钻杆耐磨带焊机参数性能使用手册
耐磨带焊接手册
北京佳倍德科技有限公司钻杆接头耐磨带焊接规范应用于佳倍德D100耐磨带产品2011年6月08日第一部分在新钻具和未曾敷焊的旧钻具上敷焊耐磨带 (3)1概述 (3)1.1范围 (3)1.2敷焊单位责任 (3)1.3钻具业主责任 (4)1.4翻新注意事项 (4)2背景介绍 (5)2.1耐磨带敷焊 (5)2.2佳倍德耐磨带 (5)3佳倍德耐磨带推荐敷焊类型 (5)3.1敷焊类型 (5)4敷焊工序规范(WPS) (9)4.1概述 (9)4.2焊面准备 (10)4.3敷焊参数 (10)4.4敷焊设备要求 (10)4.5敷焊工序评定(WPQ) (12)4.6敷焊参数设置 (14)4.7焊工表现评定(WPQ) (15)4.8续证资格 (16)4.9推荐的质检指南 (16)5耐磨带敷焊位置(建议) (17)5.1加重钻杆 (17)5.2钻铤 (18)6参考图片 (20)第二部分翻新工序 (21)7耐磨带翻新概览 (21)7.1概述 (21)7.2WPS,WPQ和PQR (21)7.3翻新设计 (21)7.4翻新警示 (21)7.5原有裂纹 (21)7.6历史记录 (22)7.7原有残留厚度 (22)7.8稀释效应 (22)7.9历史记录 (23)7.10敷焊参数和焊道外形 (23)8翻新步骤 (23)8.1概述 (23)8.2清洁残留耐磨带 (24)8.3对残留的耐磨带区域做检查 (24)8.4现有的耐磨带开裂现象 (24)8.5现有的耐磨带出现剥落现象 (25)8.6耐磨带上出现气孔 (25)8.7耐磨带上出现空隙 (26)8.8残留耐磨带厚度上限 (26)8.9翻新步骤/参考 (26)9翻新参考图片 (27)10佳倍德耐磨带焊丝用量估算表 (29)11温度转换图板 (30)13布氏—洛氏硬度换算表 (31)14工序质量记录(PQR) (32)第一部分在新钻具和未曾敷焊的旧钻具上敷焊耐磨带1概述1.1范围1.1.1本手册旨在向佳倍德耐磨带的敷焊单位和产品的终端用户提供技术参考。
钻具耐磨带气体保护焊焊接工艺
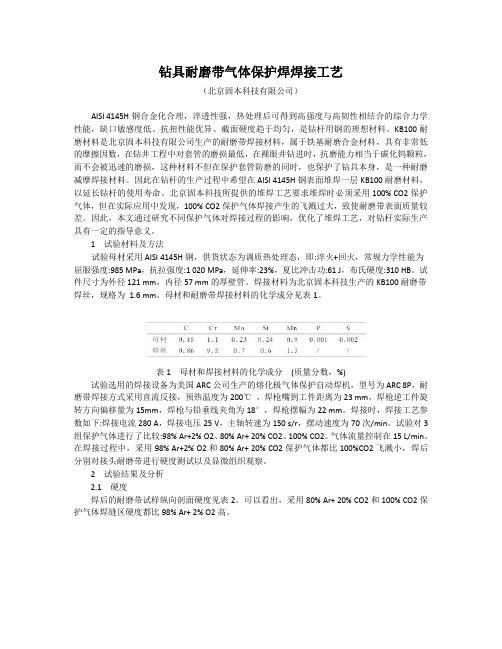
钻具耐磨带气体保护焊焊接工艺(北京固本科技有限公司)AISI4145H钢合金化合理,淬透性强,热处理后可得到高强度与高韧性相结合的综合力学性能,缺口敏感度低、抗扭性能优异、截面硬度趋于均匀,是钻杆用钢的理想材料。
KB100耐磨材料是北京固本科技有限公司生产的耐磨带焊接材料,属于铁基耐磨合金材料,具有非常低的摩擦因数,在钻井工程中对套管的磨损最低,在裸眼井钻进时,抗磨能力相当于碳化钨颗粒,而不会被迅速的磨损,这种材料不但在保护套管防磨的同时,也保护了钻具本身,是一种耐磨减摩焊接材料。
因此在钻杆的生产过程中希望在AISI4145H钢表面堆焊一层KB100耐磨材料,以延长钻杆的使用寿命。
北京固本科技所提供的堆焊工艺要求堆焊时必须采用100%CO2保护气体,但在实际应用中发现,100%CO2保护气体焊接产生的飞溅过大,致使耐磨带表面质量较差。
因此,本文通过研究不同保护气体对焊接过程的影响,优化了堆焊工艺,对钻杆实际生产具有一定的指导意义。
1试验材料及方法试验母材采用AISI4145H钢,供货状态为调质热处理态,即:淬火+回火,常规力学性能为屈服强度:985MPa,抗拉强度:1020MPa,延伸率:23%,夏比冲击功:61J,布氏硬度:310HB。
试件尺寸为外径121mm,内径57mm的厚壁管。
焊接材料为北京固本科技生产的KB100耐磨带焊丝,规格为1.6mm。
母材和耐磨带焊接材料的化学成分见表1。
表1母材和焊接材料的化学成分(质量分数,%)试验选用的焊接设备为美国ARC公司生产的熔化极气体保护自动焊机,型号为ARC8P,耐磨带焊接方式采用直流反接,预热温度为200℃,焊枪嘴到工件距离为23mm,焊枪逆工件旋转方向偏移量为15mm,焊枪与铅垂线夹角为18°,焊枪摆幅为22mm。
焊接时,焊接工艺参数如下:焊接电流280A,焊接电压25V,主轴转速为150s/r,摆动速度为70次/min。
试验对3组保护气体进行了比较:98%Ar+2%O2、80%Ar+20%CO2、100%CO2。
耐磨带焊机操作规程
4 操作过程中可能产生的危害及 相关控制措施
• 4.1.3在安装、维护、修理焊机前切断输入供电电 源;
• 4.1.4按照设备的使用说明、操作手册,以及国家、 公司内部的相关法规、规定,正确的安装设备并 且可靠接地;
• 4.1.5经常检查接地电缆并且确定输入电缆接地端 应连接到接地电缆接头处,或者可靠地与接地电 缆插头连接;
• 4.1.12若在高空作业,请佩戴安全用具; • 4.1.13保持焊接场所地面或表面的稳固、安全; • 4.1.14焊接电缆夹钳应使用导电良好的金属与工
件相连接;
• 4.1.15禁止在作业场所使用AC36V以上的灯具进 行照明。
4.2电弧光
• 电弧光辐射可灼伤眼睛和皮肤,噪音可损 伤听力,焊接飞溅和熔渣可损伤眼睛。
3.5工序安全极限值(SOL)
• 3.5.1工件重量:小于1000kg • 3.5.2重量控制方法:选用不超过极限值的
工件进行焊接
4 操作过程中可能产生的危害及 相关控制措施
• 4.1电击 • 触摸带电部分会导致致命的电击或严重烧伤。
当焊机电源开启时,无论何时电极与工件回路都 将带电,另外焊机的输入电力回路以及焊机内部 电力回路在焊机电源开启后也将带电。在使用送 丝机时,焊丝、焊丝盘、送丝装置以及所有金属 部件在焊接时触摸都将导致触电。焊机不正确的 安装和不正确的接地都非常危险,有可能导致触 电。 • 4.1.1请勿触摸带电部件 • 4.1.2穿戴干燥、无破损的绝缘手套以及合适的保 护身体的衣物及保护装置;
接地,不允许与焊接夹钳或焊接电缆相连接;
• 4.1.10如果需站在工件上、接地电缆上或另外一 台焊机的电极上,不能直接触摸该焊机的电极;
4 操作过程中可能产生的危害及 相关控制措施
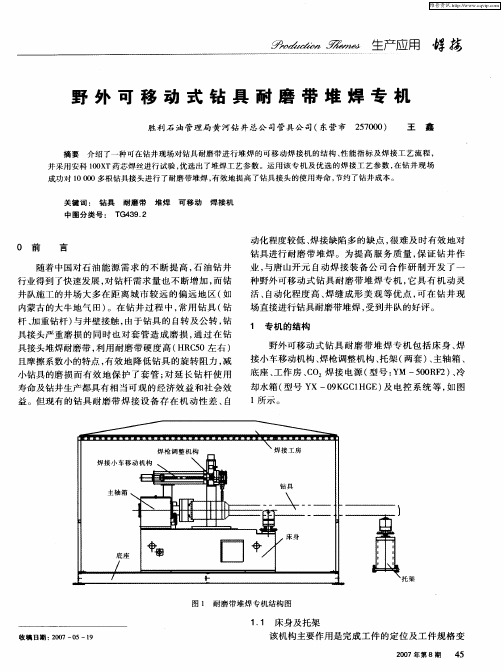
野外可移动式钻具耐磨带堆焊专机
打开电源 I
广——叫
焊
接
预置焊接参数 I
l l钻具转动 、 焊枪摆动
焊接 小 车移动 机构 是 焊 枪调 整 机 构 的 载体 。由步
进 电机驱 动 , 完成 进枪 、 退枪 及焊 枪直 线摆 动等 动作 。
预 热
13 焊枪 调整 机构 .
焊枪 调 整机构 在 自动 焊 接工 件 前 进 行焊 枪 工 作 姿 态调 整 , 调整 机构 具有 锁定 功能 , 可进 行 、 、 个 方 y z三 向的调 整及 一个方 向的焊枪 角 度调 整 。 1 4 电控 系 统 . 以 日本 三菱公 司生产 的 可 编程 序 控 制器 为核 心 的 电气控 制系 统 , 过 对 各 控 制 按 钮 和 焊 接 状 态 的 现 场 通
