FANUC 0i mate TD 数控车床主轴故障调试分析
FANUC数控机床主轴故障诊断与维护
FANUC数控机床主轴故障诊断与维护作者:李刚指导老师:楚雪平摘要:数控机床的故障包括很多方面,本文主要以FANUC数控机床为例对主轴故障诊断与维修进行分析。
本文作者认为,数控机床主轴故障诊断与维修的一般步骤为:①观察故障现象并做好记录,②分析故障现象,③结合数控系统自诊断功能进一步确定故障原因,④排除故障。
经过实践验证,该方法切实有效。
关键词:FANUC数控机床;主轴故障;诊断维修;主轴是数控机床的重要零件之一,主轴旋转产生切削的主运动是形成切削的重要条件。
因此,本文作者认为研究主轴故障诊断与维修的方法是很有必要的。
一、FANUC数控机床主轴常见故障类型FANUC数控机床主轴故障有很多种,造成这些故障的原因也非常多。
但最常见的故障类型包括以下几种:主轴电机不转、电机转速异常、主轴电机振动或噪声太大、主轴电机过热等。
在分析故障的起因时,一定要开阔思路,尽可能考虑各种因素。
二、FANUC数控机床主轴故障诊断的方法(一)、FANUC数控机床主轴控制原理FANUC数控机床的主轴控制方式有串行控制和模拟控制两种,可以通过特定参数的设置进行选择。
无论采用哪种主轴控制方式,都要对主轴的方向和速度进行控制,也就是说主轴的控制包括两个方面:速度和方向。
1、FANUC数控机床主轴速度控制原理在串行主轴输出有效的情况下,S指令的执行主要由CNC控制来实现。
而在模拟主轴输出有效的情况下,则只可以使用主轴转速指令控制和基于PMC的主轴速度指令控制。
这里,本文作者只对串行主轴S指令控制原理进行分析。
如图一所示,第1次执行数控加工程序中的S指令时,CNC将首先以二进制代码形式把S代码信号输出到PMC特定的代码寄存器F22~F25中。
第1次之后,CNC再执行S指令时将不再发出S指令选通信号SF;然后经过S代码延时时间TMF(由系统参数设定,标准设定时间为16ms)后发出S指令选通信号SF到PMC;当PMC接收到SF信号为1时,向CNC输入结束信号FIN,CNC接收到结束信号FIN后,经过结束延时时间TFIN(由系统参数设定)先切断s指令选通信号SF,再切断结束信号FIN,S指令就执行结束,CNC将读取下一条指令继续执行。
FANUC0_TD系统数控车床疑难故障维修两例

FANUC0-TD系统数控车床疑难故障维修两例戴志文1 超过z轴正侧的行程限位报警故障现象:机床上电后,进行z轴回零操作,机床z轴以不正常的速度向零点冲去,直至发生z轴正侧超程报警。
按[re set]键解除报警后,机床手动运转,使机床向报警的反方向移动,能解除超程报警,但再作z轴回零操作时,故障仍旧。
处理过程:检查数控系统主印刷板、存储板、轴控制板等,线路板的报警指示灯都未亮,主印刷板上的LED显示,正常时L1应亮绿色,但这时L1未亮,因此怀疑某块印刷板有问题,用代换法把另一台同型号的主印刷线路板等逐一地替换,故障仍未排除,因此可以肯定,故障不在这些线路板上,主板的L1绿色灯未亮是其他原因引起的。
根据故障现象,z轴回零时,其回零速度异常,以较快速度冲向零点,因此检查了z轴的伺服放大器、伺服电机和位置编码器,用手动方式使z轴点动移动,并逐一将快速倍率置于不同挡位,其z轴运转都正常,且CRT显示的数值与z轴实际移动量相符,因此可以把那些认为z轴的伺服放大器、伺服电机和编码器等有问题的怀疑排除。
z轴点动正常,而回零不正常,与z轴回零有关的只有未检查的z轴的回零参考点开关。
利用机床电路图,找到了z轴回零参考点开关的输出值为X17.5,x轴为X16.5。
翻开诊断页至X17、X16,人为压z轴回零参考点开关时,X17.5无变化。
用万用表测该行程开关及接线,发现行程开关正常,接线断了一条,更换后正常。
原来z轴回零之前,都要手动往z轴负方向移动后才作z 轴回零的,而回零参考点开关是常闭触点,z回到零后触点才断开的。
而这次故障是由于z轴负方向移动一段距离后,作z轴回零时,因z轴回零参考点开关的线已断开,使数控系统误以为z轴已回到原点,但CRT上z轴数值又不为零,造成误动作,此故障的确少见。
2 x轴z轴都会超程报警故障现象:因一台同型号数控车床发生911号报警,RAM出现奇偶错误,怀疑存储板有故障,用另一台数控车床的存储板代换,确认故障。
FANUC数控系统故障现象分析与处理

FANUC数控系统故障现象分析及处理1.FS6系列,第一机床厂的CK6140数控车床(系统:system-3TD31-05。
CNC主板型号:A20B-0008-0200.211。
主轴伺服控制板型号:A350-0008-T372/04。
)例1 车床主轴无论正、反转,运转约5min后,按停止按钮,主轴旋转不能立即停止(无制动),若再启动机床主轴(不论方向如何)时,机床CRT无显示报警号,主轴驱动器控制板上的LED3灯亮,机床不能运行。
分析排除:该车床为直流主轴驱动,LED3灯亮的原因是直流电机输入电源相序不正确或缺相造成,由于机床已使用过,接线未动,不可能是相序不正确,应是缺相造成。
缺相原因可能是某个晶闸管损坏或驱动器未触发其晶闸管工作转换(逆变)。
