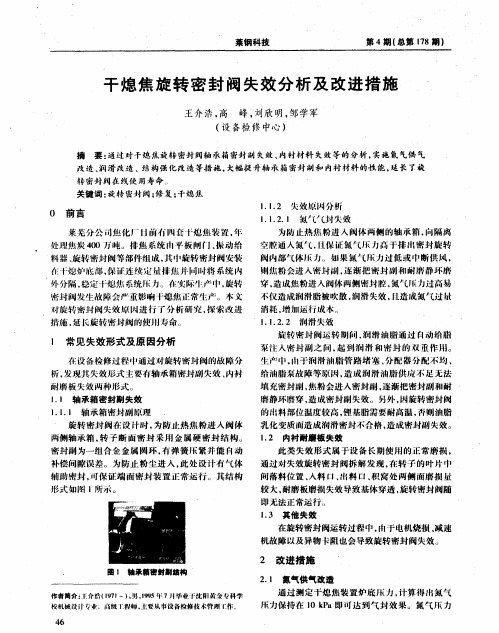
因旋 转密 封 阀的出料部 位温度 较 高 ,锂基脂 需要 耐
高温 , 否则 油脂乳 化变质 而造成 润滑 密封不 合格 , 造 成密 封副失效 。
2 . 2 内衬耐磨 板失效
内衬耐 磨板 失效形 式属 于设 备 长期使 用 的正 常 磨损 。 通 过对失效 旋转密 封 阀拆解 发现 , 在 转子 的叶 片 中间落料 位置 、 入料 口 、 出料 0 k P a , 同时安装氮 气供应联 锁装置 。当氮气 压 力
1 ) 氮 气气封 失效 。为 防止焦 粉进入 阀体 两侧 的
轴 承箱 ,向隔离 空腔通 人 氮气并保 证氮 气压 力高 于
不 足或 中断供应 时 , 排焦停 止 , 以保护 旋转密 封 阀。
3 . 2 润滑 改造
阀随即无法正 常运行 。
3 改进 措施
3 . 1 氮气供 气 改造
轴 承箱密封 副原理 。 旋 转密封 阀在设 计时 , 为防 止热焦 粉进入 阀体 两侧轴 承箱 ,转子 断面 密封采用 金 属硬 密封结构 。 密封副为 一组合 金金属 圆环 , 有 弹
簧 压紧并 能 自动 补偿 间隙误差 。 为 防止粉尘 进入 , 此 处设 计有 气体辅 助密 封 ,可保证 端 面密封装 置正 常
关键词 : 干熄焦 ; 旋转密封 阀; 轴承箱 ; 耐磨板
中 图分 类 号 : T Q 5 2 0 . 5 文献标识码 : B 文章 编 号 : 1 0 0 4 — 4 6 2 0 ( 2 0 1 7 ) 0 5 — 0 0 7 4 一 O 1
1 前 言
山钢 莱 芜 分 公 司 焦 化 厂 目前有 4套 干熄 焦 装
穿, 造 成焦粉 进入 阀体两 侧密 封腔 ; 气氛压 力过 高容
干熄焦旋转密封阀的常见故障与处理
3 2
燃 料 与 化 工
Fe u l& C e c lPrcse h mia o e ss
Mar 2 l i 0l . Vo I2 No 2 l . 4
标 志 ,一 般 要 求 ≤ 1 。 利 用 渗 碳 技 术 于 火 时 刻 . 8 前 调 节 翻板 ,并 未 影 响 焦 炭 的 成 熟 度 ,对 焦 炭 硫 分
现故 障或油路 出现 泄漏 ,故 障灯亮 。同时给 中控 故
障信 号 ,给脂 泵停止 。 消除故 障状态 须断 电后重 新
合闸。 由于我 厂旋 转密 封 阀给脂装 置改造 后管 路 比较 ( 下转 第 3 2页 )
密 封 腔 内密 封件 脱 落故 障
收 稿 日期 :2 1 — 7 2 000— 1 作 者 简 介 :高 云 (9 9 ,男 ,高级 工 程 师 1 6 一)
3 )大块 焦 炭 落入 阀体或 焦 炭 中含 有大 块 较厚
的炉墙石 墨 。 1 . 处 理 方 法 2
停 止干熄 .将 旋转 密封 阀 、振 动给料器 操作 开 关现 场切至 “ ”位 。将 平板 闸 门关 闭 ,再 将循 环 零
高 、旋 转 密封 阀堵 料 过 载 、旋 转 密封 阀本 身 故 障 、 自动 给 脂 泵 发 生 故 障等 。其 中任 何 一 个 条 件 不 满 足 ,都会 造成旋 转 密封 阀 自动停 机 。所 以当旋转 密 封 阀停 机后 ,必 须及 时判 断是何 种故 障停机 ,根据
4 旋 转 密 封 阀 连锁 条 件 失落
旋 转 密封 阀 自动 运行 时停止 的连锁 条件 有 :干
熄炉 低料 位 (m) 1 、CD Q急停 、D1 1( 0 )皮 带 0 D12 未 运行 或 D1 1( 0 )故 障 停 机 、双 岔 溜槽 开关 0 D12
干熄焦生产问题技术分析与措施

干熄焦生产问题技术分析与措施【摘要】:干熄焦作为一种节能减排的先进工艺,在国内焦化厂已经普及。
每个干熄焦在建设中和后期投产后,都存在不同之处。
所以在生产中偶尔会遇到各种各样的问题,需要去分析解决,避免同样的问题再出现,同时逐渐优化工艺,完善设备,保证生产的连续和安全。
【关键字】:干熄焦、焦炭温度、波动、负压1.背景某焦化厂干熄焦装置自投产以来,业主反映在干熄焦装置在满负荷状态下,风机频率约在70%以上,锅炉入口负压值会出现明显增大现象。
最近一次操作中,负压瞬时达到了-1.5kPa,已经超出设计值-1.2kPa,且有“花焦”排出,已经影响到正常操作和生产,无法满足焦炉生产焦炭的干熄要求。
鉴于此种工况,业主希望找出症结所在,并能做出改进,优化生产操作,保证各点压力和温度在设计范围之内,让干熄率提高至焦炉生产要求。
1.概述根据现场操作人员反应和干熄焦操作记录来看,干熄焦装置一直都保持低负荷生产(约30%生产负荷),基本上是处于干熄一炉湿熄两炉的状态。
原因有两点:一是生产废水无法处理;二是成本经济上考虑。
低负荷生产时,干熄炉入口循环气体温度偏低(约90℃),设计值为130℃,据现场操作人员反应在风机后放散管口处出现水珠。
查看历史记录,自投产以来操作人员有过几次将风机频率提高到70%以上(最高达到76%)。
