缩水率计算公式
缩水率计算公式
缩水率计算公式在生产和制造行业中,缩水率是一个非常重要的概念。
缩水率是指材料在加工过程中因为各种因素而缩小的比例。
这个比例对于生产质量和成本控制都有着重要的影响。
因此,正确计算缩水率是非常必要的。
缩水率的计算公式很简单,是由实际尺寸和设计尺寸之间的差值除以设计尺寸得出的比例。
具体公式如下:缩水率 = (设计尺寸 - 实际尺寸) / 设计尺寸这个公式看起来很简单,但是其中包含了很多复杂的因素。
下面我们将详细讲解这些因素,以帮助大家更好地理解和应用缩水率计算公式。
1. 材料的性质材料的性质是影响缩水率的最重要因素之一。
不同的材料在加工过程中会因为温度、压力、湿度等因素而发生不同程度的收缩。
因此,在计算缩水率时需要考虑材料的性质,以确定其在加工过程中的缩水率。
2. 加工条件加工条件也是影响缩水率的重要因素之一。
不同的加工条件会对材料的收缩产生不同的影响。
例如,温度和湿度的变化会导致材料的收缩率发生变化。
因此,在计算缩水率时需要考虑加工条件的影响。
3. 设计尺寸设计尺寸是指产品在设计阶段确定的尺寸。
这个尺寸是产品制造的基础,也是计算缩水率的基础。
在计算缩水率时,需要将实际尺寸与设计尺寸进行比较,以确定缩水率。
4. 实际尺寸实际尺寸是指产品在加工完成后的实际尺寸。
由于各种因素的影响,实际尺寸往往会与设计尺寸有所偏差。
在计算缩水率时,需要将实际尺寸与设计尺寸进行比较,以确定缩水率。
5. 缩水率的应用缩水率的应用非常广泛,可以用于各种不同的生产和制造领域。
例如,可以用于塑料制品、金属制品、陶瓷制品等的生产过程中。
通过计算缩水率,可以帮助制造商控制产品的质量和成本,提高生产效率和产品竞争力。
总结缩水率是生产和制造行业中一个非常重要的概念。
正确计算缩水率可以帮助制造商控制产品的质量和成本,提高生产效率和产品竞争力。
缩水率的计算公式很简单,但是其中包含了很多复杂的因素。
在计算缩水率时需要考虑材料的性质、加工条件、设计尺寸和实际尺寸等因素。
服装工业制板加放缩水率计算方法解析
服装工业制板加放缩水率计算方法解析衣料尤其是天然纤维的衣料会缩水。
因此,在选购衣料时,除了对织物的质量、色泽、花型进行挑选外,对织物的缩水率也应当有所了解。
一件衣服在穿着期间,能否始终保持合身、不变形、平挺美观、耐穿,关键是你对衣料的缩水率是否了解,并在成衣前是否进行预缩。
但成衣化服装生产不同于单件服装制作,它有时不进行预缩。
缩率的大小,是制作裁剪样板时放大和放长的主要依据。
因此,在织物没有充分预缩的情况下,要使裁片经过缝制加工后,规格符合标准,就应根据各种不同织物缩率的大小进行制板预放。
怎样正确掌握不同衣料的缩水率呢 ? 首先弄清缩水率是什么。
缩水率是指衣料经水浸和洗涤后,织物发生收缩的百分率。
2 织物产生缩水的因素及缩水率的测试2.1 织品产生缩水的因素 :缩水率和衣料的纤维特性、织物的组织结构和生产加工工艺过程有着密切的关系。
(1)纤维因素各种纤维织物在纺纱,织造,染色和整理过程中,都要受到不同程度的拉伸力的作用,从而使经纬线产生伸长变形,其中一部分变形即使很长时间仍不能恢复,这样织物内部残留的部分内应力便形成隐性的收缩力。
当织物在被水浸湿后,水分子进入内部和纤维之间,使纤维处于自然状态促使弹性变形恢复,织物就出现缩水现象。
不同纺织纤维起缩水程度也不相同,一般吸湿性比较大的纤维,由于吸水纤维膨胀,直径增大,长度缩短,便发生织物面积变形收缩。
特别是羊毛织品,由于羊毛纤维表面存在鳞片结构,在热水中受到不规则机械力作用,引起毛纤维间相互滑运,由于顺,逆鳞片方向运动摩擦因数间的差异,导致毛纤维发生向纤维尖端方向单向运动由此引起纤维缠结,使纤维密度提高,织物延伸性和表面积减少,最后达到纤维间不能发生相对运动的程度,这种情况称为羊毛的毡缩。
而且这种变化是不可逆的。
因此羊毛织物不适宜用水洗。
(2)密度因素在许多面料中,纱线密度不同,缩水性能也不一样。
密度高的织物如华达呢,卡其等经纱排列得密而紧,在受湿热时,经纱没有多大的余地,这样纬纱的收缩率增加不大,缩水率就小,纬密度较稀的织物,在受湿热时因其排列稀松而可以充分膨胀,使经纱迅速增加曲折度,其缩水情况就会较重。
成型材料缩水率基准资料解析
89年02月23日发 年 月 日第 布 次修改
成型材料缩水率基准资料
页 数
1
3
一、目的: 1.为使工程师能正确规划模具仕样书及结构相关尺寸合理化。 2.为使模穴收缩量有一明确的基准。 二、范围:凡本公司目前使用之材料均属之。