因主轴开始能运行一段时间,只要不是热稳定性差应是未触发晶闸管工作转换(逆变)所致。
速度反馈回路、电流反馈回路及其控制电路是造成未触发晶闸管工作转换(逆变)的主要原因。
故①查主轴编码器及其传动,传动无松动,编码器工作正常,说明速度反馈回路正常。
②更换主轴伺服控制板备用板,故障现象未改变(该板在另一台车床上试用正常),说明控制回路正常。
③在电流反馈回路上,因未检测到零电流,系统撤消了触发脉冲,出现逆变颠覆导致缺相报警,更换电流互感器后故障消除。
例2 用换刀指令开始找不到刀位号,经修理刀架又不能锁紧,但在所指定的刀位处刀架有停顿现象,然后刀架继续旋转。
分析排除:刀架找不到刀位号一般是接近开关无DC24V或8个接近开关中有损坏的。
刀架不能锁紧一般是刀架电机反转延时参数不对,或刀架夹紧到位限位开关不起作用,或锁紧机构有故障。
经关机后用手盘刀架电机,刀架锁紧正常,说明锁紧机构正常,用万用表查限位开关,动作和线路正常,说明不是限位开关不起作用。
故①查接近开关无DC24V,系电源线端脱焊所致。
②焊好脱线后,刀架能在指定刀位有停顿现象,但刀架未锁紧,说明刀架PLC输入输出信号正常,进一步检查系夹紧延时参数不对所致,调整后故障排除。
FANUC数控系统维修实例
案例四 模拟主轴控制用的D/A变换器异常
对于410、411报警,有电气的方面原因,也有机械方面原 因。
FANUC数控系统维修实例
案例二 Z轴偶然出现410或411报警
[故障原因]
(1) 电气方面原因 ① 电机动力电缆故障; ② 伺服电机故障; ③ 伺服放大器故障; ④ 制动器故障。
FANUC数控系统维修实例
案例二 实例
案例二 Z轴偶然出现410或411报警
[故障解决]
更换供给24 V电压的印制电路板,机床恢复正常。
FANUC数控系统维修实例
案例三 不定期出现SP9012或SV0432报警
[故障现象]
数控系统选用0iMD系统,配置αi伺服单元,配置斗笠式刀库 (固定换刀),不定期出现SP9012、 SV0432报警,基本都是出现 在换刀期间主轴吹气时。
FANUC数控系统维修实例
案例一 如何屏蔽机床主轴位置编码器
[故障解决]
经检查是主轴上所带的位置编码器坏了,可屏蔽位置编码器,使 机床正常工作。根据参数4002#2确定是否使用位置编码器,为0表示 不使用;为1表示使用。
屏蔽掉位置编码器后,机床能正常运行,但不能进行螺纹切削、 恒线速、每转进给等与位置编码器相关的操作。
FANUC数控系统维修实例
案例四 模拟主轴控制用的D/A变换器异常
[故障原因]
可以查阅维修说明书(B64305CM)判断故障原因,与主轴有 关的报警信息一览表。
根据故障现象可知,用户在调试过程中产生报警,因为FANUC 数控系统刚使用,产品本身应该不会有故障,则故障原因可能是模 拟量容易受到干扰,应检查干扰源。
[故障分析]
① 单独使吹气电磁阀吸合,观察是否有故障产生。 ② 检测吹气电磁阀吸合时αi伺服单元的工作电压。
FANUC系统交流数字主轴驱动单元常见故障分析及解决方法
FANUC系统交流数字主轴驱动单元常见故障分析及解决方法1、过热报警(LED显示AL-01)交流主轴电动机的过热开关断开。
解决办法:①检查CN1插头是否连接不牢。
①是否主轴电动机负载太大、电动机太热,等温度降低后再开机看是否还有报警。
①拔下控制板CN2插头,用万用表测量插脚2、3之间的阻值,正常应为短路,如果开路,则是电动机或反馈线断线,检查电动机的热保护开关或反馈线。
①如果CN1的2、3之间正常,则更换控制板上的HY4,(RV05)厚膜电路。
2、速度误差过大报警(LED显示AL-02)主轴电动机的实际速度与指令速度的误差值超过允许值,一般是起动时电动机没有转动或速度上不去。
解决办法:①不起动主轴,用手盘主轴使主轴电动机快速转动起来,估计电动机的实际速度是多少,让另外一人观察主轴控制板上LED显示值,看是否基本一致,一般情况为100~200r/min。
如果只有1~2转或10转以下,则是电动机速度传感器或速度反馈回路故障,用示波器测控制板上的PA、PB端子的波形,正常为直流2.5V,有0.5V的正弦波动;如果不是,拆下主轴电动机的速度传感器(在电动机后部,拆下风扇和风扇下面的盖,即可看见一块小的印制板带一个白色的圆形传感头),如果传感头上有磨损,则坏了,应更换(FANUC有售,根据电动机型号可查到传感器的型号,例如电动机型号最后四位为B100,则传感器的型号为A860-0854-V320)。
注意调整传感器与测速齿轮之间的间隙,应为0.1~0.15mm。
①如果PA、PB波形正常,而LED显示速度不正常,再测PAP、PBP,应为方波;如果不是,则更换控制板,或修理。
①如果速度显示正常,则查电动机或动力线是否正常,动力线可用万用表或兆欧表测量出,电动机如果有问题,一般会出过电流报警而不会出此报警。
①电动机动力线相序是否接错。
如果不对,在起动时主轴来回转几下后出此报警。
①查主回路接触器是否吸合,如果没有吸合,则测量接触器的线圈有无200V交流电压。
数控机床故障诊断与维修FANUC...

