焊接工艺评定实例复习进程
焊接工艺评定课件

管道材质
不同材质的管道需要采用不同的焊接方法 和工艺参数。
管道规格
不同规格的管道需要选择不同的焊接电流 和电弧电压等参数。
焊接方法
常用的焊接方法有手工电弧焊、气体保护 焊、埋弧焊等,需要根据实际情况选择合 适的焊接方法。
焊接位置
根据管道的实际情况,需要制定不同焊接 位置的焊接工艺评定方案,确保焊接质量 和安全性。
根据预试验确定的焊接参 数和材料进行正式试验操 作。
焊接接头的检测
对焊接完成的接头进行外 观检测、无损检测等,确 定接头的质量是否符合要 求。
力学性能试验
对焊接接头进行拉伸、弯 曲、冲击等力学性能试验 ,确定接头的力学性能是 否符合要求。
焊接工艺评定报告的编制
评定报告内容
根据试验结果编制评定报告,包 括焊接工艺方案、预试验和正式 试验的操作及结果、接头检测和 力学性能试验结果等。
焊接方法
常用的焊接方法有气体保护焊、埋弧焊、电渣焊等,需 要根据实际情况选择合适的焊接方法。
焊接检验
压力容器焊接后需要进行严格的检验,包括外观检验、 无损检测等,确保焊接质量和安全性。
案例三:钢结构焊接工艺评定
总结词
钢结构焊接工艺评定是确保钢结构安全性和稳定性的重要 环节,需考虑钢结构的材质、规格、结构形式等因素,制 定合理的焊接工艺评定方案。
详细描述
在进行异种金属焊接工艺评定时,需要考虑以下因素
异种金属规格
不同规格的异种金属需要选择不同的焊接电流和电弧电压 等参数。
结构形式
异种金属的结构形式不同,需要选择不同的焊接方法和工 艺参数。
异种金属材质
不同材质的异种金属需要采用不同的焊接方法和工艺参数 。
焊接检验
焊接工艺评定培训课件.pptx

谢谢观看
规程〉 石化行业〈石油化工工程焊接工艺评定〉
1 焊接工艺评定目的
(1)材料焊接性 工艺焊接性 使用焊接性
(2)焊接性能与焊接工艺评定的关系 其解决的问题不同 焊接性能是基础和前提 进行焊接工艺评定前不一定做焊接性能试验 焊接工艺评定不允许从外单位“输入”(包括焊工)
(3)焊接工艺评定的目的(功能) 验证施焊单位拟定的焊接工艺的正确性, 评定施焊单位焊制焊接接头的使用性能符合设计要求的能力. 奥氏体不锈钢的热处理类别:
不进行焊后热处理 进行焊后固溶或稳定化热处理 其他材料的热处理类别: 不进行 低于下转变温度 高于上转变温度 先在高于上转变,再在低于下转变温度 在上下转变温度之间
(7)试件的厚度
a.12Cr2Mo和σb >540MPa低合金钢:
• 14、Thank you very much for taking me with you on that splendid outing to London. It was the first time that I had seen the Tower or any of the other famous sights. If I'd gone alone, I couldn't have seen nearly as much, because I wouldn't have known my way a bout.
弯曲试验:
合格指标:其拉伸面上沿任何方向不得有单条长度大于 3mm的裂纹或缺陷,试样的棱角开裂不计,但由夹 渣或其他缺陷引起的棱角开裂应计入。
执行JB4708-2000的意见: 对接双面焊和堆焊,继续有效; 对接单面焊,已达双面焊弯曲角度的,继续有效; 对接单面焊,只补做弯曲试验,合格后有效.
焊接工艺评定实例

焊接工艺评定实例背景介绍在现代制造业中,焊接是一种重要的成型方法。
它可以用于制造各种工业产品,从汽车和电子设备到海洋平台和航天器。
因此,准确评定焊接工艺的性能是非常重要的。
本文将提供一个实例,展示如何评定焊接工艺的性能。
实例描述在这个实例中,我们将评估某公司使用的一种常见的焊接工艺——手工氩弧焊。
这种焊接方法可以用于在两个金属部件之间创建高质量的焊缝。
在这个实例中,我们将评估工艺的质量和可靠性。
我们将使用以下步骤来评估焊接工艺:步骤一:焊缝评估我们将对焊缝进行质量评估,以确保它们符合所需的标准。
我们将使用一些必要的检测方法,如X射线检测、渗透检测和超声波检测。
X射线检测X射线检测可以探测细微的缺陷,如裂缝、孔洞和其他形态的不完整。
使用X射线检测,我们将能够检测焊缝中的任何可见的缺陷或不完全区域。
这将允许我们修复缺陷,从而确保焊缝的质量。
渗透检测渗透检测是一种检测技术,可用于检测部件表面裂缝或其他缺陷。
它可以检测到与X射线检测不同的缺陷类型,因此它可以作为补充检测方法使用,以确保焊缝的完整性。
超声波检测超声波检测可用于检测焊接模板中的任何潜在的缺陷,如缺陷、裂纹和其他类型的区域。
它可以检测到X射线检测和渗透检测无法检测到的缺陷,因此它可以帮助我们获得更完整的数据,并评估焊接工艺的质量和性能。
步骤二:焊接性能评估接下来,我们将通过执行一些必要的测试和测量来评估焊接性能的质量和可靠性。
这些测试包括拉伸试验、硬度测试和冲击试验。
拉伸试验拉伸试验可用于评估焊缝和接头的强度,以确保它们符合所需的标准。
测试的试样由焊缝或接头的板材或管材截面制成,然后拉伸到破裂,以测量强度。
