五金模具报价标准
五金零件冲压模报价方法及其成本估算方法-推荐
五金冲压模具报价及其成本估算摘要:本文介绍了五金冲压模具报价方法,全文由专业冲压模具厂负责人亲手写作,旨在深入浅出地探讨冲压模具的成本构成,及如何进行模具报价估算。
关键词:冲压模具;模具报价;成本分析;报价估算;项目预算冲压模具报价流程模具的报价工作其实是非常重要的,这将很大程度上影响公司利润及是否能接到订单,也有可能为客户在新项目阶段,做为成本预算依据使用。
因此,在我公司模具报价都会经我最终审核后再报给客户,以求准确可靠,并前后一致,对客户和自己负责。
作为专业五金冲压模具制造厂,我们制定了报价流程,现分享如下:第一步,工程分析1,分析模具的冲压工艺2,计算零件的材料展开3,列出工步或工程4,计算出模面尺寸,冲裁力这些工作必须安排资深的模具设计工程师来完成。
做完这四步以后的报价工作就简单了,就是本文接下来探讨的重点。
对模具了解不够,专业知识缺乏的人,是做不了工程分析的。
先要去系统地学习,了解模具结构和模具设计。
这要花费相当多精力,并且不是本文模具报价的讨论范围。
所有的模具报价,都应要有专业可靠的工程分析数据后才能进行计算。
有类似的产品模具制作经验的,参照做过的模具直接报价不在除外。
我有认识这么一个人。
一个报价工程师,东北人,在沙井一家二三百人的五金厂上班。
有次收到他报出的冲压模具连续模报价单,单上没有注明模具工步和模面尺寸信息。
找他提供,他说没有,一时半会也提供不了。
不知道多少个工步,模具大小也都不知道,这种模具报价真不知道是怎么算出来的。
可以说是在瞎蒙。
第二步,冲压模具报价计算方法一计算模具材料费,然后以模具材料费推算整套模具报价。
模具材料费指一套模具所有模板的材料费,包括冲头,镶件;但不包含标准件,其它零配件,下同。
为便于理解,下面计算模具材料费以一套模面尺寸(指下母模板尺寸,下同)为400W*1000L(单位mm,下同)的工程模和连续模为例说明:下母模板通常都按40mm厚计算(取中间值),材质用Cr12MoV国标机轧料,按28元/公斤计算。
精密五金制造加工报价表标准模版(包括计算公式)

客户 料号 品名 规格 材质 A. 材料及模/治具费 A1 材料费(元) 单重(KG) 材料单价 加工数量 油漆 高温胶纸 35.0 10.00 A1小计: B. 加工費 加工费(B1) NO 1 2 4 5 6 7 8 9 10 11 12 B1小计: C. 其它费用 名称 C1作业不良 C2 包装费 C3 运输费 费用 ¥1.800 ¥0.200 ¥0.100 各项费用合计 A. 材料及模具費 B. 加工費 C. 其它費用 合 計: 报 价: 日 期: ¥2.16 ¥7.30 ¥3.20 ¥12.66 ¥14.81 2016/10/20 1:此报价 ■含税17% 报价付款条件 ■币别:人民币 备注 名称 C4 管理费 C5 利润 费用 ¥0.365 ¥0.730 ¥3.20 备注 C 项费用 工艺流程 来料检查 除油 清洗 烘烤 摆网板 喷油 烘烤 摆网板 喷油 烘烤 全检包装 设备 目视 超声波 超声波 烤箱 高温胶纸 喷枪 烤箱 高温胶纸 喷枪 烤箱 Cycle Time /pc(秒) 55 36 276.9 128 257.1 276.9 40 144 45 65.5 36 标准产能 (PCS/H) 65 100 13 28 14 13 90 25 80 55 100 人力 1 1 1 1 1 1 1 1 1 1 1 工费率 20 15 20 20 20 20 20 20 15 15 15 加工费 0.3056 0.1500 1.5383 0.7111 1.4283 1.5383 0.2222 0.8000 0.1875 0.2729 0.1500 ¥7.304 B2小计: ¥0.00 ¥7.30 表面处理(B2) 处理工艺名称 处理费 B項費用 B1+B2 2,500 4,000 材料成本 0.014 0.003 ¥2.140 ¥2.16 A2小计: ¥0.00 ¥2.16 序号 模/治具名称 A2 模/治具费用分摊 模/治具费 模/治具寿命 摊提费用 A项费用 (A1 + A2)
模具加工报价单
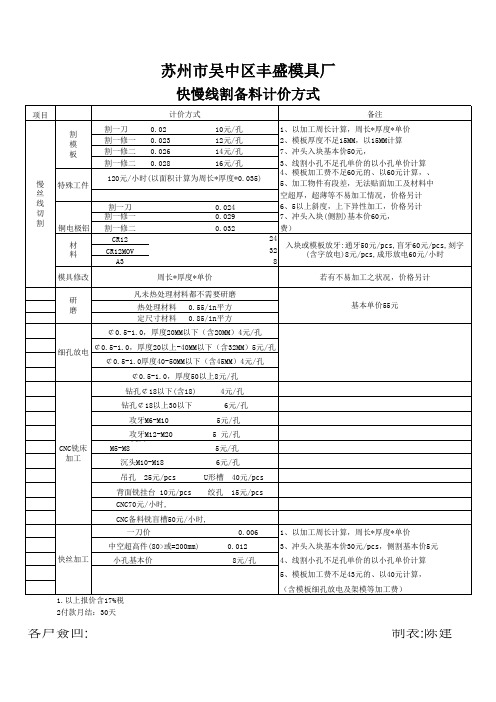
特殊工件
120元/小时(以面积计算为周长*厚度*0.035)
铜电极铝 材 料 模具修改 研 磨
割一刀 割一修一 割一修二 CR12 CR12MOV A3
0.024 0.029 0.032
