冲压模具设计价格表
冲压件成本计算
冲压件、电镀件、机加工件怎样报价的潜规则仅供参考,要根据各工厂的设备、技术水平情况而定冲压件、电镀件、机加工件怎样报价的潜规则报价填表说明(一)下面所叙内容均为不含税价格,首先务必弄清楚年产量,是新产品还是成熟产品,明确质量要求,特别是模具费用承担问题,稍有不慎就亏本,做到心中有数后,才能报价。
1、材料部分(不含税价格)SPCC0.5 5.7元/Kg SPCC1.0 5.2元/KgSPCC1.5 5.1元/Kg SPCC2.0 5.1元/KgSPCC2.5 5.0元/Kg SPCC3.0 5.1元/KgSPCC3.5 5.0元/Kg SPCC0.8 5.1元/KgDW800/0.58.1元/Kg SPCC1.2 4.8元/Kg3240/0.8 24元/Kg铝板 26元/Kg紫铜板 30元/Kg 黄铜板 27元/Kg20CrMo∮28=3.5元/Kg ∮36=3.9元/Kg红钢纸1.5mm 24.3元/Kg 红钢纸0.5mm 23.2元/Kg65Mn带3mm 6.0元/Kg Q195-235板4.5元/KgT8A带0.5mm 9.0元/Kg毛坯计算:小零件按正方形毛坯,带料根据料宽具体计算大零件按板料100宽X200长X0.1厚X7.85 g/cm3=15.7 Kg具体计算。
2、电镀费(不含税价格)最好是计算表面积,搞清是挂镀还是滚镀。
计算公式:净重? Kg x ?元/Kg=?元,滚镀价要低些。
厚t≥2.5mm DZn=1.8元/Kg DNi=20元/Kg2.5>t≥1.2mm DZn=2.0元/Kg DNi=22元/Kgt<1.2mm DZn=2.2元/Kg DNi=24元/Kg3、包装(不含税)4、回收成本i元废铜7元/Kg 废铁料:0.8元/Kg5、工时(务必熟悉定额)(不含税)(1)、大的或者厚的零件冲压或车磨刨机加工一般50→150件/小时。
(2)、大吨位→小吨位100→300件/小时6、管理费用其它费=加工成本×(22-32)%(不含税)z注:难度大,工序大于3道,有电镀工序,取32%,易做,工序小于3道,无电镀工序,取25%7、利润=加工成本×(12-15)%(不含税)B注:大吨位工序长零件精度高取15%,小吨位工序少取12%。
冲压模具价格估算表冲压模具价格估算办法
冲压模具价格估算表冲压模具价格估算办法预览说明:预览图片所展示的格式为文档的源格式展示,下载源文件没有水印,内容可编辑和复制冲压模具价格估算表冲压模具价格估算办法冲压模具价格估算表_冲压模具价格估算办法无论进行哪种冲压模具价格估算的报价,在报价之前都需要与进行开发评估,这是必不可少的环节之一。
开发评估:冲压模具的定位,预估产量,技术面是否可行。
其中还包括技术要求能否达到、品质能否确保、材料、外包件件是否有货源、设备是用原有的还是新购、目前公司的产能人力负荷是否足够等。
通过评估结果来决定这个开发案是否进行。
下面大家一起来看看冲压模具价格如何估算,以及冲压模具价格估算办法,以及冲压件价格是如何计算的。
冲压模具工程分析1,分析模具的冲压工艺2,计算零件的材料展开3,列出工步或工程4,计算出模面尺寸,冲裁力这些工作必须安排资深的模具设计工程师来完成。
做完这四步以后的报价工作就简单了,就是本文接下来探讨的重点。
对模具了解不够,专业知识缺乏的人,是做不了工程分析的。
先要去系统地学习,了解模具结构和模具设计。
这要花费相当多精力,并且不是本文模具报价的讨论范围。
所有的模具报价,都应要有专业可靠的工程分析数据后才能进行计算。
有类似的产品模具制作经验的,参照做过的模具直接报价不在除外。
由此可以看出,一套模具材料费按下模板材料费4倍计算是合适的。
模具上的其余的七八块板单价比下模板便宜,模具冲头比下模板又要好一个档次。
在实践中,据我们多年经验,模具下模板材质为Cr12MoV时,按一块下模板材料费的4倍估算整套模具材料费也是可取的。
我们长东模具在每个模具项目完成后,财务都会按例统计一下各套模具的成本。
