焊丝的选用
3044焊丝选用对照表

3044焊丝选用对照表
焊接是一种常见的金属连接方法,而焊丝作为焊接材料,在不同的焊接应用中起着重要的作用。
针对不同的焊接需求,有许多不同种类的焊丝可供选择。
以下是一些常见的焊丝种类及其适用范围的对照表:
1. 碳钢焊丝:
ER70S-6,适用于焊接普通碳素钢和低合金钢,广泛应用于结构焊接、汽车制造、船舶制造等领域。
ER70S-3,适用于焊接低碳钢和低合金钢,特别适用于焊接薄板。
2. 不锈钢焊丝:
ER308,适用于焊接AISI 304、304L等不锈钢,常用于食品加工设备、化学工业等领域。
ER316,适用于焊接AISI 316、316L等耐腐蚀不锈钢,常用
于化工、海洋工程等领域。
3. 铝合金焊丝:
ER4043,适用于焊接铝合金,常用于汽车制造、航空航天等领域。
ER5356,适用于焊接高强度铝合金,常用于船舶制造、铁路车辆等领域。
4. 镍合金焊丝:
ENiCrFe-3,适用于焊接镍合金,常用于石油化工、航空航天等领域。
ENiCrMo-3,适用于焊接镍基合金,常用于核工业、船舶制造等领域。
5. 钛合金焊丝:
ERTi-2,适用于焊接纯钛和钛合金,常用于航空航天、医疗器械等领域。
需要注意的是,焊丝的选择还应考虑焊接材料的性质、焊接位置、焊接方法等因素。
以上仅是一些常见的焊丝种类及其适用范围,具体选择应根据实际情况进行。
此外,为了确保焊接质量,还应注
意选择质量可靠的焊丝供应商,并严格按照焊接规范进行操作。
希望以上信息能对你有所帮助,如果你有任何其他问题,请随
时提问。
二保焊丝选型标准
二保焊丝选型标准是指在进行二保焊接时,根据不同的焊接要求和工件材料特性,选择合适的焊丝。
以下是一些常见的二保焊丝选型标准:
1. 根据母材的化学成分选择焊丝。
不同材料的化学成分不同,需要选用相应的焊丝才能保证焊缝的质量。
例如,对于低碳钢,应选用含有锰、硅等元素的焊丝;对于高碳钢,应选用含有铬、钼等元素的焊丝。
2. 根据母材的力学性能选择焊丝。
不同材料的力学性能也有所不同,需要选用相应的焊丝才能保证焊缝的强度和韧性。
例如,对于高强度钢,应选用含有镍、铬等元素的焊丝;对于低温钢,应选用含有铝、钛等元素的焊丝。
3. 根据焊接工艺要求选择焊丝。
不同的焊接工艺对焊丝的要求也不同。
例如,对于手工电弧焊,应选用直径较细的焊丝;对于气体保护焊,应选用直径较粗的焊丝。
4. 根据焊接接头形式选择焊丝。
不同的焊接接头形式需要使用不同类型的焊丝。
例如,对于对接接头,应选用直缝焊丝;对于角接接头,应选用斜口焊丝。
5. 根据工作环境选择焊丝。
不同的工作环境对焊丝的要求也不同。
例如,在潮湿环境下进行焊接时,应选用耐腐蚀性好的不锈钢焊丝;在高温环境下进行焊接时,应选用耐热性能好的镍基合金焊丝。
总之,在进行二保焊接时,应根据具体情况综合考虑以上因素来选择合适的焊丝,以确保焊缝质量和焊接效果。
不锈钢焊丝选用标准
不锈钢焊丝选用标准
不锈钢焊丝的选用标准通常包括以下几个方面:
1. 化学成分:不锈钢焊丝的化学成分应符合国际或国家标准,包括主要合金元素的含量和其他杂质元素的限制。
2. 机械性能:不锈钢焊丝的机械性能指标应符合相关标准,包括抗拉强度、屈服强度、延伸率等。
3. 焊接性能:不锈钢焊丝的焊接性能应符合相关标准,包括焊接电流、焊接速度、熔透性、气体保护效果等。
4. 表面质量:不锈钢焊丝的表面质量应符合相关标准,包括表面光洁度、表面平整度、表面无裂纹、氧化皮等。
5. 包装标识:不锈钢焊丝的包装标识应符合相关标准,包括产品标识、生产日期、质量等级、生产厂家信息等。
总的来说,不锈钢焊丝的选用标准应符合国际或国家相关标准,以确保产品质量和使用安全。
焊丝作业指导书
焊丝作业指导书一、背景介绍焊丝作业指导书是为了指导焊工在进行焊接作业时,正确选择和使用焊丝,确保焊接质量和安全性而编写的指导手册。
本指导书将详细介绍焊丝的分类、特性、选用原则、使用方法以及注意事项,以匡助焊工更好地进行焊接作业。
二、焊丝分类根据不同的焊接材料和应用场景,焊丝可以分为以下几类:1. 碳钢焊丝:适合于焊接碳钢工件,具有较高的强度和韧性。
2. 不锈钢焊丝:适合于焊接不锈钢工件,具有耐腐蚀性能。
3. 铝焊丝:适合于焊接铝合金工件,具有良好的导电性和导热性。
4. 镍焊丝:适合于焊接镍合金工件,具有耐高温和耐腐蚀性能。
5. 钛焊丝:适合于焊接钛合金工件,具有良好的耐腐蚀性和高强度。
三、焊丝特性不同类型的焊丝具有不同的特性,焊工在选择焊丝时应根据实际需求考虑以下因素:1. 强度:焊丝的强度直接影响焊接接头的强度,选择适合工件要求的焊丝强度。
2. 韧性:焊丝的韧性决定焊接接头的抗拉伸能力,选择具有良好韧性的焊丝。
3. 耐腐蚀性:对于需要抗腐蚀的工件,选择具有良好耐腐蚀性的焊丝。
4. 导电性和导热性:对于需要良好导电或者导热性能的工件,选择具有良好导电或者导热性能的焊丝。
5. 焊接工艺要求:根据不同的焊接工艺要求,选择适合的焊丝。
四、焊丝选用原则在选择焊丝时,应根据以下原则进行选择:1. 工件材料:根据焊接工件的材料,选择与工件相匹配的焊丝材料。
2. 焊接要求:根据焊接接头的强度、韧性、耐腐蚀性等要求,选择适合的焊丝。
3. 焊接工艺:根据所采用的焊接工艺,选择符合工艺要求的焊丝。
4. 环境条件:根据焊接作业的环境条件,选择适合的焊丝,如耐高温、耐腐蚀等特性。
5. 经济性:根据经济成本考虑,选择性价比高的焊丝。
五、焊丝使用方法正确的焊丝使用方法对于焊接作业的质量至关重要,以下是焊丝的使用方法:1. 焊丝选择:根据前述的选用原则选择适合的焊丝。
2. 焊丝准备:将焊丝从包装中取出,检查焊丝表面是否有油污、锈蚀等情况,如有需要进行清洗。