¢0.5-1.0,厚度20MM以下(含20MM)4元/孔 细孔放电 ¢0.5-1.0,厚度20以上-40MM以下(含32MM)5元/孔 ¢0.5-1.0厚度40-50MM以下(含45MM)4元/孔 ¢0.5-1.0,厚度50以上8元/孔 钻孔¢18以下(含18) 钻孔¢18以上30以下 攻牙M6-M10 攻牙M12-M20 CNC铣床 加工 沉头M5-M8 沉头M10-M18 吊孔 25元/pcs 4元/孔 6元/孔 5元/孔 5 元/孔 5元/孔 6元/孔 U形槽 绞孔 4款月结:30天
五金产品报价核算表-模具

五金产品报价核算表-模具一、产品描述:产品名称:五金产品产品类型:模具产品规格:(请详细描述产品的尺寸、材质、工艺要求等)二、核算成本:1.材料成本:(1)主材料成本:根据产品的尺寸、材质和工艺要求,计算所需的主材料的成本。
(2)辅材料成本:根据产品的工艺要求,计算所需的辅材料的成本。
2.加工成本:(1)人工成本:根据产品的复杂程度和加工工艺,计算所需的人工成本。
(2)设备成本:根据产品的加工方式和设备的消耗程度,计算所需的设备成本。
(3)能源成本:根据产品加工时所需的能源量,计算所需的能源成本。
3.设计成本:(1)设计人工成本:根据产品的复杂程度和设计人员的工作量,计算所需的设计人工成本。
(2)设计软件费用:根据所使用的设计软件的授权费用,计算所需的设计软件费用。
4.管理成本:(1)管理人工成本:计算所需的管理人工成本。
(2)办公费用:计算所需的办公费用,包括租金、水电等费用。
5.风险成本:考虑产品开发和生产过程中的各种风险,计算所需的风险成本。
6.损耗成本:考虑到产品开发和生产过程中的损耗情况,计算所需的损耗成本。
7.利润:根据市场竞争、产品质量等因素,确定合理的利润率,并计算所需的利润。
三、报价计算:根据上述成本核算,按照以下公式计算报价:报价=材料成本+加工成本+设计成本+管理成本+风险成本+损耗成本+利润四、优化措施:为了降低成本、提高效益,可以考虑以下优化措施:1.优化设计:通过优化产品设计和工艺流程,减少材料和加工成本。
2.提高设备利用率:合理安排生产计划,提高设备利用率,降低设备成本。
3.精细管理:加强生产管理,减少损耗,降低管理成本。
4.风险控制:加强风险管理,防范潜在风险,降低风险成本。
五、报价总结:在核算成本的基础上,结合市场需求和竞争环境,制定合理的报价,以保证产品的质量和竞争力。
以上是五金产品报价核算表中的模具部分,包括产品描述、核算成本、报价计算、优化措施和报价总结等内容。
模具加工价格标准

计算方式 序号
材料
1
以面积计 算
2
3
一般钢材 铜电极
钨钢
模具加工价格标准
制表日期:2023/6/10
割一刀 0.017 0.02 0.026
割一修一 割一修二 割一修三
0.018
0.021
0.024
0.026
0.03
0.032
0.03
0.032
0.035
备注 单件最低收费40元
B、慢走丝割孔
3、慢走丝加工如由供应商代提供料,材料费在10元以内不收取材料费,高于10元按实际费用收取。
4、慢走丝和快走丝的引线长度按2MM计。
5、用0.15MM铜线加工以2倍计价,0.1MM铜线加工以2.5倍计价。
6、模板厚度在80-100MM的按1.2倍计价,101-130MM的按1.4倍计价,131-160的按1.8倍计价,161MM及以上 的价格另议。
7、以上报价均为人民币含税价17%增值税。
核准:
审核:
制表:
D、细孔放电
细孔放电孔直径(0.8-1.5MM),工件厚度50MM以下(含50MM)按2元/孔计算,工件厚度50MM以上(不含 50MM)的按3元/个计算。
E、铣床/磨床、CNC、电火花加工、抛光、钳工装配、编程、模具设计、工艺编排、模具管理费用
1、铣床35元/小时
2、磨床35元/小时
3、电火花18元/小时
4、CNC加工 60元/小时
5、抛光 30元/小时
6、钳工装配 35/小时
7、编程 45元/小时
8、模具设计 45元/小时
9、工艺编排 45/小时
10、模具管理费用为模具总费用0.5%
模具报价模板

产品名称:产品型号:
长
100
150
280
4784.816746.9
4.模具用标准件费用:一.材 料 成 本 (元)
1.成型材料:(NAK80,718H等同一档次材料60元/Kg;2738,738,618等档次35元/Kg;2344,2083等档
2.辅助材料:
3.电极紫铜材料:(10mm内,圆针10元/支;扁针30元/支;台阶针15元/支;唧嘴,定位圈,支撑柱,
开闭器,拉杆,弹簧等)这些费用可以估算大概价格。
5.模架费用:
①.模架重量的大概计算方法:如3040模架厚度350,则重量为 300*400*350*7.8/1000000=327.6Kg.②.模架的单价( 元/Kg): 2025及以下的模架 16元/Kg 2025到3045模架 14元/Kg 3045到4050模架 13元/Kg 4050以上的模架 12元/Kg
③.以上为2板模模架的单价,若为3板模,同档次单价增加 2元/Kg.
