点焊机参数设定对照表
点焊参数初始设定参考
7 2 五步电流递增设定 2 450 300 1.5 3 500 500 1.0
7 2 五步电流递增设定 2 150 300 0.5 脉冲1焊接时间 (周) 12 14 6 7 6 7 6 7 3 250 500 0.5 冷却时间 (周) 1 1 2 2 2 2
非镀锌板和电镀锌板焊接 GMT范围 (mm) 0.70-1.09 1.10-1.39 1.40-1.59 1.60-1.79 1.80-2.09 2.10-2.39 2.40-2.79 2.80-2.99 3.00-3.40 步数 增加电流 焊点数 增加电流/点 焊接压力(kgf) 总焊接时间 低碳钢 高强度 (周) 钢 218 304 9 304 431 10 431 431 12 431 545 15 545 545 727 727 863 545 727 727 863 863 1 150 100 1.5 18 21 24 28 28 焊接脉冲数 1 1 2 3 3 3 4 4 4 4 450 600 0.75 焊接电流(kA) 保持时间 低碳钢 高强度 (周) 钢 9.0 9.5 2 9.5 10.0 2 10.0 10.0 2 10.5 11.0 4 11.0 11.5 12.0 12.5 13.0 5 675 900 0.75 11.5 12.0 12.0 13.0 13.0 4 4 8 8 8 总计 2025 2500 / GMT范围 (mm) 0.70-1.09 1.10-1.39 1.40-1.59 1.60-1.79 1.80-2.09 2.10-2.39 2.40-2.79 2.80-2.99 3.00-3.40 步数 增加电流 焊点数 增加电流/点 焊接压力(kgf) 总焊接时间 低碳钢 高强度 (周) 钢 218 304 12 304 431 14 431 431 18 431 545 21 545 545 727 727 863 545 727 727 863 863 1 150 100 1.5 24 28 30 35 35
路杰点焊机参数解释

路杰公司点焊机参数解释
第一阶段:
C1:预压时间(表示上电极动作压到工件的时间,如果此参数太小则可能出现炸火的现象。
)
C21:焊接周期(表示焊机焊接放电的时间)根据工件情况调节此参数
C41: 放电电流(表示焊机放电焊接时的电流大小)(此参数调节太小则焊不牢,太大则烧坏所焊工件)
第二阶段
C22:即第一阶段完成工件焊接后到第二阶段焊接开始之间的时间停留段长短。
C23: 焊接周期(同第一段C21功能一样)
C42:放电电流(同第一阶段C41功能一样0
第三阶段:
C24: (同第二阶段C22功能一样)
C25: (同第二阶段C23功能一样)
C43: (同第二阶段C42功能一样)。
点焊参数
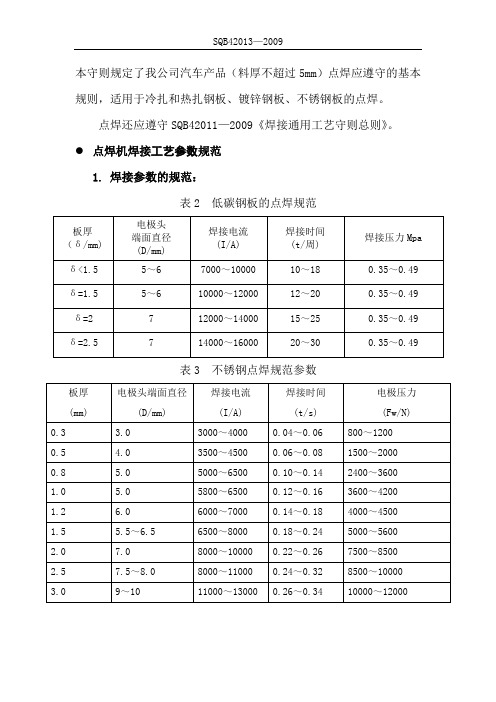