三、内容: 1.成型收缩率,依成品之厚度、结晶度与模穴内压力(浇口尺寸)及射出压力的 变化而异。 2.成品厚度大或浇口小时,其成型收缩率会增大,但成品厚度太薄时收缩率也大。 3.成型收缩率公式: 成型收缩率= 模具尺寸-成型品尺寸 模具尺寸 100%
成型材收缩率的测定 成型收缩率的估算,可由前述的成型收缩之主效果为之,也可制成如下图所 示之成型收缩率试验用模具。根据已定的成型条件,首先制出成型品,数小 时后测量其成型收缩率(或 24 小时后测量其收缩率)。再者以相当的后处 理,以便较精确的计算出成型品的收缩率。
备注
BMC BMC-FT2873D BMC-CH868F BMC-TA69143F PPC PC-GE11001C PC-GE111C PC PC-JY30310C PC-ID2200C PC-BYT85 PC/ABS PC-NY5712 PMMA PMA-CM205C ABS-CM707N ABS ABS-CM717N ABS-CM727N ABS-CM777N PP-DCTAD PP-DC4839F PP-TL9620N PP-FP366N PP-FP7533N PP-TL930GNP3 PPS PS PBT PP-DCTY5N PPS-PH04D94 PS-KF525C PBT-NY1403G6D PBT-NT2320G6D
页 数
2
3
厂牌 BMC-WH272F
收缩率 X 轴:-0.07±0.03 Y 轴:-0.02±0.03 0.1~0.15 0.05~0.2 0.03 0.8~1.0 0.5~0.7 0.5~0.7 0.5~0.7 流:0.5 横:0.2 0.2~0.6 0.5 0.5 0.5 0.5 1.0 1.3 1.2~1.3 1.6 1.5 流:0.2 横:0.5 0.2~0.6 0.25 0.4 流:0.2~0.3 横:1.0~1.3 流:0.3~0.4 横:0.7~1.1 1.5 0.5 0.2 0.2 1.0~1.5 流:0.3 横:0.6 流:0.2 横:0.5 流:0.2 横:0.4 流:0.05 横:0.4 0.8 1.7 0.5~0.7
面料缩水率测试工作指引
Factory ABC有限公司
面料缩水率测试工作指引Fabric Shrinkage Test Procedure 1.技术部制版员在产品批量投产前,必须进行面料的缩率测试,求得缩率为依据来制作大货。
2.测试方法采用“水洗法”, 首先按照长度、阔度(长度50cm X 阔度50cm〕的比例将面料裁剪好。
然后将裁好的面料放入洗衣机内,待15分钟后将面料取出,按照顾客所定的烘干标准,摊平即可测量缩率长度。
3.Formula计算公式:
原长度/宽度-测试后长度/宽度
计算缩率: ---------------------------------------------- = 缩率(%)
原长度/宽度
4.如果该批次面料供应商有二个或二个以上,必须分别测试缩率。
5.同一面料颜色不同,应分别测试缩率。
6.每个制版员根据所承接的任务,将测得的缩率在测试表单上填写好。
7.Criteria允收标准:
Fabric Shrinkage % 面料缩率 horizontal 经向 5%之内(含5%)
latitude 纬向 6%之内(含6%)。
纺织品缩水和面料折叠厚度计算
纺织品缩水和面料折叠厚度计算一、面料的缩水服装面料有两种:天然面料和化学合成面料a:天然面料:由天然纤维织成的,主要有植物,如棉、麻等缩水率大,动物如:丝、毛、皮、缩水率校b:化学合成面料:由化学合成纤维织成的主要有涤纶、锦纶、晴纶、氯纶、氯纶等这些不缩水。
(另外一种就天然与化学混和的面料,如涤棉、缩水率小)由于天然面料的特征,使天然面料在洗水后收缩的现象,收缩最大的棉、麻织物显著,在日常生活中,尤其休闲服装多数用纯棉面料,所以在出纸样时必须考虑缩水率。
没缩水率:a洗水前尺寸为m洗水后尺寸为n,则a=m-n/m×100%由于面料的纱方向有两个:横向、纵向,所以缩水率也有两个:a纵=m纵-n纵/m纵×100%a横=m横-n横/m横×100%一般来说,在出纸样时,面料的缩水率是会告知的,如果我们还不知这种面料的缩水率,则可以用下面两种方法求得缩水率。
a:先不考虑缩水率,直接出一个中间码的纸样做板,然后拿到洗水厂去洗水(注意,洗水方法必须同大货的洗水方法一样),洗水回来之后,再去测量这件板,与成品规格比较,多减去,少的加上,这样做板就比较准确,只是做板时间太长。