④.若模架中有模板要更换材料,则增加对应模板重量*对应材料价格(原价基础上)
模具耗材成本合计:模具报价基准:二.模 具 报 价 修 正 系 数:
塑 料 模 具 报 价 模 板
宽高数量价格200115128 5050165
350350114。
五金产品报价及模具评估

五金产品报价及模具评估一、有关五金材料的常用密度如下(单位:kg∕dm3)1.铜(8.9)2、铁(7.85)3、钢(7.93)4、铝(2.75)5.、双金属片(8.50)二.常用五金材料的代号1.铜料:CU2、铁料:FE3、铝料:AL4、不锈钢料:SUS301(304)5、单光铁料:SPCe(热扎板)6、电解板:SECC(冷才饭)7、镀锌铁板:SGCC8、黄铜:BRASS9、青铜:BRONZE三、有关五金产品重量计算方法如下产品重量G=VXP其中V=TXWXP或V=SXh(圆形)四.常用表面处理工艺价格如下1.电铜银:10元∕kg2、电彩锌:3.5元∕kg3、电银:10元∕kg4、电锡:18元∕kg5、电金(滚电):650元/kg或0.7元∕PCS(最低消费)6、渗碳:16元∕kg7、热处理最低消费:6.7kgQ2元/kg)8、葡囱雕字最低消费:120元或10元/字9、电火花最低消费:150元五、常用五金材料价格如下(仅供参考)1.青铜:42元∕kg2、不锈钢:30元∕kg3、磷铜:55元∕kg4、单光铁:6元∕kg5、双金属片:280元∕kg6、铝:25元∕kg六.五金轧啤加工报价表设备名称规格加工费工模维修费维修连加工单发80吨$0.120$0.010$0.07/0.130单发63吨$0.100$0.010$0.05/0.110单发40吨$0.080$0.008$0.045/0.088单发25吨$0.080$0.006$0.04/0.086单发10吨$0.050$0.004$0.03/0.054单发 6.3吨$0.050$0.004$0.02/0.054连发16~25吨$0.015$0.004$0.02/0.019连发 6.3~10吨$0.010$0.002$0.015/0.012连发25吨$0.015$0.004$0.019/0.019连发40吨$0.020$0.006$0.025/0.026高速自动啤20吨$0.012$0.010$0.01/0.022手啤60磅~15磅$0.040$0.002$0.03/0.042液压100吨$0..250$0.050$0.0300七、五金产品报价举例如下(连续模一出一)材料单价:0.0194kgX6.5元∕kg=0.126元/PCS加工费:0.03元/PCS电镀(银):0.18元/个运输包装等:0.003元/个合计:0.34元/个其中技工费按180元/天〃I小时,设计费按40元/天/八小时。
如何正确的进行五金模具报价
如何正确的进行五金模具报价一、[概论]冷冲压模具是产品生产的重要工艺装备之一,为单件小批量生产,属于集中装配形式.小型冲模与大、中型冲模相比,在其规格大小、结构形式、制作工艺、用料考究等方面是不尽相同的. 小型冲模在制造过程中很少用到“专用工具”,即使用到电火花目前也有采用“钢打钢”的工艺(即凸模兼做工具电极直接加工凹模型腔孔)或最多用个铜电极而已!所以根据小型冲模的特点报价以制造工费为主,其它所占比例较小.因此, 在小型冲模报价中并不含“专用工具”费,也是理所当然的了!★模具的生产周期一般较长,从设计开始大约至少为一个月左右至几个月才能完成的,模具的工作部分一般是二维三维的复杂曲面,不是一般的几何体,目前还只能由钳工完成,人为因素较大.★模具一般不直接进入市场销售,由供需双方进行业务洽谈定价,因此确定一个合理的、双方都能够接受的价格是十分必要的.目前我国大部分企业模具报价都是各自为政,虽然快捷,简便,但都是采用估价的方法,他们往往凭个人经验或参照物进行估价,他们往往缺少系统的价格基础知识和技术经济分析方法、控制驾驭价格的能力而导致不能准确地、恰到好处地报价. 例如;重量法,模架法,材料费法等,它们乘以一定的倍数来定价.★特别提到的是在生产成本中不仅仅包括一般的原材料费、税费、加工费、企业管理费等,还应包括设计费. 模具的设计费与模具的复杂程度成正比,这一点往往被用户所忽视。
通常用户对模具的价格理解只想到材料费和加工费,不考虑设计费,造成用户和制造者在价格认识上较大的差距.例如1. 我国引进国外21in的彩电外壳模具价格为45万美金.2. 我国引进国外微电机换向片23工位级进模具价格为2.3万美金.而他们的模具价格比国内同等模具价格高出3~10倍!为什么?主要是国外企业考虑了模具的技术价值,而国内企业只考虑了模具的材料费和加工费,忽略了技术价值这一部分,甚至根本就没有把设计费算上去!★报价是一门学问,要理论联系实际,光凭书本不行,在吸收和消化书本基础理论上不断在实际中摸索提高自己报价能力。