硬度测试硬度测试可用于评估焊缝或接头的硬度和铬含量。
焊缝应具有相同的硬度,以确保其质量和可靠性。
硬度测试还可用于确定焊接区域的变形程度,并确定适当的焊接条件。
冲击试验冲击试验可用于测量材料的脆性和韧性,以确保焊接材料不容易断裂或变形。
对于一些重载设备的焊接过程,冲击试验是必须的。
焊接工艺评定的一般程序
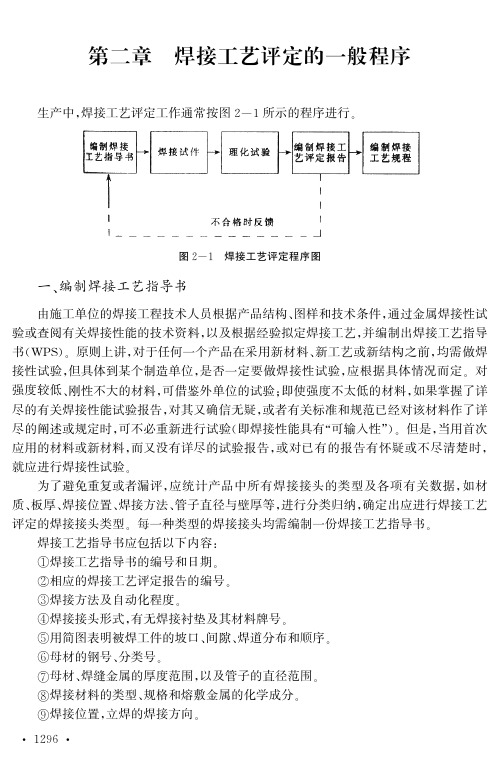
第二章!焊接工艺评定的一般程序生产中!焊接工艺评定工作通常按图!"&所示的程序进行"图!"&!焊接工艺评定程序图一!编制焊接工艺指导书由施工单位的焊接工程技术人员根据产品结构#图样和技术条件!通过金属焊接性试验或查阅有关焊接性能的技术资料!以及根据经验拟定焊接工艺!并编制出焊接工艺指导书$L G7%"原则上讲!对于任何一个产品在采用新材料#新工艺或新结构之前!均需做焊接性试验!但具体到某个制造单位!是否一定要做焊接性试验!应根据具体情况而定"对强度较低#刚性不大的材料!可借鉴外单位的试验&即使强度不太低的材料!如果掌握了详尽的有关焊接性能试验报告!对其又确信无疑!或者有关标准和规范已经对该材料作了详尽的阐述或规定时!可不必重新进行试验$即焊接性能具有’可输入性(%"但是!当用首次应用的材料或新材料!而又没有详尽的试验报告!或对已有的报告有怀疑或不尽清楚时!就应进行焊接性试验"为了避免重复或者漏评!应统计产品中所有焊接接头的类型及各项有关数据!如材质#板厚#焊接位置#焊接方法#管子直径与壁厚等!进行分类归纳!确定出应进行焊接工艺评定的焊接接头类型"每一种类型的焊接接头均需编制一份焊接工艺指导书"焊接工艺指导书应包括以下内容)-焊接工艺指导书的编号和日期".相应的焊接工艺评定报告的编号"5焊接方法及自动化程度"7焊接接头形式!有无焊接衬垫及其材料牌号"8用简图表明被焊工件的坡口#间隙#焊道分布和顺序"9母材的钢号#分类号":母材#焊缝金属的厚度范围!以及管子的直径范围">焊接材料的类型#规格和熔敷金属的化学成分"?焊接位置!立焊的焊接方向"**&AD!@焊接预热温度!最高层间温度和焊后热处理规范等"A B C每层焊缝的焊接方法!焊接材料的牌号和规格!焊接电流种类!极性和焊接电流范围!电弧电压范围!焊接速度范围!导电嘴至工件的距离!喷嘴尺寸及喷嘴与工件的角度!保护气体种类!气体垫和尾部气体保护的成分和流量!施焊技术#焊条有无摆动!摆动方法!清根方法和有无锤击等$"A B D焊接设备及所用仪表"A B E编制人和审批人的签名!日期等"为方便起见%可根据焊接工艺评定所涉及的内容自行设计表格%也可采用a6?#>C" D!标准中推荐的表格"本卷第六章表A"!就是采用a6?#>C"D!标准推荐的表格%所编制的焊接工艺指导书"二!施焊试件焊接工艺指导书经有关人员审核!批准以后下达到焊接试验室%由焊接试验室进行焊接工艺评定的准备工作%这主要包括准备试件!焊接材料和焊接设备等"要求试件的材质!焊接材料必须符合相应的标准&施焊的人员必须是本单位焊工%其操作技能必须熟练#不一定非持证不可$&要求焊接设备和仪表应处于正常工作状态"具备了以上条件以后%由焊工按照焊接工艺指导书规定的焊接工艺条件焊接试件"如果有焊后热处理要求时%焊后随即进行热处理"在焊接过程中应有专人做好实焊记录"三!理化试验试件焊完以后%交理化试验室进行有关项目的检测试验"首先%进行焊缝外观检验和无损检测%其次%按照焊接工艺评定标准的规定制备力学性能试验!金相试验的试样"力学性能试样一般包括拉伸试样!弯曲#面弯!背弯!侧弯$试样和冲击试样"力学性能试验和金相试验都要按照标准的有关规定进行"对试验结果要填写相应的试验报告"此外%对于耐蚀层堆焊试件%还要进行渗透检测!化学分析等试验"四!编制焊接工艺评定报告焊接工艺评定报告#G h Y$是按技术标准的规定%通过焊接试件和检验试样评定焊接工艺后%将焊接工艺因素和试验记录整理成的综合性报告"它是制定焊接工艺规程的依据"焊接工艺评定报告一般包括以下内容’-焊接工艺评定报告编号和日期".相应的焊接工艺指导书的编号"5焊接方法"7焊接接头形式"8工艺试件母材的钢号!分类号!厚度!直径!质量证明书号和复验报告编号"9焊接材料的牌号!类型!直径!质量证明书号":焊接位置"((#&!D>实际环境温度!相对湿度"?预热温度!层间温度"@焊后热处理温度和保温时间"A B C每条焊道实际的焊接工艺参数和施焊技术"A B D焊接接头外观和无损检测的结果"A B E焊接接头的拉伸!弯曲!冲击韧度的试验报告编号!金相试验报告编号#试验方法的标准和试验结果#角焊缝断面宏观检验结果"A B F焊接工艺评定的结论"A B G焊工姓名和钢印号"A B H试验人员和报告审批人的签字和日期"为方便起见#焊接工艺评定报告一般也设计成表格形式"表="&#是按a6?#>C"D!标准推荐的表格#编制的焊接工艺评定报告"五!