项目2:FANUC 0I MATE-D数控系统调试与维修任务1 FANUC 0I MATE-D数控系统的操作任务2 FANUC 0I MATE-D数控系统的连接任务3 FANUC 0I MATE-D数控系统电源故障任务4 FANUC 0I MATE-D数控系统基本参数设置任务5 FANUC 0I MATE-D数控系统报警故障任务1 FANUC 0I MATE-D数控系统的操作 2.1.1 FANUC 0i Mate-D数控系统MDI面板1.MDI键盘区上面四行为字母、数字和字符部分,用于字符的输入;其中“EOB”为分号(;)输入键。
2.SHIFT键:上档键;3.CAN键:退格/取消键;4.INPUT键:写入键;5.ALTER键:替换键;6.INSERT键:插入键;7.DELETE键:删除键;8.PAGE键:翻页键;9.HELP键:帮助键;10.RESET键:复位键;11.方向键;软键区;下页键(NEXT)。
任务1 FANUC 0I MATE-D数控系统的操作2.1.2数控系统和加工操作有关的画面1. 回参考点(REF):进行机床机械坐标系的设定,用机床操作面板上各轴返回参考点用的按钮使刀具沿指定的方向移动。
2. 手动(JOG):按机床操作面板上的进给轴方向选择开关,机床沿选定轴的选定方向移动。
3. 增量进给(INC):按机床操作面板上的进给轴和方向选择开关,机床在选择的轴选方向上移动一步。
4. 手轮进给(HND):通过旋转机床操作面板上的手摇脉冲发生器使机床连续不断地移动。
5. 存储器运行(MEM):程序预先存在存储器中,当选定一个程序并按了机床操作面板上的循环启动按钮时,开始自动运行。
6. MDI运行:在MDI面板上输入10行程序段,可以自动执行,MDI运行一般用于简单的测试操作。
7. 程序编辑(EDIT):进行数控加工程序的编辑、修改、查找等功能。
任务1 FANUC 0I MATE-D数控系统的操作 2.1.3 数控系统和机床维护操作有关的画面1.参数设定画面2.诊断画面3.PMC画面4.伺服监视画面5.主轴监视画面任务2 FANUC 0i Mate-D数控系统的连接 2.2.1 FANUC 0i Mate-D数控系统基本构成C 控制用CP电源回路2.2-4轴控制卡3.LCD 显示控制4.MDI 接口电路5.I/O LINK串行输入输出接口电路6.主轴控制接口7.RS232C接口8.存储卡接口任务2 FANUC 0i Mate-D数控系统的连接 2.2.2 FANUC 0i Mate-D数控系统整体连接2.2.3 FANUC 0i Mate-D控制单元硬件连接图1.图2.2.2.4 FANUC 0i Mate D控制单元接口任务3 FANUC 0i Mate-D数控系统电源故障 2.3.1 数控系统电源接通与切断控制数控系统控制电源不能正常接通,是数控机床维修过程中经常遇到的故障之一,维修时必须从数控机床电源回路工作原理入手。
数控车床主轴常见故障的分析排除方法
数控车床主轴常见故障的分析排除方法数控车床,又称为CNC车床,即计算机数字控制车床,是我国使用量最大、覆盖面最广的一种数控机床,约占数控机床总数的25%。
那么数控车床变频器修理方法呢?以下是店铺为您整理的有关数控车床变频器修理方法的资料,希望对你有帮助。
数控车床主轴常见故障的分析排除一、不带变频的主轴不转1)机械传动故障引起处理方法:检查数控车床皮带传动有无断裂或机床是不是挂了空档。
2)供给主轴的三相电源缺相或反相处理方法:检查电源,调换任两条电源线。
3)电路连接错误处理方法:参阅电路连接手册,确保连线正确。
4)系统无相应的主轴控制信号输出处理方法:用万用表量系统信号输出端,若无主轴控制信号输出,需更换相关IC元件或送厂维修。
5)系统有相应的主轴信号输出,但电源供给线路及控制信号输出线路存在断路或是元器件损坏处理方法:用万用表检查系统与主轴电机之间的电源供给回路,信号控制回路是不是存在断路;各连线的触点是不是接触不良;交流接触器,直流继电器是不是损坏;检查热继电器是不是过流;检查保险是不是烧毁等。
二、带变频器的主轴不转1)机械传动引起处理方法:检查皮带传动有无断裂或机床是不是了空挡。
2)供给主轴的三相电源缺相处理方法:检查电源,调换两条电源线。
3)控系统的变频器控制参数未打开处理方法:查阅参数说明书,了解变频参数并更改。
4)系统与变频器的线路连接错误处理方法:查阅系统与变频器的连线说明书确保连线正确。
5)模拟电压输出不正常处理方法:用万能表检查系统的模拟电压是不是正常,检查模拟电压信号线连接是不是正确或接触不良,变频接收的模拟电压是不是匹配。
6)强电控制部分断路或元器件损坏处理方法:检查主轴供电这一线路各触点连接是不是可靠,线路有没有断路,直流继电器是不是损坏,保险管是不是烧坏。
7)变频器参数未调好处理方法:变频器内含有控制方式选择,分为变频器面板控制主轴方式,NC系统控制主轴方式等,若不选择NC系统控制方式,则无法用系统控制主轴,修改这一参数;查相关参数设置是不是合理。
FANUC 主轴 故障参数调整
FANUC位置编码器电机时转时停故障解决方法C轴是围绕Z轴的旋转轴。
Cs是主轴,Cs轮廓控制轴,反馈特种编码器。
Cf是进给轴。
FANUC主轴需要1024的位置编码器。
FANUC有360000的高分辨率脉冲编码器。
现在也有串行脉冲编码器1000000脉冲的。
Mzi传感器,M代表电机,z代表传感器,为一霍尔元件。
不是位置编码器。
Bzi是内装电机应用的。
Czi是轮廓控制加工时应用的。
主轴内是否有一速度检测的脉冲编码器,没有。
靠什麽做速度反馈。
原配置为带PSM的放大器,伺服电机需要加一个SVU,带光栅尺,需要增加什麽。
0I-B 有一个四个轴的光栅尺板,光缆(0I-A不需要光栅尺板和光缆),3/4轴卡,电池。
车床车螺纹加工时的位置编码器必须为1:1安装。
不论是串行主轴还是模拟主轴。