1所 示 。
托 架
图 1 耐磨 带堆 焊 专 机 结 构 图
1 1 床 身及 托架 .
收稿 日期 : 0 7—0 20 5—1 9
该机 构 主要作 用是 完成 工 件 的定 位 及 工 件规 格 变
20 0 7年第 8期 4 5 Nhomakorabea普资讯
并采用安科 10 T药 芯焊 丝进 行试验 , 0X 优选 出了堆 焊工艺参数 。运 用该专 机及优 选 的焊接工 艺参数 , 钻井现 场 在 成功对 1 0 00 0多根钻具接 头进行 了耐磨带堆焊 , 效地提高了钻具接头 的使用 寿命 , 有 节约 了钻井成 本。
关键词 : 钻具 耐磨带 堆焊 可移动 焊 接机
系统 复 位
竺 鐾 墨 :
堡 Y I l
接 下
一
根
竺兰 竺 兰I
启 动 焊 接 按 钮
安科100XT钻杆耐磨带
钻杆耐磨带焊丝产品速查表
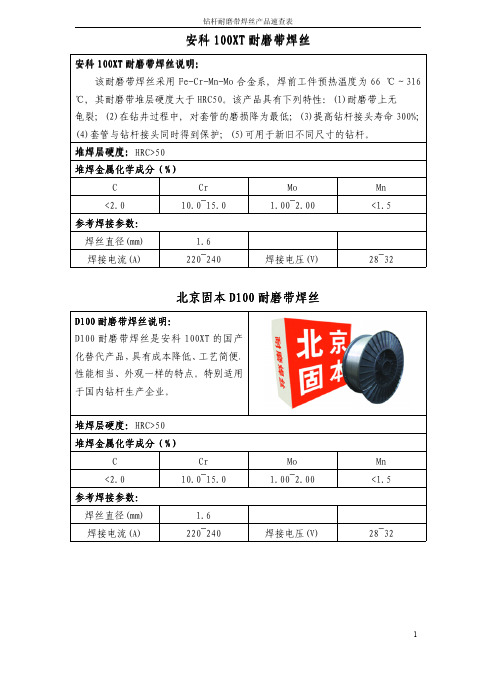
1安科100XT 耐磨带焊丝
安科100XT 耐磨带焊丝说明:
该耐磨带焊丝采用Fe-Cr-Mn-Mo 合金系,焊前工件预热温度为66℃~316℃,其耐磨带堆层硬度大于HRC50。
该产品具有下列特性:(1)耐磨带上无
龟裂;(2)在钻井过程中,对套管的磨损降为最低;(3)提高钻杆接头寿命300%;
(4)套管与钻杆接头同时得到保护;(5)可用于新旧不同尺寸的钻杆。
堆焊层硬度:HRC>50
堆焊金属化学成分(堆焊金属化学成分(%
%)C
Cr Mo Mn <2.0
10.0~15.0 1.00~2.00<1.5
参考焊接参数:
焊丝直径(mm)
1.6焊接电流(A)220~240焊接电压(V)28~32北京固本D100耐磨带焊丝
D100耐磨带焊丝说明:
D100耐磨带焊丝是安科100XT 的国产
化替代产品,具有成本降低、工艺简便、
性能相当、外观一样的特点。
特别适用
于国内钻杆生产企业。
堆焊层硬度:HRC>50
堆焊金属化学成分(堆焊金属化学成分(%
%)C
Cr Mo Mn <2.0
10.0~15.0 1.00~2.00<1.5
参考焊接参数:
焊丝直径(mm)
1.6焊接电流(A)220~240焊接电压(V)28~32。
石油钻杆耐磨带焊接工艺流程及检验标准

石油钻杆耐磨带焊接工艺流程及检验标准耐磨带焊接过程直接影响耐磨带最终成品的外观和质量,并进一步影响石油钻杆的使用风险和寿命。
研究表明,常见的耐磨带焊接缺陷例如耐磨带表面裂纹、飞溅、气孔等均与是否制定和采用了正确的焊接工艺和焊接标准有高度关联。
作为国产耐磨带焊接材料的领军单位,北京固本科技有限公司公开了该公司为客户提供的耐磨带焊接工艺流程及标准规范。
一、焊接设备的选型焊接设备是整个耐磨带焊接的关键所在,一般来说,焊接设备由3大部分组成,分别是:焊机、钻杆旋转装置、焊枪控制装置。
其中,焊机的选择需要注意以下两个事项。
(1)根据钻具耐磨带和堆焊的特殊性,在设备选择上选用电压为22V~28V、电流为240A~320A的自动气体保护直流焊机。
(2)选用速度可调、送丝结构平稳的焊机,压丝轮紧度可调,要适中。
送丝速度应在6~12m/min范围内。
钻杆旋转装置需要注意以下事项:在夹紧钻具接头装置选择上,选用转速可调,能在焊枪下面正、反旋转钻具接头的装置。
焊枪控制装置需要注意。
(1)夹紧焊枪并可以带动焊枪自由摆动,摆动幅度为15~40mm。
(2)焊枪在上、下、左、右范围内均可大幅度移动。
二、耐磨带焊丝的选型不同型号的耐磨带焊丝具有不同的合金成分,焊接后的表面硬度、焊缝裂纹也有所差异。
根据钻杆的应用场合和设计要求,可自行选择合适的耐磨带焊丝型号。
所有耐磨带焊丝应遵循和符合以下要求:(1)直径为1.2或1.6mm,直径误差不得超过3%;(2)焊丝使用SPCC钢带轧制工艺制成,表面应光滑平整,没有毛刺;(3)焊缝表面没有裂纹。
某些型号耐磨带焊丝允许焊缝表面裂纹存在,但裂纹不得渗透到钻杆基体;(4)随焊丝产品附带材质保证书,无磁型耐磨带焊丝附带磁导率检查报告。
三、焊前准备严格地进行焊前准备工作,可以更好地确保耐磨带焊接工作正常进行,获得最佳的焊接效果。
具体地,焊前准备工作分为下列3点:(1)检查钻杆接头表面,保证表面干净,没有任何杂质,如飞尘、污物、油脂和油漆等。
美国安科钻杆接头耐磨带工艺 - 中文翻译稿件
安科耐磨带规范说明准备、焊接和检查以使用安科耐磨带产品(100XT™、200XT™ 及 300XT™)1.0 版2007年 11 月 1 日目录表手册重点和具体章节变更前言和安科产品介绍焊接单位责任(新增)政策声明质保条款和限定第 1 章:安科耐磨带的焊接类型1.1 凸起式耐磨带焊接1.2 平坦式耐磨带焊接第 2 章:通用准备指导和信息2.1 通用耐磨带焊接信息2.2 焊接设备要求2.3 材料准备要求2.4 焊接参数范围2.5 焊丝用量图表2.6 温度换算图表第 3 章:具体焊接程序3.1 在 AISI 4137钢铁钻具接头上加焊耐磨带3.2 在 AISI 4145-HT 或 AISI 1340-HT 钢铁重量级钻杆、钻铤和其他钻井设备上加焊耐磨带3.3 耐磨带重新焊接程序第 4 章:质量控制/第三方检查人员检查标准(本章内容可用作独立检查标准)4.1 焊前设备检查4.2 焊前材料检查4.3 焊后耐磨带检查结束语附件附件 1:耐磨带焊接设备设置工作表附件 2:温度换算图表手册重点本手册过去一直作为“推荐焊接工艺手册”使用,因此要求焊接单位将之视为一种指导,而非技术规范。
今后,本手册将被视作一种“规范说明”,而非一本推荐的焊接工艺手册。
其目的是满足众多客户对安科手册内容进行更新的要求,并要求焊接单位,使其严格按照本手册中阐明的参数进行操作。
今后,寻求认证的焊接单位将被要求演示焊接安科的产品,才能成为“认证焊接单位”。
以后,焊接单位将被颁发一项执照即可适用于所有安科产品。
认证有效期为五 (5) 年。
有效期满之前,需要对焊接单位进行重新认证。
重新认证很简单,只需加工一个焊接样品并提交给安科进行实验室分析。
根据以往的表现,大部分焊接单位都能轻松达标。
其他焊接单位可能需经安科代表实地考察后,方能通过认证。
与焊接单位商谈之后,安科公司会独立决定其是否通过认证。
焊接单位申请认证或重新认证须缴纳一定的费用。
本“规范说明”包括所有安科产品的焊接程序,目前有 100XT,200XT 和 300XT。
钻杆接头耐磨带的使用性能及其堆焊材料

度磨 损 , 用 堆焊 方 式 ( 其 他方 法 ) 耐 磨 材料 沿 采 或 将
钻 杆接 头 圆周方 向堆 焊 ( 或熔 敷) 宽约 3 ~ 0mm、 0 5 厚 2 3m 的环形 带 。 - m 此环 形带 即称之为 钻杆接 头耐磨