本守则规定了我公司汽车产品(料厚不超过5mm)点焊应遵守的基本规则,适用于冷扎和热扎钢板、镀锌钢板、不锈钢板的点焊。
点焊还应遵守SQB42011—2009《焊接通用工艺守则总则》。
点焊机焊接工艺参数规范
1.焊接参数的规范:
表2 低碳钢板的点焊规范
表3 不锈钢点焊规范参数
表4 镀锌钢板的点焊规范
2.点焊接头的最小搭边宽度和焊点的最小点距
a)点焊接头的最小搭边宽度见图1
最小搭边宽度
b = 4δ+8 (当δ
1<δ
2
时,按δ
2
计算)
其中 b ——搭边宽度,mm ;δ——板厚,mm
图1 搭边尺寸
b)点焊接头的最小搭边宽度和焊点的最小点距见表4
表4 点焊接头的最小搭边宽度和焊点的最小点距单位mm
3.点焊熔核直径的合格判定基准
点焊熔核直径合格判定基准见表5
表5 点焊熔核直径的合格判定基准单位: mm。
点焊机技术参数
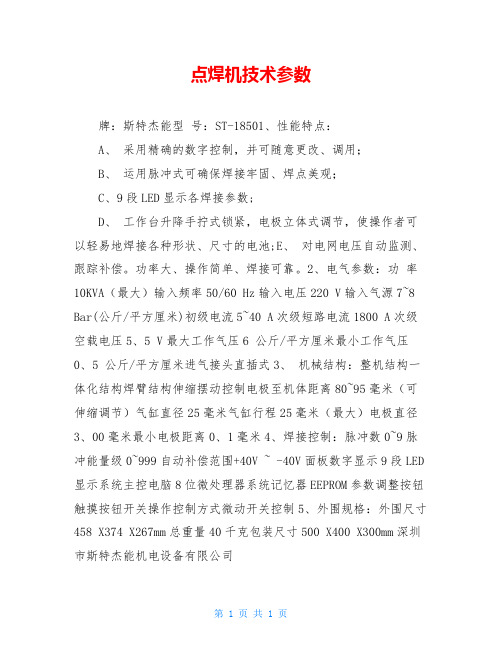
点焊机技术参数
牌:斯特杰能型号:ST-18501、性能特点:
A、采用精确的数字控制,并可随意更改、调用;
B、运用脉冲式可确保焊接牢固、焊点美观;
C、9段LED显示各焊接参数;
D、工作台升降手拧式锁紧,电极立体式调节,使操作者可以轻易地焊接各种形状、尺寸的电池;
E、对电网电压自动监测、跟踪补偿。
功率大、操作简单、焊接可靠。
2、电气参数:功率10KVA(最大)输入频率50/60 Hz输入电压220 V输入气源7~8 Bar(公斤/平方厘米)初级电流5~40 A次级短路电流1800 A次级空载电压5、5 V最大工作气压6 公斤/平方厘米最小工作气压0、5 公斤/平方厘米进气接头直插式3、机械结构:整机结构一体化结构焊臂结构伸缩摆动控制电极至机体距离80~95毫米(可伸缩调节)气缸直径25毫米气缸行程25毫米(最大)电极直径3、00毫米最小电极距离0、1毫米4、焊接控制:脉冲数0~9脉冲能量级0~999自动补偿范围+40V ~ -40V面板数字显示9段LED 显示系统主控电脑8位微处理器系统记忆器EEPROM参数调整按钮触摸按钮开关操作控制方式微动开关控制5、外围规格:外围尺寸458 X374 X267mm总重量40千克包装尺寸500 X400 X300mm深圳市斯特杰能机电设备有限公司
第 1 页共 1 页。
点焊参数指导

点焊参数指导~1~~2~【补正】【设定条件的注意要点】①使用薄板侧条件时、板厚比在 1.4以上时,电流值取其相加平均值。
②使用垫板及SR30(SR40)的电极时,电流提高10%。
③设定加压力如果不会跳到490N(50kg)时,取高一档加压力。
例如:对于2100N(220kg)请使用2450N(250kg)的电流值、通电时间。
④使用垫板时,当下板<上板(3 层板重叠时的中间板),电流计算上的下板=上板(3层重叠时的中间板)+上板(3 层重叠时:中间板-下板)。