可以验证一点,模面尺寸接近400W*1000L这么大小的冲压模具,实际发生的模板材料总成本也就是在一万四五左右,差异并不大。
3,模具费计算当模具不复杂,没有特殊要求,零件孔数不特多:单工程模的模具费按模具材料费3倍计算,=14200*3=42600元连续模模具费按模具材料费7倍计算,=14200*7=99400元这是一套400W*1000L尺寸的模具费底价,不含税。
冲压模具成本分析表(模板)

备 料/hr
钻床加工/hr
磨床加工/hr
精密加工
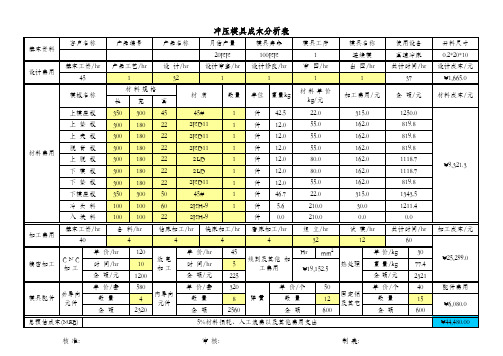
¥19,152.5 50 12 600
外导向 模具 元件
单 价/个 数 量 金 额
5%材料损耗、人工浪费以及其他费用支出
核 准:
审 核:
制 表:
开料尺寸 0.2*20*10 设计成本/元 ¥1,665.0 材料成本/元
¥9,321.3
加工成本/元
¥25,299.0
配件费用 ¥6,080.0 ¥44,480.00
冲压模具成本分析表
基本资料 设计费用 客户名称 基本工资/hr 45 模板名称 上模座板 上 垫 板 上 夹 板 材料费用 脱 背 板 上 脱 板 下 模 板 下 垫 板 下模座板 冲 头 料 入 块 料 加工费用 基本工资/hr 40 CNC 加工 单 价/hr 时 间/hr 金 额/元 单 价/套 数 量 金 额 长 350 300 300 300 300 300 300 350 100 100 4 120 10 1200 580 4 2320 放电 加工 产品编号 产品工艺/hr 1 材料规格 宽 300 180 180 180 180 180 180 300 100 100 高 45 22 22 22 22 22 22 50 60 22 4 单 价/hr 时 间/hr 金 额/元 单 价/套 数 量 金 额 产品名称 设 计/hr 32 材 质 45# SKD11 SKD11 SKD11 SLD SLD SKD11 45# SKH-9 SKH-9 铣床加工/hr 4 45 5 225 320 8 2560 弹簧 月估产量 20KK 设计审查/hr 1 数量 1 1 1 1 1 1 1 1 1 单位 件 件 件 件 件 件 件 件 件 件 4 线割及其他 加 工费用 Hr 模具寿命 100KK 设计修改/hr 1 重量kg 42.5 12.0 12.0 12.0 12.0 12.0 12.0 46.7 5.6 0.0 模具工序 1 审 图/hr 1 材料单价 kg/元 22.0 55.0 55.0 55.0 80.0 80.0 55.0 22.0 210.0 210.0 组 立/hr 32 mm2 热处理 模具名称 连续模 出 图/hr 1 加工费用/元 315.0 162.0 162.0 162.0 162.0 162.0 162.0 315.0 30.0 0.0 试 模/hr 12 单 价/kg 重 量/kg 金 额/元 固定销 及其它 单 价/个 数 量 金 额 使用设备 高速冲床 共计时间/hr 37 金 额/元 1250.0 819.8 819.8 819.8 1118.7 1118.7 819.8 1343.5 1211.4 0.0 共计时间/hr 60 30 77.4 2321 40 15 600 配件费用 ¥6,080.0 ¥44,480.00 ¥25,299.0 加工成本/元 ¥9,321.3 开料尺寸 0.2*20*10 设计成本/元 ¥1,665.0 材料成本/元
模具估价预算表--带示范例子的哦

模具估价预算表--带示范例子的哦流程清晰,模具材料的介绍正确
示范例子
A.模具简介
1.模具名称:XXX
2.模具材料:铝合金
3.模具形式:热浇铸模具
4.模具尺寸:200mm×200mm×200mm
B.模具估价
1.模具设计价格
整机设计费:RMB xx 元
材料制造费:RMB xxx 元