带 技术 问世 以来 , 着 现场应 用 中 出现 问题 的逐 步 随
力 相 对增 大 , 时 无 论 是 耐 磨 带 还 是套 管 内壁 f 此 或 井壁)其磨损 现象 会加 剧 。 ) , ( 摩擦 系数 的影 响 。 钻 2 在 井过 程 中 , 是增 大 接头 与套 管 内壁 摩擦 系数 的因 凡 素 , 润滑 剂 品种 或加 入 量不 合适 、 盘 转速增 大 , 若 转 以及 温 度过 高 或 过低 时 , 其磨 损 现 象 也会 加 剧 。3 f1 钻杆接头 耐磨带 与套管( 或井 壁) 材料特 性 。 据摩擦 根 学 中的 “ 附膜 ” 论【, 于 钻杆 钢 与岩 石形 成 的 吸 理 l对 】 摩 擦 副 , 者 之 间很 难 形 成 吸 附膜 , 擦 系数 主要 两 摩
取 决于摩 擦 副材 料 的表 面 特性 , 而摩 擦 副其 表 面特
性是 稳定 的 , 摩擦 系数受 载荷 的影 响较小 。 对于钻 杆 与套 管 钢形 成 的摩 擦副 , 者之 间 比较 容易 形成 吸 两
附膜 , 当施加 正压 力பைடு நூலகம்时 , 随着 吸 附膜 逐渐 被破 坏 , 摩
克 服 , 型 耐磨 带 专 用 堆焊 材 料 不 断 被 推 出 , 磨 新 耐 带 的材料 品 种 已经发 生 了质 的变 化 , 耐磨 带 的使 用
带 。 机理上讲 , 从 钻杆接 头耐磨 带 的作 用是利用 自身 及 其 耐 磨性 , 钻 杆 外 壁 和套 管 内壁 隔 离 , 钻 杆 将 使 不 与套 管壁 或井 壁直 接 接触 , 以保 护 钻杆 接 头 和套 管 免遭 强烈 的磨损 。 然而 , 际情况 并 不简单 , 实 耐磨 带 的出现 , 将钻 杆接 头与套管 内壁 的接触摩 擦 , 换 转 为耐 磨带 与套 管 内壁 的接触 摩擦 。 它们 之 间的摩 擦 磨损 , 不仅 取 决于 两个 接 触体 材料 的特性 及其 匹 配 关系 , 同时还受 到钻井过 程中诸 多因素影响。 近年来 , 在多 种可供 选 用 的套管 防磨技 术 之 中 , 操作 方 便 和 效果最好 者首推 接头耐磨 带 。 研究表 明 , 头耐磨带 接 性 能 ( 与 套管 材 料 的 匹配 性 能) 含 的优化 与改 善 , 是 防止套管 强烈磨损 的关键技 术措施 。 事实上 , 自耐磨
加重钻杆耐磨带焊接实例

加重钻杆耐磨带焊接实例(北京固本科技有限公司)随着石油钻探开采的发展,各类加重钻杆在石油钻探开采中的需求越来越大,用户对产品使用性能的要求也越来越高。
如何采取合理的焊接工艺方法,以实现低成本高效率且又能满足产品技术要求的耐磨带焊接研究成为需要解决的课题之一。
某石油公司研发的材料牌号为AISI4145H钢的114.3mm(4.5in)加重钻杆有4段工作面需要增加耐磨带,4段焊缝分别为币φ158.8mmx101mm、φ127mmx76mm、φ127mmx76mm、φ158.8mmx101mm,焊缝需堆焊3mm厚,加重钻杆内孔为币φ71.41mm,钻杆内螺纹接头与钻杆吊卡扣合处制成18°锥形台肩,焊前经过285~341HBW调质处理。
按石油天然气行业颁布的标准SY/5T146-1997规定:堆焊后,耐磨环外表面应平整过渡,基体不得有裂纹和焊层剥落等缺陷,表面硬度不低于50HRC,为使钻杆焊接后性能满足技术要求,需对原材料的焊接工艺、焊接质量进行分析和试验,以便制定合理可行的焊接工艺。
一、焊接性分析钻杆的材料牌号为AISI4145H,其化学成分符合表1的规定。
表1 AISI4145H的化学成分(质量分数)(%)按照国际焊接学会所推荐的碳当量计算公式,可计算出碳当量Ceq为0.725%~1%。
据大量试验得知:当碳当量Ceq大于等于0.60%时,属于高淬透性的钢,冷裂纹倾向较为严重,焊接性较差,这是因为材料中的含碳量较高,加人的合金元素也较多,在500℃以下的温度区间过冷奥氏体具有更大的稳定性所致其含碳量越高,淬硬倾向越大,冷裂纹倾向也越大,而且由于M点较低,在低温下形成的马氏体一般难以产生“自回火”效应,并且马氏体中的含碳量较高,有很大的过饱和度,点阵的畸变就更严重,因而硬度和脆性就更大,对冷裂纹的敏感性也就更大另外,由于原材料的含碳量及合金元素的含量都较高,因此液一固相区间较大,偏析也更严重,这就促使其具有较大的热裂纹倾向。
钻杆性能参数表

表A.1新钻杆性能(API标准钻杆)代号1代号2公称壁厚(mm)钢级加厚型式钻杆接头连接代号新钻杆内螺纹外径(mm)外螺纹内径(mm)近似重量(kg/m)上扣扭矩(kN.m)管体拉伸屈服(t)接头拉伸屈服(t)管体扭转屈服(kN.m)接头扭转屈服(kN.m)管体挤毁压力(MPa)管体最大内部压力(MPa)23/8 6.657.11G EU NC2685.7344.4510.58 5.5987.77142.2811.869.32150.57149.3627/810.409.19G EU NC31104.7850.8016.5010.70136.11224.8621.9317.84159.35159.52 27/810.409.19S EU NC31111.1341.2817.1913.67175.01282.9728.2022.79204.88205.10 31/213.309.35G EU NC38127.0061.9121.9117.93172.45321.1735.2129.88136.23133.21 31/213.309.35S EU NC38127.0053.9822.2221.56221.73382.1245.2735.93175.15171.27 414.008.38G IU NC40139.7061.9123.6224.21181.21406.9544.2040.35109.60104.52 414.008.38S IU NC40139.7050.8024.0229.50232.99489.9456.8349.16138.87134.39 41/216.608.56G IEU NC46158.7576.2027.7231.72209.91475.5658.4852.8795.3294.88 41/216.608.56S IEU NC46158.7569.8528.0436.09269.89537.0175.1860.14115.65121.99 519.509.19G IEU NC50168.2882.5532.9541.66251.21575.5978.1469.4489.6291.73 519.509.19S IEU NC50168.2869.8533.6051.57322.99703.84100.4785.95108.05117.93 51/221.909.17G