b:取一块做大货的布料,四周缝边,用笔在布中间画一个方形,边长40cm,两边平行布纹,两边垂直布纹40x40cm,然后洗水,洗水方法同大货一样,洗回后,再测量正方形的每个边,则变成36x36cm的数据。
再利用a=m-n/m×100%a纵40-38/40×100%=8%a横=40-36/40×100%=10%故此面料的缩水率:直:5%横:10%但考虑到缝线的固定作用,服装的缩水率其实稍小些,所以应视具体情况而定。
求出a纵、a横用a纵求长度,用a横求围度求缩水率的目的就是为了求出洗水前的数据K由缩水率公式可以推出K=?进而推出:K纵=e纵/1-a纵(求服装的长度)K横=e横/1-a横(求服装的围度)对于直横相接的部位,缩水率取其平均值,如腰口和裤头布纹互相垂直例:w:66cm-68.6cm(缩水率:直3%/横4%)SL:55.9-57.5cm二、面料的折叠厚度面料有厚薄之分,用面料制作的服装也有厚薄;这种厚薄用折叠量表示,故出纸样时需考虑折叠量,折叠量表示面料折叠厚度的程度,任何服装都有折叠量,只是大小不同,面料越厚,折叠量越大;面料越薄,折叠量越小。
美标缩水率洗衣机容积测量
美标缩水率洗衣机容积测量摘要:1.引言:美标洗衣机缩水率背景介绍2.洗衣机容积测量方法2.1 测量工具与材料2.2 测量步骤详解2.3 注意事项3.美标洗衣机缩水率计算3.1 公式与应用3.2 实例解析4.提高洗衣机容积利用率策略4.1 选购合适尺寸洗衣机4.2 衣物分类洗涤4.3 合理摆放衣物4.4 洗衣机保养与清洁5.结论:美标洗衣机容积测量意义及实用性正文:随着科技的不断发展,洗衣机已经成为家庭生活中必不可少的电器之一。
然而,在众多洗衣机品牌中,美国标准(美标)洗衣机以其出色的性能和高效节水特点备受青睐。
本文将为您详细介绍如何测量美标洗衣机的容积,以及提高洗衣机容积利用率的实用策略。
一、引言:美标洗衣机缩水率背景介绍美标洗衣机在设计和生产过程中,充分考虑了节能、环保和人性化需求。
其中,洗衣机容积是衡量洗衣机性能的一个重要指标。
正确测量洗衣机容积,有助于消费者更好地了解洗衣机的实际性能,从而选购到适合自己的洗衣机。
二、洗衣机容积测量方法1.测量工具与材料:测量洗衣机容积所需的工具和材料包括:卷尺、水平仪、容器(如塑料桶)等。
2.测量步骤详解:2.1 首先,将洗衣机内胆充满水,确保水面与洗衣机上盖平齐。
2.2 使用卷尺测量洗衣机内胆的长、宽和高,并记录数据。
2.3 用塑料桶收集洗衣机排水管的废水,测量废水体积。
2.4 根据排水废水体积,计算洗衣机内胆容积。
3.注意事项:测量过程中,务必确保洗衣机内胆充满水,避免因水位不足导致测量误差。
同时,测量工具要精确,保证测量结果的准确性。
三、美标洗衣机缩水率计算1.公式与应用:美标洗衣机容积缩水率= (洗衣机内胆原容积- 洗衣机内胆实际容积)/ 洗衣机内胆原容积× 100%2.实例解析:假设洗衣机内胆原容积为100升,实际测量得出的容积为80升,则容积缩水率为:(100 - 80)/ 100 × 100% = 20%四、提高洗衣机容积利用率策略1.选购合适尺寸洗衣机:根据家庭成员数量和衣物种类,选购适当容量的洗衣机。
计算产品缩水率

一.計算產品縮水率當收到制工執行單時﹐同時也會收到塑膠成品圖面。
圖面會注明產品所采用的塑膠原料的料號﹐名稱﹐顏色﹐這是我們重新繪制含縮水率成品圖的依據。
1.塑料縮水率(α)一般計算成型收縮率的的公式為(常溫的模具尺寸D﹐成型后的產品尺寸M)﹕α= (D-M) / D2.在我們已知產品縮水率α時﹐計算模具尺寸公式為(模具尺寸D﹐產品藍圖尺寸M)﹕D = M * (1 + α)3.判斷產品的流動方向塑膠產品在成型時各個方向的收縮率并不一樣﹐一般在流動方向的縮水較小﹐在其它方向較大。
流動方向就是成型時﹐熔融塑膠在模穴中最明顯的前進方向﹐一般就是產品最長的那個方向﹐其余兩個方向就是非流動方向。
4.計算例圖產品縮水例圖原料為PA46﹐收縮率流動方向為0.003﹐非流動方向為0.006該產品X方向尺寸最大﹐因此X方向為流動方向(1)計算PIN間距(2.00﹐14.00)縮水率PIN間距是端子定位的基准﹐且一般都有許多PIN堆疊起來﹐因此必須計算准確﹐且都需精確到3位小數點例﹕2.00 X (1 + 0.003) = 2.00614.00 X (1 + 0.003) = 14.042若產品PIN間距為2.54則2.54 X (1 + 0.003) = 2.54762因加工精度最高只有3位﹐則要取舍為2.548 (一般采用四舍五入)則產品的最前一PIN與最后一PIN的中心距為PIN的中心距= 取舍的PIN間距2.548*(PIN數– 1)(不可采用圖面標示的最前一PIN與最后一PIN的中心距乘以縮水﹐再進行取舍﹐這會造成誤差)(2)計算產品左右對稱部位尺寸例﹕18.20 X (1 + 0.003) = 18.2546應取舍為18.254或18.256﹐而不是18.255。