编制焊接工艺规程焊接工艺评定合格后#焊接工艺评定报告经施焊单位负责人审批后#即可作为制定焊接工艺规程的依据和证明材料#由焊接工艺人员根据焊接工艺评定报告#并结合实际的生产条件编制出焊接工艺规程"经审批后#焊接工艺规程以焊接工艺卡的形式#下达到焊接车间用以指导产品焊接"但是#对于某些重要产品#例如要求质量等级较高的加氢裂化反应器等#还要通过产品模拟件的复核验证后#才能最终确定焊接工艺规程"焊接工艺评定报告中的工艺参数是试验记录值#焊接工艺规程中的工艺参数不一定要与其相一致#只要线能量不小于工艺评定的即可#不过当对工件有冲击韧度的要求时#其线能量要与试件的线能量相当"对于评定试验中不合格的项目#应分析原因#提出改进措施#修改焊接工艺指导书#重新进行评定"最后#应将评定合格的焊接工艺指导书!焊接工艺评定报告!施焊记录!各项检测试验报告和母材!焊接材料的质量证明书等资料#装订成册!存档保存!以备使用"试件!试样#从理论上讲没有必要保留#但在压力容器的取证$制造许可证%!监检和换证的工作中#为了防止制造单位弄虚作假#各地区或各部门#可根据本地区或本部门的实际情况规定是否保留和保留多久"一项评定合格的焊接工艺可以使用多久呢?对压力容器制造单位来讲#如果长期从事压力容器的制造#并按规定的期限换证#评定合格的焊接工艺在本单位可以长期使用"如果由于种种原因证被吊销了#或者到了该换证的时候没有申请换证#或者没有通过换证审查#而以后由于需要又重新取了证时#那么以前评定合格的焊接工艺#就不能再使用了#应重新评定"近些年来#国内将计算机应用于焊接工艺评定管理工作有很大进展"一些单位建立了焊接工艺评定报告的数据库和专家系统#可以完成数据记录的浏览!追加!删除!修改和查询工作#同时#能够判断新的焊接工艺是否需要重新评定这给焊接工艺评定工作带来了很大方便"&&C&!D。
焊接工艺评定

控制
02
焊接工艺评定标准与程序
焊接工艺评定标准的种类与选择
国际焊接工艺评定标准
• ISO 14732:2017《焊接工艺评定试验方法》
• AWS D1.1:2015《焊接工艺评定规程》
国内焊接工艺评定标准
• GB/T 19418-2003《焊接工艺评定试验方法》
• JB/T 4708-2000《焊接工艺评定规程》
焊接工艺评定标准的选择
• 根据工程项目的具体要求和焊接结构的特性选择合适的评定标准
• 结合企业的实际情况和生产能力选择合适的评定标准
⌛️
焊接工艺评定程序与方法
焊接工艺评定程序
• 确定评定对象和评定标准
• 制定评定计划
• 进行工艺评定试验
• 分析试验结果,确定焊接工艺评定报告
焊接工艺评定方法
• 焊接工艺试验法:通过实际焊接试验来评定焊接工艺
• 影响焊接结构的性能和质量
环境气氛和污染程度
• 影响焊接工艺的稳定性和安全性
• 影响焊接结构的性能和质量
环境噪声和振动
• 影响焊接工艺的操作和效率
• 影响焊接结构的质量和生产成本
04
焊接工艺评定的实例分析
焊接工艺评定实例一
01
评定对象:某桥梁焊接结构
02
评定标准:ISO 14732:2017
03
CREATE TOGETHER
DOCS SMART CREATE
焊接工艺评定
DOCS
01
焊接工艺评定概述
焊接工艺评定的定义与作用
焊接工艺评定是对焊接工艺的性能和质量进行评定
的过程
焊接工艺评定的作用
焊接工艺评定流程及方法、焊接材料复验
焊接工艺评定流程及方法、焊接材料复验下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
本文下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Downloaded tips: This document is carefully compiled by the editor. I hope that after you download them, they can help you solve practical problems. The documents can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!焊接工艺评定流程及方法、焊接材料复验。
二建-机电实务机电工程焊接技术(三)
二级建造师《机电工程管理与实务》
二、焊接工艺评定
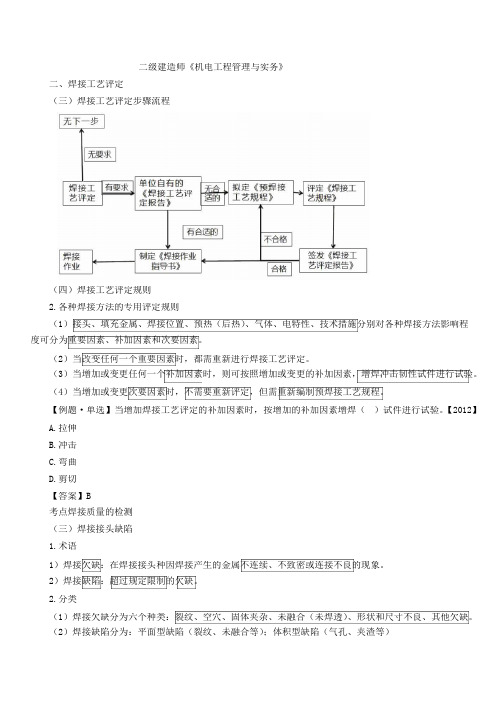
(三)焊接工艺评定步骤流程
(四)焊接工艺评定规则
2.各种焊接方法的专用评定规则
(1)接头、填充金属、焊接位置、预热(后热)、气体、电特性、技术措施分别对各种焊接方法影响程
度可分为重要因素、补加因素和次要因素。
(2)当改变任何一个重要因素时,都需重新进行焊接工艺评定。
(3)当增加或变更任何一个补加因素时,则可按照增加或变更的补加因素,增焊冲击韧性试件进行试验。
(4)当增加或变更次要因素时,不需要重新评定,但需重新编制预焊接工艺规程。
单选】当增加焊接工艺评定的补加因素时,按增加的补加因素增焊()试件进行试验。
【2012】【例题·
A.拉伸
B.冲击
C.弯曲
D.剪切
【答案】B
考点焊接质量的检测
(三)焊接接头缺陷
1.术语
1)焊接欠缺:在焊接接头种因焊接产生的金属不连续、不致密或连接不良的现象。
2)焊接缺陷:超过规定限制的欠缺。
2.分类
(1)焊接欠缺分为六个种类:裂纹、空穴、固体夹杂、未融合(未焊透)、形状和尺寸不良、其他欠缺。