加工费用:RMB xxxx 元
2.模具材料价格
材料成本:RMB xxx 元
加工费:RMB xxxx 元
3.模具总价
模具设计价:RMB xxx 元
模具材料价:RMB xxxx 元
模具总价:RMB xxxxx 元
C.模具材料介绍
1.铝合金
铝合金是一种由铝、铜、锰、镁等多种金属元素经过熔炼混合而成的
合金材料。
由于其具有质轻、机械性能良好、抗腐蚀能力强等优点,因此
在模具行业中得到了广泛的应用。
2.热浇铸模具
热浇铸模具是指采用热浇铸技术制作的模具。
它的主要工艺特点是在
铸件表面形成不同程度的金属流动包覆,以达到改善铸件表面质量的目的。
此外,它还具有节约材料、结构比较复杂及具有较高的强度等优点,从而
得到广泛应用。
冲压模具成本分析表
加工成本/元 ¥25,299.0 配件费用 ¥6,080.0 ¥44,480.00
核 准:
审 核:
制 表:
300 180 22
SKD11
1
件 12.0
55.0
材料费用
上脱板
300 180 22
SLD
1
件 12.0
80.0
162.0 162.0
819.8 1118.7
下模板
300 180 22
SLD
1
件 12.0
80.0
162.0
1118.7
下垫板
300 180 22
SKD11
1
件 12.0
55.0
162.0
金 额/元 2321
单 价/套
580
单 价/套
320
单 价/个
50
单 价/个
40
模具配件
外导向 元件
数量
4
内导向 元件
数量
8 弹簧
数量
12
固定销 及其它
数量
15
金额
2320
金额
2560
金额
600
金额
600
总预估成本(MRB)
5%材料损耗、人工浪费以及其他费用支出
开料尺寸 0.2*20*10 设计成本/元 ¥1,665.0 材料成本/元
材质
数量
单位 重量kg
材料单价 kg/元
加工费用/元
金 额/元
上模座板
350 300 45
45#
1
件 42.5
22.0
315.0
1250.0
上垫板
300 180 22
冲压模具成本分析表

(B) 加工費用
小時/公斤 单价 加工费
材料費用總計 (A) :
0
( C ) 設計費用
項目 1. 零件設計 2.2D模具設計 3.3D模具設計 0 費用 零件名稱 1.导柱 2.优立胶及弹簧 3.其它 備用零件總計 (D) :
(D) 備用零件
數量 費用 備註
設計費用總計(C) :
0
(E)試模費用
項目 试模人工运费 风险修改 其他 試模費用總計 (E) : 0 小時 成本估價 費用
冲压模具成本分析表
工装名称: 品名: 模具供應商: 日期:
模具規格
模具尺寸 气顶系統 外觀面處理 □标准冲头 □备用配件 □互換鑲件 □是 □否 配套设备 □40T 钻床 □油压机 □其他 模穴數 1
(A) 材料費用
項目 1.模架 2.凸模 3.凹模 4.其它模块 材質 45# Cr12 Cr12 45# 重量(KG) 单价 材料费 程序 C加工 2.放電加工 3.線切割加工 4.銑床加工 5.研磨加工 6.熱處理 7.鑽孔加工 8.車床加工 9.拋光 10.咬花 11.其他 0 加工費用總計 (B) :
(F)管銷費用(5%)
項目 一般管銷 運費 其他 管銷費用總計 (F) : 0 費用 0 備註
(G)利潤(10%)
0
(H)營業稅
0
模具費用總計: 0
注:工装总重量由于加工跟设计变动材料做好后会略有出入
冲压件报价表

详细的有:材料费、表面处理费、配件费和企业内部的成本系数。 系数是针对产品加工难易程度和客户质量要求来定的。
具体加工件报价:冲压一个位置:0.2 折弯一刀:1.0 钻孔攻丝:0.2 喷涂每平方:12.0 喷漆每平方:20.0
③冲压费:按吨位来计算。(0.8-1)元/60吨,1.2元/80吨
④夹具费
⑤机加工费用
⑥表面处理费用:i 氧化 0.6元/分米 ;ii 喷漆;iii 丝印;iv 喷涂;v 表面镀锌。
毛利控制在20-30%之间就可以了.