焊丝的选用

焊丝的选用牌号型号GB 类别主要用途THT50-2 ER50-2 碳钢焊丝用于船舶、石化、核电话等高压管的对接及角焊THT50-3 ER50-3 用于薄板及打底焊接结构THT50-6(TIG-J50) ER50-6 用于管道、平板等需作抛光度准确时的焊接THT50-G ER50-6 用于管道的第一道打底焊接THT55-G ER55-B2 用于渗透打底焊接,通常用于Mn-Mo、Mn-Ni-Mo等高强钢THT55-B2 —珠光体耐热钢焊丝用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接THT50M —低合金钢焊丝用于工作温度510℃以下的锅炉受热面管子蒸汽管道,也用于一般的低金高强度钢结构的焊接THS-304 H10Cr19Ni9 不锈钢焊丝用于工作温度低于300℃耐蚀0Cr18Ni9等不锈钢结构的焊接THS-307 H10Cr21Ni10M 用于防弹钢、覆面不锈钢及碳钢异材的焊接THS-307Si H10Cr21Ni10Mn6Si1 用于高锰钢、硬化性耐磨钢及非磁性钢的焊接THS-308 H08Cr21Ni10Si 用于308、301、304等不锈钢结构的焊接THS-308L H03Cr21Ni10Si 用于304L、308L等不锈钢结构的焊接THS-308LSi H03Cr21Ni10Si1 用于改善填充金属的工艺性、焊接操作性及流动性THS-309 H12Cr24Ni13Si 用于异种钢的焊接,如碳钢、低合金钢与不锈钢的焊接THS-309Mo H12Cr24Ni13Mo2 用于Cr22Ni12Mo2复合钢以及异种钢的焊接THS-309L H03Cr24Ni13Si 用于309S、1Cr13、1Cr17、低碳不锈钢、低碳覆面钢以及异种钢的焊接THS-309LSi H03Cr24Ni13Si1 用于309型不锈钢以及304型不锈钢与碳钢的焊接THS-310 H12Cr26Ni21Si 用于高温条件下工作的耐热钢以及1Cr5Mo、1Cr13等不能进行预热及后热处理的焊接THS-312 H15Cr30Ni9 用于异种母材不锈钢覆面、硬化性低合金钢以及焊接困难或易发生气孔情况的焊接THS-316 H08Cr19Ni12Mo2Si 用于磷酸、亚硫酸、醋酸及盐类腐蚀介质结构的焊接THS-316L H03Cr19Ni12Mo2Si 用于尿素、合成纤维等结构及不能进行热处理的铬不锈钢及复合钢的焊接THS-316LSi H03Cr19Ni12Mo2Si1 用于相同类型不锈钢以及复合钢结构的焊接THS-317 H08Cr19Ni14Mo3 用于重要的化工容器的焊接THS-347 H08Cr20Ni10Nb 用于304、321、347型不锈钢以及耐热钢的焊接THT-321 H08Cr19Ni10Ti 用于304、321、347型不锈钢以及耐热钢的焊接THT-410 H12Cr13 用于410、420型不锈钢以及耐蚀耐磨表面的堆焊THT430 H10Cr17 用于腐蚀(硝酸)、耐热同类型不锈钢表面堆焊THT-2209 E2209 用于含Cr22%双相不绣钢的焊接THS-82 Gb15620ERNiCr-3 镍合金用于inconei焊接、inconei和碳钢、低合金钢、不锈钢的堆焊及异种钢焊接THS-Ti2 —钛合金用于海水、含盐水热交换器、化工制程热交换器、压力容器及管路系统、冷凝器以及造纸漂白系统等结构的焊接THS-55B2V 55-B2-V 珠光体耐热焊丝用于高温、高压锅炉管道,石油裂化设备,高温合成化工机械等结构的焊接THS-9Mo —马氏体耐热钢焊丝用于9Cr1Mo马氏体耐热钢及过热器管道等结构的焊接THS-5Mo —珠光体耐热钢焊丝用于Cr5Mo马氏体耐热钢,如400℃高温抗氢腐蚀管道等结构的焊接THS-P91 —马氏体耐热钢焊丝用于工作温度在600~650℃的Cr9MoNiV(T91或F9)耐热钢以及蒸汽管道和过热器管道等结构的焊接THS-17 ERNiCrMo-4 镍合金用于化工制程设备HASTELLOYC-276,镍基合金及碳钢覆面堆焊的焊接。
焊丝的选用

优
优
良好优
优
优
优良好
良好
一般
稍差
其他电弧稳定性
熔深
飞溅
脱பைடு நூலகம்性
咬边一般
优
稍差
—
优优
优
优
—
优优
优
优
优
优优
优
优
稍差
优
2实芯焊丝的选用
(1)埋弧焊焊丝
焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响。为了得到不同的焊缝成分和力学性能,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。
HS224HSCuZn-4硅黄铜焊丝Cu62,Si0.5,余为Zn905
黄铜氧-乙炔气焊及碳弧焊时作填充材料。也可用于钎焊铜、铜镍、灰口铸铁等
2)铝及铝合金焊丝
铝及铝合金焊丝广泛应用于铝合金氩弧焊及氧-乙炔气焊时作填充材料。焊丝的选择主要根据母材的种类、对接头抗裂性能、力学性能及耐蚀性等方面的要求综合考虑。一般情况下,焊接铝及铝合金都采用与母材成分相同或相近牌号的焊丝,这样可以获得较好的耐蚀性;但焊接热裂倾向大的热处理强化铝合金时,选择焊丝则主要从解决抗裂性入手,这时焊丝的成分应与母材差别很大。
HS 1××
HS 2××
HS 3××-
HSCu××-×
HSAl××-×堆焊硬质合金焊丝
铜及铜合金焊丝
铝及铝合金焊丝HS 4××
-
RZC×-×
ErnI××-×
铸铁焊丝
镍及镍合金焊丝
1)铜及铜合金焊丝
焊接焊丝的选用

焊接资料焊接基础知识问答(3)五、碳钢及普通低合金钢的焊接1.什么是碳素钢?常用的有哪几种?答:碳素钢也叫碳钢。