IEU51/2FH184.1588.9037.6258.74277.58734.4796.2597.9174.1483.1651/221.909.17S IEU51/2FH190.5076.2039.2770.58356.89873.41123.76117.6487.42106.9251/224.7010.54G IEU51/2FH184.1588.9041.3358.74315.75734.47107.3997.9196.6295.6051/224.7010.54S IEU51/2FH190.5076.2042.9670.58405.96873.41138.07117.64117.37122.911表A.2一级钻杆性能(API标准钻杆)代号1代号2公称壁厚(mm)钢级钻杆接头连接代号一级钻杆最小接头外径(mm)最大接头内径(mm)偏磨内螺纹最小台肩宽度(mm)最小外径&最大内径上扣扭矩(kN.m)管体拉伸屈服(t)接头拉伸屈服(t)管体扭转屈服(kN.m)接头扭转屈服(kN.m)管体挤毁压力(MPa)管体最大内部压力(MPa)23/8 6.657.11G NC2683.3449.21 3.97 4.4468.34112.739.137.40129.13136.56 27/810.409.19G NC31100.0157.94 5.168.12105.75173.3816.8113.53137.29145.84 27/810.409.19S NC31103.1951.59 6.7510.43135.97219.4721.6217.39176.52187.52 31/213.309.35G NC38118.2770.64 6.3513.40134.72244.4827.2622.33115.97121.79 31/213.309.35S NC38122.2463.508.3317.10173.21307.9835.0528.51149.11156.59 414.008.38G NC40127.0074.617.1417.03142.36292.0534.5428.3980.1395.56 414.008.38S NC40131.7666.689.5321.66183.04366.3744.4136.1095.40122.86 41/216.608.56G NC46142.0888.907.5422.02165.21336.6245.8236.7065.2786.74 41/216.608.56S NC46146.8480.179.9228.79212.42434.4458.9147.9975.59111.53 519.509.19G NC50154.7896.048.7329.56197.83415.9161.2849.2760.4383.86 519.509.19S NC50160.3486.5211.5138.27254.36531.1378.7963.7869.15107.82 51/221.909.17G51/2FH170.66108.749.1337.07218.95474.5975.6761.7947.3376.03 51/221.909.17S51/2FH176.21100.0111.9147.06281.50595.3797.2978.4451.6897.75 51/224.7010.54G51/2FH172.24105.579.9240.46248.48519.6884.1367.4466.3787.40 51/224.7010.54S51/2FH178.5995.2513.1052.22319.47656.99108.1687.0377.06112.372表A.3二级钻杆性能(API标准钻杆)代号1代号2公称壁厚(mm)钢级钻杆接头连接代号二级钻杆最小接头外径(mm)最大接头内径(mm)偏磨内螺纹最小台肩宽度(mm)最小外径&最大内径上扣扭矩(kN.m)管体拉伸屈服(t)接头拉伸屈服(t)管体扭转屈服(kN.m)接头扭转屈服(kN.m)管体挤毁压力(MPa)管体最大内部压力(MPa)23/8 6.657.11G NC2682.5551.59 3.97 3.8358.9896.827.84 6.38117.16119.49 27/810.409.19G NC3198.4360.33 4.377.1991.16154.7214.4111.99124.88127.62 27/810.409.19S NC31101.6055.56 5.959.01117.21191.2918.5215.02160.57164.08 31/213.309.35G NC38116.6873.82 5.5611.66116.46214.0923.4719.43103.71106.57 31/213.309.35S NC38119.8668.267.1414.70149.74266.4030.1824.50126.84137.01 414.008.38G NC40124.6278.58 5.9514.56123.43251.7729.8724.2662.9883.62 414.008.38S NC40128.5972.237.9418.47158.69315.2238.4130.7872.53107.51 41/216.608.56G NC46139.7092.08 6.3519.38143.37298.5539.6932.3049.5475.90 41/216.608.56S NC46143.6785.738.3324.52184.33373.3651.0240.8754.6397.59 519.509.19G NC50152.40100.017.5425.71171.73364.3553.1042.8645.1773.38 519.509.19S NC50157.1692.089.9233.29220.80465.3868.2755.4748.8194.35 51/221.909.17G51/2FH167.48112.717.5431.67190.21416.3565.6452.7833.7866.53 51/221.909.17S51/2FH173.04105.5710.3240.79244.56519.6884.4067.9837.6885.53 51/224.7010.54G51/2FH169.86110.338.7335.18215.61451.5472.8658.6450.5376.48 51/224.7010.54S51/2FH174.63101.6011.1145.00277.22574.1693.6774.9955.9598.333表 B.1新钻杆性能(非API标准钻杆)代号1代号2公称壁厚(mm)钢级加厚型式钻杆接头连接代号新钻杆内螺纹外径(mm)外螺纹内径(mm)近似重量(kg/m)上扣扭矩(kN.m)管体拉伸屈服(t)接头拉伸屈服(t)管体扭转屈服(kN.m)接头扭转屈服(kN.m)管体挤毁压力(MPa)管体最大内部压力(MPa)27/810.409.19G