模具报价方法

模具报价方法一、模具价格计算法分析1.经验计算法:单套价格=材料费+设计费+加工费+人工费+利润+试模费+包装运输费+管理费各项比例通常为:材料费:材料(模架、钢料)及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%(一般在6%--10%);试模费:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;管理费:20%2.材料系数法:根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)*材料费锻模、塑料模=6*材料费压铸模=10*材料费二、模具报价估计1、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺。
2、选择好材料,出一个粗略的模具方案图,从中算出模具的重量(计算出模芯材料和模架材料的价格)和热处理需要的费用。
(都是毛胚重量)3、加工费用,根据模芯的复杂程度,加工费用一般和模芯材料价格是1.5~3:1,模架的加工费用一般是1:1。
4、风险费用是以上总价的10%。
5、各项管理费(含税收、水电、房租等)。
6、设计费用是模具总价的10%。
三、模具的报价策略和结算方式模具的报价与结算是模具估价后的延续和结果。
从模具的估价到模具的报价,只是第一步,而模具的最终目的,是通过模具制造交付使用后的结算,形成最终模具的结算价。
在这个过程里,人们总是希望,模具估价=模具价格=模具结算价。
而在实际操作中,这三个价并不完全相等,有可能出现波动误差值。
这就是以下所要讨论的问题。
当模具估价后,需要进行适当处理,整理成模具的报价,为签定模具加工合同做依据。
通过反复洽谈商讨,最后形成双方均认可的模具价格,签订了合同。
才能正式开始模具的加工。
四、模具估价与报价、报价与模具价格模具估价后,并不能马上直接作为报价。
一般说来,还要根据市场行情、客户心理、竞争对手、状态等因素进行综合分析,对估价进行适当的整理,在估价的基础上增加10-30%(根据实际情况灵活处理)提出第一次报价。
五金模具报价明细表--
单价 60 20 0.03
审 图 模具设计
2
32
备料 10
检验 8
单位 小时 小时 mm2
铣床 钻床
16
16
试模
24
预估投入小时
8
6
面积
预 估 投 入 小 时设计审
查2 预估投入小时
磨床 8
设计修 改4
钳工 24
估计成本 480 120 -
材料规格
长
宽
高
材质
单位
块 块 块 块 块 块 块 块 块 块 块
核准:
审核:
出图 1
组立 8
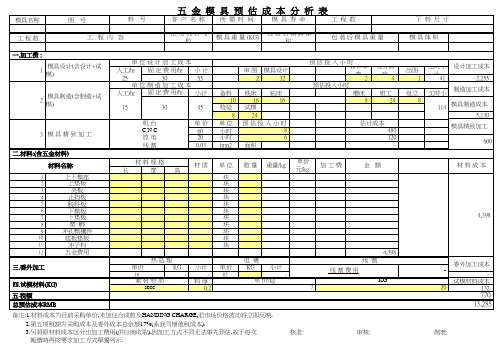
工时小 设计加工成本
计41
2,255
工时小 制造加工成本
114 模具制造成本 5,130
模具精致加工
600
材料成本
4,398
委外加工成本
-
-
试模材料成本
20
132
770
13,285
制表:
模具名称
图号
料号
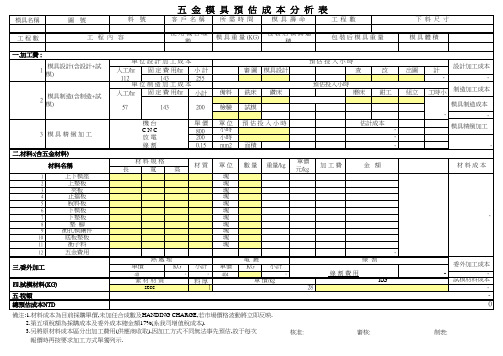
五金模具预估成本分析表
客户名称 所需时间
模具寿命
工程数
下料尺寸
工程数
工 程内 容
使用机台吨 数
模 具 重 量 (KG)
包装后模具体 积
包装后模具重量模具体积一.加工费 Nhomakorabea:1
模具设计(含设计+试 模)
2
模具制造(含制造+试 模)
3 模具精致加工
二.材料:(含五金材料)
材料名称
1
上下模座
热处理
单价
KG
16
-
素材材质
secc
小计
-
料厚 0.2
五金冲压模具成本报价原则
五金冲压模具成本报价原则
冷冲压因为其优异的特性,完美的效率,在我们的日常生活的产品中非常常见,在机加工方面也是非常不错的。
因为,冲压件可以不用经过车、铣、磨等常规加工,更加方便快捷,而且能得到非常稳定的产品。
现在的模具行业不太乐观,对于模具成本的控制,模具订单的每一笔报价都非常小心。
给大家总结一些常见的模具报价原则。
模具的报价大概包括以下几个内容:
原材料成本:模板材料是每套模具最重要的成本之一,因为国内的材料不达标,很多会采用进口料,尤其在模具的冲头、刀口上,所有的好材料都需要进行后工序“热处理”。
后工序“热处理”成本:目前常见的模具热处理有这么两种:普通型热处理与真空处理,而且这两种热处理的成本相差非常大。
第1 页共4 页。
五金产品报价标准

第 1 页 五金报价标准一、材料费用1、材料分不同的材质、按营业部要求的提升比例(一般为8--15%)进行报价。