每次锅炉入口负压值都会出现不同程度增大,达到-1.1~-1.5kPa之间。
最近一次排焦量约40t/h,风机处于60%负荷;在此基础上,再逐步增大排焦量及风机负荷,直至风机负荷增大至70%左右,锅炉入口压力增大趋势较为明显,瞬时最大约-1.5KPa,且有“花焦”排出,为了避免排出的高温焦炭烧坏输送胶带,产生严重的生产安全事故,操作人员只能开始大幅度降低排焦量及风机负荷,降低排出焦炭温度,保证生产安全。
查看近两个月内的操作台账,满负荷生产时间段内,振动给料机出现过短时间停排和超负荷排焦的情况发生。
振动给料机的振幅调制33%时,排焦皮带电子秤显示约在80~90t/h。
浅谈影响干熄焦焦罐旋转的因素分析及改进
浅谈影响干熄焦焦罐旋转的因素分析及改进发布时间:2021-09-13T07:41:46.595Z 来源:《科学与技术》2021年13期第5月作者:王学宝[导读] 针对干熄焦旋转焦罐旋转不到位的安全生产问题,找出影响焦罐旋转的因素并制定改进措施,有效降低干熄焦焦罐旋转故障率王学宝河北省冶金专用设备技术创新中心,秦皇岛秦冶重工有限公司,秦皇岛066318)【摘要】针对干熄焦旋转焦罐旋转不到位的安全生产问题,找出影响焦罐旋转的因素并制定改进措施,有效降低干熄焦焦罐旋转故障率,大大提升了干熄焦系统稳定性,为干熄焦生产提供有益的经验。
【关键词】焦罐旋转;影响因素;改进措施;稳定性。
一、干熄焦旋转焦罐干熄旋转焦罐是连接焦炉生产的枢纽,其用来装运从炭化室中推出的红焦,并与其它设备配合,将炽热的红焦装入干熄焦炉内以降温冷却处理。
焦罐在接焦过程中绕中心旋转,提高了焦罐的装载系数,同时可解决焦炭在矩形焦罐内粒度分布不均匀的问题。
旋转焦罐由旋转焦罐体,焦罐移动装置及对开的底闸门装置等组成。
旋转焦罐接焦的过程中只有罐体和底闸门一起旋转,旋转驱动装置由电机、减速机,回转臂、回转台组成,要求焦罐旋转开始位置与旋转后停止位置重合,以使移动装置吊臂下端辊轮与底闸门凹槽位置吻合,一般通过安装电机车上的旋转控制盘控制焦罐的旋转与停止,另在焦罐车上设有减速、停止位置检测器,确保圆形旋转焦罐停准在最初的起动位置上,旋转焦罐停稳后,电机车方可行走。
二、干熄焦焦罐旋转影响因素分析正常生产时当焦罐旋转到减速位置时,焦罐减速信号接通,焦罐开始减速。
当焦罐转速低于0.5r/min时,并且焦罐转到停止位置时,焦罐旋转停止信号接通,焦罐旋转电机断电制动并保证焦罐停止在最初起动的位置上,焦罐旋转、减速、停止动作均是按计算机提前设定的程序无人环境下自动运行的。
而安装在电机车内的旋转变频装置采用带有速度传感器的矢量控制方式,速度控制具有良好的精度和稳定性。
干熄焦系统旋转密封阀的故障分析及处理
河南科技 Henan Science and Technology
信息技术
干熄焦系统旋转密封阀的故障分析及处理
黄明杨凯
(安徽地质矿产勘察局 322 地质队,安徽 马鞍山 243000)
摘 要:旋转密封阀是干熄焦非常关键的组成部分,一旦发生故障,就可能对整个系统的运转带来较大影
响。为此,本文对旋转密封阀常见的润滑系统故障、杂物卡堵、关联位置识别错误及异常等故障进行分析,并
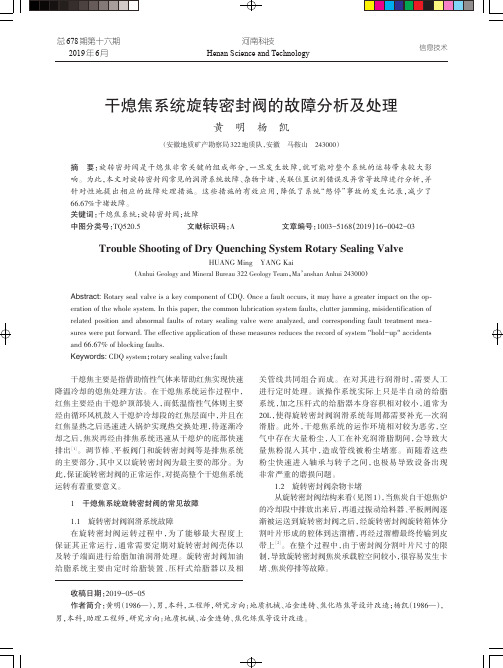
腔体分割叶片 焦炭
1
4
2
3
5
6
油脂补充装置
7 定时开关
给脂装置
旋转密封阀
焦炭下料口
图 1 旋转密封阀结构
通过现场调查可知,干熄焦炉内脱落的耐火砖、炉台 装煤孔掉入的铁钎等各种无法烧溶的杂物均是导致旋转 密封阀出现卡堵的主要杂物。
1.3 关联位置识别错误及异常 在旋转密封阀运作期间,提升机的待机位差异、吊钩 是否挂牢等均会对其产生影响。若这些关键位置的识 别、检测均发生错误,就可能导致较为严重的损坏问题。 以往就曾经出现过类似的故障,即提升机刚提升到 1m 左 右,检测信号就提示 APS 达到了打开条件,并随即将 APS 打开,同时启动了电机车。而此时,焦罐的实际高度并未 达到待机位。电机车的启动造成焦罐与电机车发生碰 撞,造成设备受损。此外,吊钩的牢固性也关系着干熄焦 系统能否安全运转。若红焦焦罐吊钩脱落,发生倾翻,就 会导致人员以及设备遭受较为严重的损害。
HUANG Ming YANG Kai
(Anhui Geology and Mineral Bureau 322 Geology Team,Ma’anshan Anhui 243000)