⑤以上条件为通常的参考性标准,实际操作中,还要根据具体情况来设定。
⑥“通电时间”的“t”指使用的板厚值(单位:mm)3、系列焊接的适用值②镀层钢板板厚要在 1.0mm以下③裸钢板的板厚要在 1.2mm以下。
4、打点焊接的系列焊接条件~3~电流值、通电时间选定指南材质类型板层数表面处理加压压力选择建议电流值通电时间同材质PINCHER(夹钳型)2层3层4层取薄板厚度取最厚的2层板的平均值相加平均最大条件STUD(柱压型钳)2层3层相加平均取最厚的2层板的平均值相加平均最大条件不同种材质PINCHER(夹钳型)2层只有裸材含镀层相加平均(全部有镀层)相加平均相加平均相加平均STUD(柱压型钳)3层◆4层只有裸材含镀层取电流值最大2层板的平均值全部镀层取最厚的2层板的平均值最大条件最大条件※电流值=9680+10340※通电时间=(8+2+2)+(10+2+2)【设定条件举例】①SHP28 1.2t, SGAC270-45/45 1.4t, SGAH28-45/45 1.6t夹型钳、直接⑴加压力:SGAC270-45/45 1.4t:2.94KN(300Kg)SGAH270-45/45 1.6t:3.43KN(350Kg)(2.94+3.43)/2= 3.19KN(325Kg)⑵电流值、通电时间:参考“设定加压力3430N(350Kg)”一栏。
SGAC270-45/45 1.4t 1.6t:11,300N+100012,300 N SGAC270-45/45 1.6t 1.6t:11,300N+100012,300 N 补正后※电流值(电流值最高的2层的 1等级的相加平均) =(12300+12500)/2= 12400 A※通电时间(最大条件:1.6t镀板28)=16+2(补正)= 18周波②系列SENC 0.8tSPC 1.0t⑴加压力:镀板28 0.8t柱压钳1760N(180Kg)(加压侧)⑵电流值、通电时间:参考“设定加压力1960N(200Kg)”一栏。
电阻点焊的主要技术参数.
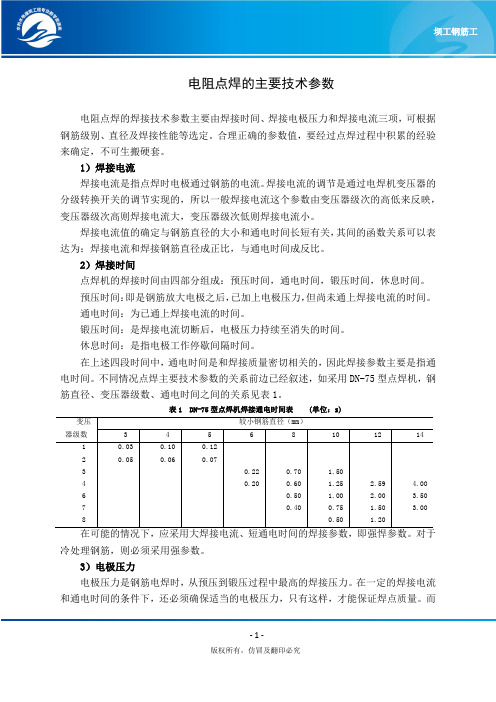
电阻点焊的主要技术参数电阻点焊的焊接技术参数主要由焊接时间、焊接电极压力和焊接电流三项,可根据钢筋级别、直径及焊接性能等选定。
合理正确的参数值,要经过点焊过程中积累的经验来确定,不可生搬硬套。
1)焊接电流焊接电流是指点焊时电极通过钢筋的电流。
焊接电流的调节是通过电焊机变压器的分级转换开关的调节实现的,所以一般焊接电流这个参数由变压器级次的高低来反映,变压器级次高则焊接电流大,变压器级次低则焊接电流小。
焊接电流值的确定与钢筋直径的大小和通电时间长短有关,其间的函数关系可以表达为:焊接电流和焊接钢筋直径成正比,与通电时间成反比。
2)焊接时间点焊机的焊接时间由四部分组成:预压时间,通电时间,锻压时间,休息时间。
预压时间:即是钢筋放大电极之后,已加上电极压力,但尚未通上焊接电流的时间。