常用焊接的有低碳钢(含C≤0.25%)和中碳钢(含C=0.25%--0.60%);优质碳素结构钢(08、10、15、20、25、30、35、40、45)2.为什么叫普通低合金钢?它们是如何分类的?答:在普通低合金钢中,除碳以外,还含有少量其他元素,如:锰、硅、钒、钼、钛、铝、铌、铜、硼、磷、稀土等,性能发生变化,得到比一般碳钢更优良的性能,如:高强度钢、耐蚀钢、低温钢、耐热钢等。
3.什么是金属材料的机械性能?答:强度、硬度、朔性、韧性、耐疲劳和蠕变性能等。
4.什么是钢材的工艺性能?答:钢材承受各种冷热加工的能力,如:可切削性、可锻性、可铸性和可焊接性等。
5.什么是金属的焊接性?答:在一定的焊接工艺条件下获得优质焊接接头的难易程度。
包括两方面的内容:一是接合性能,又称工艺可焊性;二是使用性能,又称使用可焊性。
6.为什么ER50-6实心焊丝使用十分普遍?它适合哪些钢材?答:ER50-6实心焊丝(如:唐山神钢MG-51T)适合的钢材有:〈1〉普通碳素结构钢:Q215 Q235 Q255 Q275〈2〉优质碳素结构钢:08 10 15 20 25 30 35 40 45 15Mn 20Mn 25Mn30Mn 35Mn〈3〉碳素铸钢:ZG200-400H ZG230-450H ZG275-485H〈4〉压力容器用碳素钢: 20R〈5〉锅炉用碳素钢:20g〈6〉桥梁用碳素结构钢:16q〈7〉核压力容器用碳素钢:20HR〈8〉汽车制造用碳素结构钢: 08Al 15Al〈9〉普通低合金高强度结构钢:Q295 (09MnV、09MnNb、09Mn2)Q345 (14MnNb、16Mn、16MnRE)Q390 (15MnV、15MnTi、16MnNb)Q420 (15MnVN、14MnVTiRE)〈10〉船体用低合金高强度结构钢AH32 DH32 EH32 AH36〈11〉压力容器用低合金高强度结构钢16MnR 15MnVR 15MnVNR〈12〉锅炉用低合金高强度结构钢16Mng 19Mng 22Mng〈13〉桥梁用低合金高强度结构钢16Mnq(16MnCuq)15MnVq 15MnVNq〈14〉石油天然气管道用低合金高强度结构钢S290 S315 S360 S380 S4157.为什么低合金高强钢会出现裂纹?有哪些影响因素?答:随含碳量和合金元素的增加,产生冷裂纹的敏感性增加。
氩弧焊丝选用对照表
氩弧焊丝选用对照表
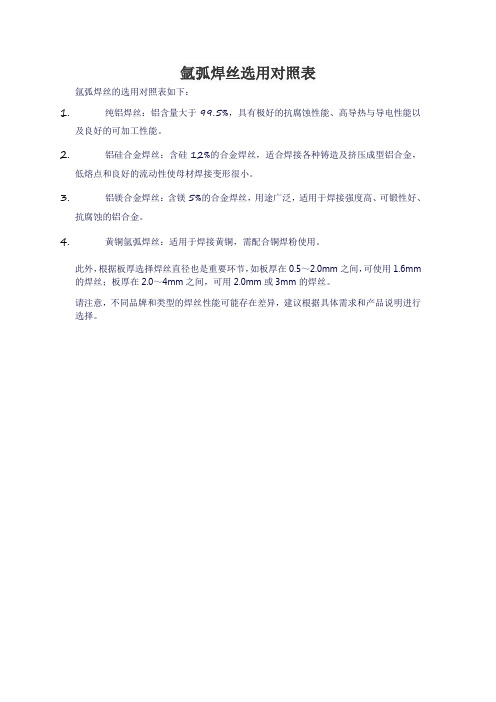
氩弧焊丝的选用对照表如下:
1.纯铝焊丝:铝含量大于99.5%,具有极好的抗腐蚀性能、高导热与导电性能以
及良好的可加工性能。
2.铝硅合金焊丝:含硅12%的合金焊丝,适合焊接各种铸造及挤压成型铝合金,
低熔点和良好的流动性使母材焊接变形很小。
3.铝镁合金焊丝:含镁5%的合金焊丝,用途广泛,适用于焊接强度高、可锻性好、
抗腐蚀的铝合金。
4.黄铜氩弧焊丝:适用于焊接黄铜,需配合铜焊粉使用。
此外,根据板厚选择焊丝直径也是重要环节,如板厚在0.5~2.0mm之间,可使用1.6mm 的焊丝;板厚在2.0~4mm之间,可用2.0mm或3mm的焊丝。
请注意,不同品牌和类型的焊丝性能可能存在差异,建议根据具体需求和产品说明进行选择。
氩弧焊丝的选用
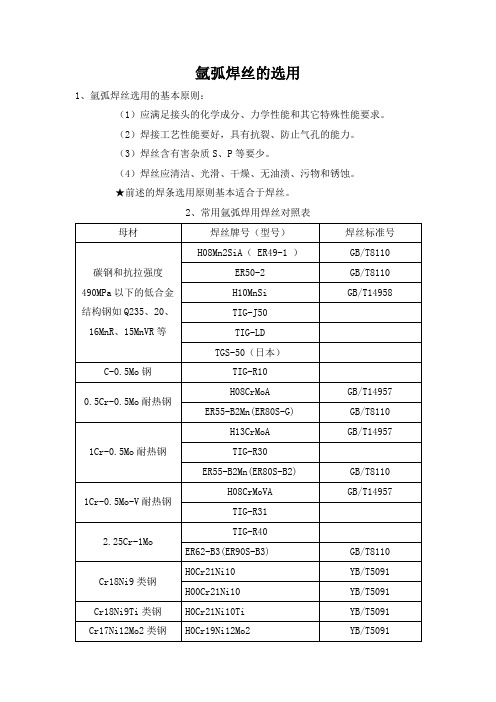
氩弧焊丝的选用1、氩弧焊丝选用的基本原则:(1)应满足接头的化学成分、力学性能和其它特殊性能要求。
(2)焊接工艺性能要好,具有抗裂、防止气孔的能力。
(3)焊丝含有害杂质S、P等要少。
(4)焊丝应清洁、光滑、干燥、无油渍、污物和锈蚀。
★前述的焊条选用原则基本适合于焊丝。
2、常用氩弧焊用焊丝对照表第六部分、镍基合金的焊材选用1、镍基合金的分类与牌号(七类):◆工业纯镍(P41):含镍99.5%。
如Ni200、 Ni201。
◆Ni-Cu合金(P42):如:Monel 400(蒙乃尔,Ni66Cu32)等。
◆Ni-Cr合金(P43):如:0Cr30Ni70Corronel230(柯罗镍,Cr35Ni65)Inconel671(因康镍, Cr50Ni50)◆Ni-Cr-Fe合金(P43):如:Inconel600 (因康镍, Cr76Ni15Fe8 )Inconel625 (Cr61Ni21Mo9Fe3 )◆Ni-Mo合金(P44):如:Hastelloy A(哈斯特洛依A,Ni60Mo19Fe20) Hastelloy B(0Ni65Cr28Fe5V)Hastelloy B-2(00Ni70Mo28)◆Ni-Cr-Mo合金(P44):如:Hastelloy C (Ni60Cr16Mo16W4)Hastelloy C-276 (000Ni60Cr16Mo16W4) Hastelloy C-4 (000Ni60Cr16Mo16Ti)。
◆Ni-Fe-Cr合金(P45):如:Incoloy 800(因康洛依,Ni32Fe46Cr21)Incoloy 825(Ni42Fe30Cr21)2、镍基合金的焊接特点:镍基合金的焊接有奥氏体不锈钢焊接相类似的问题:(1)焊接热裂纹(2)气孔:与低碳钢、低合金钢比较,气孔倾向更大,特别对不干净的坡口及焊丝。
(3)耐腐蚀性能:大多数镍基耐蚀合金焊后对耐蚀性能没有多大影响。
但对于Ni-Cr、 Ni-Mo、 Ni-Cr-Mo系的一些合金的热影响区附近会发生贫铬现象,导致在某些介质中的晶间腐蚀、应力腐蚀性能下降。
焊丝的存放及选用原则

焊丝的存放及选用原则下面给大家介绍下焊丝的存放方法减轻消费者的不必要的损失1、产品拆封后,在保质期内你可以直接施焊,不需任何焊前处理。