EU NT2995.0050.8015.8812.06136.20154.0021.9020.10159.35159.52 27/810.409.19S EU NT2995.0050.8015.8812.06175.10154.0028.2020.10204.88205.10 27/810.409.19S EU NC31104.8050.8016.5010.70175.01224.8628.2017.84204.88205.10 31/213.309.35G EU PD29101.6050.8019.7712.00172.50216.9035.2020.00136.23133.21 31/213.309.35S EU PD29101.6050.8019.7712.00221.80216.9045.2020.00175.15171.27 414.008.38G IU PD39130.0065.1022.7123.32181.30339.0044.2038.87109.60104.52 414.008.38S IU PD39130.0061.9022.7925.20233.80366.9056.8042.00138.87134.39 519.509.19S IEU NC50168.2882.5532.9541.66323.20575.90100.4069.44108.05117.93 519.509.19G EUE NC52173.0488.9032.9544.52251.21592.0078.1474.2089.6291.73 521.909.65S EUE NC52172.0088.9036.6244.73337.9592.79104.2974.55118.96123.77 524.1010.92V EUE NC52172.0088.9041.0148.46420.26642.19127.1880.77162.57155.63 519.509.19S IEU BHDS50168.3082.6034.9753.47322.99575.98100.4789.11108.05117.93 51/223.909.65S IEU BHDS55184.20101.6040.9656.8374.47574.55128.8894.6697.88112.52 51/223.909.65S IEU BHDS55184.2095.3041.1566.3374.47657.43128.88110.597.88112.524表B.2一级钻杆性能(非API标准钻杆)代号1代号2公称壁厚(mm)钢级钻杆接头连接代号一级钻杆最小接头外径(mm)最大接头内径(mm)偏磨内螺纹最小台肩宽度(mm)最小外径&最大内径上扣扭矩(kN.m)管体拉伸屈服(t)接头拉伸屈服(t)管体扭转屈服(kN.m)接头扭转屈服(kN.m)管体挤毁压力(MPa)管体最大内部压力(MPa)27/810.409.19G NT2990.0052.00 3.809.30105.75145.0016.8115.50137.29145.84 27/810.409.19S NT2992.0052.00 4.8010.50135.97145.0021.6117.50176.52187.52 27/810.409.19S NC31103.2050.807.7510.68135.97220.7221.6217.80176.52187.52 31/213.309.35G PD2998.0053.00 5.409.70134.72201.0027.2616.17115.97121.79 31/213.309.35S PD2998.0053.00 5.409.70173.21201.0035.0416.17149.11156.59 414.008.38G PD39124.0067.007.2019.40142.36323.0034.5332.3380.1395.56 414.008.38S PD39126.0065.108.2021.80183.04339.0044.4036.3395.40122.86 519.509.19S NC50160.3486.5211.5138.27254.36531.1378.7963.7869.15107.82 519.509.19G NC52165.1092.5010.8539.40197.83549.0061.2865.6760.4383.86 521.909.65S NC52162.4088.9011.135.89265.87475.3381.6959.8278.41113.16 524.1010.92V NC52162.4088.9011.138.88329.88514.9499.2464.81118.85125.74 519.509.19S BHDS50155.1082.6010.142.77254.36416.6778.7971.2969.15107.82 51/223.909.65S BHDS55168.50101.609.2545.44295.13422.12101.275.7360.52102.88 51/223.909.65S BHDS55170.8095.3010.453.04295.13473.86101.288.460.52102.885表B.2二级钻杆性能(非API标准钻杆)代号1代号2公称壁厚(mm)钢级钻杆接头连接代号二级钻杆最小接头外径(mm)最大接头内径(mm)偏磨内螺纹最小台肩宽度(mm)最小外径&最大内径上扣扭矩(kN.m)管体拉伸屈服(t)接头拉伸屈服(t)管体扭转屈服(kN.m)接头扭转屈服(kN.m)管体挤毁压力(MPa)管体最大内部压力(MPa)27/810.409.19G NT2989.0053.00 3.308.5091.16138.9014.4114.17124.88127.62 27/810.409.19S NT2991.0053.00 4.309.60117.21138.9018.5216.00160.57164.08 27/810.409.19S NC31101.6050.80 6.959.64117.21198.9918.5216.07160.57164.08 31/213.309.35G PD2995.0055.00 3.907.50116.46187.0023.4712.50103.71106.57 31/213.309.35S PD2996.0055.00 4.408.20149.74187.0030.1813.67126.84137.01 414.008.38G PD39122.0069.00 