通电时间:为已通上焊接电流的时间。
锻压时间:是焊接电流切断后,电极压力持续至消失的时间。
休息时间:是指电极工作停歇间隔时间。
在上述四段时间中,通电时间是和焊接质量密切相关的,因此焊接参数主要是指通电时间。
不同情况点焊主要技术参数的关系前边已经叙述,如采用DN-75型点焊机,钢筋直径、变压器级数、通电时间之间的关系见表1。
表1 DN-75型点焊机焊接通电时间表 (单位:s)变压器级数较小钢筋直径(mm)3 4 5 6 8 10 12 141 0.03 0.10 0.122 0.05 0.06 0.073 0.22 0.70 1.504 0.20 0.60 1.25 2.59 4.006 0.50 1.00 2.00 3.507 0.40 0.75 1.50 3.008 0.50 1.20冷处理钢筋,则必须采用强参数。
3)电极压力电极压力是钢筋电焊时,从预压到锻压过程中最高的焊接压力。
在一定的焊接电流和通电时间的条件下,还必须确保适当的电极压力,只有这样,才能保证焊点质量。
而- 1 -电极压力主要和钢筋直径有关,焊接钢筋直径大,电极压力也大,它们成正比关系。
点焊机的技术参数
点焊机的技术参数
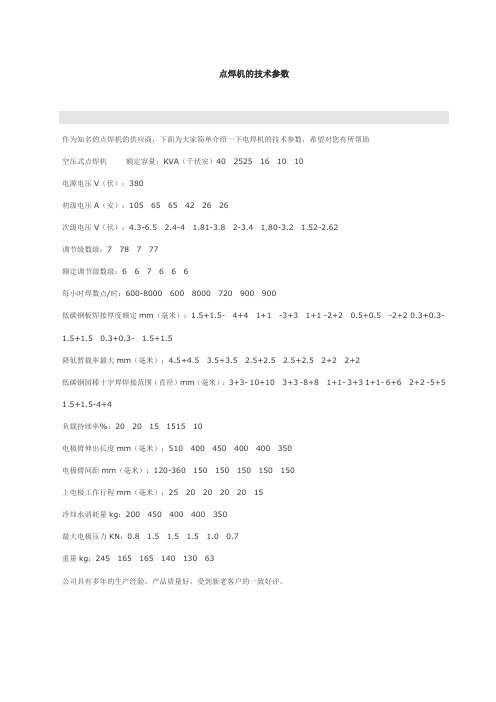
作为知名的点焊机的供应商,下面为大家简单介绍一下电焊机的技术参数,希望对您有所帮助
空压式点焊机额定容量:KVA(千伏安)402525161010
电源电压V(伏):380
初级电压A(安):105 6565422626
次级电压V(伏):4.3-6.5 2.4-4 1.81-3.82-3.4 1.80-3.2 1.52-2.62
调节级数级:778777
额定调节级数级:66766 6
每小时焊数点/时:600-80006008000720900900
低碳钢板焊接厚度额定mm(毫米):1.5+1.5- 4+4 1+1 -3+3 1+1 -2+20.5+0.5 -2+2 0.3+0.3- 1.5+1.5 0.3+0.3- 1.5+1.5
降低暂载率最大mm(毫米):4.5+4.5 3.5+3.5 2.5+2.5 2.5+2.52+22+2
低碳钢园棒十字焊焊接范围(直径)mm(毫米):3+3- 10+103+3 -8+81+1- 3+3 1+1- 6+62+2 -5+5 1.5+1.5-4+4
负载持续率%:202015151510
电极臂伸出长度mm(毫米):510400450400400350
电极臂间距mm(毫米):120-360150150150150150
上电极工作行程mm(毫米):252020202015
冷却水消耗量kg:200450400400350
最大电极压力KN:0.8 1.5 1.5 1.5 1.00.7
重量kg:24516516514013063
公司具有多年的生产经验,产品质量好,受到新老客户的一致好评。
电阻点焊的主要技术参数.
