高频变压器外观标准
高频变压器产品检验标准汇编

高频变压器产品检验标准汇编目录1.PCB线路板检验标准汇2.IC类检验标准汇3.SMT贴片类检验标准汇4.插件用电解电容类检验标准汇5.晶体类检验标准汇6.三极管类检验标准汇7.排针&插槽(座)类检验标准汇8.CABLE导线类检验标准汇9.高频变压器类检验标准汇PCB线路板1. 目的作为检验PCB物料的依据。
2. 适用范围适用于本公司所有的PCB检验。
3. 抽样计划依正常单次抽样计划;具体抽样方式请参考《抽样计划》。
4. 职责品质部负责本公司PCB品质的管制执行及管理,IQC负责供应商的管理及进料检验。
5.允收水准(AQL)严重缺点(CR): 0; 主要缺点(MA): 0.65; 次要缺点(MI): 1.5.6. 检验标准定义:检验项目检验标准检验方式缺陷名称缺陷属性CR MA MI线路线路凸出部分不得大于成品最小间距30%。
带刻度放大镜线路凸出√a. 两线路间不允许有残铜。
b. 残铜距线路或锡垫不得小于0.1mm。
c. 非线路区残铜不可大于2.5mm×2.5mm,且不可露铜。
带刻度放大镜残铜√线路缺口、凹洞部分不可大于最小线宽的30%。
带刻度放大镜缺口凹洞√线路或锡垫之间绝不容许有断路或短路之现象。
放大镜、万用表断、短路√在线路或线路终端部分的裂痕和锯齿,不可超过原线宽1/3。
放大镜、万用表裂痕、锯齿√线路不可弯曲或扭折。
放大镜变形√线路不可因氧化或受药水、异物污染而造成变色。
目视变色√线路必须附着性良好,不可翘起或脱落。
目视线路剥离√a.补线长度不得大于5mm,宽度为原线宽的80%~100%。
b.C/S面补线路不得超过2处,S/S面补线不得超过1处。
带刻度放大镜和目视补线√线路距成型板边不得少于0.5mm。
带刻度放大镜板边余量√刮伤长度不超过6mm,深度不超过铜铂厚度的1/3。
放大镜刮伤√孔零件孔不允许有孔塞,锡面氧化变黑的现象。
目视孔塞、黑√焊锡锡尖高度>1.0mm 带刻度放大镜锡尖√焊锡超过零件吃锡部分,无法辨识零件与焊盘之焊接轮廓放大镜多锡包焊√焊盘上锡的宽度<3/4 带刻度放大镜少锡√零件面与焊锡面间锡裂开目视锡裂√锡珠直径>0.13mm,且距离PCB焊盘或线路≤0.13mm 带刻度放大镜锡珠√焊点表面未形成锡带或焊点光泽度不够,焊点表面粗糙目视冷焊√外观内层采用黑化处理,黑化不足或黑化不均,不可超过单面总面积0.5%(棕化亦同)。
变压器外观标准20130809

跨越线与线包间 有接触 NG
1. 跨越线与线包間沒貼跨 越胶带.
2.跨越胶带太短, 跨越线及 图(二A)
其起始线与线包有接触, 易造成短路.如图(二A)
反包胶带太 窄未完全包 住首尾铜带 NG
3.反包胶带太窄未完全包住, 首尾铜带有接触,易造成 短路.如图(二B)
图 (二B) 让用户放心,使用户满意;没有最好,只有更好。
让用户放心,使用户满意;没有最好,只有更好。
检查站标准(拒收)
1.CORE破損最大尺寸超过CORE厚度的1/3,铁心有裂紋. 2.BOBBIN及其底部有异物;PIN、线圈上有异物;PIN刮伤、 氧化;长短脚. 3.材料有锡珠. 4.磁芯松动. 5.同批材料凡立水颜色不一致,且胶布起翘,变焦.如图(二) 6.对脚距板时,材料与脚距板不垂直,不能轻松对下脚距板; 脚歪,脚距不符.凸点不平超过0.2mm.
4.理线时细线需放在粗线上面,避免最
底层焊锡不良,冷焊或漏焊.
5.同槽不同脚理线时,需同向而绕且胶带 不低于BOBBIN线槽.
让用户放心,使用户满意;没有最好,只有更好。
理线站标准(拒收)
1.理线沒有理满一圈以上.
2.理线头长超过1mm,或线头长超过两
脚距离的1/3.
3.理线高不足凸点的1/2,或超过凸点,须剪脚 的针脚超过针长的1/3.
让用户放心,使用户满意;没有最好,只有更好。
标贴标准(拒收)
标贴字体模糊、断字現象嚴重,在30cm以內不易清晰辨別, 会产生误判及歧意.