2、材料每月最新价格由采购提供3、材料寸法搭边值的允许标准 A 、单发膜搭边值为单边4--5毫米 B 、连续模搭边值为单边8--10毫米4、需外发处理(电镀、热处理等)的部品,其材料的损耗率一般为5%5、直接出货的冲压件损耗率一般取为3%.说明:2、要根据订单量,客户要求,工件尺寸长短等等另行变动,调整。
3、具体的调整按营业部要求。
三、冲床单发费/次1、根据客户要求可采取0.5元--2元/刀。
第 2 页 五金报价标准说明:1、订单量特别大,工件简单,加工费比率可能取80%或90%.2、订单量很少,工件难度大或工件体积大,加工费的比率可能取150%或200%3、具体取值按营业部的要求四、冲100T*3200折弯机单价费用/次1、一般情况下(3.0*1000*100)的工件,数量在1000片以上,0.5/次.2、如果数量大或工件简单,加工费比率可取用80%或90%.3、数量少,工件难度大,费用比率可取用150%或300%.4、具体取值按营业部的要求.五、切管费用/次1、一般取用0.1一个工序,管的直径在φ50*1000以下.2、具体管的直径大、小,要切的角度,工件的长短。
A、直径大可取用比率150%或300%B、直径小可取用比率80%或90%C、要切斜角可取用比率150%或500%3、具体取值按营业部的要求。
六、扭麻花线费用1、φ3-φ6三股线一般取用(含直线)2000元/T2、具体高速根据客户要求,线径大小,另行调整。
七、弯型费用/次1、一般取用,0.15一个工序.2、工件小,简单的或者一次可弯二个或多个的可取用0.1或0.05一个工序.3、特别大或特别厚难度大的工件,其费用就要提高150-300%。
八、碰焊费用1、产品在一个平面上30个以上焊点时一般单点计费为0.015--0.03元.2、如果一个产品只有一个焊点或多个焊点但不在一个平面上其计费按0.05--0.1.3、具体按营业部要求,根据产品大小,难度而定。
五金模具单价及模具价计算
五金模具单价及模具价计算如何计算五金单价和柸如果我要计算一个压铸五金他的单重是:125克要怎么算出他的柸价现在材料是18000一顿请列条算式出来谢谢。
然后再加封油。
电镀。
抛光。
成本是多少钱。
材料费(损耗为5%):0.125*18*1.05=2.36元压铸费:以88吨机台一模出两件产品的话就每个产品的压铸费为0.3元,如果是130吨以上的机台每个要0.4-0.5元机加工:一般的加工为钻孔0.02元/个,攻丝0.02元/个,去披锋0.1元抛光:费用的跨度比较大,一般为0.8元-1.5元,视质量要求而定电镀:如果要封油的应该是镀扫砂镍、珍珠镍等镀种,这么大的产品起码要1.5元如果客户要求你做成品的话利润起码要50%以上才能接呀,因为电镀这一工序很容易出废品的产品单价=(原材料成本+加工费用)*1.2(1.25,1.3)+表面处理费用(1)原材料成本:长*宽*材料厚度*7.85/1000000=单件重量(KG)展开后长和宽各加2MM,板料规格是1220*1200,一张料可以生产多少个产品就知道了用料转算成公斤数就知道了原材料单价就说剪两刀,那样就是净用料尺寸剪两刀是别人可以按照你要求的尺寸来做材料单价:1006低碳钢:5HKD/KG;1018低碳钢:5.5HKD/KGSUS302:23HKD/KG;SUS303:31HKD/KG;F12L14快削钢:7HKD/KG; B3604快削黄铜:16.9HKD/KG(2)加工费是一工程0.15元,攻牙一个是0.05元(3)利润:*1.2 -1.25 (*1.3就是很高了)(4)表面处理费用:电镀单价:镀镍:3HKD/KG;镀蓝锌、白锌、五彩锌: 2.5HKD/KG;镀黑锌: 3.7HKD/KG; 滚镀铬: 29HKD/KG;除氢: 1.5HKD/KG; 三价铬: 45.28HKD/KG;五价铬:14.15HKD/KG.C.热处理单价: 2HKD/KG;电泳是按50元一平方米计算五金模具价:(1) 首先要看总共有多少个孔,孔*30元/个(2) 展开周长*100*0.0045是外形线割费用(3) 模板是产品展开(长+120MM*宽+120MM*50MM)*铁的密度*40就是一套模具的板材料价格了(4) 一个产品需几工程就是相加线割费:0.004/平方毫米单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)]一。
五金模具自动报价表格