Abstract: Rotary seal valve is a key component of CDQ. Once a fault occurs, it may have a greater impact on the op⁃ eration of the whole system. In this paper, the common lubrication system faults, clutter jamming, misidentification of related position and abnormal faults of rotary sealing valve were analyzed, and corresponding fault treatment mea⁃ sures were put forward. The effective application of these measures reduces the record of system "hold-up" accidents and 66.67% of blocking faults. Keywords: CDQ system;rotary sealing valve;fault
干熄焦设备故障状态分析与防控措施探索
干熄焦设备故障状态分析与防控措施探索发布时间:2023-02-01T02:44:19.608Z 来源:《中国科技信息》2022年9月18期作者:张朋朋[导读] 当前,循环经济和绿色经济的概念正在迅速地向各行各业渗透张朋朋山钢股份莱芜分公司焦化厂山东济南 271105 摘要:当前,循环经济和绿色经济的概念正在迅速地向各行各业渗透,焦化厂的发展,也面临着节能和环保两大难题,干熄焦是以升降机为主要生产设备,因而是主要的失效点。
干熄焦是一种自动化程度比较高的装置,通常采用 PLC对装置的整体操作进行控制。
通常,在PLC系统编程完成后,设备就会按照程序的要求自动工作。
通过对干熄焦装置出现的问题进行分析,并提出了相应的防治对策,使其能够更好地进行设备的维修、管理和优化,从而保证装置的安全、稳定的使用。
电力故障是干熄焦装置的一种常见故障,若没有得到有效的预防和控制,将会对整个装置的运行造成很大的影响,从而导致装置的安全性能下降。
关键词:干熄焦设备;故障状态;防控策略引言干熄焦装置的提升机装置是用于运输红焦的,该装置在高温下长时间处于负载状态,在实际使用中,由于存在着机械故障或电气故障,对干熄焦装置的安全和稳定性造成了极大的影响。
为此,对干熄焦装置的常见故障状况进行了分析,并从设备维修、设备改造等几个方面提出了相应的防治对策。
一、干熄焦系统中提升机设备的常见故障及排除方法(一)提升机红焦洒落故障焦箱在下降时,由于焦箱倾斜,导致焦箱在上升时发生倾斜,导致提升机红焦散落,接下来,就是将焦炭清除,进行换罐试验,以保证装置的正常运转。
因为新换焦炉的受热面大小会有变动,并且如果在开焊时横向移动底座会降低其操作精度,也会造成提升机的红焦洒落。
所以,在发生这种故障时,必须对横向基础进行全面的更换,在其他横梁基础加固后,进行严密的检测;完善提升后不能装入的处置方案,对焦油进行实时点检,并严格遵守有关维护规范;在更换焦炉时,必须保证空油罐运转一次,在所有条件都良好的条件下,方可进行生产作业。
旋转焦罐常见故障及原因分析
调查与发现区域治理干熄焦技术是一项重要的节能环保技术,目前在我国的应用发展十分迅速,目前各地焦化厂随着国家环保要求的重视程度得到极大提升,不同规格型号的干熄焦建设及陆续投入运行。
为了提升我公司干熄焦旋转焦罐的设计及制作性能,与各地焦化厂深入交流,推广研发、现场技改一体化,更好的服务主体厂。
在干熄焦设备中旋转焦罐作为装运红焦的设备,是干熄焦系统的关键设备之一。
在装红焦过程中,旋转焦罐曾发生过底闸门关不到位、焦罐与吊钩发生碰撞、焦罐托轮脱槽等典型故障。
这些故障的出现严重地影响着干熄焦生产的安全稳定进行。
因此,对这些故障产生的原因进行分析,及时采取相应对策是确保干熄焦系统安全稳定运行的重要保证。
一、焦罐底门关不到位故障的原因分析及解决措施在实际运行过程中,各地焦化厂焦罐底闸门关不到位的情况时有发生。
一旦底闸门关不到位,就会造成焦罐在焦罐运载车回转盘上的偏斜。
严重的会导致较高一侧的焦罐上沿与吊钩发生碰撞。
原因分析:根据焦罐的装焦机理,我们认为主要原因包括两个方面。
由于两扇底闸门接口密封金属件变形所致。
底闸门接口部位为防止小的焦炭的撒落,设置了起密封作用的密封金属件。
金属件若发生变形,两侧金属件不能完全啮合,就会导致底门关不到位。
底闸门与焦罐结合部被焦炭挤住,一般情况下,装焦时,由于底闸门呈一定向下角度倾斜,焦炭不会进入底闸门与焦罐结合部。
但在焦罐底部装入拦焦车清理的尾焦时,有时会导致在焦罐底门上结渣,造成部分焦炭不能顺利滑入干熄炉内。
在装焦完毕后,就会使殘存的焦炭进入底闸门与焦罐结合部,导致底闸门关不到位。
解决措施:加强设备点巡检工作,定期检查和更换金属密封件。
在使用过程中,要经常性的检查密封件的使用情况,一旦发现变形或磨损严重,就应及时进行更换。
以确保金属密封件的牢固和安全。
杜绝拦焦车清理的尾焦装入旋转焦罐底部。
为了避免出现底闸门与焦罐结合部被焦炭挤住的故障,拦焦车清理的尾焦严禁装入旋转焦罐底部。
并将此作为一项工艺纪律进行检查与考核。
干熄焦电机车及焦罐车出现故障时如何操作?