(2)焊接缺陷分为:平面型缺陷(裂纹、未融合等);体积型缺陷(气孔、夹渣等)。
焊接工艺评定焊工资格案例
4 H00-107 16MnR 5 H00-131 16MnR 6 H00-181 16MnR 7 H00-129 16MnR/20R 8 H00-132 16MnR/20R 9 H00-129 16MnR/20R
10 H00-132 16MnR/20R 11 H05-67 16MnR+20#
其他:手工焊,J507
4(H00-107),3(H00-182)
换热管与管板:
筒体、设备法兰、封头:
SAW–1G –07/09/19; SMAW–FeⅡ–1G–12–Fef3J; GTAW–FeⅡ–5G–3/60–FefS–02/11/13;
试验报告编号: 2014-010
试样编号
试样宽度 试样厚度
mm
mm
横截面积 mm2
最大载荷 抗拉强度 KN MPa
H1405-L1 20
16
320
192.0
600
H1405-L2 20
16
320
188.8
590
弯曲试验
试验报告编号: 2014-011
试样编号
试样类型
试样厚度 mm
弯心直径 mm
弯曲角度 (°)
1
15CrMoR 10
2
15CrMoR 46
3
15CrMoR 30
4
15CrMoR 38
SMAW
SAW
SMAW(6mm) /SAW (24mm)
SMAW(8mm) /SAW(30mm)
650-690℃/2h 650-690℃/1.5h
650-690℃/105min
(三)焊接工艺评定报告(找错误)
焊接工艺评定依据:NB/T 47014-2011 母材:Q370R,板材16mm, GB 713-2014 抗拉强度Rm=530~630MPa 冲击功Akv≥47J 焊材:J557 焊条电弧焊 要求冲击试验
2020二级建造师机电工程管理与实务考点知识:焊接工艺评定
2020二级建造师机电工程管理与实务考点知识:焊接工艺评
定
备考的时间不多了,考生还需努力,做好考前的备考复习,下面由小编为你精心准备了“2020二级建造师机电工程管理与实务考点知识:焊接工艺评定”,持续关注本站将可以持续获取更多的考试资讯!
2020二级建造师机电工程管理与实务考点知识:焊接工艺评定
焊接工艺评定
1.焊接工艺评定的一般过程:拟订焊接工艺指导书→施焊试件和制取试样→检验试件和试样→测定焊接接头是否具有所要求的使用性能→提出焊接工艺评定报告对拟订的焊接工艺指导书进行评定。
2.应用实例
(1)对压力容器焊接工艺评定的基本要求有:从焊缝处的部位来讲,受压壳体上的纵、环焊缝,法兰、接管、管板上的焊缝和受压元件上的点固焊、吊装焊、组装焊点及耐蚀堆焊层等均要求进行焊接工艺评定。
(2)评定时分别按对接焊缝、角焊缝和堆焊焊缝三种方式制备试板。
其中对接焊缝试板要进行外观检查、射线探伤(无损探伤)、拉伸试验和冲击试验等;耐蚀堆焊层试板要进行渗透探伤、弯曲试验和化学成分分析。
3.评定规则
(1)改变焊接方法必须重新评定;当变更焊接方法的任何一个工艺评定的重要因素时,须重新评定;当增加或变更焊接方法的任何一个工艺评定的补加因素时,按增加或变更的补加因素增焊冲击试件进行试验。
(2)任一钢号母材评定合格的,可以用于同组别号的其他钢号母材;同类别号中,高组别号母材评定合格的,也适用于该组别号与低组别号的母材组成的焊接接头。
(3)改变焊后热处理类别,须重新进行焊接工艺评定。
(4)首次使用的国外钢材,必须进行工艺评定。
(5)常用焊接方法中焊接材料、保护气体、线能量等条件改变时,需重新进行工艺评定。
焊接案例点
焊接案例点:一、焊接工艺评定步骤?(1)、编制焊接工艺评定委托书(2)、按工艺评定标准或设计文件规定,拟定焊接工艺指导书或评定方案、初步工艺(3)、按照拟定的焊接工艺指导书(或初步工艺)进行试件制备、焊接、焊缝检验(热处理)、取样加工、检验试样。
(4)根据所要求的使用性能进行评定;若评定不合格,应重新修改拟定的焊接工艺指导书或初步工艺,重新评定。
(5)整理焊接记录、试验报告,编制焊接工艺评定报告;评定报告中应详细记录工艺程序、焊接参数、检验结果、试验数据和评定结论,经焊接责任工程师审核,单位技术负责人批准,存入技术档案。
(6)、以焊接工艺评定报告为依据,结合焊接施工经验和实际条件,编制焊接工艺规程或焊工作业指导书、工艺卡,焊工应严格按照焊接作业指导书或工艺卡的规定进行焊接。
委托--拟文--加工--评定--记录--编工艺二、焊条选用原则?(1)、按焊接材料的力学性能和化学成分选用(2)、按焊接的使用性能和工作条件选用(3)、按焊件的结构特点和受力状态。
三、焊接应力变形危害及措施?危害:静脆疲刚稳裂精?(1)、影响构件承受静载能力(2)、影响结构脆性断裂(3)、影响结构的疲劳强度(4)、影响结构的刚度和稳定性(5)、易产生应力腐蚀开裂(6)、影响构件精度和尺寸的稳定性降低措施:社工(一)设计措施量尺集中翻边1、尽量减少焊缝的数量和尺寸,在减小变形量的同时降低焊接应力2、防止焊缝过于集中,从而避免应力峰值叠加3、要求较高的窗口接管口,宜装插入式改为翻边式(二)工艺措施1、采用较小的焊接线能量,减小焊缝热塑变的范围,从而降低焊接应力2、合理安排装配焊接顺序,使焊缝有自由收缩的余地,降低焊接中的残余应力。