因為產品是左右對稱的﹐左右對稱取的尺寸取舍為奇數后﹐設計成左右對稱的模仁后會增加一位小數﹐不便加工或經過取舍造成誤差。
(3)計算有公差范圍的尺寸例1﹕3.50+0.15/-0一般取尺寸中間數值﹐再加上縮水率3.575 X (1 + 0.006) = 3.59645 取舍為2.596或2.60備注﹕有些部位尺寸不僅需考慮縮水﹐還需考慮產品變形。
面料缩水率计算公式
面料缩水率计算公式一、什么是面料缩水率?面料缩水率指的是在洗涤或其他因素的影响下,面料的尺寸发生缩水的比例。
面料缩水率是衡量面料稳定性和质量的重要指标,也是消费者在购买服装时需要考虑的因素之一。
二、面料缩水率的计算公式面料缩水率的计算公式如下:缩水率(%)=(原始尺寸 - 缩水尺寸)/ 原始尺寸× 100%三、如何计算面料缩水率?1. 准备工具和材料计算面料缩水率需要准备的工具和材料有:面料样本、尺子或卷尺、洗涤设备、计算器。
2. 测量原始尺寸使用尺子或卷尺测量面料的原始尺寸。
在测量之前,应该将面料完全展开,并确保面料没有被拉伸或扭曲。
3. 进行洗涤根据面料的洗涤要求,将面料置于洗涤设备中进行相应的洗涤处理。
洗涤过程中要注意遵循正确的洗涤方法,避免使用不当的洗涤剂或方式,以免对面料产生额外的影响。
4. 测量缩水尺寸洗涤完成后,将面料取出并晾干。
然后,使用尺子或卷尺测量缩水后的尺寸。
同样,要确保面料没有被拉伸或扭曲。
5. 计算面料缩水率根据面料的原始尺寸和缩水尺寸,使用上述的缩水率计算公式,计算出面料的缩水率。
将原始尺寸减去缩水尺寸,再除以原始尺寸,最后乘以100%即可得到缩水率。
四、面料缩水率的影响因素面料的缩水率受到多种因素的影响,主要包括以下几个方面:1. 面料的成分:不同材质的面料具有不同的缩水率。
例如,纯棉面料往往具有较大的缩水率,而合成纤维面料的缩水率相对较小。
2. 面料的结构:面料的结构也会影响缩水率。
例如,松散织物比紧密织物更容易发生缩水。
3. 洗涤方式:使用不当的洗涤方式,如过热的水温、过强的机械力或过度搅拌,都可能导致面料的缩水率增加。
4. 面料的后整理处理:面料经过特殊的后整理处理(如预缩处理)后,其缩水率可能会降低。
五、衡量面料缩水率的重要性面料缩水率是衡量面料稳定性和质量的重要指标。
对于制造商而言,了解面料的缩水率可以帮助他们选择合适的面料,以确保产品的尺寸和质量符合要求。
橡胶材料缩水率

看你多少硬度了。。没大的要求的话放个
3.2%这样吧~这是橡胶,不是塑料!!
在模具工程中我们经常遇到顶针孔加工错误而与运水孔干涉的情况,这时我们通常会用红铜塞住,但注塑时,红铜与模肉2738钢(2738钢材--相当于P20钢的化学成分)紧配合在95摄氏度热油环境中,出现了漏油
应该会的。手机模具造价昂贵,产品所用的材料价格也不菲;手机中壳体的作用:
EVA
1.007﹐PU材料缩水S=
1.007﹐TPR材料缩水S=
1.0﹐VGB﹑BIM材料缩水S=
1.007。
tpe,tpr是同一种材料。tpe的英文全称是themoplastic elastomer中文名称是热可塑性弹性体。tpr的英文名称是themoplasticrubber中文名称是热可塑性橡胶,成型收缩率为1%-
硅胶按键字符制作方法
硅胶按键表面上的字符一般有以下几种制作方法:
1.丝印:
分印面和印底,印面的时候一般先喷涂按键的表面,再在上面丝印字体和符号,再喷涂保护油。印底的一般都是透明按键,有丝印空心字盖底色和丝印实心字体盖底色两种。
对于按键表明弧面较大的可以采用移印的方法,在钢板上腐蚀出字体,用胶头把油墨移印到按键的表面,移印在玩具行业用得很多。
参考资料:
http:
647993.htm#sub647993
模具硅橡胶和食品模具硅橡胶有什么区别
模具硅胶用途:
,仿真动植物雕塑,佛雕工艺品等多种行业的产品复制及模具制作波丽工业品模具制造行业,,石膏工艺礼品行业,礼品文具行业塑胶玩具行业,主要用于玩具礼品行业,工艺礼品行业,家具装饰装潢行业,人物复制,建筑装饰装潢行业,树脂工艺品行业,不饱和树脂工艺品行业,蜡烛工艺模具硅胶的特性:
面料缩水计算!为什么衣服洗了变小了?