干熄焦电机车及焦罐车出现故障时如何操
作?
答:干熄焦电机车及焦罐车出现故障应做如下操作。
(1)走行系统故障。
如果电机车的走行系统出现故障,应迅速通知检修人员进行处理。
如果短时间内无法恢复,而焦罐内有红焦,应松开走行闸,用备用车将电机车拖至提升机井架下对准位置,采用手动方式将焦罐内红焦装入干熄炉。
如果在短时间内无法恢复,而电机车又无法拖至提升机井架位置,则应洒水将焦罐内的红焦熄灭,待红焦完全熄灭后将焦罐内的焦炭扒出。
有几点要注意:一是焦罐内用水熄灭的焦炭千万不能装入干熄炉,因为水熄的焦炭含有大量的水分,若装入干熄炉会造成干熄炉内及气体循环系统中H2、CO等可燃成分浓度急剧增加而发生爆炸现象;二是在扒出焦罐内焦炭时要注意防止烫伤,因为焦罐内焦炭表面上熄灭了,但焦炭温度仍然较高,甚至少量焦块中心还可能没有完全熄灭;三是扒出焦炭时要防止中毒,因为用水熄灭焦炭时发生的水煤气反应会生成CO,而焦罐内部通风条件又较差,因此要采取必要的安全措施并有专人监护。
(2)旋转系统故障。
因设备本身的缺陷或操作上的失误,都有可能导致焦罐旋转不到位。
发现焦罐旋转不到位后,应停止电机车走行,将焦罐再旋转1~3次,直到焦罐旋转到位。
若焦罐仍不能旋转到位,则应松开旋转电机的闸,用管
钳转动旋转减速机的轴,将焦罐旋转到正确位置,再按正常操作程序将焦罐内的红焦装入干熄炉。
对于旋转不能正确定位的焦罐,在检查处理好之前,不允许再次装入红焦。
干熄焦焦罐旋转影响因素分析及改进

Abstract院 The transmission process and the braking process of the rotatory coke pot for CDQ were described and then all kinds of factors of restricting the normal transmission and braking of the rotatory coke pot for CDQ were analyzed. Based on the analytical results, the failure rates of the transmission and braking systems of the coke pot for CDQ was decreased greatly by installing the coke baffle at the transmission gear and installing the ash holes and drain holes at the slots of lower rolls under the rotary platform so the safety and reliability of the coke pot was improved obviously so that the smooth operation of the CDQ system was effectively guaranteed.
干熄焦旋转密封阀失效分析及改进措施
阀内部气体 力。如果氰气压 力过低或 巾断供风, 则焦粉会进入街封副, 逐渐把俺封剐和耐磨 静环磨
穿, 造 成焦 粉进 入阀体 两侧 密封 腔 , 氮 气 力过 高易
对旋转密封阀失效原 进行 了分析研究, 探索改进 措施 , 延l 毛 旋转密封阈的使川 寿命。
不仅造成润滑脂被吹散 , 润滑失效 , 且造成氮气过萤 消耗 , 增加 运行 成本 。
作 者简介: : E介 ( 1 9 7 l 一 ) 男. t 9 9 5 q : - 7 J { 毕舭 I : 沈掰 1 战金 々科学
校机 械没汁 々 幽缎 1 程师 。 主要从事设备检修技术锋理 r 作
I . 1 . 2 . I 氮气 C 封欠效
为防 止 热 焦粉 进 入 阀体 两侧 的 轴 承箱 , 向隔 离 空腔通 入氮 C , l 1 保 证 氮 气 压 力高 于 排 I q . 密 封 旋 转
料器 、 旋转密封阀等部件组成, 其I t l 旋转密封阀安装
十熄 炉底 部 , 保 连 续 定 挝排 焦 许 I  ̄ / ] l l , J 将 系统 内 外 分隔 , 稳定 十熄 焦 系统压 力 实 际 产 巾 , 旋转 密 封阀 发生 故障 会严 重影响 f熄 焦正 常 生产 。本 文
1 . 1 . 2 . 2 润滑 失效
l 常见失效形式及原 因分析
在设备检修过程l l l 通过对旋转密封I l j 薯 的故障分
析, 发现其 失 效形 式 主要有 轴承 箱密 封副 失效 、 内 衬
耐磨 板 失效 两种形 式 。
旋转密封阀运转期问, 润滑油脂通过 自动给脂
泵 注入密 封 副 之 问 。 起 到 润 滑 和密 封 的 双 重 作 川 。
干熄焦常见故障
一、干熄焦旋转密封阀被卡住时的现象?原因及如何处理?答:现象:1、中控CRT画面出现旋转密封阀过负荷报警;2、运焦系统停止运行。