6.2017.10123.43305.0029.8728.5062.9883.62 414.008.38S PD39124.0067.007.2019.40158.69323.0038.4132.3372.53107.51 519.509.19S NC50157.1692.089.9233.29220.80465.3868.2755.4748.8194.35 519.509.19G NC52161.9295.009.9233.90220.8465.3861.2856.5045.1773.38 521.909.65S NC52159.7088.909.7531.38230.7417.2870.7452.2957.1699.02 524.1010.92V NC52159.7088.909.7533.99285.88452.0585.7856.6592.49110.02 519.509.19S BHDS50151.2082.608.1537.43220.8337.4768.2762.3848.8194.34 51/223.909.65S BHDS55165.10101.607.5539.76256.29346.9187.7466.2642.9190.02 51/223.909.65S BHDS55166.8095.308.4046.41256.29384.3187.7477.3542.9190.026注:1、代号1为钻杆管体规格的无量纲名称;代号2为钻杆管体单位长度质量的无量纲名称;2、一级钻杆其壁厚最小为公称壁厚的80%;二级钻杆其壁厚最小为公称壁厚的70%;3、表中所列的性能值不包括安全因素,通常基于单一载荷条件,例如只受拉力。
钻具耐磨带敷焊质量可靠性及技术应用
钻具耐磨带敷焊质量可靠性及技术应用论文关键词:耐磨带钻具铁基合金粉焊丝。
论文摘要:在深井超深井勘探过程中,由于径向力、涡动、横向振动等因素的存在,随着钻井时间的增长,钻柱作用于套管内壁的侧向力增大,导致套管和钻具接头磨损的问题越来越严重。
造成钻具耐磨带失效的主要原因有地层研磨性、钻杆的井下工况、耐磨材料选择与敷焊工艺的影响。
选择合理的耐磨材料与敷焊工艺对解决钻具耐磨带失效问题非常重要。
Keyword :Wearproof girdle 、 Drilling rig 、Unalterable foundation compound metal powder 、Welding wire 。
Abstract :Be living in the deep well ultradeep well prospecting process ,Since radial direction force 、Eddy is stird 、Elements such as horizontal vibration and so on being ,In the wake of well drilling time the increase ,The auger post writings is used the casing inside wall crossrange strenuously to broaden ,It is more and more grave to cause casing and drilling rig to join the wornout problem 。
Create the main reason of wearproof brining failure of drilling rig to possess layer abrasivity 、The drill pipe operational mode under the shaft 、Wearproof stuff selection together with effect applying solderer'sskill 。
石油钻杆接头耐磨带焊接研究

石油钻杆接头耐磨带焊接研究内螺纹接头外圆的一段长度内,再堆焊一层耐磨带使之呈“凸起”状态。
通常,建议在内螺纹接头的外圆上堆焊76mm宽、3mm厚的耐磨带。
于是耐磨带自己形成一个接触面,而不是使钻杆内螺纹接头的全部长度管或裸眼井的内壁表面相接触。
这样就减少了套管和钻杆接头双方的磨损。
例如φ168mm钻杆内螺纹接头外圆上堆焊“口起”状态耐磨带示意1所示。
图1 “凸”状态的耐磨带用这种方法堆焊的耐磨带可以吸收载荷的冲击。
一旦发生了最恶劣的情况,比如说耐磨带被破坏了,那就需要剔除损坏的耐磨带,然后重把整个钻杆从意外的灾难中抢救恢复出来,以便今后继续使用。
钻杆和套管的接触力主要分布在较小的耐磨带区域,而耐磨带的摩擦系数比钻小,当耐磨带与套管的内表面接触吋,由于摩擦系数的减小,同时也降低了钻具在延伸区作业或大角度钻井时产生的较大扭矩和拉力。
这样,拉力的减小又可以减少燃料的消耗。
(2)“平坦”焊接状态的耐磨带只有当钻杆接头的最大外径被限制,以免与套管内径相干涉时,才建议使普通平坦耐磨带的类型。
所谓平焊指耐磨带高度与接头本体直径钻杆接头本体的外径与耐磨带同时都在受到摩擦。
钻杆和套管的接触力或多或少地沿整个钻杆接头的长度方向分布,降低了耐磨带的支撑,同了钻杆接头本体与套管的接触,增大了钻杆接头和套管的磨损。
用这种方法堆焊的任何一种耐磨带,包括KB150,都不能产生最大的耐磨效果对于平坦焊接类型的耐磨带的应用,需要在整个接头的耐磨带区域加工凹槽,然后填充磨带,使之与钻杆接头的外径齐平。
耐磨带区域一18°的吊卡台肩。
例如φ168mm钻杆内螺纹接头外圆上堆焊“平坦”状态耐磨带示意图见图2所示。
图2 “平坦”状态的耐磨带三、钻杆接头表而耐磨带堆焊工艺措施根据钻杆接头化学成分表1和国际焊接学会碳当量公式,求得钻杆接头碳当量Ceq约为0.8%。
表1 AISI4137H钢的化学成分(质量分数,%)对于钻杆接头,分别等离子弧堆焊铁基合金粉末、80%Ar+20%CO2气体保护焊KB150焊丝和98%Ar+2%O2气体保护焊ER70S-2焊丝外加碳化按甘油法,测定的扩散[H]含量约为0.2ml/100g。
钻杆使用手册

钻杆使用手册钻杆使用、维修手册一、钻杆的类型1、磨阻式钻杆每节钻杆由管和焊在管上的无台阶的键组成,加压力由各节钻杆的内外键之间的磨擦力进行传递。
具有易操作,加压行程的独立性高,抗耐磨性好,提升性好等优点,缺点是钻硬质地层的性能差。
2、机锁式钻杆每节钻杆由管和焊在上面的带台阶的键组成,台阶间距与加压油缸行程有关,加压力由机械直接传递。
具有钻硬地层性能强的优点,但不易操作,它的加压油缸的独立性比较差。
抗耐磨性和提升性一般。
3、多锁式钻杆每节钻杆由管和焊在上面的具有连续台阶的键组成,向下的力由锁随时传递。
具有钻硬地层的性能高,加压行程的独立性高,操作性一般,缺点它的抗耐磨性和提升性比较差。