让用户放心,使用户满意;没有最好,只有更好。
检查標准(拒收)
露锡尖。
让用户放心,使用户满意;没有最好,只有更好。
其它未尽事项,请在工作中不断的总结学习,让大家更好的、 更准确的判定我们的产品。
最新ER40高频变压器
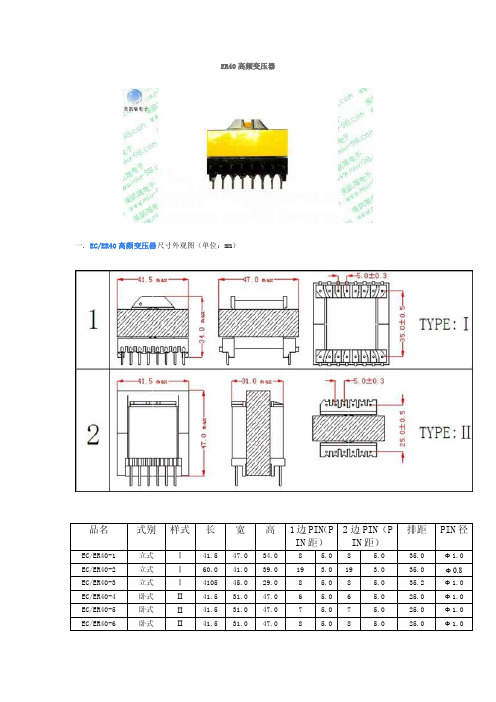
ER40高频变压器一.EC/ER40高频变压器尺寸外观图(单位:mm)EI96扼流线圈 UU16滤波器 ER42高频变压器自激振荡变压器 EI57低频变压器 PQ50高频变压器 EE65高频变压器扼流圈450uH财务处长工作总结[财务处长工作总结]财务处长工作总结尊敬的各位领导、同志们:光阴似箭、岁月如梭,转眼之间一年过去了,新的一年已经开始,财务处长工作总结。
回顾一年来的工作,我处在局党组和局长的正确领导下,在各兄弟处室和同志们的大力支持和积极配合下,全处上下团结奋进,开拓创新,圆满地完成了全年的各项工作任务。
现将主要情况汇报如下:一、加强政治业务学习,努力提高自身素质。
我深知作为财务处长,肩负的任务繁重,责任重大。
为了不辜负领导的重托和大家的信任,更好的履行好职责,就必须不断的学习。
因此我始终把学习放在重要位臵。
一是认真学习党的“十六大”和十六届三中全会精神,特别是重点研读了胡锦涛总书记在“三个代表”重要思想理论研讨会上的讲话。
通过认真研读、冷静思考,使我充分理解了“三个代表”重要思想是我们党立党之本、执政之基、力量之源的深刻内涵;深刻认识了“发展是执政兴国第一要务”的精神实质。
也使自己的理论水平、思想觉悟和用“三个代表”指导工作的能力有了明显提高和进步。
二是加强业务知识的学习。
财务工作是一项专业性很强的工作,特别是近几年来预算体制改革,新政策、新规定不断出台。
为了充分将工作做好,我除了积极组织处室同志们及时认真的学习国家和盛市新出台的有关财经、财务方面的政策、法规外,还利用业余时间自学了计算机操作、英语等方面的知识,并通过了全国会计师资格考试,提高了自身的业务素质,为做好本职工作奠定了坚实的基矗二、加大对收缴费工作的管理力度,系统收入实现稳中有增。
收费是事业经费的重要来源,加强对收缴费工作的管理,事关事业的生存和发展。
为此,我们在财务工作中始终把收费作为压倒一切的头等大事来抓,正确运用各种财务手段,不断提高聚财、理财水平。
高频变压器设计规范
高频变压器设计规范目录1.目的 (2)2.适用范围 (2)3.引用/参考标准或资料 (2)4.术语及其定义 (2)5.规范要求 (2)6.附录 (12)1.目的为了实现高频变压器设计的标准化,为我司工程师在设计变压器过程中提供参考,特制订此规范。
2.适用范围本规范适用于公司所有正激变压器及反激变压器的设计。
3.引用/参考标准或资料无。
4.术语及其定义正激变压器:因其初级线圈被直流电压激励时,次级线圈正好有功率输出而得名。
反激变压器:又称单端反激式变压器或Buck-Boost转换器。
因其输出端在原边绕组断开电源时获得能量故而得名。
5.规范要求5.1高频变压器磁芯材料与几何机构在大多数开关电源的高频变压器中,常用的软磁材料有铁氧体,铁粉芯,恒导合金,非晶态合金及硅钢片。
主要应用软磁材料四个特性:磁导率高、矫顽力小及磁滞回线狭窄、电阻率高、具有较高饱和磁感应强度。
现我司高频变压器通常采用锰锌铁氧体材料。
磁芯厂家都生产了一系列不同材质的磁芯,各厂家有自己的命名规范。
以常用的PC40(TDK命名规范)材质为例,东磁表示为DMR40,天通则表示为TP4,实际性能差异几乎可忽略不计。
通常我们关注的磁芯参数主要有初始磁导率,饱和磁通密度Bs,剩磁Br,矫顽力Hc,功耗Pv,居里温度Tc,在高频变压器的设计以及日后应用过程中,这些参数往往起到非常重要的作用。
图1所示各种磁芯的几何形状有EE型、ETD型、PQ型等多种。
EE型、ETD型、PQ型也是我司高频变压器设计时通常采用的磁芯结构。
每种规格磁芯对应多种尺寸可供选择。
一般每种类型及尺寸的磁芯,其对应的骨架是一定的,变动一般在于pin数和pin针间距的不同,设计者可根据实际应用需求选择,也可以联系骨架厂商进行开模定制。
图5.1 各种几何结构的变压器磁芯图1 磁芯的几何形状5.2高频变压器常用材料介绍上节主要介绍了高频变压器的磁芯特性及结构,除此以外,要构成一个完整的高频变压器,主要材料还有:导线材料,压敏胶带,骨架材料。
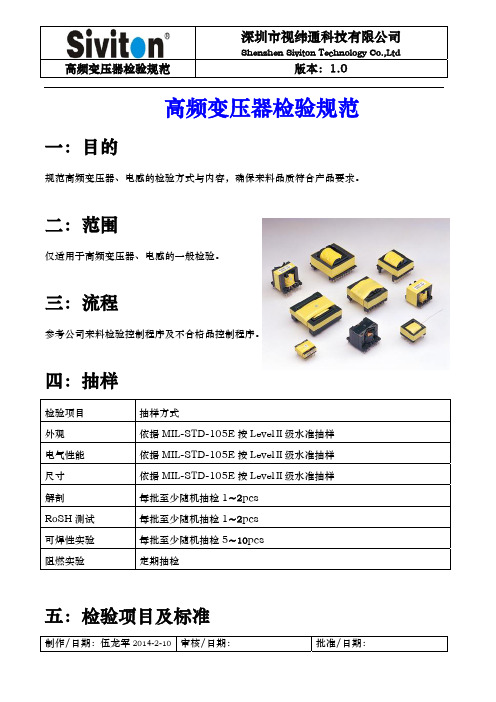
高频变压器检验规范

×
×
×
1.LCR仪表测试。
2.用LCR仪表测试,同相增加,反相减少。
3.用高压机测试。
实验
1.可焊性
表面光泽、无凹凸点毛刺,浸锡均匀,无发黑或不沾锡现象。
×
锡槽法可焊性实验。
(温度350℃±20批准
标准
高频变压器检验规范
文件编号
QA-WI-577
版本
A/0
页序
3of3
检验
项目
检验标准
缺陷判定
检验方法
Min
Maj
Cri
特性
1.电感量符合零件规格书要求,无要求时,一般误差:±10%
2.直流电阻符合零件规格书,无要求时,一般误差:±15%
3.相位正确。
4.初级、次级、磁芯之间耐压不低于工程确认资料要求。
标准
高频变压器检验规范
文件编号
QA-WI-577
版本
A/0
页序
1of3
版本
首版发行
制定
审核
日期
A/0
版本变更
批准:生效日期:
标准
高频变压器检验规范
文件编号