电阻点焊的主要技术参数电阻点焊的焊接技术参数主要由焊接时间、焊接电极压力和焊接电流三项,可根据钢筋级别、直径及焊接性能等选定。
合理正确的参数值,要经过点焊过程中积累的经验来确定,不可生搬硬套。
1)焊接电流焊接电流是指点焊时电极通过钢筋的电流。
焊接电流的调节是通过电焊机变压器的分级转换开关的调节实现的,所以一般焊接电流这个参数由变压器级次的高低来反映,变压器级次高则焊接电流大,变压器级次低则焊接电流小。
焊接电流值的确定与钢筋直径的大小和通电时间长短有关,其间的函数关系可以表达为:焊接电流和焊接钢筋直径成正比,与通电时间成反比。
2)焊接时间点焊机的焊接时间由四部分组成:预压时间,通电时间,锻压时间,休息时间。
预压时间:即是钢筋放大电极之后,已加上电极压力,但尚未通上焊接电流的时间。
通电时间:为已通上焊接电流的时间。
锻压时间:是焊接电流切断后,电极压力持续至消失的时间。
休息时间:是指电极工作停歇间隔时间。
在上述四段时间中,通电时间是和焊接质量密切相关的,因此焊接参数主要是指通电时间。
不同情况点焊主要技术参数的关系前边已经叙述,如采用DN-75型点焊机,钢筋直径、变压器级数、通电时间之间的关系见表1。
表1 DN-75型点焊机焊接通电时间表 (单位:s)变压器级数较小钢筋直径(mm)3 4 5 6 8 10 12 141 0.03 0.10 0.122 0.05 0.06 0.073 0.22 0.70 1.504 0.20 0.60 1.25 2.59 4.006 0.50 1.00 2.00 3.507 0.40 0.75 1.50 3.008 0.50 1.20冷处理钢筋,则必须采用强参数。
3)电极压力电极压力是钢筋电焊时,从预压到锻压过程中最高的焊接压力。
在一定的焊接电流和通电时间的条件下,还必须确保适当的电极压力,只有这样,才能保证焊点质量。
而- 1 -电极压力主要和钢筋直径有关,焊接钢筋直径大,电极压力也大,它们成正比关系。
点焊技术参数及设备
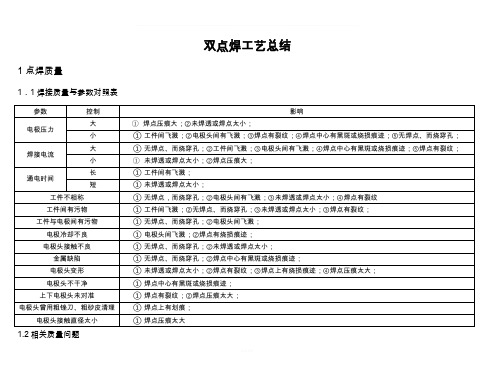
双点焊工艺总结1 点焊质量1.1焊接质量与参数对照表1.2相关质量问题1.2.1飞溅原因(1)开始时电极预紧压力过小,熔化核心周围未形成塑性金属环而向外飞溅;(2)加热结束时,因加热时间过长,熔化核心过大,在电极压力下,塑性金属环发生崩溃,熔化金属从焊件之间或焊件表面溢出。
1.3焊接质量一般要求1.3.1 焊透率点焊接头的强度决定于焊点的几何尺寸及其内外质量。
一般要求熔核直径随板厚增加而增大。
熔核在单板上的熔化厚度hn对板厚度δ的百分比称焊透率A,即 A=单板上的熔化高度hn/板厚δ×100%。
通常规定A在20%-80%范围内。
实验表明,焊点熔核直经符合要求时,取A》20%便可保证焊点的强度。
A过大,熔核接近焊件表面,使表面金属过热,晶粒粗大,易出现飞溅或熔核内产生缩孔、裂纹等缺陷,接头承载能力下降。
一般不许A>80%。
参考:(1)薄板焊接——薄板焊接时,因散热强烈,焊透率宜选小,可取10%左右。
(2)不同板厚焊接——薄板一边焊透率选10-20%。
(3)镁合金焊接——选60%左右。
(4)钛合金焊接——可达95%。