原因:1、焦炭中有钢板等杂物;2、焦炭块度过大或者排焦速度过快;3、旋转密封阀的减速机损坏。
处理:1、根据干熄炉料位情况决定装焦,干熄炉高料位时,应立即通知焦炉工段采用湿法熄焦;低料位时可合理安排装入的炉数;2、通知相关检修人员;3、将检查情况向值班长和车间相关领导汇报;如电机损坏或长时间处理,需及时向厂调度室汇报;4、操作人员到现场去,带好对讲机、一氧化碳报警器、氧气分析仪;5、在保证主蒸汽品质和作业人员安全的前提下,适当降低循环风量,每次减少3000~5000m3/次,可降到36000m3/h左右。
如果有必要也可停止循环风机的运转;6、如果是焦炭卡住旋转密封阀,一般通过旋转密封阀点动反转,可以解决旋转密封阀卡住的问题;7、如果是铁器、木板卡住旋转密封阀,点动使旋转密封阀反转,使铁器松动;若反转也动不了,禁止频繁点动旋转密封阀,防止其电机热保护起作用或电机烧坏;8、停止旋转密封阀吹扫压缩空气或氮气,打开旋转密封阀的检修人孔,用工具取出杂物。
若卡住的部位在旋转密封阀的内部,则需要停循环风机,进行空气置换,检测气体合格后(O2>18%,CO<50ppm),检修人员进入旋转密封阀取出杂物;9、注意监控主蒸汽压力和主蒸汽温度,如果温度、压力减低幅度较大,不能满足热电并网需求,则需解联;10、处理完毕,应及时恢复生产,根据干熄焦的料位,通知焦炉恢复干法熄焦。
备注:如旋转密封阀的减速机如果损坏,出现的现象与旋转密封阀卡住的现象一致,但是在减速机损坏的情况下,反转一点也动不了,若出现此情况,应检查减速机。
二、干熄焦系统全面停电时,其主要应急处理步骤?答:1、检查N2自动吹入所有调节阀是否动作,向炉内和循环系统充入气体。
现场打开气动控制阀的旁路及N2 吹入阀的旁路,防止循环系统发生爆炸。
干熄焦排焦装置泄漏、旋转密封阀不能转动、振动给料器故障、焦罐底闸门与提升吊具脱钩现象、原因与处理方法
干熄焦排焦装置泄漏、旋转密封阀不能转动、振动给料器故障、焦罐底闸门与提升吊具脱钩现象、原因与处理方法一、排焦装置泄漏的现象、原因与处理方法:1、原因:①、旋转密封阀长期使用造成磨损,密封损坏等。
②、炉内压力的剧烈波动。
③、吹扫风机故障或风量过小。
④、集尘挡板开度过小,吸尘管道堵塞。
2、现象:①、着火检测器高限报警。
②、CO浓度检测器报警。
3、处理:①、若因为集尘挡板开度过小时将其开大。
若吸尘管道被焦粉堵塞则进行疏通处理。
②、若因为充入的氮气(向干熄炉下部吹入的N2)或吹扫风量少时,将其开大。
③、检查振动给料器部位焊体或壳体有无裂口以及调节棒安装有无泄露,若判断旋转密封阀内部循环气体泄露量很大,可考虑更换旋转密封阀。
④、检查干熄炉及气体循环系统压力有无异常,若有将其调整正常。
4、注意:靠近排出装置时,应携带煤气报警器和氧浓度测定仪,当无危险时方可进行故障的处理。
二、旋转密封阀不能转动的现象、原因与处理方法:1、现象:①、旋转密封阀停止转动。
②、打开旋转密封阀上部人孔盖,发现内部堆满焦炭,在震动给料器停机情况下,焦炭自动下滑。
2、原因:①、自动润滑装置出现故障。
②、旋转密封阀旋转电机跳闸。
③、振动给料器底部的下料板磨损得极光滑,不能阻止焦炭下滑。
3、处理:①、用手摇的方式检查确认时,如果是自动润滑装置出现故障造成的,则对故障排出后,重新启动旋转密封阀。
②、如果旋转密封阀手摇正转,反摇都能转上一圈以上,可能是排焦量过大造成,可以减少排焦量。
③、如果手摇时,正转、反转都有被卡的现象,应打开旋转密封阀上部人孔,将异物取出后再启动旋转密封阀。
④、如果手摇旋转密封阀正转、反转完全不能动作,则可能是旋转密封阀的轴卡住,应想办法将旋转密封阀旋转轴顶松原再启动。
⑤、若是振动给料器底部的下料板太光滑,造成焦炭下落过多,使旋转密封阀不能动作,应将下料板最下一层磨板垫高5mm,在干熄炉底部增加调节棒。
⑥、无论什么情况,一旦旋转密封阀电机跳闸,造成旋转密封阀停转,都不能盲目送电。
关于干法熄焦工艺运行中存在问题的分析
关于干法熄焦工艺运行中存在问题的分析作者:钟继文来源:《中国科技纵横》2014年第16期【摘要】干法熄焦在众多焦化厂应用广泛,使用过程中都存在一些常见故障,针对重大故障隐患需要立足实际管理使用情况进行改造,针对生产特点提出改进办法,降低故障发生概率,很大程度解决长期制约干法熄焦正常连续生产的主要故障。
【关键词】干法熄焦台车焦罐耐热板滑触线干法熄焦较湿法熄焦能回收焦炭余热、改善焦炭质量、对环境污染保护有很大的改善,初期投资高。
某钢铁股份公司焦化厂新区自改建开始,6座焦炉3套配套干法熄焦的总包交钥匙工程,干法熄焦率能达到90%以上,余热发电效益可观。
自2010年投产以来,3座干法熄焦设备在使用过程也发现了较多问题,主要故障有:干法熄焦台车相互撞击,干法熄焦焦罐提升时候焦罐旋转对位故障过大造成焦罐倾斜,焦罐底闸门打开红焦烧坏焦罐台车,焦罐衬板损坏烧变形频繁等,究其原因有主要是生产管理过程中出现缺失,技术消化不够。