这个好像是没有统一公式的,但不同地方、不同行业、不同的客户有不同的报价。
1234567890ABCDEFGHIJKLMNabcdefghijklmn!@#$%^&&*()_+.一三五七九贰肆陆扒拾,。青玉案元夕东风夜放花千树更吹落星如雨宝马雕车香满路凤箫声动玉壶光转一夜鱼龙已结束,如果下载本文需要使用
4、 折旧费:厂房、设备等2.8元 5、 电费:2.1元 6、 制造费:2.5元 7、 运费:2.3元 8、 销售三包费:2.7元 9、 财务、管理费用:9.3元 10、 税金(按4%计算):6.93元 11、 模具待摊费(参照单排顶盖):三序模具总投资45.4万元,按2万件摊销完毕计算,每件顶盖的待摊费为22.7元,平均每公斤成品散件待摊费为1.9元。 12、以上各项费用合计:155.01元(按成品顶盖12 kg计算,平均12.92元/kg), 以上核算是建立在2004年3月23日签订技术协议时,当时市场行情基础上,最近由于材料的不断上涨(现ST16/0.9mm为6340-6350元/吨),现在每公斤产品仅材料就上涨0.5元,所以现在平均价钱至少应为13.4元/kg 以上。 费用由以下几个部分组成: 材料费=材料重量*单价 冲压费=冲床吨位*冲压次数 模具费_,_ 人工 副件费用 合理损耗 运输费 包装费 合理利润 五金件的报价,一是看你有多大的批量,二是看他的技术要求,三是看时间要求,四是材料、包装等,报价中一般包含:模具费、人工工时费、材料费、设备及固定资产折旧、大修费、管理费、包装运输费、工厂利润、税金等,
中、大型冲压模具价格的估算
制作:刘航
10
模 具 专 业
模 具 价 格 估 算
5.制件精度因素系数 K d 2 (见表 6-3)
料厚/mm
制件公差等级
≤3 >3~10 ≤3 >3~10 ≤3 >3~10
ITl0 ITll ITll ITl2 IT12 ITl3
车种 卡车
轿车
制件类别
内覆盖件 外覆盖件 骨架连接件 梁类件 内覆盖件 外覆盖件 骨架连接件 梁类件
尺寸 公差 /mm
>80~120
>120~180 >180~250 >250~315 >315~400 >400~500
>500
0.140
0.160 0.185 0.210 0.230 0.250 0.280
公差等级
IT11 0.060 0.075 0.090 0.110 0.130 0.160 0.190
1.40~2.40
0.70
O.60
根据用户所使用
<2.40
O.90
<1.40
0.80
双动拉延模
1.40~2.40
0.95
模
<2.40
1.10
具
<1.40
0.80
价
单动拉延模
1.40~2.40
O.95
格
<2.40
1.10
估
<1.40
0.65
算
修边冲孔模
1.40~2.40
0.80
O.60
设备的闭合高度
0.60
验收,则冲压件之间需要组装或焊装,此时产品设计、模具设计和模具制
造等方面的误差均会显现,进而需要检测相关冲压件,分析误差产生部位,
确定模具返修方案。这一过程需要增加调试费用,其增加幅度为有关冲压
冲压及表面处理工费
冲压模具产品报价详解冲压产品的报价由下面的10个方面的价格构成。
(1)原材料费A = 料厚t×长L×宽W×比重P×单价/1000000式中,长W=展开长度+5mm, 宽W=展开宽度+5mm比重铜取8.9,铁取7.85,铝取2.7(2)辅料费B,价格由采购提供。
①模具配件②铆钉螺母拉铆钉及其他辅料(3)工序加工费C, 含线切割、机加工、剪板、冲压、铆接、攻牙、钻倒角、焊接、拉铆等。
① 线切割小样件按单批200~500元,其他按工时或线长收费。
② 模具设计费按1000元/天,机加工按工时60元/小时。
③ 剪板开料1.5mm以下0.4元/件,1.6以上0.6元/件。
④ 冲压连续模20T 0.02元/pcs, 35T 0.03元/pcs,45T 0.04元/pcs, 60T 0.08元/pcs,80T 0.12元/pcs,110~125T 0.15元/pcs,160T 0.2元/pcs。
单冲模 16~25T 0.03元/pcs,30~50T 0.05元/pcs,60T 0.1元/pcs,80T 0.15元/pcs,110~125T 0.2元/pcs,160T 0.3元/pcs。
油压机 1元/pcs⑤ 铆接 M5以下0.05元/pcs, M5以上0.08元/pcs6)攻牙M3以下铁、铜、铝0.01元/孔,不锈钢0.15元/孔。