二、钻杆安装、使用方法:1、用主卷扬将钻杆缓缓吊起,让随动架导轨面对准桅杆轨道面后,穿过动力头键套,然后放倒桅杆,扣紧滑耳;最后再立桅,安装钻具;2、上车回转,使钻具定位,驱动动力头旋转,带动钻具转动进行钻进,遇到硬土层时,通过给钻杆加压,直到装满钻具的2/3,然后提钻;3、提钻时,动力头反转1~2圈,使斗门关闭;同时提升主卷扬和动力头,将钻具从孔中提出;4、使用机锁式钻杆时,用动力头将钻杆提起0.3~0.5米(主卷扬不动),反转2~3圈后,再用主卷扬提升钻杆,将钻具从孔中提出;5、转动上车至卸土位置,下压动力头,使斗门打开,将土倒出。
三、钻杆安装时的注意事项:1、安装钻杆时动作要慢,不得使钻杆碰撞动力头和桅杆等;2、安装钻具时,不得使用方头推动钻具;3、下护筒时,不得使用方头推动护筒;4、不得将钻杆安装在钻机上长距离运输和转移工地;5、避免在安装钻具时放平桅杆;6、不得猛烈撞击钻杆;7、在提升过程中,发现带杆现象时,应放下钻杆,重新进行解锁操作后,然后再提升钻杆;8、不得在发现带杆时,反向旋转动力头进行强制解锁,以免损伤钻杆。
四、钻杆分解和结合1、分解:a、将钻杆平放在地面,用内六角扳手将钻杆最内节上的半圆挡板螺栓卸下,取下半圆挡板;b、将最内节由方头端直接抽出;c、然后将其余各内节先由方头端顶出一段后,然后再由随动架端抽出。
加重钻杆耐磨带焊接作业指导书
1.1目的为了确保加重钻杆耐磨带焊接质量达到工艺标准及QHSE管理体系要求,特制定本作业指导书。
1.2 范围适用于加重钻杆耐磨带焊接的全过程。
2 、术语和定义耐磨带;针对钻杆在油井和气井钻探过程中由于摩擦断裂产生的问题,生产出的一种硬质合金,以凸起带状的形式熔合在钻杆接头表面,保护钻杆和套管的材料。
3、岗位基本要求3.1对本岗位涉及到的危害和环境因素能识别,了解本岗位所涉及的危险作业和环境影响。
3.2熟知岗位相关操作技术标准及各项管理规章制度。
3.3身体健康,反应敏捷,能够单独负重50公斤以上3.4具备相应的电、气焊基本知识和操作技能。
3.5对本岗位所管辖的主要及辅助设备做到“四懂三会”。
3.6懂得紧急情况下的应急处理与自救互救。
4、危险源和环境因素及主要风险5、作业程序5.1作业要求5.1.1操作者的劳保穿戴必须符合安全规定,按电焊工的标准进行劳保穿戴。
5.1.2 各操作工位配备足够的照明设施,厂房内备有应急照明灯。
5.1.3工房内应设置足够的风扇,夏季工作区域温度超过35℃时,应采取其他有效的降温措施。
5.1.4 工房内噪声不得超过85Db。
工房内安装排风扇,及时排出各类粉尘和烟尘。
5.2作业流程5.2.1焊接前的检查5.2.1.1焊接设备的检查5.2.1.1.1电焊机的检查:确保焊接设备的送丝机构和焊枪头的正确安装、是否清洁,并且工作正常。
5.2.1.1.2确保耐磨焊丝正确地安装在送丝机构上,并能顺畅送丝。
另外,要保证送丝轮和焊枪头之间的焊丝有一顶的张紧度,但是过度张紧会导致焊丝变形。
5.2.1.1.3确保将焊枪设定在一个合适的角度和恰当的位置,从而得到合格形状的耐磨带。
5.2.1.1.4确保焊接设备的极性连接正确,调节电压、电流、送丝速度、转速及摆动速度等参数,以符合设定的焊接程序。
这些调整取决于焊接设备和操作者,从而得到合格的焊缝形状、高度、厚度等。
5.2.1.1.5冷却水箱运作正常,进、出口水流通畅。
钻杆耐磨带焊丝的工作原理及特征
钻杆耐磨带焊丝的工作原理及特征钻杆接头耐磨带实质上是一个沿接头圆周方向,具有一定宽度和一定厚度的隔离带。
通过这个隔离带,使钻杆接头外壁和套管壁或井壁隔离,避免钻杆接头与套管壁或井壁直接接触,以保护钻杆接头和套管免遭强烈磨损。
所谓综合抗磨性能,是指具有较高耐磨性的同时还必须具有适度的减磨性。
最佳的耐磨性与减磨性之间存在一定的匹配关系,上述技术指标之间以及与摩擦系数之间的函数关系的量化确立,可能对于耐磨带焊接材料性能的重大突破具有重要参考价值耐磨带性能影响因素载荷力的影响:在钻井过程中,凡是增大钻杆接头与套管内壁(或井壁)接触力的因素,都会加剧磨损发生。
如在“狗腿”度大的井段,接头与套管内壁接触压力相对增大,此时无论是耐磨带还是套管内壁(或井壁),其磨损现象就会加剧。
磨擦系数影响:在钻井过程中,凡是增大接头与套管内壁摩擦系数的因素,都会加剧磨损发生。
如润滑剂品种或加入量不合适、转盘转速增大以及温度过高或过低时,其磨损现象也会加剧耐磨带与套管(或井壁)。
材料特性的影响:根据摩擦学中的“吸附膜”理论,对于钻杆钢与岩石形成的摩擦副,两者之间很难形成吸附膜,摩擦系数主要取决于摩擦副材料的表面特性,而摩擦副其表面特性是稳定的,摩擦系数受载荷的影响较小。
对于钻杆与套管钢形成的摩擦副,两者之间比较容易形成吸附膜,当施加正压力时,随吸附膜逐渐被破坏,摩擦副表面特性对摩擦系数形成的贡献越来越大,摩擦系数受载荷的影响较大。
凡是增大摩擦系数的材料特性,都会加剧磨损发生。
固本科技认为钻杆耐磨带焊丝的特征主要有以下几点:1.耐磨带上无龟裂2.在钻井过程中,对套管的磨损降为最低。
3.在裸眼井中,其耐磨性与碳化钨合金相当。
4.提高钻杆接头寿命300%。
5.套管与钻杆接头同时得到保护。
6.可在原先残存的碳化钨堆层上加焊。
石油钻杆耐磨带焊接工艺规程

石油钻杆耐磨带焊接工艺规程(北京固本科技有限公司)1.钻杆接头耐磨带在油气田勘探开发钻井中,尤其是在深井、大位移井、水平井、大斜度井中,由于地层中页岩,石英砂的存在导致钻杆和套管的严重磨损,给钻井施工带来重大损失,因此钻井过程中钻杆和套管的磨损及防磨问题已引起钻井界的密切关注。
从我国油田分布来看,大港、大庆、江苏油田由于地层较软,含岩石量相对较低,因此钻杆磨损相对较小,对于新疆塔里木油田、四川普光油气田,由于这里地层页岩含量大,对钻杆磨损十分严重。
钻杆接头耐磨带以其一定的耐磨性和减磨性,保护钻杆接头和套管免遭强烈的磨损,故在钻井工程中获得了广泛的应用。
钻杆耐磨带主要是采用耐磨带焊丝通过CO2气体保护焊的方式堆焊到钻杆接头部位的一种高合金耐磨材料。
目前进口耐磨带焊丝以美国某公司的100XT型产品使用最广泛,最具代表性;国产耐磨带焊丝以北京固本科技KB-100具代表性。
但无论是那款耐磨带产品其设计都以保护钻杆接头,防止套管磨损为原则。
本文以KB-100耐磨带焊丝为例,详细介绍耐磨带堆焊工艺。
2.耐磨带堆焊工艺(1)耐磨带材料及设备试验采用KB-100耐磨带焊丝,φ1.6mm,耐磨带堆焊设备为ZS2000。
焊接电流285A,电弧电压28V,氩气保护。
耐磨带宽度76mm,厚度3mm,钻杆直径为168.3mm。
KB-100耐磨带焊丝熔敷金属化学成分如表1所示。
表1耐磨带合金成分(质量分数)(%)(2)耐磨带堆焊工艺钻杆接头材质为35CrMoSi,为避免堆焊后产生裂纹,造成堆焊层脱落,堆焊前要对钻杆接头部位进行预热。