3105#2。
车床8133#1=1,主轴定位,其他没别的,主轴定位角等参数。
P407,408,1020。
8130=3,1020=67。
0I-TB,MA TEB同样。
4001#2=1,安装位置编码器。
9929#6=1外部信息显示9930#2=1外部数据输入9929#6=0 9930#2=0不显示9929#6=1 9930#2=19929#6=1 9930#2=09929#6=0 9930#2=1没有信息内容时不显示。
电机时转时停,故障解决方法:AMR,接线(相序接的是否正确),A型接口B型接口短路棒设定(只有一半激磁)。
定向(准停):主轴(不是电机)装位置编码器。
内装Mzi-SENSOR,主轴和位置编码器为1:1连接。
内装SENSOR,主轴和位置编码器不是1:1连接,需要磁传感器,或外装接近开关。
4003#位置编码器方式准停,主轴位置编码器与主轴用齿轮或同步带1:1连接。
(JY2,JY4)使用主轴上的内装传感器准停,主轴电机与主轴用齿轮或同步带1:1连接。
(JY2)在主轴上使用内装传感器准停,主轴电机与主轴用齿轮或同步带1:1连接。
发那科FANUC 0系统的疑难故障分析及排除
发那科FANUC 0系统的疑难故障分析及排除(100例)数控产品网 2008-06-04 来源:网络转载阅读:7885次[ 内容简介 ]发那科FANUC 0系统的疑难故障分析及排除(100例)序号故障征兆故障原因解决办法1当选完刀号后,X、Y轴移动的同时,机床也进行换刀的动作,但是,X、Y轴移动的距离,与X、Y轴的移动指令不相吻合,并且每次的实际移动距离与移动指令之差还不一样没有任何报警,应属于参数问题。
1.修改参数0009号TMF,由0000****修改为0111****,该故障得以解决。
当0009=0000****时,TMF=16msec。
当0009=0111****时,TMF=128msec。
2.冬天,有可能润滑油的黏度大。
2手动脉冲发生器偶尔失效手动脉冲发生器的信号回路产生故障1. 确认手动脉冲发生器是否正常。
2. 更换存储板3机床不能回机床参考点检查参数534,最好在200~500之间1)把机床移动至坐标的中间位置再试试。
2)更换电机位置编码器4机床工作三小时,X轴发现振动声音在显示器屏幕上没有报警,是由参数设置不正确而引起的1)、修改8103#2=0→12)、修改8121=120→1005进给轴低速运行时,有爬行现象调整参数1)调整伺服增益参数;2)调整电机的负载惯量化。
6机床回参考点时,每次返回参考点时的位置都不一样调整参数重新计算并调整参考计数容量的值,即参数4号~7号或者参数570~573的值7切削螺纹时,乱扣更换了位置编码器和主轴伺服放大器及存储板都无效时参数49号设定不对,修改参数49#6由0→1。
8不能进行螺纹切削位置编码器反馈信号线路1)更换主轴位置编码器;2)修改参数;9在单脉冲方式下,给机床1μ指令,实际走30μ的距离。
参数问题参数8103设定错误,修改8103#5由1→010车床:用MX不能输入刀偏量未设参数参数10#7位设111X、Y轴加工圆度超差没有报警调整参数:1)伺服的增益:要求两轴一致。
浅谈FANUC0iD系统数控机床故障诊断与维修
浅谈FANUC0iD系统数控机床故障诊断与维修FANUC 0iD系统是目前市场上常用的一种数控系统。
在机床加工过程中,系统故障是常见的问题。
因此,快速有效地诊断和解决问题是保障机床正常运转的重要保证。
本文将介绍FANUC 0iD系统的故障诊断和维修。
一、故障现象分析机床故障的现象表现是多样的,对于FANUC 0iD系统,故障可能表现在以下几个方面:1. 机床开机后无法正常工作:机床开机启动后,电源灯、维护灯、程序灯都亮,但只有一段蜂鸣声,之后机床无法正常工作,如无动作、无报警提示等。
2. 系统报警:FANUC 0iD系统有多种报警方式,如系统报错、编码器异常、伺服驱动器故障等。
3. 外围设备异常:FANUC 0iD系统是控制系统,但机床运行的还有其他外围设备,如气源、液压等,这些设备的异常也会导致机床无法正常工作。
二、故障诊断和解决方法对于FANUC 0iD系统的故障,需要在掌握系统基本原理的基础上进行分析。
通常采取以下步骤进行故障诊断和解决:1.确认故障现象:在发现机床出现异常现象后,需要进行确认,包括检查控制面板、观察机床运转状态、查看报警信息等,以便更准确地判断故障类型。
2. 排除外围设备故障:当发现机床无法正常工作时,首先需要确认外围设备的状态。
例如,若气源出现异常,可能导致机床无法正常工作,这时需要找到气源设备进行检查和维修。
3. 检查控制系统:当真正确定故障发生在控制系统内时,需要进行掌握控制系统基础原理,弄清故障产生的根本原因。
可能需要查看FANUC 0iD系统的参数设置、控制面板显示是否正常、伺服轴的运行方式是否正常等等。
4. 解决问题:处理问题的方法应该因问题而异。
一般来说,可以采取以下措施:- 设定新的参数或修改旧的参数- 更换故障部件、修复故障部件- 清除系统报警- 重启机床或控制系统总结FANUC 0iD系统是常用的数控系统,因此出现故障也是常有的事。
若出现故障现象,需要快速确认、定位和解决问题,以保障机床的稳定运行。
FANUC主轴驱动系统的通用故障分析
主轴驱动系统的通用故障分析主轴驱动系统的简单分类主轴驱动系统的常见共性故障分析1.直流可控硅主轴伺服单元2.交流模拟主轴驱动单元3.交流数字主轴驱动单元4.α系列电源模块5.α系列电源模块6.α系列主轴模块报警7.α系列主轴模块错误主轴驱动系统的简单分类:序号名称维修品的特点简介所配系统型号1直流可控硅主轴伺服单元型号特征为A066041 主回路有12个可控硅组成正反两组可逆整流回路,200V三相交流电输入,六路可控硅全波整流,接触器,三只保险。