面料缩水计算!为什么衣服洗了变小了?想要更多服装类资料教程,加入服装微学院社群不同面料在经过成衣制成品后,经过下水洗涤或自然条件下都会产生一定的缩小,出口外贸类服装的制成品尺寸要求是首要标准,那么在制作版型之前,首先就要了解这是什么样的面料,并了解这个面料特性至关重要。
现在着重介绍一下成衣水洗类的制版缩水率的方法:1.在拿到客户订单时,要看清楚该成衣是成衣水洗还是面料水洗,也可以从客户的样衣上看得出来,成衣水洗的衣服,在表面车明线的部位有明显的缩皱现象,就像我们平时穿的牛仔裤的侧边缝头一样,有深浅变化的面料车线;如果是面料水洗就没有这个现象。
面料水洗的缩水率不需要去控制,大货面料拿到后,去水洗厂按要求水洗后再做,控制好车工的车缩即可。
2.成衣水洗有分好几种形形色色的方法,特别的牛仔类,有普通水洗、哮素洗、石磨洗等等。
从客户处拿到大货面料样,最起码要五米以上的整个门幅面料。
分别剪开1.2米长的整个门幅大小各三块面料,并分别在面料上做出一米大小的正方形,用车线订位在面料上作好记号。
3.按客户要求告诉水洗厂的洗水要求,经水洗后的测试面料一份给客户确认效果(有些客户也会要求做个袖样或裤腿样),一份自己留底。
4.水洗厂测试回来的面料,必须烘干透,摸在手上,不能有湿度。
测量面料上留的车线尺寸。
前面说的用三块面料去做测试,是为了这个缩水率的准确性,可以分别比较参考一下取中间值。
例:现量出纵向尺寸(直丝绺)长度为97%,说明面料纵向缩水率为3%;横向尺寸(横丝绺)长度为92%,说明面料横向缩水率为8%。
5.根据上面测量出来的横向纵向缩水率,在制作样版时,衣长的要求尺寸如78公分,那么做版时,要做到78CM X(1 3%)=80.34 CM;胸围的要求尺寸如56公分,那么做版时,要做到56CM X (1 8%)=60.48 CM。
6.正确的大货面料到厂后,必须重新做一下测试,以防有误。
在各个批次的面料每卷面料布剪成1.2米整个门幅的大小,重新做水洗,如果有几批缩水率相差比较大的超过3~5CM的,必须要做2副或更多的样版。
欧洲标准织物缩水率测试方法
欧洲标准织物缩水率测试方法1.测试的目的和原理1.1 这个测试方法适用于检测经常规的家庭洗涤方法洗涤后各种纺织品的缩水情况。
1.2 一次完整的洗涤过程相当与一次家庭洗涤过程2.参考测试方法2.1 ISO 1392.2 ISO 37592.3 BS EN 26330 :19942.4 BS EN 25077 :19933.设备和材料3. 1 Wascator FOM LAB 71 水平滚筒式洗衣机3. 2 Kenmore 或Whirlpool 搅拌式洗衣机2. 3 Kenmore 或 Whirlpool 滚筒式干衣机3.4 电子磅3.5 WOB 或 ECE 洗衣粉3.6 可量度1mm的不锈钢尺3.7 过硼酸钠3.8 加重布:两层缝合全聚酯纤维针织布,每块为35±3g,30±3 X 30±3cm4.标准环境要求4.1 温度:21±2oC4.2 相对湿度:65±5%5.试样的准备。
5.1 梭织布5.1.1 将布样平坦地置于标准温湿度环境中至少4个小时。
5.1.2 然后将其剪裁为不小于50cmX50cm的布片,平放在工作台上。
并用箭头标出经纱方向。
5.1.3 将钢尺平放于经纱或纬纱方向,用防水笔分别画出三对分别与经纱或纬纱方向平行,且间距不小于35cm的“┬” 和“┴”形符号。
5.1.4 量度6对符号“┬” 和“┴”间的距离(精确到1mm).5.1.5 将试样的四周锁边。
5.2 针织布5.2.2 将布样平坦地置于标准温湿度环境中至少4个小时。
5.2.2 然后将其剪裁为不小于55cmX90cm的布片,平放在工作台上。
并用箭头标出线圈纵行方向。
5.2.3 将钢尺平放于线圈纵行方向或线圈横向方向,用防水笔分别画出三对分别与线圈纵行方向或线圈横向方向方向平行,且间距不小于35cm的“┬” 和“┴”形符号。
5.2.4 量度6对符号“┬” 和“┴”间的距离(精确到1mm).5.2.5 将布片沿线圈纵行方向对折,并沿线圈纵行方向将布片锁缝成筒形。
小学常见的百分率计算公式
精选
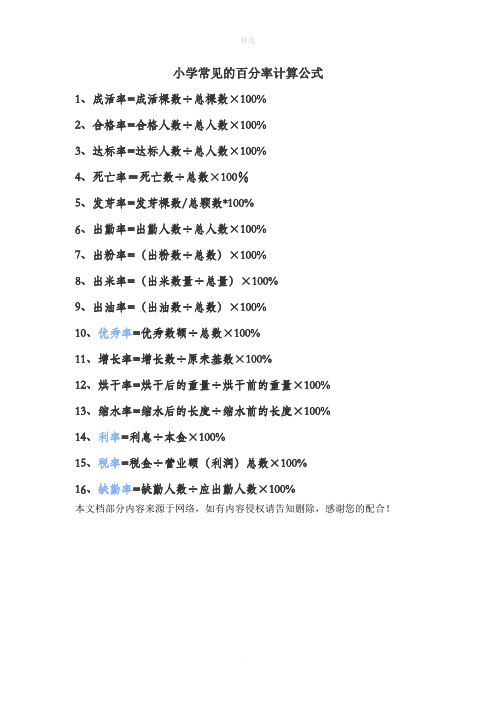
小学常见的百分率计算公式
1、成活率=成活棵数÷总棵数×100%
2、合格率=合格人数÷总人数×100%
3、达标率=达标人数÷总人数×100%
4、死亡率=死亡数÷总数×100%
5、发芽率=发芽棵数/总颗数*100%
6、出勤率=出勤人数÷总人数×100%
7、出粉率=(出粉数÷总数)×100%
8、出米率=(出米数量÷总量)×100%
9、出油率=(出油数÷总数)×100%
10、优秀率=优秀数额÷总数×100%
11、增长率=增长数÷原来基数×100%
12、烘干率=烘干后的重量÷烘干前的重量×100%
13、缩水率=缩水后的长度÷缩水前的长度×100%
14、利率=利息÷本金×100%
15、税率=税金÷营业额(利润)总数×100%
16、缺勤率=缺勤人数÷应出勤人数×100%
本文档部分内容来源于网络,如有内容侵权请告知删除,感谢您的配合!