QA-WI-577
版本
A/0
页序
2of3
1.0目的
规范高频变压器的检验内容与方式,以确保来料品质符合产品生产要求
2.0范围
仅适用于高频变压器的一般检验
6.1.2特性&尺寸与实验则按Level S-2级水准进行抽样,并从LevelⅡ级抽样数中抽取样
品数
6.2检验项目及标准
检验
项目
检验标准
缺陷判定
检验方法
Min
Maj
Cri
变压器检验及外观标准

高频变压器检验及外观检验标准第1册共22页共1册本 册 内 容:针对所有高频变压器检验及外观检验标准,本标准适用于IPQC、QA、组长、成品检验及操作员。
1.高频变压器检验基本要求----------------------------- 1-12.高频变压器品质判定标准----------------------------- 2-43.预加工标准----------------------------------------- 5-54.绕线检验标准--------------------------------------- 6-95.配线检验标准--------------------------------------- 10-126.焊锡检验标准--------------------------------------- 13-157.装配检验标准--------------------------------------- 16-168.包磁芯胶带和外围胶带标准--------------------------- 17-179.磁芯、线包胶带不良--------------------------------- 18-1810.含浸检查------------------------------------------ 19-1911.烘烤检查------------------------------------------ 20-2012.外观检查------------------------------------------ 21-2113.电性测试检查-------------------------------------- 22-22预加工标准预加工标准:1.预先加工:指对铜箔、骨架、磁芯及其它需要使用的物料之加工,无此需求者可省此工序。
2.预加工:绕线前的一些材料加工,如铜箔加工、骨架加工、套管加工等。
变压器验收标准及方法

变压器验收标准及方法一、外观验收。
变压器的外观就像人的外貌一样,是我们第一眼看到的东西呢。
先看它的外壳,有没有明显的磕碰、变形或者掉漆的地方。
如果外壳都破破烂烂的,那里面的东西可能也会受影响哦。
再看看那些铭牌标识,就像它的身份证一样,上面的型号、规格、额定容量等信息得清晰准确。
要是这都模模糊糊的,就像一个人没有身份信息,多不靠谱呀。
还有散热片,不能有弯曲或者堵塞的情况,这可是变压器散热的关键部件,就像人的汗腺一样重要。
二、绝缘性能验收。
绝缘性能可是变压器的一个重要指标呢。
我们可以用绝缘电阻测试仪来测一下它的绝缘电阻。
这个数值可不能太低呀,要是低了就像人穿了破洞的衣服,容易“触电”呢。
一般来说,不同电压等级的变压器都有相应的绝缘电阻标准值。
而且呀,要检查一下绝缘油的情况。
绝缘油就像变压器的“血液”,它要是脏了或者变质了,那变压器肯定会生病的。
看看油的颜色是不是清澈透明,有没有杂质。
如果油黑乎乎的,那可就不太妙啦。
三、绕组验收。
绕组就像变压器的心脏。
我们要检查绕组的直流电阻,这个数值如果偏差太大,就像心脏跳动不规律一样。
可以用专门的仪器来测量,并且和出厂值进行比较。
偏差在一定范围内才是正常的哦。
还有绕组的接线,得牢固正确,不能有松动或者接错的情况。
要是接线乱了,就像人的血管接错了,那还能正常工作吗?肯定不行呀。
四、变比验收。
变比这个东西也很重要呢。
简单说就是输入电压和输出电压的比例关系。
我们可以用变比测试仪来测量。
测量出来的结果要和变压器的铭牌标识相符。
如果变比不对,那输出的电压就会不正常,可能会把用电设备给搞坏呢。
就像给手机用错了充电器,很容易出问题的。
五、噪音验收。
变压器运行的时候会有声音,但是这个声音不能太大哦。
在验收的时候,让变压器运行起来,听听它的声音。
如果是那种平稳的嗡嗡声,那还比较正常。
要是有尖锐的或者不规则的噪音,就像人在痛苦地呻吟一样,那可能是变压器内部有问题了,比如说铁芯松动或者绕组有故障之类的。
RM12高频变压器

EC4215变压器
EE22电子变压器
EI57低频变压器
PQ5050变压器
EE55变压器
扼流圈500uH
2.输出功率:40 to 140 W
3.工作温度:-40℃to +125℃
4.储存温度:-25℃to +85℃
5.储存湿度:30 to 95%
三.RM12高频变压器的特点
RM12高频变压器具有尺寸小,价格便宜,可靠性高的特点。RM12变压器是为了适应现代开关电源变压器的使用要求而设计的新型铁氧体磁芯变压器,它的磁芯把线包紧紧包在其中,能使变压器漏感尽量小,EMI性能最好,辐射最小,且能满足工作在高频下的开关电源变压器减少铜损和铁损的要求,同样也能适应开关电源在温升方面的要求;可尽可能地缩小电源整体的体积,利于小型化,它的圆形中心柱使绕线更为容易,线包容量加大,骨架的引线端使产品安装十分可靠,适用于开关电源和阻流线圈,是一款性能优秀的变压器型号。但缺点是成本稍高,加工工艺较其它款变压器复杂。