电流检测器,控制电路板(板号为:A200008-0371~0377)的作用配早期系统,如:3,6,5,7,330C,200C,是接受系统的速度指令(0-10V模拟电压)和正反转指令,和电机的速度反馈信号,给主回路提供12路触发脉冲。
报警指示有四个红色二极管显示各自的意义。
2000C等。
2交流模拟主轴伺服单元型号特征为A066044,主回路有整流桥将三相185V交流电变成300V直流,再由六路大功率晶体管的导通和截止宽度来调整输出到交流主轴电机的电压,以达到调节电机的速度的目的。
还有两路开关晶体管和三个可控硅组成回馈制动电路,有三个保险、接触器、放电二极管,放电电阻等。
控制电路板作用原理及上述基本相同(板号为:A200009-0531~0535或A201000-0070 ~ 0071 )。
报警指示有四个红色二极管分别代表8,4,2,1编码,共组成15个报警号。
较早期系统,如: 3,6,7,0A等。
3交流数字主轴伺服单元型号特征为A066055,主回路及交流模拟主轴伺服单元相同,其他结构相似,控制板的作用原理及上述基本相似(板号为A201001-0120),但是所有信号都转换为数字量处理。
有五位的数码管显示电机速度,报警号,可进行参数的显示和设定。
较早期系统,如: 3,6,0A,10/11/12,15E,15A,0E,0B等。
4交流S系型号特征为A066059,主回路该为印刷板结构,其0系列,列数字主轴伺服单元他元件有螺钉固定在印刷板上,这样便于维修,拆卸较为方便,不会造成接线错误。
加工中心主轴故障 主轴驱动系统故障诊断与维修
加工中心主轴故障主轴驱动系统故障诊断与维修导读:就爱阅读网友为您分享以下“主轴驱动系统故障诊断与维修〞的资讯,希望对您有所帮助,感谢您对92to 的支持!工程2 主轴驱动系统故障诊断与维修一、实训要求1.了解主轴驱动系统的工作原理。
2.掌握交流变频器的操作方法。
3.能对变频器进行参数设置及故障排除。
4.能分析和排除主轴常见故障。
二、实训设备4台FANUC 0i Mate-md数控维修铣床,2台GSK980TD 数控维修车床,7台数控电气维修实验台。
三、实训必备知识1. 主轴驱动系统的工作原理及接线图2-1 GSK980TDA数控车主轴驱动变频器接线图图2-2 FANUC 0I MATEMD数控铣主轴驱动变频器接线图? 变频器的原理根据公式:n=60f/p 可知交流异步电机的转速与电源频率 f 成正比与电机的极对数成反比,因此,改变电机的频率可调节电机的转速。
通常我们为了保证在一定的调速范围内保持电动机的转矩不变,在调节电源频率 f 时,必须保持磁通Φ不变,由公式U≈E=4.44fWKΦ可知,Φ∝U/f 所以改变频率 f 时,同时改变电源电压U,可以保持磁通Φ不变。
目前大局部变频器都采用了上述原理。
用同时改变f和U 的方法来实现电机转速n的调速控制,并使得输出扭矩在一定范围内保持不变。
注:电机的极对数与转速V,U,W代表三相电机的每一相,电机内部共有3组线圈,每一组就是一相,出来两个线头,3相共出6个线头,分别按照一定的接法接到三相电源上。
一组线圈或一相包含多个线圈,但不会是单数的,因为它要组成南北两个极,而且在电机内部是对称的,例如图1,其中一相V,有两个线圈一个在上部一个在下部,两个线圈是串联的,通电时就产生两个磁极,图2的V相有4个线圈,也串联在一起,也是对称的,但它有4个极,这个图只是告诉大家线圈在电机内部的方位,和所谓的磁极对数。
第一个图每一相有南北两个极,就是一对磁极,磁极对数是1,通常叫它2极电机,转速最快。
FANUC主轴驱动系统的故障分析
FANUC主轴驱动系统的故障分析FANUC主轴驱动系统是机床的重要组成部分之一,其主要功能是控制主轴的转速和转矩,保证机床的加工质量和稳定性。
然而,由于长时间使用或其他原因,主轴驱动系统可能出现各种故障,给机床的正常运行带来困扰。
下面将对FANUC主轴驱动系统的故障进行分析。
首先,主轴驱动系统可能出现的故障之一是主轴不转或无转矩。
可能的原因有:1.电源问题:检查电源是否正常供电,确保电压和电流符合要求。
2.主轴电机故障:检查主轴电机是否正常工作,是否有异常声音或烧毁的痕迹。
3.控制器问题:检查控制器的电路和连接是否正常,是否有松动或腐蚀现象。
4.传感器问题:检查主轴转速传感器和主轴转矩传感器是否正常工作,是否有损坏或连接不良。
5.主轴刹车故障:检查主轴刹车是否正常松开或闭合,是否有异常磨损或损坏。
另外,主轴驱动系统可能出现的故障之二是主轴转速不稳定。
可能的原因有:1.电源波动:检查电源供电是否稳定,排除电源波动的影响。
2.主轴电机故障:检查主轴电机是否存在转子偏磁、线圈短路或断路等问题,及时修复或更换电机。
3.控制器参数设置问题:检查控制器的参数设置是否正确,包括速度环和电流环的设置。
4.传感器问题:检查主轴转速传感器的连接是否良好,是否有松动或腐蚀现象。
最后,主轴驱动系统可能出现的故障之三是主轴振动过大。
可能的原因有:1.主轴松动:检查主轴端部是否存在松动现象,检查主轴轴承是否磨损或损坏。
2.主轴轴承故障:检查主轴轴承是否存在异响、振动或发热等现象,及时更换或修复。
3.主轴不平衡:检查主轴是否存在不平衡现象,进行动平衡校正。
4.机床结构问题:检查机床整体结构是否牢固,是否存在共振或变形现象。
通过以上的故障分析,对于FANUC主轴驱动系统的故障可以根据具体情况进行相应的排查和解决。
及时检修和维护主轴驱动系统,保证其正常运行,是保障机床加工质量和生产效率的重要环节。
FANUC数控系统故障诊断及参数的恢复调试-文档
FANUC数控系统故障诊断及参数的恢复调试某厂生产的CK6150数控车床,采用FANUC 0i-mate数控系统,开机后出现报警信息:“970 NMI OCCURRED IN PMCLSI”,机床无法启动。
查阅相关资料知,该报警的含义是:PMCLSI内部发生NMI(非屏蔽中断)或RAM出现奇偶错误,故笔者初步断定数控系统出现故障,需进行诊断与维修。