高频感应加热升温到300℃,加热时间3min保证扶正器内外温度一致。
以接头φ168mm的钻杆为例,焊接速度为3min堆焊钻杆接头一周,每根钻杆接头连续堆焊三道,所以时间为约10min,每道焊缝约消耗0.25kg耐磨带焊丝。
焊接过程中,要保持钻杆接头部位温度≥250℃,用红外测温计随时监测,若低于250℃,马上停止焊接,再次感应加热至350℃,再次进行堆焊,如此反复进行。
SY标准—摩擦焊钻杆

钢
P
S
max
max
所有组
0.020
0.015
第11页/共61页
• 产品分析 每炉钢的产品分析应用成品钻杆管体(或接头)进行。
第1页/共61页
4 尺寸规格
4.1.1.1 本标准的技术要求适用于下述两组钻杆。 • 第1组——E级钻杆; • 第3组——所有高强度级钻杆(X95、G105和S135钢级)
4.1.2.1钻杆管体应按订货单上规定的尺寸、壁厚和重量供货 (见表2、表3)。所有未规定公差范围的尺寸均是设计的 依据,而非产品验收或拒收的尺寸。
第8页/共61页
• 大钳空间尺寸LPB和LB不能小于表6中规定的值。当该值增大 时,外螺纹接头体长度LP和内、外螺纹接头组合长度L也随其 增大。
• 内螺纹接头外表面可敷焊耐磨带(参见附录B),耐磨带的位 置、尺寸、质量和性能应满足使用要求。
• B.1 内螺纹接头外表面的耐磨带可用铁铬硼硅合金粉喷焊或用 碳化钨粉敷焊。(附录B只供参考,正在制定详细的耐磨带 行业标准)
第18页/共61页
– 硬度 • 内螺纹接头螺纹部分距端面32 mm中间壁厚的剖面上应进
行硬度检验,并应符合表12的规定。 – 钻杆接头表面硬度 • 内外螺纹接头表面硬度为285 HB~341 HB。 – 钻杆接头的拉伸性能和硬度 • 钻杆接头的拉伸性能和硬度应符合表12的规定。
抗拉强度σb MPa
每3个试样为l组的平均最低 吸收能
J(ft-lb) 54 (40) 43 (32) 30 (22) 100 (74) 8 (59) 55 (41)
焊接式加重钻杆 CN 03.30.80.1110
焊接式加重钻杆NS-1号:AA03.30.80.1110修订:2004年11月设备名称:焊接式加重钻杆制造商:通用型号/类型:专有型材料:低合金钢使用环境: NON-NACE修订日期描述02 07/93 范围:增加注1,补充参考:重写第6段子规范90.3:修订总体修订—增加ISO 10407范围:增加了注3内容03 02/95 补充要求:增加段落1.1E&1.1F,修订了焊接冲击功值4.2.2.c,第6段重写了耐磨带新增了附录4和5。
修订了子规范90.304 11/2004 格式改变—新增耐磨带,接头下卸,电子标签要求范围本NS-1规定了焊接式加重钻杆制造的质量和检验最低要求。
它适用于:● 所有操作温度● 无酸性环境● 所有规格的整体加重钻杆该部件应符合API 5D和API SPEC 7和ISO 10407相关章节的要求。
NS-1规范作为补充要求。
如有冲突,优先选用NS-1的规定。
NS-1不包含设计验证,批准和其他设计相关参数。
致采购方本规范规定了钻杆的耐磨带要求。
由于耐磨带是一个选择性要求,只有当采购方要求时本规范才适用。
耐磨带的正确选择,质量和焊接是至关重要的。
保护套管,防止其磨损是第一位的。
修理磨损的套管成本是非常高的。
严重的套管磨损会导致几乎整个完井的废弃。
不受控的耐磨带焊接程序也能够严重影响接头机械性能。
套管的磨损可通过以下方法最小化:i.规定耐磨带的平滑度ii. 泥浆成分,固体含量,固体类型,润滑剂的含量的选择iii 平缓的井眼轨道设计(避免狗腿)如最小化接头/套管的接触力,以降低侧向力以上情形i在本规范补充要求耐磨带一节会有涉及。
情形ii,和iii.,会由钻井工程师和制造商结合钻具可能遇到的使用环境加以规定。
特定环境下,磨料耐磨带会导致严重的套管磨损。
本规范认可的耐磨带的焊接既能降低套管磨损率,又能保护接头防止其过度磨损。
抗磨合金耐磨带和碳化钨耐磨带本规范涉及两种主要的耐磨带类型:抗磨合金耐磨带这些材质为硬合金,不含碳化钨颗粒。
钻杆耐磨带焊接工艺

5
耐磨带与基体熔合较好,无较大裂纹和针孔
10
焊后保温
焊后保温是强制性要求,耐磨带焊接完成之后,应立即使用热 绝缘好的石棉布保温缓慢冷却。包裹焊好的耐磨带接头必须在 空气静止的环境下进行,禁止通风扇在接头逐渐冷却的过程中 直接吹接头。
11
焊后清理
焊后清理是指使用砂轮机打磨耐磨带的重叠区域、飞溅的渣子 和较小的焊瘤。对耐磨带进行焊后清理,可以使耐磨带表面平 滑。 在进行耐磨带焊后清理时,应当注意必须等待钻杆接头冷却到 70℃以下进行。
目录
一 二 五
六
三
七
四
八
2
耐磨带焊接是一个涉及多种焊接器材、焊接材料的焊接
加工过程。耐磨带焊接工艺由8个步骤组成:焊接设备选
型、焊接材料选型、焊前准备、预热、设定焊接参数、 焊后保温、清理、检验。
4
焊接设备是整个耐磨带焊接的关键所在,一般来说,焊接设备由3大部分组成, 分别是:焊机、钻杆旋转装置、焊枪控制装置。 其中,焊机的选择需要注意以下两个事项。 (1)根据钻具耐磨带和堆焊的特殊性,在设备选择上选用电压为22V~28V、电 流为240A~320A的自动气体保护直流焊机。 (2)选用速度可调、送丝结构平稳的焊机,压丝轮紧度可调,要适中。送丝速
120-130 mm/min
8-12mm
90°
12-16 L/min
Байду номын сангаас
9
耐磨带焊后质量要求
按以上焊接参数敷焊,质量应达到以下技术要求:
1 2 3 4
焊接过程稳定,送丝平稳
耐磨带尺寸符合标准要求,宽度30~35mm,高度2mm
耐磨带表面鱼鳞状花纹均匀、致密、平整、光滑
耐磨带表面无过多残渣、飞溅,无咬边现象,边缘齐整
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钻杆耐磨带焊机参数性能使用手册
4、该设备采用熔化极气体保护自动焊接方式,配套焊接电源为TKR500
系统控制采用PLC可编程控制器作为主控单元,配套焊接电源以及各动作的程序和保护等组成本专用焊接设备电气控制系统。
现场使用
耐磨带自动傅焊焊机在内蒙古大牛地气田钻井现场,石油固本耐磨带焊丝KB114成功地进行了近多1000根钻具接头耐磨带堆焊,经检测,堆焊表面没有裂纹、残渣、污物和气孔、砂眼、咬边、焊瘤等缺陷,搭接区表面过渡平滑,焊缝中没有层裂,耐磨带与母材基体结合牢固,达到《石油钻杆接头》的有关要求。
经过井下实际使用后耐磨带没有任何脱落,磨损均匀,没有发现裂纹等缺陷。
耐磨带表面堆焊后有效减少了钻具的摩擦阻力,对钻杆和套管起到了较好的保护作用,不仅节约了钻具接头对焊修复费用,而且缩短了钻井周期,节约了钻井成本。