产品出厂包装密封条件下金桥焊条可保存二年以上,拆开包装后注意塑料密封,至于干燥、通风处,以免焊丝表层氧化。
2、产品应置于通风、干燥及酸、碱、油介质隔离的地方存放;3、产品在运输中应避免摔撞和受潮,以免损坏焊丝盘和影响焊丝质量;4、焊丝拆去包装后,建议在焊丝上方施加适当的防尘遮盖物;5、对于超过保存期的焊丝,建议在焊前进行焊丝表面清理;6、焊接过程会刺激你的眼睛,请注意保护。
焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等待、成本等综合考虑。
焊丝选用要考虑的顺序如下:①根据被焊结构的钢种选择焊丝对于碳钢及低合金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝.对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致相似,以满足耐热性和耐腐蚀性等方面的要求。
②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。
对于碳钢及低合金钢的焊接(特别是半自动焊),金桥焊条主要是根据焊接工艺性能来选择焊接方法及焊接材料。
气保护实芯焊丝简明表牌号 GB标准 AWS标准焊接电源主要用途JQ.H08MnSiCuCrNiⅡ DC+ 用于相应强度等级耐候钢结构的焊接,如机车车辆、近海工程、桥梁等结构的焊接。
JQ.MG49-1 ER49-1 DC+ 焊接低碳钢及某些低合金钢结构。
焊剂与焊丝选用指导

焊剂与焊丝选用指导焊接是一种常见的金属连接方法,而焊剂和焊丝则是焊接过程中不可或缺的材料。
正确选择适合的焊剂和焊丝对保证焊接质量至关重要。
本文将为您介绍焊剂和焊丝的选用指导,以帮助您在实际操作中做出正确的选择。
一、焊剂的选用焊剂是焊接过程中用于清洁和保护金属焊接接头的物质。
正确选择适合的焊剂可以提高焊接强度和质量。
以下是一些常见的焊剂类型及其应用:1. 钎剂:钎剂是一种低熔点合金,用于连接两个或多个金属工件。
常见的钎剂有银、金、铜等。
选择钎剂时应根据待连接金属工件的材质和要求来确定。
2. 焊剂:焊剂是一种焊接时用于帮助熔化焊丝并清洁金属表面的物质。
焊剂可以提高焊接接头的强度和力学性能。
常见的焊剂类型有酸性、碱性和中性焊剂。
选择焊剂应根据金属工件的特性、环境条件和所需焊接强度来确定。
3. 流动剂:流动剂是焊接过程中用于降低金属表面张力的物质,使焊接材料更容易渗透到焊接接头中。
选择流动剂时应考虑金属材料的表面状态和所需焊接强度。
二、焊丝的选用焊丝是焊接过程中通过电弧加热熔化的金属丝。
它是将焊接材料与被焊接工件连接的重要组成部分。
以下是一些常见的焊丝类型及其应用:1. 铝焊丝:铝焊丝适用于焊接铝和铝合金工件。
选择铝焊丝时应根据被焊接工件的合金成分、焊接条件和要求来确定。
2. 铜焊丝:铜焊丝适用于焊接铜和铜合金工件。
选择铜焊丝时应根据被焊接工件的合金成分、焊接条件和要求来确定。
3. 不锈钢焊丝:不锈钢焊丝适用于焊接不锈钢工件。
选择不锈钢焊丝时应根据被焊接工件的合金成分、焊接条件和要求来确定。
4. 钢焊丝:钢焊丝适用于焊接钢铁工件。
选择钢焊丝时应根据被焊接工件的材质、焊接条件和要求来确定。
三、选用指导1. 焊剂和焊丝应与被焊接工件相匹配,以确保良好的焊接质量和性能。
2. 在选择焊剂和焊丝时,应根据被焊接金属的材料、厚度和特性来确定。
不同的金属材料可能需要不同类型的焊剂和焊丝。
3. 考虑到焊接环境和应力情况,选择合适的焊剂和焊丝以确保焊接接头的力学性能和耐腐蚀性能。
埋弧焊用非合金钢及细晶粒钢实心焊丝、药芯焊丝和焊丝-焊剂组合分类要求

埋弧焊用非合金钢及细晶粒钢实心焊丝、药芯焊丝和焊丝-焊剂组合分类要求埋弧焊用非合金钢及细晶粒钢实心焊丝、药芯焊丝和焊丝-焊剂组合分类要求埋弧焊是一种常用的焊接方法,其中选用的焊丝和焊剂组合对焊接质量和性能起着重要作用。
对于非合金钢及细晶粒钢的焊接,以下是对实心焊丝、药芯焊丝和焊丝-焊剂组合的分类要求:实心焊丝分类要求:1. 焊丝材质选择:非合金钢及细晶粒钢的实心焊丝应选择与被焊材料相匹配的焊丝材质。
2. 焊丝直径:根据焊接工艺和要求,选择合适的焊丝直径,以确保焊接工艺稳定。
3. 焊丝标准:选择符合国家或行业标准的实心焊丝,确保其质量和性能符合要求。
4. 表面处理:焊丝表面应光洁、无油污和杂质,以确保良好的焊接质量。
药芯焊丝分类要求:1. 药芯组成:根据焊接要求,选择适当的药芯组成,以提供所需的焊接性能和金属成分。
2. 药芯直径:根据焊接工艺和要求,选择合适的药芯直径,以确保焊接工艺稳定。
3. 药芯标准:选择符合国家或行业标准的药芯焊丝,确保其质量和性能符合要求。
4. 包覆剂性能:药芯焊丝的包覆剂应具有良好的抗潮湿性能和低氢等效性能,以减少氢致冷脆的风险。
焊丝-焊剂组合分类要求:1. 包覆剂与焊丝的匹配:选择合适的包覆剂与焊丝相匹配,以确保焊接过程中的气体保护、焊接质量和性能。
2. 焊接工艺适应性:焊丝-焊剂组合应具备适应不同焊接工艺的性能和稳定性,如直流、交流或脉冲焊等。
3. 焊缝性能要求:根据焊接要求和使用条件,选择合适的焊丝-焊剂组合,以满足焊缝强度、韧性和耐腐蚀性等性能要求。
4. 环境适应性:根据工作环境的要求,选择适应不同温度、湿度和腐蚀性环境的焊丝-焊剂组合。
通过正确选择和匹配实心焊丝、药芯焊丝和焊丝-焊剂组合,可以提高非合金钢及细晶粒钢的焊接质量,确保焊接后的结构强度和性能符合要求。
管道焊条焊丝选用表及焊丝色标
125.99
17.0
163.08
22.0
208.33