品名
式别
骨架样式
长
宽
高
1边PIN(PIN距)
2边PIN(PIN距)
排距Biblioteka PIN径RM12-01立式
I
40.0
40.0
26.0
6
3.4
6
3.4
36.0
Φ0.8
以上为公司常用骨架样式,其它款式暂未列入其中,欢迎咨询。本公司可按客户要求定制各种规格RM12高频变压器。
二.RM12高频变压器性能
1.工作频率:20kHz-500KHz
rm12变压器是为了适应现代开关电源变压器的使用要求而设计的新型铁氧体磁芯变压器它的磁芯把线包紧紧包在其中能使变压器漏感尽量小emi性能最好辐射最小且能满足工作在高频下的开关电源变压器减少铜损和铁损的要求同样也能适应开关电源在温升方面的要求
变压器外观检查标准

5.外接引线的套管固定位置要满足规格书要求且不可破损。
与客户组装过程相联系的要求
1.外装胶带高过绕线管档墙,NG;影响客户产品的总高度。
2.引线,上锡在水平及垂直方向不应超出绕线管档墙的决定的最大总体尺寸,否则会影响客户产品的总高度或客户装配时会挤压其它零件。
3.其它引起产品总体尺寸改变的不良。
磁芯外包胶纸
1.尾端位置须进到磁芯内,若超出磁芯,若胶带尾端未进入磁芯内<1mm视为NG。
2.胶带错位<1mm,OK。
3.破损外层胶带破损,除了下列1,2;其它视为NG。
1.引线上外层胶带破损L<1.0mm,视为OK。
2.加厚胶带上面的外层胶带破损W≤0.5mm,视为OK。
防燃胶带的位置
防燃胶带距离绕线管底侧必须<1mm
与客户组装过程相联系的要求引线上锡在水平及垂直方向不应超出绕线管档墙的决定的最大总体尺寸否则会影响客户产品的总高度或客户装配时会挤压其它零件
中山市盈兴电子有限公司
变压器外观检查标准
文件编号:
第1版第1/页
1、变压器成品外观检查标准
不良类型
接收标准
CORE(磁芯)
1.磁芯裂痕和有裂痕蔓延的可能均为NG。
4.线头长度L<0.5mm。
5.缠线高度超过BBN档墙,影响变压器高度及客户装配过程为:NG。
6.线径<AWG30缠线必须大于2圈,其它线径缠线至少1圈。
包胶纸
1.包胶圈数与文件不符NG。
2.包胶错位超过>0.5mm为NG。
3.胶纸破损严重,有穿孔为NG。
印字
1.字大小一致﹑清晰(模糊可辩认)为OK。
3.有沿面距离要求的制品不适合此规定。
高频变压器外观标准

组合包胶带站标准(拒收)
1.磁芯包胶带露出磁芯超過0.5mm.
2.CORE与CORE組合歪超過下面要求.
3.除倒角外,不準露出CORE.
組合歪超過 0.3mm(16型号 以上)&0.2mm (16型号以下)
磁芯缺損标准
一.CORE任何面上可見之缺損最大外徑不可大于CORE 机构尺寸最小边边長的1/4. 二.深度
檢查站標準(允收)
1.CORE破損最大尺寸不超過CORE厚度的1/3,且鐵心 不可有裂紋.
2.BBN及其底部不允許有異物;PIN、線圈上不可有異 物;PIN不可刮傷、氧化;不可長短腳.
3.材料不可有錫珠. 4.磁芯不可松動. 5.同批材料凡立水顏色須一致,且膠布不可起翹,變焦. 如圖(一) 6.對腳距板時,材料與腳距板須垂直,能輕鬆對下腳距板; 不可腳歪、腳距不符.調整腳距不能敲打腳距板,應用 平口鉗逐個腳調整.凸點不平以不超過0.2mm為限.
檢查標准(拒收)
1.露錫尖。
DR CORE
檢查標准(拒收)
CUP CORE
1.CUP CORE高于DR
CORE0.3mm.
2.DR CORE 高于 CUP CORE0.5mm.
1.跨越線與線包間須貼 跨越胶带3mm以上.
跨越線與線包 間無接觸OK
2.跨越線及其起始線與 線包不可有接觸以防 止短路(層間絕緣不良Fra bibliotek. 如圖(一)
圖(一)
跨越線標準及铜带反包胶带(拒收)
1. 跨越線與線包間沒貼跨 越胶带.
跨越線與線包間 有接觸 NG
2.跨越胶带太短, 跨越線及 其起始線與線包有接觸, 圖(二A) 易造成短路.如圖(二A)
含浸凡立水标准(允收)
变压器外观检验规范
1.目的:本标准定义为机加产品外观品质的基本要求,并确立允收/拒收之准则,确保出厂产品符合客户要求。
2.范围:本标准适用于本厂加工件的检验。
3.权责:由IPQC/FQC负责实施,并填写相关记录。
4. 定义及分类4.1允收总则4.1.1可接受的缺陷不能影响该零件的装配和功能,否则,将被拒收。
4.1.2如果与客户图面或要求有冲突或如有其它未注明的外观不良,按客户图面或要求执行。
4.2机加缺陷彩虹效应:镀锌有可能造成变色或“彩虹”效应。
生锈/氧化:暴露在空气中的金属表面发生的化学反应。
变色:底色或预期的颜色发生改变,或零件表面的颜色不一致。
刮伤:零件表面的呈条状的浅沟。
压痕:由尖锐物件在零件表面造成的沟痕,指甲能够感受到。
镀痕/流痕:由于镀层厚度不均匀造成零件表面上波纹状或条状异常的区域。
痕迹:指基体材料的小坑、折弯痕或其他痕迹,涂装后仍无法消除。
灰尘或油脂:在制造过程中产生并留在零件表面上的赃污(未清洗)。
斑点/沙粒/绒线:涂装面或零件表面任何非预期的异物。
凹坑:零件表面弹坑状的缺陷。
模压痕:因成形模具在零件表面造成的工艺痕,所有零件的模压痕的位置和大小都一样,均匀分布于成形/折弯区域。
4.3烤漆缺陷杂质:喷涂面上的外来物。
凹痕:基体材料压痕造成的喷涂面局部凹陷。
掉漆:局部表面掉漆造成的缺陷。
刮痕:浅底的沟槽。