经过两年多的生产摸索了解,找出整理相应现象的原因,提出改进方法,较大程度的缓解了生产与设备维护之间的矛盾,表1是2012年及2013年全年干法熄焦故障统计。
由以(表1)统计数据可以看出,通过对相应故障的分析,做出相应的改造,并加强制度管理,故障率下降明显,以下就对相应故障进行分析,并提出切合实际的改造办法。
1 干法熄焦台车相撞这种情况主要是针对布置在两座相邻的干法熄焦炉处,两台干法熄焦电机焦罐提升机位置距离较近,夜班光线相对较差,电机车司机长时间作业注意力下降,不能严格按照操作规程正确控制电机速度。
鉴于此,我们查阅资料,结合实际情况,电机速度主要是通过操作室的主令开关,给出相应信号,控制变频器频率输出为一档,二档,三档及四档。
改造方案为通过在离提升机位置的相对安全距离处,增设一个电机车强制减速位,在原设计强制减速位的基础上增加一个感应装置,当焦罐台车运行到一定位置的时候,安装在电机车上的接近开关感应到此位置的时候,PLC控制程序自动将走向电机变频器降为二档的速度,再通过原设计的强制减速位置时候,整车速度能够及时的自动降到一档的速度,通过感应开关强制减速,原理如(图1)。
干熄焦排焦异常的分析与处理
干熄焦排焦异常的分析与处理摘要:随着国家对焦化行业的节能减排要求,干熄焦技术广泛应用于焦化行业,且在焦化行业的节能减排中具有重要作用。
焦炭烧损在干熄焦装置实际运行中是不可避免的,焦炭烧损率是评价干熄焦装置运行的重要指标,可用于指导干熄焦系统生产操作参数的调整。
干熄焦装置焦炭烧损率的理论设计值在1%左右,但在实际生产运行时,焦炭烧损率的实际值往往大于理论设计值。
寻找一种准确又方便的焦炭烧损率计算方法,使焦炭烧损率控制在一个合理范围,一直是干熄焦行业重点关注的问题之一。
关键词:干熄焦;排焦;异常引言国内原有焦炉熄焦工段普遍采用湿熄焦方式,由于湿熄焦对水的浪费同时产生大量废水的情况,2015年发布的“水十条”中建议焦炉应采用干熄焦工艺。
同时2019年发布的《关于推进实施钢铁行业超低排放的意见》(环大气35号)中对焦化产能环保升级方式中除了脱硫脱硝超低排放系统外,同步提及了将湿熄焦改为干熄焦。
至此,炼焦行业开始进行湿熄焦到干熄焦的转化,新建焦炉均直接采用新建干熄焦方式,已建成焦炉也开展湿熄焦改造为干熄焦方式。
2019年发布的《关于推进实施钢铁行业超低排放的意见》(环大气35号)中针对干熄焦烟气排放,排放指标为颗粒物为10mg/m3,二氧化硫为50mg/m3。
因此针对焦炉行业,在原有焦炉烟道气需进行脱硫脱硝的同时,干熄焦烟气也需同步进行超低排放改造。
1干熄焦设备所用耐火材料(1)储备室。
考虑到热膨胀和磨损,在加注时采用了A型有钩的摩尔砖,热稳定性高,抗严寒性好。
(2)倾斜区。
考虑到温度的频繁波动和循环烟气的连续清洗,承载负荷高,不易改造;选择了对极端寒冷和热流的良好耐受性,对碳化硅摩利奇的弯曲强度高,同时具有相同材料的耐火锻件。
(3)冷藏室。
考虑到焦炭运动的磨损和温度的大变化,选用了强度高、耐磨性好、耐严寒、热性能高的B型砖。
(4)除尘器。
考虑到循环气体和焦炭粉能够承受较大的双磨损磨损,选择了强度高、耐磨性高、耐严寒、耐热性能高的A型砖。
干熄焦运行情况分析

山东潍焦集团140t/h干熄焦运行情况分析(2011年10月—2013年4月)焦化厂焦化一车间内容简介山东潍焦集团干熄焦于2011年10月20日投产,由山东道城有限公司承建,干熄炉基础预制由潍建施工,干熄炉、提升机钢架结构和筑路由三冶施工,余热锅炉安装由陕西建工施工。
焦化厂焦化一车间干熄焦部分主要包括干熄炉、干熄余热锅炉系统、工艺除尘系统、环境除尘系统、提升机系统、装入装置系统、排焦系统、副省煤器、风机系统等,现分别从以上各系统在施工安装、生产运行以及年修三方面进行简要分析。
一、干熄焦余热锅炉系统焦化厂焦化一车间干熄焦余热锅炉型号QC199/960-78-9.81/540,锅炉由江苏海陆重工设计,陕西建工安装,除氧器由青岛现代锅炉厂设计,设计安装锅炉给水泵2台,博泵生产,电机为高压10KV630kw国产电机,给水泵轴温采用稀油站冷却。
主要备件:给水泵机械密封、电机测温仪表、泵测温、测传感器、锅炉排污、放空阀门、现场压力表等。
1、施工中出现的问题(1)因场地限制,我厂余热锅炉本体与给水泵设计距离较近,无专用锅炉给水泵房设计,在遇雨、雪、大风天气时因密封不严造成室内积水或积尘,对设备造成一定影响,虽在后期安装板房,但效果不佳,建议在场地条件允许情况下设专用锅炉给水泵房(可参考济钢160t/h干熄焦和潍钢干熄焦)。
(2)我厂锅炉水质取样设备自安装后,因取样装置分析用水样需降低至一定温度以下(35℃),实际取样装置冷却水采用除盐水,因水温较高无法将高温水和高温蒸汽冷却至35℃以下,故该设备目前为止无法有效利用,建议在设计要求中提出采用低温水冷却要求(循环水受天气影响较大,夏季循环水温度在35℃左右,故一般循环水无法满足要求,建议采用一次地下水,水温在20℃左右)。