26
243.64
32.0
295.13
36.0
328.47
40.0
361.02
450
457
8.0
88.58
11
120.98
14.0
152.94
19.0
205.22
24.0
256.27
30
315.89
35.0
364.23
40.0
411.33
45.0
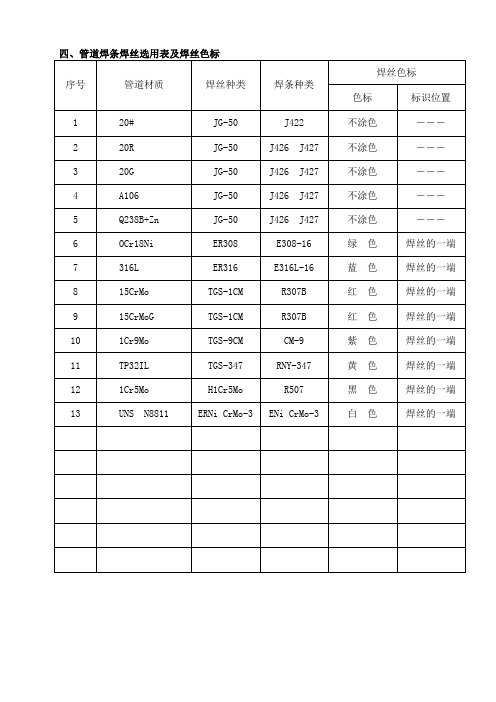
四、管道焊条焊丝选用表及焊丝色标
序号
管道材质
焊丝种类
焊条种类
焊丝色标
色标
标识位置
1
20#
JG-50
J422
不涂色
―――
2
20R
JG-50
J426 J427
不涂色
―――
3
20G
JG-50
J426 J427
不涂色
―――
4
A106
JG-50
J426 J427
不涂色
―――
5
Q238B+Zn
JG-50
J426 J427
62.54
70.13
77.68
85.18
92.62
100.02
107.37
350
356
51.79
60.24
68.65
77.01
85.32
93.58
101.80
109.96
118.07
126.14
400
406
59.18
68.88
常用各种焊丝型号
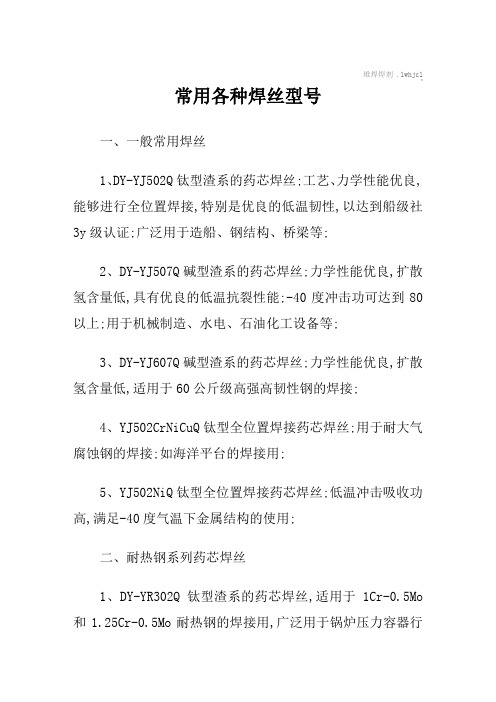
堆焊焊剂 .lwhjcl常用各种焊丝型号一、一般常用焊丝1、DY-YJ502Q钛型渣系的药芯焊丝;工艺、力学性能优良,能够进行全位置焊接,特别是优良的低温韧性,以达到船级社3y级认证;广泛用于造船、钢结构、桥梁等;2、DY-YJ507Q碱型渣系的药芯焊丝;力学性能优良,扩散氢含量低,具有优良的低温抗裂性能;-40度冲击功可达到80以上;用于机械制造、水电、石油化工设备等;3、DY-YJ607Q碱型渣系的药芯焊丝;力学性能优良,扩散氢含量低,适用于60公斤级高强高韧性钢的焊接;4、YJ502CrNiCuQ钛型全位置焊接药芯焊丝;用于耐大气腐蚀钢的焊接;如海洋平台的焊接用;5、YJ502NiQ钛型全位置焊接药芯焊丝;低温冲击吸收功高,满足-40度气温下金属结构的使用;二、耐热钢系列药芯焊丝1、DY-YR302Q钛型渣系的药芯焊丝,适用于1Cr-0.5Mo 和1.25Cr-0.5Mo耐热钢的焊接用,广泛用于锅炉压力容器行业;2、DY-YR312Q适用于12CrMoV珠光体耐热钢的焊接,广泛用于锅炉压力容器行业;3、DY-YR317Q碱性渣系药芯焊丝;适用于12CrMoV珠光体耐热钢的焊接,具有优良的低温冲击性能;4、DY-YR402Q用于2.25Cr-1Mo耐热钢焊接;三、不锈钢用气保护焊药性焊丝1、DY-YA308Q18%Cr-8%Ni不锈钢焊接用;2、DY-YA308LQ超低碳18%Cr-8%Ni不锈钢焊接用;3、DY-YA309Q异种钢焊接或复合钢板及堆焊不锈钢时过渡层焊接用;4、DY-YA316Q18%Cr-12%Ni不锈钢焊接用;四、气保护堆焊药芯焊丝1、DY-YD350Q广泛用于堆焊金属间磨损部件和轻度的土砂磨损的部件,HRC35.2、DY-YD450Q适于堆焊耐土砂磨损和耐金属间磨损的部件,HRC45.3、DY-YD600Q广泛用于耐土砂磨损的部件,HRC55-60.五、埋弧堆焊药芯焊丝1、DY-YD14M主要用于碳钢和低合金钢零部件的修复或作其它堆焊材料的过渡层,HRC26±2.2、DY-YD224BM主要用于热轧辊和其它耐磨损件的堆焊和修复,HRC59.3、DY-YD420M含铬13%的马氏体型堆焊药芯焊丝,耐腐蚀,耐磨损;适用于连铸辊、蒸汽阀、楔形阀、安全阀等部件的硬面堆焊;4、DY-YD423M用于较高温度下的热轧辊和连铸辊的硬面堆焊,该堆焊层具有优良的耐腐蚀、耐磨损和耐热冲击性能,HRC45-48;5、DY-YD430M含铬17%的铁素体型堆焊药芯焊丝,用于耐腐蚀的硬面堆焊,具有良好的耐高温腐蚀性能,以及不锈钢复合钢打底焊接,HRC23;6、DY-YD414NM含氮马氏体型堆焊药芯焊丝,以氮代碳来提高它的硬度及抗裂性,具有良好的耐腐蚀、耐磨损以及耐热冲击性能;用于连铸辊的硬面堆焊焊接,HRC43;一、一般常用焊丝1、DY-YJ502Q钛型渣系的药芯焊丝;工艺、力学性能优良,能够进行全位置焊接,特别是优良的低温韧性,以达到船级社3y级认证;广泛用于造船、钢结构、桥梁等;2、DY-YJ507Q碱型渣系的药芯焊丝;力学性能优良,扩散氢含量低,具有优良的低温抗裂性能;-40度冲击功可达到80以上;用于机械制造、水电、石油化工设备等;3、DY-YJ607Q碱型渣系的药芯焊丝;力学性能优良,扩散氢含量低,适用于60公斤级高强高韧性钢的焊接;4、YJ502CrNiCuQ钛型全位置焊接药芯焊丝;用于耐大气腐蚀钢的焊接;如海洋平台的焊接用;5、YJ502NiQ钛型全位置焊接药芯焊丝;低温冲击吸收功高,满足-40度气温下金属结构的使用;二、耐热钢系列药芯焊丝1、DY-YR302Q钛型渣系的药芯焊丝,适用于1Cr-0.5Mo 和1.25Cr-0.5Mo耐热钢的焊接用,广泛用于锅炉压力容器行业;2、DY-YR312Q适用于12CrMoV珠光体耐热钢的焊接,广泛用于锅炉压力容器行业;3、DY-YR317Q碱性渣系药芯焊丝;适用于12CrMoV珠光体耐热钢的焊接,具有优良的低温冲击性能;4、DY-YR402Q用于2.25Cr-1Mo耐热钢焊接;三、不锈钢用气保护焊药性焊丝1、DY-YA308Q18%Cr-8%Ni不锈钢焊接用;2、DY-YA308LQ超低碳18%Cr-8%Ni不锈钢焊接用;3、DY-YA309Q异种钢焊接或复合钢板及堆焊不锈钢时过渡层焊接用;4、DY-YA316Q18%Cr-12%Ni不锈钢焊接用;四、气保护堆焊药芯焊丝1、DY-YD350Q广泛用于堆焊金属间磨损部件和轻度的土砂磨损的部件,HRC35.2、DY-YD450Q适于堆焊耐土砂磨损和耐金属间磨损的部件,HRC45.3、DY-YD600Q广泛用于耐土砂磨损的部件,HRC55-60.