桔皮:喷涂面因涂料附着力差而导致起皱,象桔子皮样的外观。
流痕:喷涂涂料过多且不均匀且干燥导致的流痕。
变色:喷涂面颜色不一致。
涂层过薄:涂层厚度不够。
气泡:有气泡或无附着力的喷涂区域。
污迹:由于基体材料缺陷或不干净而导致零件喷涂表面有污迹或颜色不规则。
4.5 其他缺陷变形:产品因生产过程中而导致的各棱角被磨损的现象。
碰伤:产品因在搬运或包装时碰撞而导致其表面出现凹点或细纹的现象。
麻点:由于电镀、喷漆环境不干净,或温度控制问题,或零件本身的材料及密度问题而导致有点状或线状物覆盖于产品表面的缺陷.批锋:产品的表面或边缘出现刺手或可以挂住衣物的的小钩或叶片状的现象。
变压器外观标准

O:Ï ß ¶ Â ½ º ø ´ Í â >0.5T ³¹ Ì Ü Ï ß ¶ Â ½ º ø ´ Í â >1T
(NG)
º ´ ½ ø î Í ³ â ² ã È Æ ³ é
P:Ï ß Â ¶ ½ º ´ ø Í â <0.5T ³¹ Ì Ü Ï ß Â ¶ ½ º ´ ø Í â <1T
(OK)
(NG)
* * * * *
5mm M IN â Â Í ¶ Ï ß ½ º ´ ø
N:Ï ß ¶ Â ½ º ø ´ Í â <0.5T ³¹ Ì Ü Ï ß ¶ Â ½ º ø ´ Í â <1T
(OK)
º ´ ø â Â Í ¶ Ï ß ½ î Í ³ â ² ã È Æ ³ é â Â Í ¶ Ï ß
E:È Æ Ï ß ¾ ù Ô È
(OK)
F:È Æ Ï ß ½ » ² æ
(NG)
G:½ ø ³ ö Ï ß ³ Ê Ö ±½ Ç
(OK)
H:½ ø ³ ö Ï ß Í µ Ç ú
(NG)
绕 线
11.多股线(不绞合)并列绕制时要平踏铺开,相互不得重叠,交叉;排绕要挨靠,间绕也可相互散开. 12.多股线(绞合)相互不得重叠,交叉,其中单股不得散开或弄断;有丝膜的不得弄破; 13.绕线全部包住,两层间边端相距较远绕组(5mm以上)、最外层绕组的线可以外露胶带小于0.5T; 穿套管的线可以外露胶带小于1T(与磁芯相接近时除外);如图N,O,P,Q; 14.单股间绕的漆皮破损允许小于其直径的一半,不允许相邻绕线或靠近的线伤;如图R,S; 15.线上不得有油渣,锡渣,异色,黑点等脏污; 16.磁环绕组间绕时,内外圈不得交叉,密绕一层时可以允许外圈1-2T交叉,内圈2-3T交叉. 17.磁环所用铜线无小于半径的破皮,划伤,但须作绝缘修复. 18.套管内允许铜线破皮.
高频变压器外观检验标准.

管理编号 检查项目:
품명
TAPE 外观 S/W TRANS
制表 陈雪才
/
审核 /
核准 /
7. 产品沾凡立水
[ NG]
外观检验标准
8. 产品沾锡珠
[ NG]
胶烘干后外溢部分超过宽度超过1.0mm, 长度超过1.0mm为不良
1. TAPE 破损
TAPE破损NG
WIRE 外漏NG
外观检验标准
2. P.S TAPE MELTING
[P.S TAPE MELTING]
3. TAPE 松动
NG含浸后胶带出现松动 NG胶带翘起为不良
4. TAPE翘起 [CORE TAPE翘起
- . TAPE 翘起 : NG
管理编号 检查项目:
外观检验标准
[ SWITCHING TRANS ]
NO
日期
0 2017.02.24
1
变更内容 A1版
备注
2
3 4
5 6 7 8 9 10
11
12
管理编号 检查项目:
品名
CORE 外观 S/W TRANS
制表 陈雪才
2/25
审核 /
核准 /
1. CORE 裂缝
NG
外观检验标准
2. CORE 错位程度
品名
制表 审核 核准
TAPE 外观
陈雪才
S/W TRANS
/
/
/
5. Core Tape 破损
[ OK ]
[ NG]
外观检验标准
[ OK ]
6. 磁芯胶带
[ NG]
高频变压器品质标准

1.铜箔位置歪斜超过1mm.
2.铜箔接合面没焊满,焊点 不光滑.
3.铜箔上下安距不够A和B. 如图(二)
4.铜箔没包在铁心中央,露 出磁芯接口处.如图(二)
5.焊点不平滑,锡流到线圈及 磁芯上.
6.磁芯与铜箔之间的缝隙 超过1.0mm
含浸凡立水标准(允收)
(1)立式:以平齐线包为宜,最深:不超过PIN根部; .
B
2.线上端控,造成安距不足.
圖(二)
绕线标准(安距要求)*套管材料
套管安距标准(允收)
套管末端 伸入线包 里 OK
1.套管必须足够长,一端伸 入到线包里面3mm Min;
2.套管另一端须与线槽平 齐
3.套管须紧贴线包,不可悬 空.
套管安距标准(拒收)
套管末端在端 控上致安距不
足
1.套管长度不够长,一端没伸 入到线包里面,在端控上.
理線松 (NG)
2.理线头长不可以超过1mm, 且不可超过两脚距离的1/3或骨架边缘。
3.理线时细线需放在粗线上面,避免最底层焊锡 不良,虚焊或漏焊. 4.有凸点或台阶的产品,线端不能超出凸点;
没有凸点的产品,理线时平贴骨架。 5.理线时不能将线夹伤,深度不超过线径的1/4;
PIN不能歪斜
理线站标准(拒收)
二.其他
1.CORE与CORE或磁芯接合处至少各1mm完全被胶覆着, 不可有缝隙存在.
2.固定CORE,BBN接合处的胶,不可流到线包,凸点或挡墙上.
3.除规格要求外,其他任何位置不可有胶在.
4.胶面须平滑,不可有气泡存在.
胶带高于定位柱NG
5.胶不可沾异物或变色.
6.需要剪脚的针脚不可高出定位柱.