3、层间进行锤击,使焊缝得到延展,从而降低焊接中的残余应力。
4、预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸)5、焊接高强钢时,选用塑性较好的焊条6、采用整体预热7、降低焊缝中的含氢量及进行消氢处理,减小氢致集中应力8、采用热处理的方法:整体高温回火、局部高温回火或温差拉伸法(低温消除应力法,伴随焊缝两侧的加热同时加水冷)四、焊前检验内容?(1)、原材料的检查,包括对母材、焊条(焊丝)、保护气体、焊剂、电极等进行检查,是否与合格证及国家标准相符合,包装是否破损,是否过期等。
四、焊接工艺评定、焊工资格案例

四、焊接⼯艺评定、焊⼯资格案例四、焊接⼯艺评定、焊⼯资格案例⾼压管道(局部)主蒸汽管焊缝返修的⼯艺评定装置管线系统⼯艺评定(⼀)⾼压管道(局部)1、管道材料:主管材料16Mn,δ=22mm,直径为273mm。
⽀管材料20,δ=8mm,直径为89mm。
2、焊接⼯艺:主管对接:氩弧焊打底(3mm),焊条电弧焊填充盖⾯⽀管对接:氩弧焊⽀管与主管:焊条电弧焊焊丝:TIG-J50,焊条:E5015主管焊后热处理不进⾏冲击韧性试验。
(⼀)⾼压管道(局部)3、焊接⼯艺评定:16Mn,δ=22mm,对接,氩弧焊(3mm)+焊条电弧焊,焊材TIG-J50+E5015,同样焊后热处理规范20,δ=8mm,对接,钨极氩弧焊,焊丝TIG-J504、焊⼯资格:主管对接:壁厚12mm以上管对接氩弧焊+⼿⼯焊资格;GTAW–FeⅡ–5G–3/168–FefS–02/11/13;SMAW–FeⅡ–5G(K)–9/168–Fef3J;⽀管对接:管对接钨极氩弧焊资格;GTAW–FeⅠ–5G–4/60–FefS–02/11/13;接管与主管⾓接:管板⾓接⼿⼯焊资格;SMAW–FeⅡ–5FG–12/60–Fef3J;(⼆)主蒸汽管焊缝返修的⼯艺评定主蒸汽管材料15CrMo,名义厚度26mm要求冲击试验。
现场安装过程中返修,经打磨消除后,槽深8mm,长200mm。
采⽤焊条电弧焊进⾏修补。
焊后热处理保温温度700~750℃,保温时间120min。
(三)某⽯化装置管线系统1、管线材质及规格2、焊接⼯艺要求5、焊接⼯艺评定不锈钢管线(管线材质表序号1,2,9)⼯艺评定5、焊接⼯艺评定碳钢(序号3,4,6)和低温钢(序号5,7)⼯艺评定5、焊接⼯艺评定Cr-Mo耐热钢(序号8)⼯艺评定6、焊⼯资格(1)碳钢和低合⾦钢,及其异种接头管⼦、管件、法兰、阀门对接:GTAW–FeⅡ–5G–3/60–FefS–02/11/13;SMAW–FeⅡ–5G(K)–3/60–Fef3J;GTAW–FeⅡ–2G–3/60–FefS–02/11/13;SMAW–FeⅡ–2G(K)–3/60–Fef3J;GTAW–FeⅡ–5G–4/168–FefS–02/11/13;SMAW–FeⅡ–5G(K)–8/168–Fef3J;GMAW–FeⅡ–5G(K)–8/168–11/15;GTAW–FeⅡ–2G–4/168–FefS–02/11/13;SMAW–FeⅡ–2G(K)–8/168–Fef3J;GMAW–FeⅡ–2G(K)–8/168–11/15;GMAW–FeⅠ–5GX–4/508–11/15;FCAW–FeⅠ–5GX(K)–8/508–11/15;⽀管与主管插⼊⾓接:SMAW–FeⅡ–5FG–12/60–Fef3J;6、焊⼯资格(2)不锈钢,及异种接头管⼦、管件、法兰、阀门对接:GTAW–FeⅣ–5G–3/60–FefS–02/11/13;SMAW–FeⅣ–5G(K)–3/60–Fef3J;GTAW–FeⅣ–2G–3/60–FefS–02/11/13;SMAW–FeⅣ–2G(K)–3/60–Fef3J;GMAW–FeⅣ–5G–4/273–11/15;FCAW–FeⅣ–5G(K)–8/273–11/15;⽀管与主管插⼊⾓接:SMAW–FeⅣ–5FG–12/60–Fef3J;700~750℃/1hGTAW(6mm)/SMAW(12mm)1815CrMo2650~690℃/2hSMAW(8mm)/SAW(30mm)3815CrMoR4700~750℃/105minSMAW(6mm)/SAW(18mm)2415CrMoR3SMAW1015CrMo1焊后热处理焊接⽅法厚度mm板材序号3.0~5.5Φ21~Φ600Cr18Ni10Ti94.0~26.0Φ22~Φ50815CrMo811.91~17.48Φ610~Φ1016A671CC60CL.2279.5~12.7Φ711~Φ1219L24564.0~9.5Φ22~Φ406A333Gr.654.0~8.0Φ22~Φ219A106Gr.B44.0~18.0Φ22~Φ61020#33.0~12.7Φ22~Φ914A790UNSS3180323.0~12.0Φ22~Φ10160Cr18Ni91管线壁厚(mm)管线外径(mm)管线材质序号L2458520Cr18Ni10Ti15CrMoA333Gr.6/A671CC60CL.2220#/A106Gr.BA790UNSS318030Cr18Ni9管线材质/H0Cr20Ni10