模具价表报模具名称产品编号客户名称模价连续报自动模124530IKEA工序号工程内容工序总数使用机台吨位1连续模11601投 入 小 时费用合计(元)25164004122投 入 小 时费用合计(元)20.48358122820891515151815205.1220128.63模具精致加工加 工 项 目费用合计(元)0.04598632484438.44材料名称材料规格材 质件 数总价 (元)费用合计(元)长宽高1上盖板11803602345#178.16329.5742.550423764.92242上模座11803604545#1152.9289.51452.8163下模座11803604545#1152.9289.51452.8164上垫板98030020Cr12MOV 147.04281317.125上夹板9803002045#147.049.5446.886上止板9803002045#147.049.5446.887脱料板98030030SKD-11170.565035288下模板98030040SKD-11194.085047049下夹板98030020Cr12MOV 147.04281317.1210下垫板98030020Cr12MOV 147.04291364.1611垫脚360507045#810.089.5766.0812冲子料40040080SKD-111102.450512013五金配件费用哥林柱边 钉弹 弓内导柱件 数单 价件 数单 价件 数单 价件 数单 价件 数单 价1106.54150550.3105408815三、委外加工热处理总计(元)材料,加工费总计34365.80243673.449408.16素材材质料 厚总计(元)SPCC2625150五、税额,利用预算难度系数1模具总价36332.4235789474报 价 人:刘东方审 核 :日 期:一.加工费模具设计(含设计+审核)单位设计成本 (元/h)小计 (h)审图(h)模具设计 (h)模具制造(含制造+试模)单位制造加工成本 (元/h)检验(元)铣床(元)钻床(元)磨床(元)组装(元)试模(元)铣床(h)钻床(h)水磨(h)手摇磨(h)组立(h)检验 (h)试模 (h)小 计 (h)单 价 (元/mm2)线割面积 (mm2)小 计 (h)线割 (元/mm 2)二.材料:(含五金材料)重量/kg单价(元/kg)螺 丝/拉杆五金配件费用 (元)单价 (元/kg)重量 (kg)四、试模材料(KG)单价元/kg重量/kg。
模具报价公式表
模仁总重量: 140 80 100 100 94 80 100 100 71 80 100 100 7.288008 3.9936 7.8 7.8
模胚总重量: 260 180 180 400 214 180 180 400 161 150 150 290 134.971512 37.908 37.908 361.92
150
单个行位 特大行位 大行位 小行位 10000元/个 5000元/个 2000元/个 产品尺寸: 小产品 中产品 大产品
磨床 铣床 CNC PG 放电(粗) 放电(精)
50 50 80 120-150 50 100
模胚尺寸:
小模具 中等模具 大模具 特大模具
模仁尺寸:
注:(模仁高度需要以产品 实际分型面落差为准)
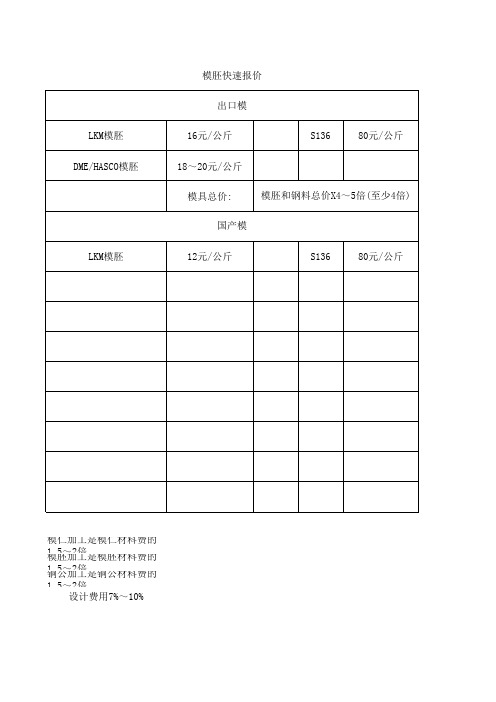
国产模lkm模胚12元公斤s13680元公斤模胚和钢料总价x45倍至少4倍s13680元公斤模仁加工是模仁材料费的152倍模胚加工是模胚材料费的152倍铜公加工是铜公材料费的152倍设计费用710单个行位特大行位大行位小行位磨床铣床cncpg放电粗放电精10000元个5000元个2000元个50508012015050100产品尺寸
有些模具需要考虑模具行位、 斜顶、镶件、配件、热系统等
小模具 中等模具 大模具 特大模具
模胚尺寸:
小模具 中等模具 大模具 特大模具
长 80
宽 34
高 11
模胚总重量: 340 320 400 400 294 320 400 400 161 210 290 290 242.482968 167.7312胚总价: 311 210 290 290 3879.727488 2683.6992 5790.72 5790.72
150
模胚总价: 583.04064 319.488 624 624
五金模具报价明细表
圖
號 工 程 內 容
料
號
客 戶 名 稱
所 需 時 間
模 具 壽 命
工 程 數 包裝后模具重量
下 料 尺 寸 模具體積
使 用 機 台 噸 數 模 具 重 量 (KG) 包 裝 后 模 具 體 積
出圖
工時小計 工時小計
設計加工成本 制造加工成本 模具制造成本
銑床 試模
鑽床
磨床
鉗工
組立
預估投入小時 估計成本 重量/kg 單價 元/kg 加工費 金 額 模具精緻加工 3 模具精緻加工 二.材料:(含五金材料) 材料名稱
1 2 3 4 5 6 7 8 9 10 11 12
-
面積 數量
材料成本
長
高
上下模座 上墊板夾板 止擋板 脫料板 下模板 下墊板 墊 腳 衝孔模鑲件 底板墊板 衝子料 五金費用 KG
-
-
小計
-
單價
404
電 鍍 KG