6.PIN脚不可歪斜,以不影响进板和平贴PCB为准
变压器检验标准

引出端强度
根据GB/T 15290标准4.21条款的规定,元器件引出端在承受机械应力作用后,外观应无机械性损伤,绕组仍应可靠连接。附施加拉力表。0 Re=1
附表:
根据GB/T 15290-1994电子设备用电源变压器和扼流圈总技术条件、SJT 11245-2001单相R型铁心电源变压器
1、温升计算公式
2、引脚端施加拉力表
工装
温度计
A
3个/次/季度
Ac=0 Re=1
阻燃测试
变压器骨架和塑料外壳的阻燃性能按照GB/T 2408-1996标准9.3.2规定,阻燃等级不小于FV-1。
酒精灯、秒表、脱脂棉
A
按材质报告
符合材质报告
可焊性
烙铁温度270±5ºC恒温电烙铁给引线加焊锡2~3秒,引线上锡率≥90%以上。
电烙铁
A
N=5
空载输出电压测试
输出电压精度±10%。
工装
A
N=5
Ac=0 Re=1
负载输出电压测试
输出电压精度±5%。
工装
A
N=5
Ac=0 Re=1
温升
根据GB/T 15290标准4.15条款的规定,变压器使用环境条件定义为Ⅲ类设备(装车设备),额定负载条件下,连续3h后,测得的温升值应不大于允许工作温度和上限环境温度的差值。用电阻电桥法测试,附计算公式。
次级对次级:500Vac,60s,
漏电流小于1mA,无漏电、飞孤、击穿。
耐压测试仪
A
N=5
Ac=0 Re=1
绝缘测试
线圈与铁芯(外壳)间绝缘电阻应符合:
工作电压小于36V:施加100VDC,绝缘电阻大于1000MΩ;
高频变压器安规介绍

2023-11-07
目录
• 高频变压器概述 • 高频变压器安规要求 • 高频变压器安规标准解读 • 高频变压器安规测试方法 • 高频变压器安规认证流程 • 高频变压器安规对于产品研发的意义
01
高频变压器概述
高频变压器的定义
• 高频变压器是一种用于将输入电压升高或降低至所需水平的 电气设备。它通常由一个或多个磁芯、绕组和绝缘材料组成 。
变压器外壳应可靠接地,接地电阻 应符合相关规定。
变压器的引线应采用绝缘导线,绝 缘导线的截面积应满足载流量的要 求。
变压器的操作应由专业人员执行, 操作时应注意安全。
变压器安全操作规程
操作变压器前,应检查变压器的绝缘是否良好,有无 破损或老化现象。
变压器的接线端子应连接牢固,接触良好,防止发生 过热现象。
05
高频变压器安规认证流程
准备阶段
了解相关安规标准
在开始准备认证前,需要了解与高频变压器 相关的安规标准和要求,包括国家或地区的 电气安全法规、行业标准等。
选择认证机构
根据产品应用领域和目标市场,选择合适的认证机 构,如权威的第三方检测机构或行业认可的认证机 构。
准备技术文件
准备与高频变压器有关的技术文件,包括电 路图、结构图、规格书等,并确保这些文件 符合相关安规要求。
安全性能测试
要点一
总结词
安全性能测试是高频变压器安规测试的关键环节,它主 要涉及到对变压器在异常工作条件下的安全性能进行测 试。
要点二
详细描述
安全性能测试包括温升测试、短路测试、过载测试和绝 缘耐压测试等。温升测试是为了确保变压器在正常工作 时各部分的温度不会超过安全范围;短路测试是为了检 查变压器在短路情况下的性能表现;过载测试是为了验 证变压器在过载情况下的稳定性和寿命;绝缘耐压测试 是为了检验变压器的绝缘性能和耐压能力。
高频变压器检验规范
检验要求及标准
备注
变压器成品整体高度,长度,宽度符合规 应量取最大尺寸,卧式变压器重点检验高
格书要求
度尺寸
脚距、排距符合规格书
可用相应型号的 PCB 进行插件检验
PIN 长、PIN 径、飞线长度、飞线线径, 脚长不可过长或过短,PIN 径不可过粗或
焊锡长度度符合规格书
过细
外围胶带的宽度及厚度符合规格书
胶水
色点 空脚位 剪脚 外铜箔 飞线 外围胶带
检验要求及标准
备注
1.标签或印字内容与格式符合规格书 注意英文字母的大小写
2.标签完整、端正、整洁、贴着良好 标签无破损、歪斜、翘起等
3.印字清晰、端正、完整
无缺字、断字、连体、歪斜等现象
4.标签位置符合规格书
通常贴在顶部或初级侧,字脚朝初级侧, 具体参照相应的规格书进行检验
四:抽样
检验项目 外观 电气性能 尺寸 解剖 RoSH 测试 可焊性实验 阻燃实验
抽样方式 依据 MIL-STD-105E 按 LevelⅡ级水准抽样 依据 MIL-STD-105E 按 LevelⅡ级水准抽样 依据 MIL-STD-105E 按 LevelⅡ级水准抽样 每批至少随机抽检 1~2pcs 每批至少随机抽检 1~2pcs 每批至少随机抽检 5~10pcs 定期抽检
无堆锡现象
项目
阻燃 测试
内容
检验要求及标准
备注
UL94 V-0,对样品进行两次 10 秒的燃烧 骨架、外壳、隔板 试验,火焰在 30 秒内自然熄灭,不能有燃
烧物掉下
胶带、挡墙
UL510 合格,每五次(每次 15 秒钟)靠 近火焰后,样板燃点时间不超过 60 秒
变压器所有材料(包括标签) 必须阻燃
变压器类外观检查

外观检验标准
文件编号
QI-QC-001
版本
工位
最终外观检验
制作部门
品管部
类型
PC变压器类通用
审核
项目
重缺陷
轻缺陷
针脚
针脚歪;针脚长短不一(超过1mm);针脚松;
针脚长度小于下限;针脚沾油超定位柱;
锡尖长度超过外径的1/3;
针脚露铜面积超针脚侧面积的5%;
针脚发黑;漏剪针脚;剪错针脚;
针脚堆锡超过定位柱;
针脚长度大于上限;
针脚沾油不超定位柱;
锡尖长度小于外径的1/3;
骨架
底座沾有锡珠、锡渣;定位柱断;
底座破损不能固定针脚、磁芯等;
底座变形致不能插板或插板不平;
底座轻微烧焦;
骨架被子刮伤;
Hale Waihona Puke 磁芯磁芯对接处有裂痕;磁芯接口处破损;
磁芯破损大于2mm²(非对接面)
磁芯对接处错位超过0.5mm;
线区
线区露铜;
胶纸破损;
胶带圈数不够;
胶纸翘起;
胶纸鼓泡、皱折;
胶纸比规定宽(窄)1mm以上;
端控胶带露出线区1mm以上;
线区脏;
印字(标签、标识)
印字错;漏打标识;
标识颜色错;
标识位置错;
模糊而分不清;
断字影响识别的整体性;
印字偏移2mm以上;
印字歪斜5度以上;
CT线
CT线长度不符合规格书的要求;
CT线头浸锡长度不符合规格书的要求;
CT线头大插不进PCB板;CT线套管破;
引脚铜线
浸锡深;线打结;
铜线上沾有锡渣、锡珠;
未入槽位;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
理線站標準(拒收 理線站標準 拒收) 拒收
1.理線沒有理滿一圈以上. 2.理線頭長超過1mm,或線頭長超過兩 腳距離的1/3. 3.理線高不足凸點的1/2,或超過凸點,须剪脚 的针脚超过针长的1/3. 4.細線未放在粗線上面,以致出現焊錫 不良,冷焊或漏焊. 5.理線時將線夾傷,深度超過線徑的1/4.