.。
服装用量计算方法及缩水算法

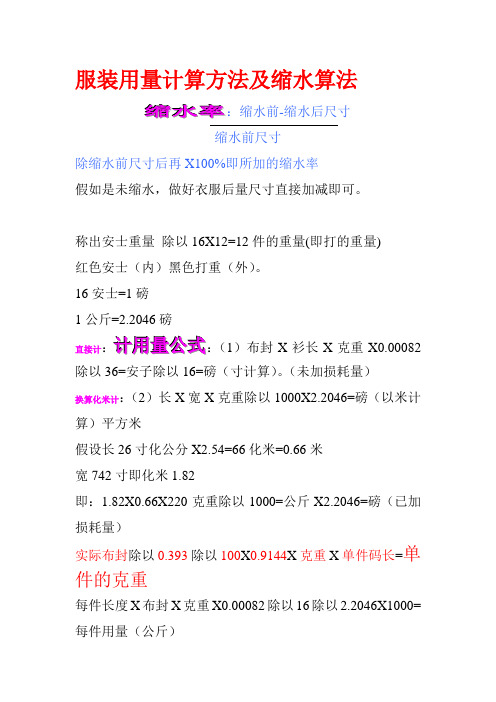
服装用量计算方法及缩水算法缩缩水水率率:缩水前-缩水后尺寸缩水前尺寸除缩水前尺寸后再X100%即所加的缩水率假如是未缩水,做好衣服后量尺寸直接加减即可。
称出安士重量 除以16X12=12件的重量(即打的重量) 红色安士(内)黑色打重(外)。
16安士=1磅1公斤=2.2046磅直接计:计用量公式:(1)布封X 衫长X 克重X0.00082除以36=安子除以16=磅(寸计算)。
(未加损耗量) 换算化米计:(2)长X 宽X 克重除以1000X2.2046=磅(以米计算)平方米假设长26寸化公分X2.54=66化米=0.66米宽742寸即化米1.82即:实际布封除以0.393除以100X 0.9144X 克重X 单件码长=单件的克重每件长度X 布封X 克重X0.00082除以16除以2.2046X1000=每件用量(公斤).衣服应加放松量:2X3.14X衣服与人体距离+2X3.14X内装厚度=人体圆放松量。
一般针织布头板加缩水(半围计)1X1罗纹面身3/4长1/2宽要洗水后裁的衣服尺寸要减一点,大约2分。
耳仔卫衣1/2X1/2烫缩26支平纹5/8X1/22X2拉架罗纹5/8X3/4阔泳衣布1/2X1/220支平纹布1/2X1/22X2罗纹(薄)1/2X1/2烫缩平纹布3/4X1/2长烫缩拉架平纹1/2X3/4长网布原身布领围X0.88=领长,面身1/2X1/2原身布领;领围X0.88-0.90左右,领围大过领3-4CM扁机领短过领围1-11/2,要看领围大小。
1X1拉架罗纹X0.792X2拉架罗纹X0.78拉1X1罗纹袖口,袖口大过拉好尺寸2-3分。
一般针织衫袖山夹直袖肥尺寸1.平纹短袖针织:男袖山高5,女4.52.袖肥男8.88,女7.253.夹直男9.125,女7.754.罗纹短袖紧身T恤:袖山高男5.25,女4.755.袖肥男7.75,女76.夹直男8.5,女7.757.双面布长袖T恤:袖山高男5.75,女58.袖肥男8,女79.夹直男9,女810.珠地布长袖T恤:袖山高男5.5,女4.511.袖肥男8,女712.夹直男8.75,女7.8813.毛巾布长袖T恤;袖山高男5.75,女4.62514.袖肥男7.625,女715.夹直男9,女816.长袖摇粒衫:袖山高男5,女5.62517.袖肥男9,女7.2518.夹直男9.625,女919.加网布风衣:袖山高男5.88,女5.2520.袖肥男9.88,女8.821.夹直男10.25,女9.2522.袖口阔(纸样)6.25,女5.7523.摇粒风衣:袖山高男5.77,女5.21袖肥男10.312,女9.125夹直男10.5,女9.375袖口阔(纸样)男6.5,女5.75衬衫:袖山高男.4.375,女4.88。
1牛仔布经纬向缩水率经纬向缩水率牛仔布在织布过程中,经纱和纬纱...