TiH0Cr20Ni10TiGTAW+SMAW9CHW-55B2(ER80S-G)TIG-R30(ER55-B2)GTAW+GMAW常温壁厚>13mm700℃-750℃×2hrR307(E5515-B2)TIG-R30(ER55-B2)GTAW+SMAW7-45℃壁厚≧16mm600℃-640℃×1hrLB-52NS(W607)TGS-1NGTAW+SMAW6⽴向下E71T-1ER50-6GMAW+FCAW0℃碱液管线600-650℃×1hrJ427(E4315)TIG-J50GTAW+SMAW4/E2209ER2209GTAW+SMAW3/E308LT1-1ER308LGMAW+FCAW/A102(E308)H08Cr21Ni10Si(ER308)GTAW+SMAW1冲击热处理填充盖⾯焊材打底焊材焊接⽅法序号3///平焊SMAWδ10E2209SAF2205H04-5261///⽴焊SMAWδ8A1020Cr18Ni9H06-4323921⼯艺要求表中序号///平焊GTAWδ10焊丝E2209SAF2205H05-015///⽔平固定GTAW+SMAWΦ60×5H0Cr20Ni10Ti/A1320Cr18Ni10TiH06-124///⽔平转动GMAW+FCAWφ273×9.5AT-ER308L/AT-Y308LTP304H11-013///平焊GTAWδ6H0Cr21Ni10SUS304H00-1731冲击热处理预热焊接位置焊接⽅法规格焊材母材评定号序号5///⽴向下GMAW+FCAWΦ219×10ER50-6/E71T-120GH07-53114碱液线不要求600-650℃×1hr/⽔平固定GTAW+SMAWΦ377×9.5TIG-J50/J42720H12-11106-48℃600-640℃×1hr/⽔平固定GTAW+SMAWΦ159×11TGS-1N/CHL607SA333Gr.6H10-081440℃//⽔平固定SMAWΦ168×5.5J42720H12-0786644⼯艺要求表中序号-48℃//⽔平固定GTAW+SMAWΦ159×11TGS-1N/CHL607SA333Gr.6H10-0913-45℃//⽔平固定GTAW+SMAWΦ108×5.49TGS-1N/CHL607SA333Gr.6H08-42120℃//⽔平固定GTAW+SMAWΦ377×9.5TIG-J50/J42720H12-0990℃//⽔平固定GTAWΦ168×5.5TIG-J5020H12-057冲击热处理预热焊接位置焊接⽅法规格焊材母材评定号序号8常温700-750℃×2hr150℃⽔平转动GTAW+GMAWΦ457×19TIG-R30/ER80S-G15CrMoGH12-01187常温/150℃⽔平固定GTAW+SMAWΦ508×9.5TIG-R30/R30715CrMoH11-051677⼯艺要求表中序号常温/150℃⽔平固定GTAW+SMAWΦ89×5TIG-R30/R30715CrMoH11-0917常温700-750℃×2hr150℃⽔平固定GTAW+SMAWΦ219×12TIG-R30/R30715CrMoH11-0315冲击热处理预热焊接位置焊接⽅法规格焊材母材评定号序号。
炉壳焊接工艺评定书复习过程
钢结构焊接工艺评定报告委托单位上海十三冶建设有限公司南钢项目部工艺指导书编号J-QR2-1〈〈建筑钢结构焊接项目负责人阎福启依据标准技术规程》(JGJ81)试样焊接单位上海十二冶建设有限公司南钢项目部施焊日期2010年8月18日焊工丁瑞锋资格证号TS6JKFSO3457-401级别n母材钢号WSM41C 规格36 mm 供货状态正火生产厂武汉钢铁股份有限公司母材钢号WSM41C 规格32mm 供货状态正火生产厂武汉钢铁股份有限公司母材钢号WSM41C 规格25mm 供货状态正火生产厂武汉钢铁股份有限公司化学成分和力学性能C Mn Si S P 5 s 5 b a 5 W A kv(%) (%) (%) (%) (%)MPa MPa(%) (%) (J) WSM41C>0.05-0.1 1.15-1.45 0.1-0.4 < 0.02 < 0.025> 235法 22 / /标准400-51036mm合格证0.09 1.270.23 0.004 0.014335 46033 / / 32mm合格证0.09 1.270.23 0.004 0.014340 46534 / / 25mm合格证0.09 1.270.23 0.004 0.014355 46533力学合格合格合格合格合格合格合格合格/ /碳当里公式Ceq=C+Mn/6+ (Cr+Mo+V ) /5+ (Ni+Cu ) /15烘干温度CC焊接材料生广厂捍号类型直径(mm)Xh)备注焊条天津金桥H08Mn2Si /())3.2 300CX 2 h /焊条天津金桥H08Mn2Si /())4.0 300CX 2 h /焊接万法手工电弧焊焊接位置 F 接头形式对焊(X)焊接工艺参数见焊接工艺指导书清根工艺碳弧气刨清根焊接设备型号ZX5— 630 电源及极性直流/交直流后热温度(C)预热温度(C)/层间温度(C)//及时间(min)焊后热处理/评定结论:本评定按〈〈建筑钢结构焊接技术规程》(JGJ81规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:焊接条件及工艺参数适用范围按本评定指导书规定执行。