※一般焊透率选40%左右较好。
1.3.2表面质量一个好的焊点,从外观上看,表面压坑浅,平滑均匀过渡无明显凸肩或局部挤压的表面鼓起,不允许有外表环状或经向裂纹,表面不能有熔化或粘附的铜合金。
从内部看,焊点形状规则,均匀其尺寸能满足结构强度的要求,核心内部无贯穿性或越规家值的裂纹,结合线深入及缩孔均在规定范围内,焊点核心无严重过热组织及其它不允许的缺陷。
1.3.3焊点直径直接决定了接头的强度。
一般焊点直径为:d=2δ+3(δ为板厚)。
在板件搭边宽度的允许下,焊点直径应尽量大点。
2点焊工艺介绍2.1 点焊过程2.1.1概述点焊经如图1所示过程:是一种永久结合的金属连接方式。
焊件通过焊接电流处局部发热而发生塑性变形,同时在焊件加热处施加压力,形成熔核。
焊件自身的电阻,产生相当大的热量,温度也很高。
直流电焊机参数

直流电焊机参数
直流电焊机参数
一、技术参数
1.额定电压:220V
2.额定功率:400W
3.调节范围:0-400W
4.调节精度:±5%
5.机械性能:振动范围1-5毫米
6.热保护:120℃
7.电焊时间:0-30秒
8.焊丝口径:10-30mm
9.焊接电流:50-400A
10.耐压:1500V
11.工作温度:0-80℃
12.尺寸:300mm*200mm
二、安装操作
1.安装时,请遵循有关安装规范,并避免与易燃易爆物品接触。
2.开机前,请检查本机电路和联接电路,确保电路和接线正确,检查空气流通及漏电保护功能正常。
3.开机前,请检查本机电源电压是否符合要求,以免发生故障。
4.开机后,请确认电焊条的规格及电流值,以免造成焊接失败。
5.焊接时,请确保电焊部位的清洁,以免焊接失败。
6.安装完成后,请进行定期维护,确保机器正常运行。
焊机参数设置表

焊丝直径(mm) 0.6 0.8 1 1.2
1.6
焊接电流(安) 49~90 50~120 70~180 90~350
150~500
气体流量 焊接速度
6~15升/分 ≧30米/时
15~25升/ 分
焊机焊接参数设置参考值(详细请查看焊机作业安全指导书)
电弧电压(伏)
平焊
立焊、仰焊
18~22
18~22
20~26
气体流量 6~15升/分
焊接速度 ≧30米/时
150~500 15~25升/分
18~24
22~28
18~26
25~36
焊接电流(安)
75~120 130~170 180~210 220~260
焊丝直径(mm) 0.6 0.8 1 1.2 1.6
焊接电流(安) 气体流量 焊接速度
49~90
50~120 70~180
6~15升/分 ≧30米/时
90~350
150~500 15~25升/分
焊机焊接参数设置参考值(详细请查看焊机作业安全指导书)
电弧电压(伏)
平焊
立焊、仰焊
18~22
18~22
20~26
18~24
22~28
18~26
25~36
焊接电流(安)
75~120 130~170 180~210 220~260
焊丝直径(mm) 0.6 0.8 1 1.2
1.6
焊接电流(安) 49~90 50~120 70~180 90~350
焊机焊接参数设置参考值(详细请查看焊机作业安全指导书)
电弧电压(伏)
平焊
立焊、仰焊
18~22
18~22