線 割 小計
-
委外加工成本 KG 試模材料成本 -
線割費用 28
素材材質 secc
料厚
模具名稱圖號工程數人工hr25小計55審圖模具設計設計審查設計修改2出圖工時小計23241412255人工hr小計備料檢驗單位小時小時mm2銑床試模預估投入小時鑽床磨床鉗工組立工時小計10161682488245130模具精緻加工單價6020003面積長寬高123456789上下模座上墊板夾板止擋板脫料板下模板下墊板墊腳衝孔模鑲件底板墊板衝子料五金費用塊塊塊塊塊塊塊塊塊塊塊101112kg小計料厚單價85kg小計單價kg試模材料成本02132770審核
單 價/kg 1
0
核准:
審核:
制表:
五金模具报价明细表

图号
料号
五金模具预估成本分析表
客户名称 所需时间
模具寿命
工程数
下料尺寸
工程数
工 程内 容
使用机台吨 数
模 具 重 量 (KG)
包装后模具体 积
包装后模具重量
模具体积
一.加工费 :
1
模具设计(含设计+试 模)
2
模具制造(含制造+试 模)
3 模具精致加工
二.材料:(含五金材料)
材料名称
1
上下模座
单价 60 20 0.03
审 图 模具设计
2
32
备料 10
检验 8
单位 小时 小时 mm2
铣床 钻床
16
16
试模
24
预估投入小时
8
6
面积
预 估 投 入 小 时设计审
查2 预估投入小时
磨床 8
设计修 改4
钳工 24
估计成本 480 120 -
材料规格
长
宽
高
材质
单位
块 块 块 块 块 块 块 块 块 块 块
2
上垫板
3
夹板
4
止挡板
5
脱料板
6
下模板
7
下垫板
8
垫脚
9
冲孔模镶件
10
底板垫板
11
冲子料
12
五金费用
三.委外加工
四.试模材料(KG)
五.税额 总预估成本RMB
单位设计加工成本
人工/hr 固 定 费 用/hr 小 计
25
30
55
单位制造加工成本
人工/hr 固 定 费 用/hr 小计
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、选择好材料,出一个粗略的模具方案图,从中算出模具的重量(计算出模芯材料和模架材料的价格)和热处理需要的费用。(都是毛胚重量)
3、加工费用,根据模芯的复杂程度,加工费用一般和模芯材料价格是1.5~3:1,模架的加工费用一般是1:1。
4、风险费用是以上总价的10%。
5、税
6、设计费用是模具总价的10%。
这种结算方式,在早期的模具企业中比较流行。它的优缺点有以下:?
1)50%的预付款一般不足于支付模具的基本制造成本,制造企业还要投入。也就是说,50%的预付款,还不能与整付模具成本运行同步。因此,对模具制造企业来说存在一定的投入风险。?
2)试模验收合格后,即结算余款。使得模具保修费用与结算无关。?
模具的报价策略和结算方式
模具的报价与结算是模具估价后的延续和结果。从模具的估价到模具的报价,只是第一步,而模具的最终目的,是通过模具制造交付使用后的结算,形成最终模具的结算价。在这个过程里,人们总是希望,模具估价=模具价格=模具结算价。而在实际操作中,这四个价并不完全相等,有可能出现波动误差值。这就是以下所要讨论的问题。?
结算的方式,是从模具报价就开始提出,以签订模具制造合同开始之日,就与模具设计制造开始同步运行。反过来说,结算方式的不同,也体现了模具设计制造的差异和不同
结算方式,各地区、各企业均有不同,但随着市场经济的逐步完善,也形成一定的规范和惯例。按惯例,结算方式一般有以下几种:?
(1)“五五”式结算:即模具合同一签订开始之日,即预付模具价款50%,余50%待模具试模验收合格后,再付清。?
试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;
包装运输费:可按实际计算或按3%计;
增值税:17%
2.材料系数法
根据模具尺寸和材料价格可计算出模具材料费.
模具价格=(6~10)*材料费
锻模,塑料模=6*材料费
压铸模=10*材料费
模具报价估计
1、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺。
四、模具的结算方式?
模具的结算是模具设计制造的最终目的。模具的价格也以最终结算到的价格为准,即结算价。才是最终实际的模具价格。?
模具的结算方式从模具设计制造一开始,就伴随着设计制造的每一步,每道工序在运行、设计制造到什么程序,结算方式就运行到什么方式。待到设计制造完成交付使用,结算方式才会终结,有时,甚至还会运行一般时间。所有设计制造中的质量技术问题最终全部转化到经济结算方面来。可以说,经济结算是对设计制造的所有技术质量的评价与肯定。?
2快速模具价格计算法2快速模具价格计算法
快速模具价格计算法!