任务6-1 焊接工艺评定

焊接结构生产
尽可能选用对称的构件截面和焊缝位置
图9 构件截面和焊缝位置与焊接变形的关系
尽量避免各条焊缝相交
焊接结构生产
图10 空间相交焊缝设计比较
•三条角焊缝在空间相交,在交点处会产生三轴应力,塑性降 低,可焊到性差,严重的应力集中。
焊接结构生产
焊接结构生产
图5 搭接接头中搭板的形式
图6 肋板的合理形式
应用复合结构
焊接结构生产
图7 采用复合结构的应用实例
三、焊接结构工艺性审查的内容
焊接结构生产
2.从减小焊接应力与变形的角度分析结构的合理性 (1)尽可能减少结构上的焊缝数量和焊缝的填
充金属量。 (2)尽可能选用对称的构件截面和焊缝位置。 (3)尽可能减小焊缝截面尺寸。 (4)采用合理的装配焊接顺序。 (5)尽量避免各条焊缝相交。
焊接结构生产
一、生产纲领对结构工艺过程分析的影响
❖ 1.焊接工艺过程分析的目的:根据不同的生产纲领选 择来确定最佳工艺方案。
❖ 2.按生产纲领大小,焊接生产分为: (1)单件生产:编制焊接工艺规程时应选择适应性较广的通用
装配焊接设备、起重运输设备和其他工装设备。 (2)大量生产:宜采用机械化、自动化水平较高的流水线生产
焊接结构生产
二、焊接结构工艺性审查的步骤
1.产品结构图样审查 • 产品图样包括新产品设计图样、继承性设计图样
和按照实物测绘的图样等; • 产品图样是工程的语言,要求准确、清晰,符合
国家制图标准。
焊接结构生产
二、焊接结构工艺性审查的步骤
2.结构技术要求审查
焊技 接术 结要 构求
使用 要求
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接工艺评定实例一、焊接工艺评定试验焊接工艺评定试验项目和方法原则上要完全按照我国现行的焊接工艺评定标准进行,完成焊接工艺评定试验的企业单位不得任意增加或缩减试验项目,也不得任意改变试验方法,否则就失去了焊接工艺评定的合法性和合理性。
焊接工艺评定试板原则上要求无损探伤,焊接工艺评定试板不应存在不允许的焊接缺陷。
如发现缺陷,则将该试板评为不合格,不得再取样,而是调整焊接参数,重新焊制焊接工艺评定试板。
(一)锅炉与压力容器焊接工艺评定试验项目1. 试验项目锅炉与压力容器焊接工艺评定试验,按产品的接头形式分别以全焊透开坡口对接接头、局部焊透开坡口对接接头和角接接头来完成。
特殊的接头如螺柱焊、耐蚀耐磨堆焊、衬里层接头及接触焊接头等按专门条款的规定进行。
当评定焊缝坡口形状和尺寸为重要参数的焊接方法时,试件的坡口形状和尺寸应符合产品图样或焊接工艺设计书的规定。
焊接评定试板的检验项目按试件的形式有以下几种:(1)开坡口对接接头试板。
外观检查、拉伸、冷弯和缺口冲击韧度试验。
(2)角接接头试板。
外观检查、宏观金相检验。
(3)堆焊层试件。
外观检查、表面渗透检验,冷弯、化学成分分析。
(4)硬质合金堆焊层试件。
外观检查、表面着色检查、表面层硬度测定、宏观金相检验、堆焊层化学成分分析。
(5)螺柱焊试件。
外观检查、锤击试验或弯曲试验、扭转试验、宏观金相检验。
2. 焊接工艺评定试验方法焊接工艺评定中使用的力学性能试验方法包括拉伸、弯曲、缺口冲击、扭转和剪切试验等。
(1)拉伸试验。
按GB2651—1989《焊接接头拉伸试验方法》和GB2852—1 989《焊接及熔敷金属拉伸试验方法》进行。
(2)弯曲试验。
按GB2653—1989《焊接接头弯曲及压扁实验方法》进行。
(3)冲击试验(缺口韧性试验)。
按GB265—1989《焊接接头冲击试验方法》进行。
(4)角焊缝试样的宏观试验。
宏观试片受检面经机械加工和磨光后,选用适当的腐蚀剂浸蚀,直至清楚地分辨出焊缝及热影响区。
(5)螺柱焊缝的检验。
螺柱焊缝的工艺评定,每次应焊10 个试验螺柱焊缝,其中5个作锤击试验或弯曲试验,另5个作扭转试验。
具体评定要求参见有关手册。
(6)电阻焊缝的检验。
电阻焊缝的焊接工艺评定试件作宏观金相检验和力学性能检验。
金相试验时将焊缝横向剖开、抛光并腐蚀、显露焊缝金属的轮廓,用10倍的放大镜检查。
电阻焊缝的力学性能检验主要有剪切试验和剥离试验。
(7)着色试验。
耐蚀和耐磨堆焊层焊接工艺评定试样表面,在焊后状态首先应作着色检验,检验方法和程序按GB150-1998标准进行。
如对一些特殊用途的产品以及耐磨堆焊层,要求作硬度试验的,可参照GB165—1989《焊接接头及堆焊金属硬度试验方法》进行。
(8)化学成分分析。
耐蚀和耐磨堆焊层焊接工艺评定试件,应作化学成分分析。
对于产品技术条件中明确规定耐蚀性要求的焊件,焊接工艺评定的试板还应作晶间腐蚀试验。
具体的试验方法、评定准则见附录表24。
(二)钢结构的试验项目1.试验项目钢结构焊接工艺评定试验项目包括目视检查、无损检验、弯曲试验、拉伸试验(含全焊缝金属拉伸试验)、冲击试验(对产品接头提出冲击韧度要求时)、宏观金相检验。