1 数控系统硬件故障的诊断维修FANUC 0i-mate数控系统采用模块化结构,母板上安装有各种功能的子卡,如轴控制卡、显示卡、CPU卡、FROM/SRAM卡及模拟主轴模块等,系统由输出电压为直流24伏的电源单元供电。
由于本单位有相同类型的数控系统,故维修诊断采用替换法进行。
为确保替换上的板卡不出现意外,笔者对供电模块进行了检查,经测量,该模块供电电压稳定输出在直流24 V,工作正常,可以进行板卡的替换维修工作。
首先替换母板,上电后系统依然报警,无法启动,考虑到系统的显示功能工作正常,接着分别更换了轴卡及CPU卡,上电后,系统终于可以正常启动了,由此确定系统的母板(型号为:A20B-8101-0285/02A)、轴卡(型号为:A20B-3300-0393/02A)、CPU卡(型号为:A20B-3300-029/04C)已损坏,需要更换。
至此,数控系统硬件故障的诊断维修工作初步完成。
2 数控系统用户参数的恢复与调试在更换了数控系统的母板、轴卡、CPU卡后,系统虽然能正常启动,但依然出现了“935”号报警,即用来存储参数和加工程序等数据的SRAM发生了ECC错误。
我们知道,在FROM/SRAM 卡里,存储有CNC系统软件及机床厂家开发的用户程序(PMC梯形图)等,开机后,系统软件和用户软件只有正常登录到DRAM 模块和伺服卡上的RAM后,数控机床才能正常工作。
一般情况下,FANUC系统自带的系统软件用户是无法删除的,出现错误的应是机床厂家开发的用户软件。
造成此错误的可能原因有三个:一是锂电池没电,导致FROM/SRAM卡内的数据丢失;二是FROM/SRAM卡内的数据被破坏,如进行了上电清零操作;三是FROM/SRAM卡本身损坏。
FANUC数控系统故障现象分析与处理

FANUC数控系统故障现象分析及处理1.FS6系列,沈阳第一机床厂的CK6140数控车床(系统:system-3TD31-05。
CNC主板型号:A20B-0008-0200.211。
主轴伺服控制板型号:A350-0008-T372/04。
)例1 车床主轴无论正、反转,运转约5min后,按停止按钮,主轴旋转不能立即停止(无制动),若再启动机床主轴(不论方向如何)时,机床CRT无显示报警号,主轴驱动器控制板上的LED3灯亮,机床不能运行。
分析排除:该车床为直流主轴驱动,LED3灯亮的原因是直流电机输入电源相序不正确或缺相造成,由于机床已使用过,接线未动,不可能是相序不正确,应是缺相造成。
缺相原因可能是某个晶闸管损坏或驱动器未触发其晶闸管工作转换(逆变)。
因主轴开始能运行一段时间,只要不是热稳定性差应是未触发晶闸管工作转换(逆变)所致。
速度反馈回路、电流反馈回路及其控制电路是造成未触发晶闸管工作转换(逆变)的主要原因。
故①查主轴编码器及其传动,传动无松动,编码器工作正常,说明速度反馈回路正常。
②更换主轴伺服控制板备用板,故障现象未改变(该板在另一台车床上试用正常),说明控制回路正常。
③在电流反馈回路上,因未检测到零电流,系统撤消了触发脉冲,出现逆变颠覆导致缺相报警,更换电流互感器后故障消除。
例2 用换刀指令开始找不到刀位号,经修理刀架又不能锁紧,但在所指定的刀位处刀架有停顿现象,然后刀架继续旋转。
分析排除:刀架找不到刀位号一般是接近开关无DC24V或8个接近开关中有损坏的。
刀架不能锁紧一般是刀架电机反转延时参数不对,或刀架夹紧到位限位开关不起作用,或锁紧机构有故障。
经关机后用手盘刀架电机,刀架锁紧正常,说明锁紧机构正常,用万用表查限位开关,动作和线路正常,说明不是限位开关不起作用。
故①查接近开关无DC24V,系电源线端脱焊所致。
②焊好脱线后,刀架能在指定刀位有停顿现象,但刀架未锁紧,说明刀架PLC输入输出信号正常,进一步检查系夹紧延时参数不对所致,调整后故障排除。
FANUC 0i mate TD数控车床主轴故障调试分析

作者 的技 能水平 提 出了更 高 的要求 。在数 控机 床
的装 配调试 过 程 中 , 针 对 各 功 能 部件 不 能 正 常 工
“ M0 3 S 6 0 0 ” 指令 , 主轴 不 能转 动 。初 步排 除线 路 和参 数 故 障后 , 考 虑变 频 器 和 P MC方 面 的故 障 。 查看 主轴 电气 原理 图见 图 l , 变频 器 通过 J A4 0接 收数 控 系统发 出 O V~ I O V 模 拟 电压 作 为 速度 指 令, 根据 P MC发 出 的 方 向信 号 指 令 , 控 制 UVw 输 出 主轴 电动 机转 动 。
型故 障进行 分 析并最 终解 决问 题 。
1 故 障现 象
YL 一5 6 9 A 数控车床配 置 F ANUC 0 i ma t e
T D数 控 系统 , 开 机后 C R T显示“ S P 1 2 2 o ” 报警, 主轴 不能 正常 转动 , 查看 报警信 息 为“ 无 主轴放 大 器, 连接 于 串行主轴 放 大器 的电缆 断线 , 或者 尚未
F ANUC 0 i ma t e TD数控 车床 主轴 故 障调试 分 析
0 , 速 度必 然 为 0 。因此应 将倍 率 设 置 与 实 际档 位
谢 超 明
值一 致 , 如 图 3所示 。
图 2 主轴速度倍率的 P MC程 序
确 定 主轴 倍 率 正 常 后 进 一 步 分 析 主轴 部 分 P MC程 序 , 如 图 3所示 。
6 0 0 r / mi n时 , 电压 应 为 4 . 2 V, 与测 量值 符合 。通 过 MD I向数 控 系统 输 入 “ M0 3 S 6 0 0 ” , 主轴 正 转 ,
FANUC 0I-MD数控铣床主轴常见故障的原因分析和排除方法

[ 4 ]王悦 . F a n u c 系统参数 在伺 服系统调 试 中的应 用 [ J ] . 天
津职业院校联合学报 , 2 0 1 0 ( 3 ) : 3 6 - 3 8 .