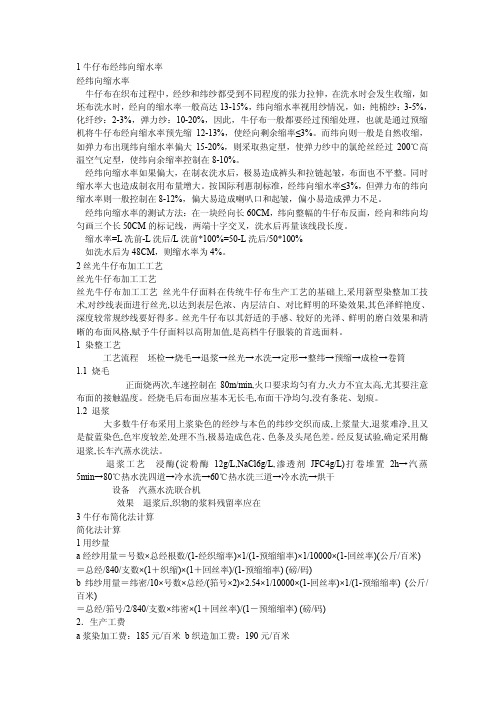
1牛仔布经纬向缩水率经纬向缩水率牛仔布在织布过程中,经纱和纬纱都受到不同程度的张力拉伸,在洗水时会发生收缩,如坯布洗水时,经向的缩水率一般高达13-15%,纬向缩水率视用纱情况,如:纯棉纱:3-5%,化纤纱:2-3%,弹力纱:10-20%,因此,牛仔布一般都要经过预缩处理,也就是通过预缩机将牛仔布经向缩水率预先缩12-13%,使经向剩余缩率≤3%。
而纬向则一般是自然收缩,如弹力布出现纬向缩水率偏大15-20%,则采取热定型,使弹力纱中的氯纶丝经过200℃高温空气定型,使纬向余缩率控制在8-10%。
经纬向缩水率如果偏大,在制衣洗水后,极易造成裤头和拉链起皱,布面也不平整。
同时缩水率大也造成制衣用布量增大。
按国际利惠制标准,经纬向缩水率≤3%,但弹力布的纬向缩水率则一般控制在8-12%,偏大易造成喇叭口和起皱,偏小易造成弹力不足。
经纬向缩水率的测试方法:在一块经向长60CM,纬向整幅的牛仔布反面,经向和纬向均匀画三个长50CM的标记线,两端十字交叉,洗水后再量该线段长度。
缩水率=L冼前-L洗后/L洗前*100%=50-L洗后/50*100%如洗水后为48CM,则缩水率为4%。
2丝光牛仔布加工工艺丝光牛仔布加工工艺丝光牛仔布加工工艺丝光牛仔面料在传统牛仔布生产工艺的基础上,采用新型染整加工技术,对纱线表面进行丝光,以达到表层色浓、内层洁白、对比鲜明的环染效果,其色泽鲜艳度、深度较常规纱线要好得多。
丝光牛仔布以其舒适的手感、较好的光泽、鲜明的磨白效果和清晰的布面风格,赋予牛仔面料以高附加值,是高档牛仔服装的首选面料。
1 染整工艺工艺流程 坯检→烧毛→退浆→丝光→水洗→定形→整纬→预缩→成检→卷筒1.1 烧毛正面烧两次,车速控制在80m/min,火口要求均匀有力,火力不宜太高,尤其要注意布面的接触温度。
经烧毛后布面应基本无长毛,布面干净均匀,没有条花、划痕。
1.2 退浆大多数牛仔布采用上浆染色的经纱与本色的纬纱交织而成,上浆量大,退浆难净,且又是靛蓝染色,色牢度较差,处理不当,极易造成色花、色条及头尾色差。
毛巾被水洗缩率标准
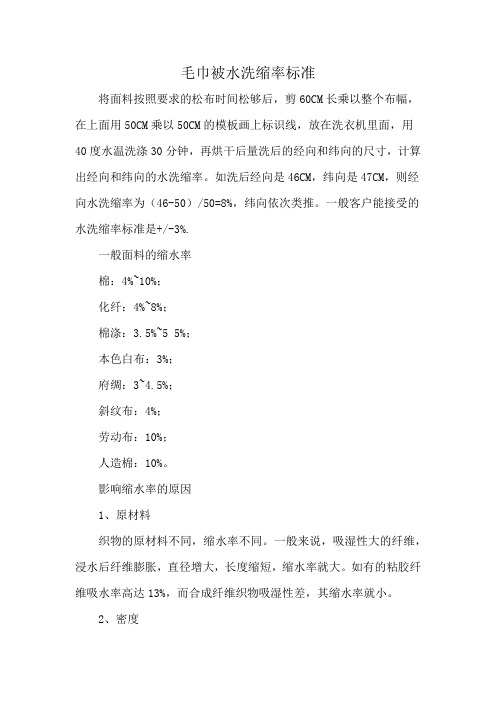
毛巾被水洗缩率标准将面料按照要求的松布时间松够后,剪60CM长乘以整个布幅,在上面用50CM乘以50CM的模板画上标识线,放在洗衣机里面,用40度水温洗涤30分钟,再烘干后量洗后的经向和纬向的尺寸,计算出经向和纬向的水洗缩率。
如洗后经向是46CM,纬向是47CM,则经向水洗缩率为(46-50)/50=8%,纬向依次类推。
一般客户能接受的水洗缩率标准是+/-3%.一般面料的缩水率棉:4%~10%;化纤:4%~8%;棉涤:3.5%~5 5%;本色白布:3%;府绸:3~4.5%;斜纹布:4%;劳动布:10%;人造棉:10%。
影响缩水率的原因1、原材料织物的原材料不同,缩水率不同。
一般来说,吸湿性大的纤维,浸水后纤维膨胀,直径增大,长度缩短,缩水率就大。
如有的粘胶纤维吸水率高达13%,而合成纤维织物吸湿性差,其缩水率就小。
2、密度织物的密度不同,缩水率也不同。
如经纬向密度相近,其经纬向缩水率也接近。
经密度大的织品,经向缩水就大,反之,纬密大于经密的织品,纬向缩水也就大。
3、纱支粗细织物纱支粗细不同,缩水率也不同。
纱支粗的布缩水率就大,纱支细的织物缩水率就小。
4、生产工艺织物生产工艺不同,缩水率也不同。
一般来说,织物在织造和染整过程中,纤维要拉伸多次,加工时间长,施加张力较大的织物缩水率就大,反之就小。