五、埋弧堆焊药芯焊丝1、DY-YD14M主要用于碳钢和低合金钢零部件的修复或作其它堆焊材料的过渡层,HRC26±2.2、DY-YD224BM主要用于热轧辊和其它耐磨损件的堆焊和修复,HRC59.3、DY-YD420M含铬13%的马氏体型堆焊药芯焊丝,耐腐蚀,耐磨损;适用于连铸辊、蒸汽阀、楔形阀、安全阀等部件的硬面堆焊;4、DY-YD423M用于较高温度下的热轧辊和连铸辊的硬面堆焊,该堆焊层具有优良的耐腐蚀、耐磨损和耐热冲击性能,HRC45-48;5、DY-YD430M含铬17%的铁素体型堆焊药芯焊丝,用于耐腐蚀的硬面堆焊,具有良好的耐高温腐蚀性能,以及不锈钢复合钢打底焊接,HRC23;6、DY-YD414NM含氮马氏体型堆焊药芯焊丝,以氮代碳来提高它的硬度及抗裂性,具有良好的耐腐蚀、耐磨损以及耐热冲击性能;用于连铸辊的硬面堆焊焊接,HRC43;不锈钢实芯焊丝既可用惰性气体保护焊TIG,MIG焊;也可用于埋弧焊;不锈钢MIG焊既可达到高效焊接,又容易实现焊接自动化,广泛用于堆焊及薄板接等领域;MIG焊用焊丝化学成分与TIG焊丝一样,但对某些不锈钢品种,还有一种SI含量较高的MIG焊丝,如与ER308,ER309焊丝对应的ER308Si,ER309Si等,由于含Si高达0.8%左右,降低了熔滴金属的表面张力,使熔滴颗粒变细,更容易实现喷射过度,使电弧变得更稳定;不锈钢弹簧丝不锈钢氢退丝11起弧与收弧板厚小于3mm时,可以直接在焊件上起弧及收弧;板厚大于3mm时,对于纵缝,可以采用引弧板及引出板,将小孔起始区及收尾区排除在焊缝之外;环缝焊接时,须采用电流及离子气量递增的方式形成合适的小孔形成区,而采用电流及离子气量递减的方式获得小孔收尾区;图8是小孔焊时电流及离子弧气流量斜率控制曲线;有的等离子弧设备配备了先进的流量控制器,可以在焊接过程中精确地控制离子气流量;22离子气流量离子气流量增加,可使等离子流力和熔透能力增大,在其他条件不变时,为了形成小孔,必须要有足够的离子气流量,但是离子气流量过大也不好,会使小孔直径过大而不能保证焊缝成形,喷嘴孔径确定后,离子气流量大小视焊接电流和焊接速度而定,亦即离子气流量、焊接电流和焊接速度这三者之间—要有适当的匹配;33焊接电流焊接电流增加等离子弧穿透能力增加,和其他电弧焊方法一样,焊接电流总是根据板厚或熔透要求来选定的,电流过小,不能形成小孔,电流过大,又将因小孔直径过大而使熔池金属坠落;此外,电流过大还可能引起双弧现象;为此,在喷嘴结构确定后,为了获得稳定的小孔焊接过程,焊接电流只能被限定在某一个合适的范围内,而且这个范围与离子气的流量有关;图9a为喷嘴结构、板厚和其他工艺参数给定时,用实验方法在8mm厚不锈钢板上测定的小孔型焊接电流和离子气流量的匹配关系;图中1为普通圆柱型喷嘴,2为收敛扩散型喷嘴,后者降低了喷嘴压缩程度,因而扩大了电流范围,即在较高的电流—F也不会出现双弧;由于电流上限的提高,因此采用这种喷嘴可提高工件厚度和焊接速度;44焊接速度焊接速度也是影响小孔效应的一个重要工艺参数;其他条件一定时,焊速增加,焊缝热输入减小,小孔直径亦随之减小,最后消失;反之,如果焊速太低,母材过热,背面焊缝会出现下陷甚至熔池泄漏等缺陷;焊接速度的确定,取决于离子气流量和焊接电流,这三个工艺参数相互匹配关系见图9b;由图可见,为了获得平滑’的小孔焊接焊缝,随着焊速的提高,必须同时提高焊接电流,如果焊接电流一定,增大离子气流量就要增大焊速,若焊速一定时,增加离子气流量应相应减小电流;55喷嘴距离距离过大,熔透能力降低:距离过小则造成喷嘴被飞溅物粘污;一般取3—8mm,和钨极氩弧焊相比,喷嘴距离变化对焊接质量的影响不太敏感;66保护气体流量保护气体流量应与离子气流量有一个适当的比例,离子气流量不大而保护气体流.量太大时会导致气流的紊乱,将影响电弧稳定性和保护效果;小孔型焊接保护气体流量一般在15~30L/min范围内;注意事项1、铬不锈钢具有一定的耐蚀氧化性酸、有机酸、气蚀、耐热和耐磨性能;通常用于电站、化工、石油等设备材料;铬不锈钢焊接性较差,应注意焊接工艺、热处理条件及选用合适电焊条;2、铬13不锈钢焊后硬化性较大,容易产生裂纹;若采用同类型的铬不锈钢焊条G202、G207焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理;若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条A107、A207;3、铬17不锈钢,为改善耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较铬13不锈钢好一些;采用同类型的铬不锈钢焊条G302、G307时,应进行200℃以上的预热和焊后800℃左右的回火处理;若焊件不能进行热处理,则应选用铬镍不锈钢焊条A107、A207;4、铬镍不锈钢焊条具有良好耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、医疗机械制造;5、铬镍不锈钢焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能;6、铬镍不锈钢药皮有钛钙型和低氢型;钛钙型可用于交直流,但交流焊时熔深较浅,同时容易发红,故尽可能采用直流电源;直径4.0及以下可用于全位置焊件,5.0及以上用于平焊及平角焊;7、