(3)锅炉加药装置(除垢剂和除氧剂)受场地限制安装位置不佳,造成雨雪天气时室内积水,对设备和药剂造成影响,建议将锅炉水质取样装置、锅炉加药装置单独设计一室安装(可参考济钢160t/h干熄焦和潍钢干熄焦)。
旋转焦罐部分问题及处理措施

旋转焦罐部分问题及处理措施旋转焦罐旋转不到位,原因是什么?应如何处理?答:旋转焦罐旋转不到位主要包括以下原因:(1)电机车或焦罐台车本身的缺陷或操作上的失误,都有可能导致焦罐旋转不到位。
(2)设备方面,旋转电机及减速机的故障、旋转定位装置极限故障和焦罐托盘托轮轴承故障等。
(3)操作方面,当按下焦罐旋转停止按钮后,在焦罐旋转到位之前,将焦罐选择开关切换到另一个焦罐,也会造成焦罐旋转不到位。
处理方法:焦罐旋转不到位时应停止电机车走行,再次旋转焦罐直到正确定位。
若焦罐仍不能旋转到位,则应松开旋转电机的抱闸,手动转动旋转减速机的轴,将焦罐旋转到正确位置后将焦罐内的红焦装入干熄炉。
对于旋转不能正确定位的焦罐,在检查处理好之前,不允许再次装入红焦。
旋转焦罐不能旋转,原因是什么?如何处理?答:旋转焦罐不能旋转的原因及其处理方法主要包括以下几个方面:(1)焦罐没有收到旋转的信号。
经过检查确认后,需更换焦罐信号元件和控制线路的方法来解决(2)PLC出现故障。
遇到此种情况后,可通过进行PLC复位,检查故障源,检查网络源,加强屏蔽的方式解决。
(3)变频器故障。
首先通过复位、清除报警的方式,临时解决,恢复生产。
还需进一步检查变频器,查清根本原因,彻底消除。
(4)旋转电机故障。
可通过检查主电路或更换旋转电机的方法消除。
旋转焦罐旋转后停不下来,主要原因有哪些?如何避免?答:旋转焦罐旋转后停不下来的主要原因及解决方法包括如下几个方面:(1)旋转编码器故障。
可通过检查或更换编码器的方法消除故障。
(2)焦罐对正检测元件损坏。
通过更换检测元件的方法消除故障。
(3)停止指令PLC没有收到。
可通过检查主令控制线路或强制信号的方法来消除故障。
焦罐旋转中停车,其主要原因是什么?如何处理?答:焦罐旋转中停车的主要原因:(1)PLC出现故障。
可通过对PLC复位的方式临时恢复。
具体原因还需进一步检查后,方可进行消除。
(2)变频器出现故障。
需进一步检查确认后通过更换编码器的方法消除故障。
干熄焦焦罐底闸门关不严、振动给料器流料、干熄炉悬料、牵引特殊操作、料位计不能投用的原因与处理方法
干熄焦焦罐底闸门关不严、振动给料器流料、干熄炉悬料、牵引特殊操作、料位计不能投用的原因与处理方法一、焦罐底闸门关不严的原因与处理方法:1、原因:因焦罐底部磨板变形、焦炭过生等原因,有可能造成装完焦后焦罐底闸门转轴部位夹焦炭,导致焦罐底闸门关不严。
这样,当焦罐落到焦罐车旋转托盘上时,焦罐会出现一边抬高或两边同时抬高的现象。
2、处理方法:此时应停止电机车的生产,操作提升机将焦罐运行到装焦位置,用准备好的工具将焦罐底闸门部位的焦炭、焦油渣等异物清除干净后恢复电机车的生产。
二、振动给料器流料原因与处理方法:1、原因:振动给料器流料是指振动给料器在停止状态时焦炭继续往下流动,或者振动给料器流振幅一定时排焦量忽大忽小的现象。
这种现象是振动给料器在安装时、或在使用过程中倾斜度偏大造成的。
2、处理方法:将振动给料器倾斜度调整到正常角度,但这种处理方法需要停止干熄焦的生产,并需要较长时间。
简便易行的处理方法是通过调整振动给料器底部磨板适当增加焦炭流动时的阻力。
三、干熄炉悬料处理方法:1、停止干熄焦的装焦及排焦作业。
2、停止循环风机的运行,打开干熄炉炉顶放散阀,必要时可打开装入装置炉盖。
3、打开干熄炉环形风道外壁人孔,采取安全措施后进入干熄炉环形风道。
4、通过敲击环形风道内壁,或采取铁钎从环缝捅干熄炉内的焦炭,使发生悬料的焦炭松动后掉下来。
5、封闭干熄炉环形风道外壁人孔,关闭干熄炉炉顶放散阀及装入装置炉盖。
6、启动循环风机,逐步恢复干熄焦的正常生产。
四、料位计不能投用的应急措施:1、干熄焦按较低负荷运行。
2、密切注意气体循环系统压力的变化趋势,发现异常立即停止排焦,待查明原因后再恢复运行。
3、手动半开装入装置观察干熄炉内焦炭的实际料位情况,决定是否继续装焦。
4、料位计恢复正常后尽快对预存段焦炭料位强制校正一次,然后恢复干熄焦的正常生产。
五、排出装置故障处理程序及方法:1、主控室人员进行保温保压操作。
2、旋转密封阀选择“现场手动”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
出 , 有 在 4衬 板 单边 ( 边 70 朝 下 掉人 旋 转 密 只 长 2) 封 阀密 封腔 内才不 会 被卡 住 。 因此 , 板 和 干熄 衬
焦 旋 转 密 封 阀 腔 的结 构 尺 寸不 包 容 是 卡料 故 障频
发 的重要 原 因。
架 上 的耐 热耐 磨合 金 衬板 。经过分 析 , 罐框 架 的 焦 变 形是 导 致衬 板 断裂 和脱 落 的重要 原 因 , 特别 是 导
干熄焦 旋转 密封 阀密封 共有 l个 送料 腔 , 2 其工 作原
理 是 利 用 转 子 的转 动 , 料 腔 不 断地 接 料 和 排料 , 送