[ 5 ]王 波. F A N U C系 统参 数 在 故 障诊 断 与 维 修 中 的应 用 [ J ] . 科技信息 , 2 0 0 9 ( 6 ) : 1 8 3 .
[ 2 ]李江 春. F A N U C数控 系统 主轴 参 数的 巧妙应 用 [ J ] . 制
造技术与机床 , 2 0 0 2 ( 1 0 ) : 5 0 — 5 1 . [ 3 ]范芳洪 . F A N U C数控 系 统主 轴换 档 的研 4 3 - 4 5 .
[ 6 ]傅锦. 数控机 床主轴常见故障及处理 [ J ] . 郑州 铁路职业
技术学院学报 , 2 0 1 1 ( 3 ) : 1 9 - 2 0 .
・
1 8 6・
机床与液压
第4 3卷
3 结 束语 以一 台 F A N U C 0 I — MD数 控铣床 主轴 工作 异常 的 情况展开 分析 ,查找 引 发 主轴故 障 的真 正 原 因 ,再 通过分析 、实验得 出结论 : ( 1 )除 了硬件 连 接 、电 气和机械部 分 故 障原 因外 ,系统参 数不 完 整 、P MC 梯形图参数缺 失 及参 数设 置 不准 确等 原 因都 可 以导 敛主轴不能正常工作 ;( 2 )在 进行主轴故 障排 除时 , 按照先 电气 、再 机械 、最后 系统 的顺序 可 以提 高 故
指令转速与实 际转速不一致 的现象 。以上 5点将为从 事数控维修 工作 人员 排 除 主轴方 面 的故 障提 供 一定 的借鉴 和参考 。
FANUC 0i(-mate)-D数控车床功能调试
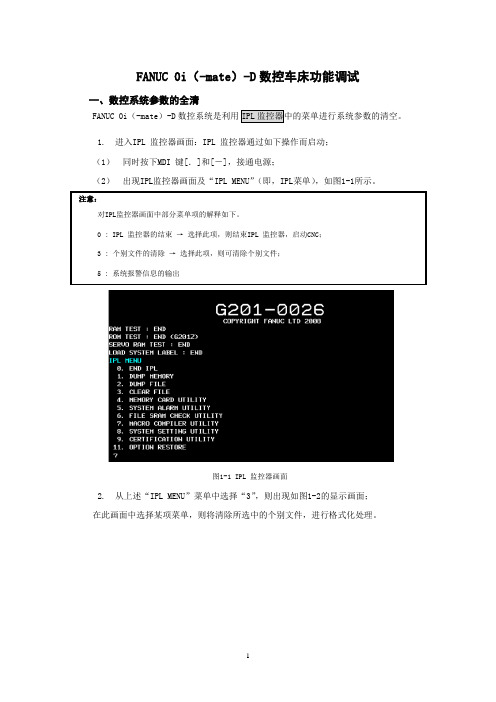
FANUC 0i(-mate)-D数控车床功能调试一、数控系统参数的全清FANUC 0i(-mate)-D数控系统是利用1.进入IPL 监控器画面:IPL 监控器通过如下操作而启动;(1)同时按下MDI 键[.]和[-],接通电源;(2)出现IPL监控器画面及“IPL MENU”(即,IPL菜单),如图1-1所示。
图1-1 IPL 监控器画面2.从上述“IPL MENU”菜单中选择“3”,则出现如图1-2的显示画面;在此画面中选择某项菜单,则将清除所选中的个别文件,进行格式化处理。
图1-2 个别文件的清除画面3. 在图1-2所示的菜单中选择要操作的项。
如要清空系统参数,则用MDI 键盘键“1”→按键;4. 则显示器上会出现“CLEAR FILE OK ? (NO=0,YES=1)”的提问;5. 如果想清空参数则键入“1”时;如果不想清空参数,则键入“0”表示中止操作。
6. 若要继续清除其它文件时,重复第3~5步骤的操作;7. 若想结束操作并返回上一级菜单画面(图1-1)时,请键入“0”。
也可以直接下电再重新上电,以便于检查系统参数是否全清。
二、数控系统参数设置数控系统正常运行的重要条件是必须保证各种参数的正确设定,不正确的参数设置与更改,可能造成严重的后果。
因此,必须理解参数的功能,熟悉设定值,详细内容参考《参数说明书》。
1. 显示参数的操作(1)按MDI 面板上的【SYSTEM 】功能键数次或者按【SYSTEM 】功能键一次,再按〖参数〗软键,选择参数画面,见图2-1。
图2-1 参数画面(2)参数画面由多页组成,可用光标移动键或翻页键,寻找相应的参数画面,也可由键盘输入要显示的参数号,然后按下〖号搜索〗软健,显示指定参数所在的页面,此时光标位于指定参数的位置。
2.用MDI设定参数(1)在操作面板上选择MDI方式或急停状态。
(2)按下【OFS/SET】功能键,再按〖设定〗软键,可显示“设定”画面的第一页。
3.FANUC数控机床主轴不转故障分析(精)

Hale Waihona Puke FANUC数控机床的主轴控制分两种形式:串行主轴和 模拟主轴。不管采用何种控制方式,主轴旋转必须具备 三个条件:CNC发出主轴控制信号、主轴驱动系统连 接正确以及硬件和机械部分正常。与普通机床相比,数 控机床的机械部分大大简化,很大程度上降低了机械部 分的故障率,所以出现故障时应将维修的重点放在数控 系统和电气部分。按照“先系统、再电气、最后机械” 的思路进行维修,即出现故障时,首先考虑数控系统和 PMC部分,其次考虑电气部分,最后再考虑机械传动 部分和主轴组件本身。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC 0i mate TD 数控车床主轴故障调试分析
谢超明
【摘要】This paper takes FANUC 0i mate TD CNC lathe spindle failure as an example ,an‐alyzes the failure phenomenon ,diagnoses from the CNC parameter setting ,PMC program , inverter and other comprehensive aspects ,gradually completes the function testing and de‐bugging by checking the relevant data and modifying the program ,and restores spindle nor‐mal function finally .%本文以FANUC 0i mate TD数控车床为例,分析了其主轴不能正常工作的原因,从数控系统参数设置、PMC程序、变频器等多方面综合诊断,通过修改相关程序与数据逐步完成功能检测与调试,最终排除故障恢复主轴正常运行。
【期刊名称】《武汉船舶职业技术学院学报》