M4~M6铁、铜、铝、不锈钢0.2元/孔。
M6以上铁、铜、铝、不锈钢 0.3元/孔。
⑥ 钻床倒角铁铜铝 0.03元/孔,不锈钢 0.1元/孔。
⑦ 焊接点焊0.15元/处,氩焊、焊螺柱0.5元/处,大面积另计。
⑧ 拉铆 0.03元/钉(4)表面处理D,含电镀、阳极处理、拉丝、抛光、喷油、喷粉、防锈处理、丝印以及特殊处理。
① 电镀滚镀锌2.5/kg,滚镀镍3/kg,滚镀锡8/kg,滚镀银25/kg,滚镀金(0.05u以下)100/kg,挂镀另参电镀厂报价② 阳极处理按面积精度要求30/40/60/80元/㎡不等,计件不足0.5元/件按0.5元,批量5000件以上按0.3元计③ 拉丝 30元/㎡,不足0.5元按0.5元计④ 抛光 50元/㎡,高要100元/㎡,不足0.5元按0.5元计⑤ 喷油 30元/㎡,喷粉15元/㎡,不足0.5元按0.5元计,批量5000件以上按0.3元计⑥ 防锈处理 0.01元/10mm⑦ 丝印 2000件以下0.2元/单色次,2000以上0.15元/单色次。
冲压模具报价简介

1.材料费:进口材料一般用于凹模、凸模并且需要热处理。
热处理硬料价格为:
2.热处理费用:a. 普通热处理:一般用于材料较大、要求也较低的零件,价格也较便宜,
11元/ 公斤
b. 真空热处理:一般用于材料较小、要求也较高的零件,价格也较贵,不
易变形。
3. 线割费用:一般按面积计算:快丝价格0.0045---0.005元/ 平方毫米左右,凹模、凸
模、脱料板等常用,固定板有时也用,
慢丝价格一般为0.02元/平方毫米
计算公式:面积=周长*高度周长可以查看3d图档,一般为估计值。
4. 标准件费用:A弹簧类:颜色分为绿色、棕色:这两种颜色通常比较大力,红色其次,
黄色再次,蓝色最小。
B:导柱、导套类价格
C:螺丝类
5. 人工费用:A. 师傅类的工资一般250元/天
B. 试模费用(主要指冲床使用费)
C. 试模材料
D. 钻孔费用
E. 设计费用、管理费
6. 利润:(1+2+3+4+5)*30%或40% 即可得出利润。
小型冲压模具价格估算

Z x 0 /mm
模 具 价 格 估 算
K x 21
圆形件
非圆形件 O.30
制作:刘航
12
模 具 专 业
5)自制铸铁标准底板模架的因素工时 N x 2 由于表 5-l 中所列举的各类模具的基点工时均不含模架制造工时,所以当自制铸铁标准模架时需增 加一部分相应的工时,即自制铸铁标准底板模架的因素工时 N2,其计算公式如下:
10
模 具 相对于两套同类型、同结构、同规格的冲裁模而言,它们的基点工时是完全相同的,但它们冲裁的周长 专 却不一定相等,那么它们的制造总工时 T x 也不一定相等,这时就要引入冲裁件周长因素工时 N 。表 4-l 业
x1
4)冲裁件周长因素工时 N x1
中关于各规格冲裁模的基点工时,均是以冲裁某一固定的周长为基础条件而设定的。 这里,将这一固定周长 称作周长基数。 因此,在冲裁实际周长大于周长基数时,均要予以修正。 因素工时 N x1 的计算公式见式(5-3) 所示:
制作:刘航
8
模 具 专 业
3)基点工时修正系数 K x 20
表 5-1 小型冲压模具的制造基点工时 Tx 0
模 具 类 型 模具结构 或冲件形状 63× 50(ф 63) 80× 63(ф 80) 100× 80(ф 100) 125× 100(ф 125) 凹模周界/mm 160× 125(ф 160) 200× 160(ф 200)
59
制作:刘航
9
模 具 专 业
V形 弯 曲 模 拉 延 模 矩形拉延 平均值 Tx 0 U形 平均值 Tx 0 圆形落料拉延
27 41 34 40 57 49
3l 43 37 4l 62 50
35 48 43 43 68 56
冲压模具成本计算表软件xls

维修费70%
¥673.28
¥0.00 ¥0.00 ¥0.00 ¥0.00
管理费15%
电火花
¥0.00 ¥0.00
其它费用
376.2233547 752.4467094 752.4467094
601.957368
225.7340128
备注:1、所有红色部分为可修改参数,黑色部分可自动计算,不要更改
220 200 20 8.17 Cr12 ¥15.00
割冲头入子料板 160 140 32 6.40 Cr12 ¥15.00
空心板
220 200 20 8.17 45# ¥9.00
上夹 板
220 200 20 8.17 45# ¥9.00