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时不能多次重复烘干,否则药皮容易开裂剥落,防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量;8、为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜;不锈钢实芯焊丝既可用惰性气体保护焊TIG,MIG焊;也可用于埋弧焊;不锈钢MIG焊既可达到高效焊接,又容易实现焊接自动化,广泛用于堆焊及薄板接等领域;MIG焊用焊丝化学成分与TIG焊丝一样,但对某些不锈钢品种,还有一种SI含量较高的MIG焊丝,如与ER308,ER309焊丝对应的ER308Si,ER309Si等,由于含Si高达0.8%左右,降低了熔滴金属的表面张力,使熔滴颗粒变细,更容易实现喷射过度,使电弧变得更稳定;。
焊丝选用
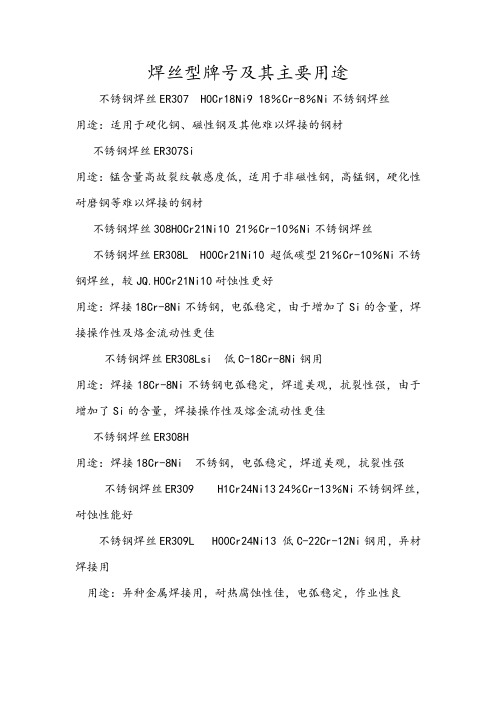
焊丝型牌号及其主要用途不锈钢焊丝ER307 H0Cr18Ni9 18%Cr-8%Ni不锈钢焊丝用途:适用于硬化钢、磁性钢及其他难以焊接的钢材不锈钢焊丝ER307Si用途:锰含量高故裂纹敏感度低,适用于非磁性钢,高锰钢,硬化性耐磨钢等难以焊接的钢材不锈钢焊丝308H0Cr21Ni10 21%Cr-10%Ni不锈钢焊丝不锈钢焊丝ER308L H00Cr21Ni10 超低碳型21%Cr-10%Ni不锈钢焊丝,较JQ.H0Cr21Ni10耐蚀性更好用途:焊接18Cr-8Ni不锈钢,电弧稳定,由于增加了Si的含量,焊接操作性及烙金流动性更佳不锈钢焊丝ER308Lsi 低C-18Cr-8Ni钢用用途:焊接18Cr-8Ni不锈钢电弧稳定,焊道美观,抗裂性强,由于增加了Si的含量,焊接操作性及熔金流动性更佳不锈钢焊丝ER308H用途:焊接18Cr-8Ni 不锈钢,电弧稳定,焊道美观,抗裂性强不锈钢焊丝ER309 H1Cr24Ni13 24%Cr-13%Ni不锈钢焊丝,耐蚀性能好不锈钢焊丝ER309L H00Cr24Ni13 低C-22Cr-12Ni钢用,异材焊接用用途:异种金属焊接用,耐热腐蚀性佳,电弧稳定,作业性良不锈钢焊丝ER309Lsi 低C-22Cr-12Ni钢用,异材焊接用用途:异种金属焊接用,耐热耐蚀性佳,电弧稳定,作业性良,由于增加了Si的含量,焊接操作性及熔金流动性更佳不锈钢焊丝ER309Si用途:异种金属焊接用,耐热耐蚀性佳,电弧稳定,作业性良不锈钢焊丝ER309Lmo 低C-22Cr-12Ni-2.5Mo钢用,异材焊接用用途:高温耐热裂和腐蚀性好,焊接金属为超低碳奥氏体组织,适用于低碳钢与不锈钢的异种金属焊接不锈钢焊丝ER310 H1Cr26Ni21 25%Cr-20%Ni不锈钢焊丝,高温抗氧化性能优良用途:熔金含25Cr-20Ni,多用于310S不锈钢的焊接比KMS,309更适合异种金属焊接及自硬性高的合金钢和高碳钢之焊接不锈钢焊丝ER312用途:用异种钢之焊接,其裂纹敏感度低,故焊接覆面钢等钢材,不锈钢里衬,焊接困难或易发生气孔不锈钢焊丝ER316H0Cr19Ni2Mo2 18%Cr-12%Ni-2%Mo不锈钢焊丝,抗热裂纹性能优良不锈钢焊丝ER316L H00Cr19Ni2Mo2 超低碳型18%Cr-12%Ni-2%Mo不锈钢焊丝,较JQ.H0Cr19Ni12Mo2耐蚀性更好用途:焊接18Cr-12Ni-Mo2超低碳不锈钢,焊接工艺性好,抗晶间腐蚀性能优良不锈钢焊丝ER316Lsi 低C-18Cr-12Ni-3.5Mo钢用用途:焊接18Cr-12Ni-Mo2超低碳不锈钢,焊接工艺性好,抗晶间腐蚀性能优良,由于增加了Si的含量,焊接操作性及熔金流动性更佳不锈钢焊丝ER317 H0Cr20Ni14Mo3超低碳型18%Cr-8%Ni不锈钢焊丝,较JQ.H0Cr18Ni9耐蚀性更好不锈钢焊丝ER317L H00Cr20Ni12Mo3 低C-18Cr-12Ni-3.5Mo 钢用用途:超低碳含量及含Mo高,抗晶间腐蚀,高温强度大不锈钢焊丝ER318用途:适用于18Cr-12Ni-2.5Mo-Ti钢,工作温度可达400℃抗晶间腐蚀性能优良不锈钢焊丝ER318Si用途:适用于18Cr-12Ni-2.5Mo-Ti钢,抗晶间腐蚀性能优良,由于增加了Si的含量,焊接操作性及熔金流动性更佳不锈钢焊丝ER321 H0Cr20Ni10Ti 焊接含Ti不锈钢,抗晶界腐蚀性好不锈钢焊丝ER347 H0Cr20Ni10Nb 焊接含Nb不锈钢,抗晶界腐蚀性好JQ.H0Cr20Ni10Nb用途:因添加了Nb等合金元素,故焊道晶间腐蚀抵抗性能增强,且具有极佳之高温强度,特别适用于耐热钢之焊接不锈钢焊丝ER347Si用途:因添加了Nb等合金元素,焊道晶间腐蚀抵抗性能增强,且具有极佳之高温强度,特别适用于耐热钢之焊接,由于增加了Si的含量,焊接操作性及熔金流动性更佳不锈钢焊丝ER385(904L)用途:适用于20Cr-25Ni-4.5Mo-1.5Cu不锈钢,特别耐腐蚀不锈钢焊丝ER2209用途:适用于22Cr-9Ni-Mo3的双相不锈钢,如UNS31803 不锈钢焊丝ER409Cb用途:适用于409,410不锈钢的焊接不锈钢焊丝ER410 H0Cr13 13Cr钢用用途:用于焊接410或420系列不锈钢,硬化性大,具有高温抗氧化、抗腐蚀性,应用于石油精练及化学工业及堆焊修补不锈钢焊丝ER410NiMo用途:用于焊接410或420系列不锈钢,硬化性大,具有高温抗氧化、抗腐蚀生,应用于石油精练及化学工业及堆焊修补不锈钢焊丝ER420用途:适用于13Cr或17Cr马氏体不锈钢之焊接不锈钢焊丝ER430 H1Cr17 焊接1Cr17不锈钢用途:适用于13Cr或17Cr马氏体不锈钢之焊接,应用于汽车工业不锈钢焊丝ER630 ------ 17-4PH钢用镍基焊丝625、82、60、61、276、22品名AWS C Si Mn Cr Ni Mo 其它主要用途625 ERNiCrMo-3 0.1 0.5 0.5 22 62 Fe4Nb3.5 INCOLOY625,INCO25-6M,焊接用;镍基合金与不锈钢异材焊接堆焊用82 ERNiCr-3 0.1 0.5 3 20 67 Fe3Nb2.5 INCONEL,INCOLOY800及碳钢的堆焊异材焊接用。