高频变压器作 高频变压器作 業品質標準
繞線標準
密繞標準(允收)
1.排線均勻緊密.如圖(一) 2.無打結、交叉、上一層 陷入下一層、重疊現象.
(圖一)
密繞標準(拒收 密繞標準 拒收) 拒收
1.排線不均勻緊密. 如圖(二)
2.有兩處以上交叉、重疊;有 出現兩處以上上一層排線 陷入下一層.
(圖二)
疏繞標準(允收) 疏繞標準(允收)
二.其他 其他
1.CORE与CORE或磁芯接合处至少各1mm完全被胶覆著, 不可有縫隙存在. 2.固定CORE,BBN接合处的胶,不可流到线包,凸点或挡墙上. 3.除規格要求外,其他任何位置不可有胶在. 4.胶面须平滑,不可有汽泡存在. 5.胶不可沾异物或变色. 6.需要剪脚的针脚不可高出定位柱 (以低于定位柱1.5MM为原则). 7.外包胶带不可高于定位柱(平齐定位 柱或低于定位柱0.5mm以内可接收).
套管安距標準(允收)
套管未端伸入 線包里 OK
1.套管長度須足夠,一端伸 入到線包里面.如圖(一) 2.套管另一端須與线槽平 齐 3.套管須緊貼線包,不可悬 空.
圖(一)
套管安距標準(拒收 套管安距標準 拒收) 拒收
1.套管長度不夠長,一端沒伸 入到線包里面,在端控上. 如圖(二) 2.套管另一端短于线槽1/2造 成安距不足.
圖(一)
跨越線標準及铜带反包胶带 拒收 跨越線標準及铜带反包胶带(拒收 及铜带反包胶带 拒收)
1. 跨越線與線包間沒貼跨 越胶带.
跨越線與線包間 有接觸 NG
2.跨越胶带太短, 跨越線及 其起始線與線包有接觸, 圖(二A) 易造成短路.如圖(二A)
反包胶带太 窄未完全包 住首尾铜带 NG
3.反包胶带太窄未完全包 住, 首尾铜带有接觸,易造 成短路.如圖(二B)
A
安距 OK
B
包銅箔站標準(拒收 包銅箔站標準 拒收) 拒收
1.銅箔位置歪斜超過1mm. A
露出磁芯 接口處NG 安距不 足NG
2.銅箔接合面沒焊滿,焊點 不光滑. 3.銅箔上下安距不夠A和B. 如圖(二) 4.銅箔沒包在鐵心中央,露 出磁芯接口處.如圖(二) 5.磁芯與銅箔之間的縫隙 超過1.0mm 6.焊點不平滑,錫流到線圈及 磁芯上.
安距標準(允收 安距標準 允收) 允收
1.按規格保持足夠的安距A和B.
2.線不可上端控. 如圖(一)
A B
線沒上 端控OK 圖(一)
ቤተ መጻሕፍቲ ባይዱ
安距標準(拒收 安距標準 拒收) 拒收
A
1.沒按規格保持足夠的安距 A和B. 線上端控造 成安距不足
B
2.線上端控,造成安距不足. 如圖(二)
圖(二)
繞線標準(安距要求)*套管材料 繞線標準(安距要求) 套管材料
胶带起翹 胶带起翹 NG
胶带OK 胶带
圖(一)
圖(二)
印章標準(允收 印章標準 允收) 允收
1.在30cm以內印章字體清晰易辨,不會產生誤判及歧意. 2.油墨均勻,無淤字、斷字、中空現象.如圖(一)
印章標準(允收下限 印章標準 允收下限) 允收下限
印章字體稍有模糊、斷字現象,但在30cm以內能清晰辨別, 不會產生誤判及歧意.
印章標準(拒收 印章標準 拒收) 拒收
印章字體模糊、斷字現象嚴重,在30cm以內不易清晰辨別, 會產生誤判及歧意.
檢查標准(拒收 檢查標准 拒收) 拒收
1.露錫尖。
DR CORE
檢查標准(拒收 檢查標准 拒收) 拒收
CUP CORE
1.CUP CORE高于DR CORE0.3mm.
2.DR CORE 高于 CUP CORE0.5mm.
焊錫站標準(允收 焊錫站標準 允收) 允收
1.焊錫後PIN平整光滑,無氧化,無異物殘留. 2.焊錫后錫錐高不可影響凸點的平整度. 3. 多股線,粗線(φ0.6以上)每一股均需焊滿0.8圈以 上.細線(φ0.6以下)每一股均需焊滿一圈以上. 4.焊錫後BBN完整,無熔損現象. 5.BBN焊錫後無明顯顏色變異及其它顏色異物殘留. 6.無包焊、漏焊、冷焊、沾錫、短路. 7.焊錫深度不可超過理線槽深度的1/2.(見圖一) 8.無橫向錫尖.
焊錫深度標準
焊錫深 度超過 理線槽 1/2,NG
焊錫深 度OK
A/2 A
A/2 A
圖(一)
圖(二)
点胶标准
一. 环氧树脂胶
1.点胶位置要与規格一致,与BASE,BBN,CORE固著良好. 2.除規格要求点胶位置外,其他任何地方不可沾胶. 3.AB双组份胶要1:1调配,点胶要光滑,无汽泡. 4.胶量要保证与各个被固著部件有足夠面积,至少各1mm 完全被胶覆著,面积大小依限度樣品. 5.烤后胶不可变色.