20~26
自动焊机参数表V1.1

编号 P000 P001 r002 P003 P004 P005 P006 P007 P008 P009 P100 P101 P102 P103 P104 P105 P106 P107 P108 P109 P110 P111 P112 r201 r202 r203 r204 名 称 单位 默认值 第一组 参数 备 注 编号 r206 r209 r212 r213 r214 r205 r215 r216 P217 名 称 单位 默认值 备 注 升降位置 厘米 焊接模式 0:横纹;1:单道;2:坡度 行走器内温度 焊接方向 =1从左向右;=0从右向左 送丝电机输出 % 对应0~100占空比 故障代码 见报警代码表 横移电机输出 % 对应0~100占空比 横纹焊接宽度 厘米 从零点开始计 升降电机输出 % 对应0~100占空比 横纹横移速度 米/分 横移位置 厘米 水平跨越距离 厘米 自动计算秒表功能 水平焊接宽度 厘米 从零点开始计 自动计算 计算辊面速度和变频频率关系 垂直跨越距离 厘米 参数密码 0 第四组 参数(需输入密码才可进入) 垂直焊接宽度 厘米 特指坡度焊高度方向 横纹焊启弧联锁 0 0:不联锁;1:联锁 P300 50Hz对应辊面速度 米/分 第二组 参数 P305 升降电机升初始值 自动送丝速度 米/分 P306 升降电机降初始值 手动送丝初速 米/分 5秒后开始加速 P307 横移电机初始值 手动送丝末速 米/分 10秒后加到末速 P308 送丝电机初始值 自动升降速度 米/分 自动提枪的速度 P309 送丝电机速度系数 1 第五组 参数(需输入密码才可进入) 手动升降初速 米/分 3秒后开始加速 手动升降末速 米/分 5秒后加到末速 P400 单道跨越速度 米/分 自动回零横移速度 米/分 自动回零的速度 P401 侧面跨越速度 米/分 手动横移初速度 米/分 3秒后开始加速 P402 停弧回丝长度 厘米 手动横移末速度 米/分 加到末速 P403 启弧送丝加速时间 秒 手动辅传初速 米/分 P404 停弧填弧坑时间 秒 手动辅传末速 米/分 P405 停弧回烧时间 秒 辅传初速持续时间 秒 P406 自动提枪高度 厘米 自动辅传速度 米/分 P407 提枪回零 1自动;0手动 第三组 参数(该组均为实际显示值) P408 横移回零降枪 1自动;0手动 起弧条件 P409 无线信道 1 1~8 送丝速度 米/分 r410 电池电压 手操器电池电压 辊面速度 米/分 P411 设备类型 出厂设定好,不可修改 横移速度 米/分 P412 参数复位 0 参数复位为默认值,需重启 注:凡手操器中参数无法在表中找到定义的,均为未使用参数。
点焊参数设定说明

表示本次的测定要减去最后一个周波。
⑦按机能选择键使“打印设置”灯亮,按“→”键,按“#”键直到出现“#ソクテイデータ(测定数据)”,按“GO”键,再按“→”键,按“#”键直到出现“ィンタバルP(间隔P)”,按“GO”键存储,最后按两次“→”键,将间隔数据设定为“1”,按“GO”存储,设定完成。
⑧按机能选择键使“计数器”灯亮,按“0”后按“GO”键,再按“→”、“0”、“GO”将计数及预置数清“0”.