焊接工艺评定试件,可分为全焊透开坡口对接焊试件、局部焊透开坡口对接焊试件以及角接缝试件,在以上三种试件中还可以成板材试件和管材试件,对于槽焊缝和塞焊缝的工艺评定试验则采用模拟试件。
而钢结构焊接工艺评定试验方法包括试件焊缝的目视检查、无损检测、力学性能试验(包括背弯、面弯和侧弯以及拉伸试验)、宏观金相检验、冲击试验、重复检验等。
参照锅炉与压力容器焊接工艺评定时执行的有关标准进行。
2.评定-- 角接焊工艺评定钢结构产品的角接,可以直接采用如图16-3和图16-4所示的角接试件进行工艺评定。
试样的形式和数量见表16-2,试板的最小壁厚为3.2mm按每份焊接工艺规程和产品结构焊接时的位置,焊接一个角焊缝T形接头试图恰3角接建焊接工艺评定试件聯状和尺才要求评1 一产胡搐鬱中第週仰焊第那脚的最大尺寸* 一严品结构申雜遭桶弊嫌焊鲜的堆小尺寸背-音购擾试ft最大霹曲尺寸件旋转》4F和并(b)管-柜角播试件图⑷4骨材角烬握焊接工艺押定试件件,其中一条试验焊缝是最大尺寸的单层角焊缝,另一条是最小尺寸的多层角焊缝。
试件焊后经目视检查合格后,垂直于焊接方向将试件剖开,制备宏观金相试片,每块试片只检验其中一个剖面。
剩下的两块试板沿整个角焊缝纵向弯断,检查断裂表面。
如果断在母材金属上,不能认为焊缝金属不合格。
试验前,可采用有关措施保证断于焊缝。
T形接头角焊缝试验的合格标准参见GB511 —1995《碳钢焊条》和GB5118-1995《低合金钢焊条》等。
如拟采用的焊接材料不能免除焊接工艺评定,又不是按法规要求经过工艺评定的焊接材料,则应使用图16-5所示的试板形式作验证试验,试板可在平板对接位置焊接,试板长度应足以取出所要求数量的试样,并按图16-5截取试样。
焊接试板的焊接参数应尽量接近产品角焊缝的焊接参数。
表16-2角接工艺评定试样形式和数量以及所评定的厚度范围①对于4F和5F焊接位置,要求4个剖面。
②当采用非法规认可的焊接材料时需作焊接材料评定。
帕巧芍肃焊雉焊樣材解评定试扳骼状和尺寸及取样部位从开坡口对接焊试板中取出两个侧弯试样和一个全焊缝金属拉伸试样,合格标准参见有关国标。
二、压力容器的焊接工艺评定实例按《压力容器安全监察规程》和GB/150-1998《钢制压力容器》的要求,压力容器施焊前应按《压力容器焊接工艺评定》标准的规定进行相应的焊接工艺评^定。
压力容器结构及焊缝布置如图16-6所示。
其中A类、B类为纵环缝,必须进行焊接工艺评定;管接头与筒体连接的D 类焊缝,无论是组合焊缝还是角焊缝,也需进行焊接工艺评定。
此外,接管与法兰及端盖焊接等C类焊缝均需经焊接工艺评定合格后才能投入生产。
其中壳体环缝的焊接工艺评定书样本见表16-3。
Djq 1). Cn P T图茁.6压力再养结构及焊At布■筒图» 16-3焊接工艺评定书样本焊接工艺评定韦»号No HSY・2 设计书编号No HSY・2评宦項目压力容H20g <H壳体环at对按却条*焊♦塩鼻“揍瓦―5(热及焊后於处理預淑度/ 层何出度W300V:后热温度.时局/ 稱氢迥度、时何.二中间馬处理/ 时间/ 焊后热处理(610±10)V 时间2.5H弾接皋敕:电靴坤 性 接电 it SMAW:帖mm : fMO-lSOA 朽 mm : JZOQTaH电9L 电S. U23-25V SAW ;埠螯电St fjOO^WOA 电孤电E U33-»V ^ggjg 25-30m/li 送塗速度肺7皿心1•清理墟口内及两胡時越20mm 內一切恬軸*剂质 2-背先焊内城口焊条电養悍娜第3.外袈口埠辄焊關以电*吒鶴清婵根、打廊后施埠性席检的结果试■編号试样矗或Cj/MPa麻袈给JBP2-I««470,6 460,4 /试样编号试样僭式' 穹箱fl 艳Anm弯曲律度/ (')检整结聲P2J福弯 !—d-3a-..i1B0 1HO 180180L..冲Ji 爾性试验楡验摧告期号试敎绳号醍口赋钛口创1図蚩圮度①A RV /IP2-3V201 他 174. 178.4 150,2, 147.4, 152,2#9热診响忧母材P「蘇他检量///// /无拯摄怖检验站果 KT 合格检鳖堀誓编号 _________輝工 __________ 钢印号 _____________________丼工合格证号 _________A Mrtt JHr v«枪t日期6期:FI 期日期三、船舶结构的焊接工艺评定实例船舶结构部件的焊接工艺评定,均按照船建规范的有关规定进行。
其中焊接 工艺评定书样本见表16-4 o* IM 輝接工艺樨定书样水焊接工艺评定书编号No ChS3工艺评定编号Eh 在2评矗项目髙强度槛棒踽构轉g 半自动T 角烬播£ 悍接方袪_0¥翅_ 自动优笫级 半电动 fftftta 2F 技家标CCS-S9接头坡口晤式 輝接足决(黑序)图问左G3DIS hP-3 右保护%® XB15-20L/min 其他气体/ MM / 岳衣及焊后$处埋......預热温度/ 层间温度/ 后热混度、时间/ 消氧温度•时闾/中何热处g / 时间/焊后热处理厶时151 /电流种类宜呕 駁性反接 焊接电MP, Gi 人240〜260A /218O-2OOA D G ; / 200-240A_电覺 _____________ 3竺~2理 S 竺~2空U 29~3IV。