下夹板 上模座 下模座 垫脚
220 200
320 260
320 260
具成本计算表
模板加工 工时*工资
¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00
总价
¥304.90 ¥212.51 ¥212.51 ¥269.96 ¥212.51 ¥212.51 ¥166.51 ¥73.56 ¥73.56 ¥73.56 ¥336.09 ¥396.11 ¥0.00 ¥4,514.68
2、模具类型不一样,不需要之模板,请将其长、宽、高的值设为0 3、模具线割加工精度不一样,慢丝费用=总材料费X7倍,快丝=总材料费X2.5-3.5倍 4、A3刚材料价9元,45#材料价11元,CR12材料价15元,SKD11材料价22元.热处理价12元,线割10/2000
另外:模具快速估价=(6--10)X材料费
工时法模具估价表
1、 小型冲压模具
制造工费
Ga1=A1 * ∑T1
式(1)
式中
∑T1——小型冲压模具制造全过程的总工时 (h);
A1——小型冲压模具制造中的单位工时的平均 费用,简称工时单价(元/h)。
制造总工时
∑T1=T01K10+∑N1i
式(2)
∑N1i = N11+ N12+N13+N14+N15+N16+N式(137)
φ63 φ80 φ100
60 90 120 0.28 0.32 0.38 0.3 0.34 0.4
φ125 φ160 φ200 φ250
200 300 420 560 0.45 0.5 0.52 0.54 0.48 0.53 0.55 0.57
φ315 φ400
740 1000 0.56 0.58 0.6 0.62
K1=型腔体积×K11/1000000
(2-2)
式中 K11——调整系数。 调整系数K11,它是基于基点工时中纯加工工时与整副模 具工时(设计、编程、加工试模等工时的总和)之间的比 值,一般取0.5~0.9。
产品包络体积(也可看作型腔体积)计算: 1、三维软件 2、分层分割 3、用近似典型几何体估算 4、型腔深的产品,加工影响权重用复杂系数·体现 5、部分细小结构计算时可忽略
φ125 0.66
φ160 0.61
φ200 0.5
φ250 0.45
φ315 0.37
φ400 0.3
φ500 0.28
表3 冲裁周长因数工时系数K11
凹模周界 (mm*mm)
周长基数Lz0
K11 圆形
非圆形
63*50 250*200 315*250 400*315 500*400
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3 复合模
600 840 960 1200 1 1.5 2 1.3 1 1.5
ቤተ መጻሕፍቲ ባይዱ
4 成形模
650 910 1040 1300 1 1.5 2 1.3 1 1.5
5 拉深模
750 1050 1200 1500 1 1.5 2 1.3 1 1.5
6 级进模
1500 2100 2400 3000 1 1.5 2 1.3 1 1.5
10 工艺方案和报价 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 工艺和报价工作为模具设计费50%
11 设计3D系数
2 2 2 2222 2
2
2 3D费用按模具设计费用50%-100%计算
说明:
1、模具设计费用=制件复杂程度价格x材料系数x厚度系数x大小系数 ;
2、针对上表范围之外的的模具设计费用=模具总价 x 8~15 % 。
冲压模具设计价格表
序
制件类别
复杂程度
材料系数K2
厚度系数K3
号 模具类别
简单 一般 中等 复杂 钢 不锈钢 铝 0.5-1.0 1.0-2.5 2.5-5.0
备注
1 冲裁模
500 700 800 1000 1 1.5 2 1.3 1 1.5
2 弯曲模
550 770 880 1100 1 1.5 2 1.3 1 1.5
3、未尽事宜,双方协商解决。
编制:
批准:
7 小型冲压模具 1 1 1 1 1 1 1 1
1
1 (模具半周长(L+B)≤1400mm)
8 中型冲压模具 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 (1400mm≤(L+B)≤2500mm时)
9 中大型冲压模具 2 2 2 2 2 2 2 2
2
2 (2500mm≤(L+B)≤4500mm时)