电器故 障 2 起 , 械故 障 l起 , 转 密封 阀卡 料 2 3 机 4 旋 0 起 。 由于 衬 板 问题 造 成 旋 转 密封 阀卡 料 停机 故 障 占全年 设 备故 障 的 3%。 由此 可见 , 熄焦 罐 问题 5 干
干 熄 焦 罐受 到 100℃左 右 高 温焦 炭 灼 烧 , 0 同 时在 常 温 下 快速 冷 却 , 二者 交 替 进 行 , 间隔 周期 为 1 i。干熄 焦 罐 长 时 间在 这 种工 况 下 工作 , 架 8mn 框 由于焦 炭 火苗 的烧 烤 和长 时 间处 于高 温状 态 , 基本
对 生 产 造 成 了很 大 的影 响 并 导致 了干 熄 焦 罐维 护
密 封腔 的 4 同旋转 密封 阀 的定 子 ( 体 ) 壁 壳 构成 密 闭 的空 间 , 在旋转 过 程 中完成 焦 炭 的输 送 。通 过 比较
旋 转 密 封 阀密封 腔 的空 间尺 寸 ( X宽 ×深 = 5 长 1 0 3
第 3卷 第3 3 期 2 1年 6 0 1 月
爿以 . 爿 A ‘
山 东 冶 金
S a d n M ea l ry hn og tl g u
V0 . . 1 33 No3
J n 2 1 u e 01
《生产 技 术 I
t t, l t,t l ’ t, t, t, ; ; , / /
停 机率降低了 9 %。 0
关键词 : 干熄焦 ; 旋转焦罐 ; 衬板 ; 变形 ; 裂; 开 卡料
中图分类号 : Q 2 .6 T 5 21 文献标识码 : B
一
文章编号 :0 4 4 2 (0 10 — 0 2 0 10 — 6 0 2 1 )3 0 2 — 2
目前 , 莱钢 焦 化 厂拥 有 1 套 干 熄焦 罐 , 衬 板 0 年
4衬板 镶 嵌 安装 位 于 焦罐 框 架 的下 缩 口部 位 , 该部 位采 用厚 1 m和厚 1 m的 Q 3 B钢板 焊接 6m 0m 25 成 三 角 弧结 构 , 为 4衬 板 安装 的基 础 构件 。4衬 作
维 护 费 用 仅 罐 车 衬 板 消 耗 量 在 10万 ~20 元 。 8 0万
干熄焦旋 转焦罐故 障原 因分析及 改进措施
单小威 , 汪永 利 , 周 永, 张 帅
( 芜钢铁 集团有限公司 , 莱 山东 莱芜 2 10 ) 7 14
摘 要 : 针对干熄 焦罐 故障率高 的问题 , 分析认 为 , 主要原 因是 干熄焦罐框架变形 、 开裂 , 衬板与旋 转密封阀腔 的结构 尺寸 不包容 , 衬板 材质的选用不合 理及衬板更换 操作不规范 。罐车框架改造 采用三角弧结构 , 均布加强筋 并塞装隔热材料 ; 改 进衬板结构及材质并规 范操作 。改造后 , 旋转密封 阀卡料故 障由 2 起 降为 0 衬板使用寿命增加 了 1 , 0 ; 倍 因衬板 造成的故障
结 构 开始 出现 变形 , 变形 导致 框架 和衬 板 接触 面缝 隙增 大 , 剧 了变 形 , 而导 致 了衬 板 受 力 变 形 和、 板材质 的选用 不合 理 。2 板安 ) 4衬 衬
装 于焦 罐 的 中上 部 , 受挤 压 变 形 的概 率 少 , 主要 失 效 为衬 板 断裂 和后 部挂 钩 断裂 脱落 , 成衬 板 进人 造
干熄炉 。4衬板 由于安装 位置 的原 因受挤 压 和高温
mm X6 5m 3 4 m X5 0mm) 4衬 板 尺 寸 ( X上 边 及 长 宽 ×下 边 宽 = 2 2 m X2 0m , 以看 7 0mm X4 0m 8 m) 可
工 作量 增 加 、 生产 调度 调控 难 度大 和设 备修 理 成本
增加 等 。 分析认 为 , 主要原 因如下 : 1 干 熄 焦 罐框 架 的变 形 和 开 裂 。干熄 焦 罐 由 ) 两 部 分 构 成 , 是 焦 罐 框架 , 一 二是 悬 挂 和 安 装在 框
板 和其 安装 基础 构 件连 接处 因受 热 产生 弯 曲变 形 ,
而弯曲变形过程 中产生的应力得不到释放 , 又导致 4衬 板 和其 安 装基 础 构件 都 出现变 形 和开 裂 现象 。
变 形 和 开 裂 的恶 化 趋 势 随罐 车 使 用 时 间延 长 明显
机组造成较大影 响。为此 , 对焦罐故障原因进行分
析并 采取 了相应 的改进 措施 , 得 了较好 的效果 。 取
加 剧 。4衬 板开 裂 、 落后 经 干熄炉 至排 出设备 , 脱 将
旋 转密封 阀卡死 。 2衬板 与旋转密封 阀腔的结构尺寸 不包容 。 )
1 改造前焦 罐使用 状况 和原 因分析
2 0 年 全 年干 熄 焦 系统设 备 故 障 5 起 , 中 : 09 7 其
焦罐 衬 板失 效 的主 要原 因是 受 热变形 断裂 , 干熄 焦
罐 框 架 下 口处 严 重 变 形 , 致 干 熄 焦 罐 4衬 板 失 导 效 。因衬 板 的断 裂 和 脱 落造 成 干 熄 焦 关键 设 备 旋
转 密封 阀 卡料停 机 , 干熄 焦 正常 生产 和后 续发 电 对