套管末端在端 控上致安距不 足
3.套管悬空造成套管滑落致 安距不足. 圖(二)
繞線標準(安距要求) 貼跨越 貼跨越胶 繞線標準(安距要求)*貼跨越胶布
跨越線標準(允收 跨越線標準 允收) 允收
1.跨越線與線包間須貼 跨越胶带3mm以上.
跨越線與線包 間無接觸OK
2.跨越線及其起始線與 線包不可有接觸以防 止短路(層間絕緣不良). 如圖(一)
含浸凡立水标准(拒收 含浸凡立水标准 拒收 凡立水标准 拒收)
(1)印章面不可有滴點. (2)腳凸點不可沾凡立水. (3)磁芯處凡立水不可呈花狀. (4)在保证含浸凡立水深度前提下,可允收 磁芯部分面积不沾凡立水. (5)底部胶带目視應可見凡立水. (5) 胶带 . (6)材料表面不可有明顯贓污及任何異物. (7)凡立水汽泡最大處不超過2mm. (8)凡立水須烘乾(用手指按不可留有指紋及沾手). (9)同一送檢批材料,凡立水顏色須一致. (10)烘烤完凡立水之產品不可磁芯松動.
組合OK
拒收) 组合包胶带站标准(拒收 合包胶带站标准 拒收 胶带
1.磁芯包胶带露出磁芯超過0.5mm. 2.CORE与CORE組合歪超過下面要求. 3.除倒角外,不準露出CORE.
組合歪超過 0.3mm(16型号 以上)&0.2mm (16型号以下)
磁芯缺損标准 磁芯缺損标准 缺損
一.CORE任何面上可見之缺損最大外徑不可大于CORE 机构尺寸最小边边長的1/4. 二.深度 CORE SIZE≧28 0.4MAX 28>CORE SIZE≧10 0.3MAX CORE SIZE<10 0.2MAX 三.CORE之缺角三棱边長度之和≦最小边边長的1/2. 四.組合成品后不可見之缺損以不影响電氣特性及接著性 為允許原則.(RM CORE不允許缺角). 五.不允許任何形式,任何程度之磁芯裂.
胶带高于定位柱NG
允收) 组合包胶带站标准(允收 合包胶带站标准 允收 胶带
1.CORE与CORE组合歪 CORE SIZE>15mm 0.3mmMAX. CORE SIZE≦15mm 0.2mmMAX. 2.磁芯包胶带不可露出磁芯0.5mm. 3.上下层TAPE偏差: CORE SIZE≧28 0.5mmMAX CORE SIZE<28 0.3mmMAX
圖(二B)
繞線標準(外層胶带) 繞線標準(外層胶带) 胶带
• 胶带須包平整﹐不可 翻翹﹐且胶带圈數要 足夠﹐最外層胶带切 割位置在組合面(铁 芯寬度)1/2處以上﹐ 且不可短於或超出铁 芯。
理線站標準
理線站標準(允收)
1.理線必須理滿一圈以上. 2.理線頭長不可以超過1mm, 且不可超過兩腳距離的1/3。
檢查站標準(允收 檢查站標準 允收) 允收
1.CORE破損最大尺寸不超過CORE厚度的1/3,且鐵心 不可有裂紋. 2.BBN及其底部不允許有異物;PIN、線圈上不可有異 物;PIN不可刮傷、氧化;不可長短腳. 3.材料不可有錫珠. 4.磁芯不可松動. 5.同批材料凡立水顏色須一致,且膠布不可起翹,變焦. 如圖(一) 6.對腳距板時,材料與腳距板須垂直,能輕鬆對下腳距板; 不可腳歪、腳距不符.調整腳距不能敲打腳距板,應用 平口鉗逐個腳調整.凸點不平以不超過0.2mm為限.
包銅箔站標準(允收 包銅箔站標準 允收) 允收
1.銅箔位置歪斜不可超過1mm. 2.銅箔接合面須焊滿,且焊點須 光滑. 3.銅箔位置須保持足夠的安距 A和B.(見圖一) 4.銅箔包在磁芯中央,不可露出 磁芯对接處. (見圖一) 5.磁芯與銅箔之間的縫隙不超 過1.0mm 6.焊點平滑,錫不可流到線圈及 磁芯上. (圖一)
檢查站標準(拒收 檢查站標準 拒收) 拒收
1.CORE破損最大尺寸超過CORE厚度的1/3,鐵心有裂 紋. 2.BBN及其底部有異物;PIN、線圈上有異物;PIN刮傷、 氧化;長短腳. 3.材料有錫珠. 4.鐵心松動. 5.同批材料凡立水顏色不一致,且膠布起翹,變焦.如圖(二) 6.對腳距板時,材料與腳距板不垂直,不能輕松對下腳距板; 腳歪,腳距不符.凸點不平超過0.2mm.
繞線盡量均勻疏開.如圖(一)
疏繞均勻疏開 OK
圖(一)
疏繞標準(拒收)
疏線不均勻,沒疏繞開. 如圖(二) ( )
圖(二)
繞線標準(排線拒收標準) 繞線標準(排線拒收標準)
• 線跨槽
• 絞線環外露
繞線標準(排線拒收標準) 繞線標準(排線拒收標準)
排線過松
不同槽之間線相碰
繞線標準(安距要求)*安膠材料 繞線標準(安距要求) 安膠材料
焊錫站標準(拒收 焊錫站標準 拒收) 拒收
1.腳不光滑;入線槽以上部份有異物殘留;腳氧化;沾異物. 2.焊錫后錫錐高影響平整度. 3.多股線,粗線(φ0.6以上)任一股未焊滿0.8圈以上.細線 (φ0.6以下)任一股未焊滿一圈以上. 4.BBN熔損嚴重,影響外觀及平整度. 5.線有大量助焊剂存在,影響外觀;其他面有助焊剂存在 (鐵芯及BBN). 6.BBN大面積變色,有成片狀其他顏色異物殘留. 7.有包焊、漏焊、冷焊、沾錫、有錫渣錫珠、短路. 8.焊錫深度超過理線槽深度的1/2.如圖(二) 9.有明顯橫向錫尖,锡瘤,影響對腳距板.