模具价格计算
1.经验计算法
模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费
各项比例通常为:
材料费:材料及标准件占模具总费用的15%-30%;
加工费与利润:30%-50%;
设计费:模具总费用的10%-15%;
这时形成的模具价格,有可能高于估价或低于估价。当商讨的模具价格低于模具的保本价进,需重新提出修改模具要求、条件、方案等,降低一些要求,以期可能降低模具成本,重新估算后,再签订模具价格合同。应当指出,模具是属于科技含量较高的专用产品,不应当用低价,甚至是亏本价去迎合客户。而是应该做到优质优价,把保证模具的质量、精度、寿命放在第一位,而不应把模具价格看得过重,否则,容易引起误导动作。追求模具低价,就较难保证模具的质量、精度、寿命。廉价一般不是模具行业之所为。但是,当模具的制造与制品开发生产是同一核算单位或是有经济利益关系时,在这种情况下,模具的报价,应以其成本价作为报价。模具的估价仅估算模具的基本成本价部分,其它的成本费用、利润暂不考虑,待以后制品生产的利润再提取模具费附加值来作为补偿。但此时的报价不能作为真正的模具的价格,只能是作为模具前期开发费用。今后,一旦制品开发成功,产生利润,应提取模具费附加值,返还给模具制造单位,两项合计,才能形成模具的价格。这时形成的模具价格,有可能会高于第一种情况下的模具价格,甚至回报率很高,是原正常模具价格的几十倍,数百倍不等。当然,也有可能回报率等于零。?
(3)“三四三”式结算:即模具合同一签订生效之日,即预付模价款的30%,等参与设计会审,模具材料备料到位,开始加工时,再付40%模价款。余30%,等模具合格交付使用后,一周内付清。?
这种结算方式,是目前比较流行的一种。这种结算方式的主要特点如下:?
1)首期预付的30%模价款作为订金。?
2)再根据会审,检查进度和可靠性,进行第二次40%的付款,加强了模具制造进度的监督。
当模具估价后,需要进行适当处理,整理成模具的报价,为签定模具加工合同做依据。通过反复洽谈商讨,最后形成双方均认可的模具价格,签订了合同。才能正式开始模具的加工。
?
一、模具估价与报价、报价与模具价格?
模具估价后,并不能马上直接作为报价。一般说来,还要根据市场行情、客户心理、竞争对手、状态等因素进行综合分析,对估价进行适当的整理,在估价的基础上增加10-30%提出第一次报价。经过讨价还价,可根据实际情况调低报价。但是,当模具的商讨报价低于估价的10%时,需重新对模具进行改进细化估算,在保证保本有利的情况下,签订模具加工合同,最后确定模具价格。模具价格是经过双方认可且签订在合同上的价格
3)余款30%,在模具验收合格后,再经过数天的使用期后,结算余款。这种方式,基本靠近模具的设计制造使用的同步运行。?
4)万一模具失败,模具制造方,除返还全部预付款外,还要加付赔偿金。赔偿金一般是订金的1-2倍。?
(4)提取制件生产利润的模具费附加值方式:即在模具设计制造时,模具使用方,仅需投入小部分的款项以保证模具制造的基本成本费用(或根本无需支付模具费用)。待模具制造交付使用,开始制件生产,每生产一个制件提取一部分利润返还给模具制造方,作为模具费。?
这种方式,把模具制造方和使用方有机地联系在一起,形成利润一体化,把投资风险与使用效益紧密地联系起来,把技术与经济、质量与生产效益完全地挂钩在一起,这样也最大限度地体现了模具的价值与风险。这种方式是目前一种横向联向的发展趋势。其主要特点是:充分发挥模具制造方和模具使用方的优势,资金投入比较积极合理。但对于模具制造方来说,其风险较大,但回报率也较为可观。?
三、模具报价单的填写?
模具价格估算后,一般要以报价的形式向外报价。报价单的主要内容有:模具报价,周期,要求达到的模次(寿命),对模具的技术要求与条件,付款方式及结算方式以及保修期等。?
模具的报价策略正确与否,直接影响模具的价格,影响到模具利润的高低,影响到所采用的模具生产技术管理等水平的发挥,是模具企业管理的最重要的,是否成功的体现!?
3)在结算50%余款时,由于数目款项较多,且模具已基本完工,易产生结算拖欠现象。?
4)万一模具失败,一般仅退回原50%预付款。?
(2)“六四”式结算:即模具合同一签订生效之日起,即预付模价款的60%,余40%,待模具试模合格后,再结清。?
这种结算方式与第一种结算方式基本相同。只不过是在预付款上增加10%。这相对于模具制造企业有利一点。?
二、模具价格的地区差与时间差?
这里还应当指出,模具的估价及价格,在各个企业、各个地区、国家;在不同的时期,不同的环境,其内涵是不同的,也就是存在着地区差和时间差。为什么会产生价格差呢,这是因为:一方面各企业、各地区、国家的模具制造条件不一样,设备工艺、技术、人员观念、消费水准等各个方面的不同,产生在对模具的成本、利润目标等估算不同,因而产生了不同的模具价格差。一般是较发达的地区、或科技含量高、设备投入较先进,比较规范大型的模具企业,他们的目标是质优而价高,而在一些消费水平较低的地区,或科技含量较低,设备投入较少的中小型模具企业,其相对估算的模具价格要低一些。另一方面,模具价格还存在着时间差,即时效差。不同的时间要求,产生不同的模具价格。这种时效差有两方面的内容:一是一付模具在不同的时间有不同的价格;二是不同的模具制造周期,其价格也不同。?