5、纤维成分天然植物纤维(如棉、麻)和植物再生纤维(如粘胶)与合成纤维(如涤纶、腈纶)相比,容易吸湿膨胀,因此缩水率较大,而羊毛则是由于纤维表面的鳞片结构而容易毡化,影响其尺寸稳定性。
6、织物结构一般情况下,机织物的尺寸稳定性要优于针织物;高密度织物的尺寸稳定性要优于低密度的。
在机织物中,一般平纹织物的缩水率小于法兰绒织物;而针织物中,平针组织的缩水率又小于罗纹织物。
7、生产加工过程由于织物在染色、印花、后整理过程中,不可避免的会受到机器的拉伸,从而有张力存在于织物上。
然而织物在遇水后很容易解除张力,因此我们会在洗涤后发现织物缩水。
服装用量计算方法及缩水算法(精品文档)
服装用量计算方法及缩水算法缩缩水水率率:缩水前-缩水后尺寸缩水前尺寸除缩水前尺寸后再X100%即所加的缩水率假如是未缩水,做好衣服后量尺寸直接加减即可。
称出安士重量 除以16X12=12件的重量(即打的重量) 红色安士(内)黑色打重(外)。
16安士=1磅1公斤=2.2046磅直接计:计用量公式:(1)布封X 衫长X 克重X0.00082除以36=安子除以16=磅(寸计算)。
(未加损耗量) 换算化米计:(2)长X 宽X 克重除以1000X2.2046=磅(以米计算)平方米假设长26寸化公分X2.54=66化米=0.66米 宽742寸即化米1.82即:1.82X0.66X220克重除以1000=公斤X2.2046=磅(已加损耗量)实际布封除以0.393除以100X 0.9144X 克重X 单件码长=单件的克重每件长度X 布封X 克重X0.00082除以16除以2.2046X1000=每件用量(公斤).衣服应加放松量:2X3.14X衣服与人体距离+2X3.14X内装厚度=人体圆放松量。
一般针织布头板加缩水(半围计)1X1罗纹面身3/4长1/2宽要洗水后裁的衣服尺寸要减一点,大约2分。
耳仔卫衣1/2X1/2烫缩26支平纹5/8X1/22X2拉架罗纹5/8X3/4阔泳衣布1/2X1/220支平纹布1/2X1/22X2罗纹(薄)1/2X1/2烫缩平纹布3/4X1/2长烫缩拉架平纹1/2X3/4长网布原身布领围X0.88=领长,面身1/2X1/2原身布领;领围X0.88-0.90左右,领围大过领3-4CM扁机领短过领围1-11/2,要看领围大小。
1X1拉架罗纹X0.792X2拉架罗纹X0.78拉1X1罗纹袖口,袖口大过拉好尺寸2-3分。
一般针织衫袖山夹直袖肥尺寸1.平纹短袖针织:男袖山高5,女4.52.袖肥男8.88,女7.253.夹直男9.125,女7.754.罗纹短袖紧身T恤:袖山高男5.25,女4.755.袖肥男7.75,女76.夹直男8.5,女7.757.双面布长袖T恤:袖山高男5.75,女58.袖肥男8,女79.夹直男9,女810.珠地布长袖T恤:袖山高男5.5,女4.511.袖肥男8,女712.夹直男8.75,女7.8813.毛巾布长袖T恤;袖山高男5.75,女4.62514.袖肥男7.625,女715.夹直男9,女816.长袖摇粒衫:袖山高男5,女5.62517.袖肥男9,女7.2518.夹直男9.625,女919.加网布风衣:袖山高男5.88,女5.2520.袖肥男9.88,女8.821.夹直男10.25,女9.2522.袖口阔(纸样)6.25,女5.7523.摇粒风衣:袖山高男5.77,女5.21袖肥男10.312,女9.125夹直男10.5,女9.375袖口阔(纸样)男6.5,女5.75衬衫:袖山高男.4.375,女4.88。