⑨按机能选择键使“CH条件”灯亮,设定停顿判断时间为15,按“GO”键存储,再按两
次“→”键,选定测量范围为“#25KA”后按“GO”键存储。
⑩.按主面板上的“测定”键,将CH(频道)设定为1,再按“A/B选择键”选择“A”监控模式,最后再按下“监控器ON/OFF”、“计数器ON/OFF”键。
⑾将测量线圈挂到下点焊臂上,开始工作。
⑿测量结束后,先将测量线圈拿下来,再关闭电流计电源,最后关闭稳压器电源。
熔接电流计用来检测点时机的实际电流变化,如果超过点焊机电流0--5%的时候,就会打印出带“*”的数据,使用时应该注意使用规则,防止损坏。
焊接参数设定作业指导书

审核(日期)
审定(日期)
批准(日期)
标记
处数
更改文件号
签字(日期)
作业指导书
文件编号
HC-2632-01
版次
A1
工序名称
焊接参数设定
页次
2/6
序号
作业内容
2、焊接参数设定对照表:
焊丝规格
焊机型号
工件
厚度
焊接电压
焊接电流
送丝速度
焊丝伸出长度
焊接速度
保护气体流量
φ0.8mm
NBC200、250
7.焊丝的安装:根据所用焊丝规格选用送丝滚轮上对应的槽,如槽磨损严重影响送丝,则应调换新槽或新轮。装焊丝盘时应注意出线方向,握紧焊丝,避免它弹出或松散。剪掉折下的那部分线头,锉掉尖角,使线头可顺利穿过导线管又不损害软管。旋转压力调节器的弹簧螺栓,调整送丝压力,把焊丝顶在钢板上阻止焊丝前进,让送丝滚轮可以继续滚动,又不引起焊丝在焊嘴内堆积或在送丝滚轮出线处滑出即可,太大的压力会压扁焊丝,给软管、焊嘴带来损坏。定期(一周左右)取用中性肥皂水清洗送丝软管,并保持焊机内的清洁、畅通。
5.焊接速度:焊接速度过快会产生未熔合、未焊透、夹渣等缺陷,同时气体保护效果变坏易产生气孔;焊接速度过低则容易产生烧穿、焊缝组织粗大等缺陷,且变形增大;
6.保护气体流量:CO2气体流量过小,保护气体不足易产生气孔等缺陷;气体流量过大,不仅浪费气体,还增加了氧化性。当焊接电流
大,速度快,焊丝伸出长时,应加大气体流量。另CO2气瓶的压力值低于1MPa时应停止使用,以防止水分过多而引起气孔及裂纹;
4-6mm
29-32
200-220
随电流变化
300~400mm/Min
点焊机操作
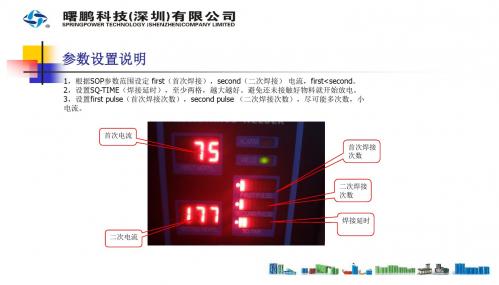
1,根据SOP参数范围设定 first(首次焊接),second(二次焊接) 电流,first<second。 2,设置SQ-TIME(焊接延时),至少两格,越大越好。避免还未接触好物料就开始放电。 3,设置first pulse(首次焊接次数),second pulse (二次焊接次数),尽可能多次数,小 电流。
感应器 感应到指示
压力0.2-0.4MP
首次电流 首次焊接 次数二次Leabharlann 接 次数焊接延时 二次电流
焊针点检要求
焊针要求外观光洁如图2,尖端平齐。 当出现图1所示烧黑的状况要及时打磨或更换。
错误: 焊针烧黑
正确: 焊针表面 光洁
图1
图2
气压,距离要求
1,气压要求0.2-0.4MP,过低将导致接触不好,虚焊。过高会压坏物料。 2,焊针与物料表面距离越低越好,以保证焊接感应器可靠触发。 当发现焊针抬起来明显变慢,则本次焊接没放电,需要调整焊针与物料的距离。
点焊焊接规范参数表

C30-5144
1、3
9.5
1.8
9
70
后地板总成
A-035
232150
X25-3315
2、4
9.5
1.8
9
71
后地板总成
A-035
232151
X25-3315
1、3
9.5
1.8
9
72
后地板总成
A-035
232151
C30-5144
2、4
9.5
1.8
9
73
车身下部焊接总成
UB-020
282018
UB-010
282006
X55-2706T
1、3
14.5
7.4
14
90
车身下部焊接分总成
UB-010
282006
X38-3208TL
2、4
11.1
1、3
10.1
2.4
12
86
车身下部焊接分总成
UB-010
282012
C30-4532B
2、4
10
2.6
12
87
车身下部焊接分总成
UB-010
282007
X30-Z10015
1、3
12.3
2.4
14
88
车身下部焊接分总成
UB-010
282007
C35-Z2808T
2、4
11.7
2.6
12
89
车身下部焊接分总成
222102
C35-3303T
1、3
11
3
12
48
后车架总成一
A-001