【年(卷),期】2015(000)001
【总页数】3页(P30-32)
【关键词】数控车床;参数;PM C;变频器;调试
【作者】谢超明
【作者单位】湖北职业技术学院机电工程学院,湖北孝感 432000
【正文语种】中文
【中图分类】TG519.1
随着机械制造业的迅速发展,数控机床的装备率越来越高,从编程、装夹、维护等多方面对操作者的技能水平提出了更高的要求。
在数控机床的装配调试过程中,针对各功能部件不能正常工作的故障,需要从机械结构、电气线路、数控系统及PMC等多方面综合诊断,才能快速有效的排除故障。
本文以亚龙YL-569A型
0imate TD数控车床为例,对主轴功能调试过程中的各种典型故障进行分析并最
终解决问题。
YL-569A数控车床配置FANUC 0imate TD数控系统,开机后CRT显示
“SP1220”报警,主轴不能正常转动,查看报警信息为“无主轴放大器,连接于串行主轴放大器的电缆断线,或者尚未连接好串行主轴放大器”。
(1)数控车床在开机之前经过检查确认无短路、断路故障,电气线路连接正常。
由于本型号数控机床采用主轴变频器,应使用模拟主轴,首先从主轴设置参数考虑,将8133#5设置为1,即不使用串行主轴;将3701#1和#4设置为1确定路径内的主轴数为1;将3716设置为0,即使用模拟主轴;将3717设置为1,使用
连接于1号主轴放大器的主轴电机。
根据面板提示,关机重启后报警消除,进一
步检查主轴功能。
(2)通过MDI方式向数控系统输入“M03S600”指令,主轴不能转动。
初步排除线路和参数故障后,考虑变频器和PMC方面的故障。
查看主轴电气原理图见图1,变频器通过JA40接收数控系统发出0V~10V模拟电压作为速度指令,根据PMC发出的方向信号指令,控制UVW输出主轴电动机转动。
首先检查数控系统的速度指令有没有输出给变频器,用万用表检查测量A1、AC
端子之间电压为0,说明主轴倍率设置不合理或数控系统输入“M03S600”指令
后没有发出相应的速度指令,应该检查系统故障。
主轴倍率信号G30是使实际运行速度为指令速度与倍率开关值的乘积。
查看主轴
倍率信号G30部分PMC程序,通过表值发现主轴速度档位倍率值均为0,即无
论指令转速多少乘以倍率0,速度必然为0。
因此应将倍率设置与实际档位值一致,如图3所示。
确定主轴倍率正常后进一步分析主轴部分PMC程序,如图3所示。
从PMC程序可以看出选择手动方式(X0.5)并按下手动正转键(X11.5)或是接
收M03指令(R200.3)后,R150.0线圈通电并控制输出主轴正转信号Y3.7。
G29.6为主轴停止信号,即使不使用也要置为常1,否则无输出。
即控制G29.6
的继电器K4.5常闭触点应该处于接通状态,才能发出速度指令。
检查发现K4.5
的PLC状态信号为1,即常闭触点处于通电断开状态,G29.6无法接通,所以应
该将K4.5信号值由1改为0。
然后测得A1、AC端子之间电压为4.22V,由主轴电机铭牌知主轴最大转速为1440r/min,即输出模拟电压10V时,对应转速为1440r/min,可算出当转速为600r/min时,电压应为4.2V,与测量值符合。
通过MDI向数控系统输入“M03S600”,主轴正转,面板上显示转速为720r/min,指令值和显示值不符,并且相差很大。
(3)当数控系统能够发出指令使主轴转动后,说明数控系统和PMC部分基本正常。
根据故障现象,认为主轴速度调节参数或变频器参数设置不合理。
与主轴转速相关的参数有3720、3730、3731等。
参数3720表示位置编码器的
脉冲数,根据硬件配置设定为4096,参数3730表示主轴模拟输出的增益调整,
设定为标准值1000,参数3731表示主轴速度模拟输出的偏置电压的补偿量,设
定为标准值0。
当这些参数设置好之后仍然不能解决问题。
查看变频器相关说明书,本机床使用变频器型号为欧姆龙3G3JZ。
查看基本参数
设定,A01、A02均设置为01,表示选择操作电路控制台;A03第1基本频率设置为50,A04第1最高频率设置为60。
数控机床变频调速就是通过输入的模拟
电压指令将50HZ工频交流电转变为频率和电压可调的交流电输出给电动机来实
现调速。
频率和转速之间呈线性变化规律,即50HZ对应电动机最大速度1440r
/min,由此可以推断出A04参数设置有误,由50设置为60后,相应的输出转速从600r/min提高到720r/min。
故调整方法为,将A04参数由60改为50。
然后通过MDI向数控系统输入“M03S600”,机床以600r/min正转,机床无
报警提示且运行正常,调试工作完成。
数控机床的调试工作复杂,对于各类故障报警,首先应该认真分析故障现象,根据报警提示信息及维修说明书仔细查找原因。
本次数控车床主轴故障涉及数控系统参数、PMC程序、变频器参数等多方面综合因素,在排除故障的过程中逐步分析,
层层深入并最终一一解决,对于数控机床编程操作与维修有十分重要的意义。
1 周兰,陈少艾.电力电FANUC 0i-D/0iMate-D数控系统连接调试与PMC编程[M].机械工业出版社,2012.
2 张立仁.数控机床及应用[M].机械工业出版社,2011.
3 FANUC株式会社.FANUC Series 0i-MODEL D/FANUC Series 0iMate-MODEL D参数说明书
4 FANUC株式会社.FANUC Series 0i-MODEL D/FANUC Series 0iMate-MODEL D维修说明书
5 FANUC株式会社.FANUC Series 0i-MODEL D/FANUC Series 0iMate-MODEL D PMC编程说明书。