焊接用焊丝的选用原则方法及选用表(详细资料)
焊接用焊丝的选用详细资料及选用表1 焊丝选用的要点焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。
焊丝选用要考虑的顺序如下。
①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。
对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。
②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。
对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。
采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表1。
表1 实芯焊丝和药芯焊丝气体保护焊的焊接工艺性能的对比2 实芯焊丝的选用(1)埋弧焊焊丝焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。
埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响。
为了得到不同的焊缝成分和力学性能,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。
对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求及焊接工艺参数的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。
1)低碳钢和低合金钢用焊丝低碳钢和低合金钢埋弧焊常用焊丝有如下三类。
①低锰焊丝(如H08A)常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
焊丝的存放及选用原则

焊丝的存放及选用原则下面给大家介绍下焊丝的存放方法减轻消费者的不必要的损失1、产品拆封后,在保质期内你可以直接施焊,不需任何焊前处理。
产品出厂包装密封条件下金桥焊条可保存二年以上,拆开包装后注意塑料密封,至于干燥、通风处,以免焊丝表层氧化。
2、产品应置于通风、干燥及酸、碱、油介质隔离的地方存放;3、产品在运输中应避免摔撞和受潮,以免损坏焊丝盘和影响焊丝质量;4、焊丝拆去包装后,建议在焊丝上方施加适当的防尘遮盖物;5、对于超过保存期的焊丝,建议在焊前进行焊丝表面清理;6、焊接过程会刺激你的眼睛,请注意保护。
焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等待、成本等综合考虑。
焊丝选用要考虑的顺序如下:①根据被焊结构的钢种选择焊丝对于碳钢及低合金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝.对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致相似,以满足耐热性和耐腐蚀性等方面的要求。
②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。
对于碳钢及低合金钢的焊接(特别是半自动焊),金桥焊条主要是根据焊接工艺性能来选择焊接方法及焊接材料。
气保护实芯焊丝简明表牌号GB标准AWS标准焊接电源主要用途JQ.H08MnSiCuCrNiⅡDC+ 用于相应强度等级耐候钢结构的焊接,如机车车辆、近海工程、桥梁等结构的焊接。
JQ.MG49-1 ER49-1 DC+ 焊接低碳钢及某些低合金钢结构。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不锈钢药芯焊丝的口种已有20余种,除铬镍系不锈钢药芯焊丝外,还有铬系不锈钢药芯焊丝。焊丝直径有0.8、1.2、1.6mm等,可满足不锈钢薄板、中板及厚板的焊接需要。所采用的保护气体多数为CO2,也可采用Ar+(20%~50%)CO2的混合气体。
3) 耐磨堆焊用药芯焊丝
2) MIG和MAG焊丝
MIG方法主要用于焊接不锈钢等高合金钢。为了改善电弧特性,在Ar气体中加入适量O2或CO2气体,即成为MAG方法。焊接合金钢时,采用Ar+5%CO2可提高焊缝的抗气孔能力。但焊接超低碳不锈钢时不能采用Ar+5%CO2混合气体,只可采用Ar+2%O2混合气体,以防止焊缝增碳。目前低合金钢的MIG焊接正在逐步被Ar+20%CO2的MAG焊接所取代。MAG焊接时由于保护气体有一定的氧化性,应适当提高焊丝中Si、Mn等脱氧元素的含量,其他成分可以与母材一致,也可以有所差别。焊接高强钢时,焊缝中C的含量通常低于母材,Mn含量则应高于母材,这不权为了脱氧,也是焊缝合金成分的要求。为了改善低温韧度,焊缝中的Si的含量不宜过高,
1) TIG焊焊丝
TIG焊接有时不加填充焊丝,被焊母材加热熔化后直接连接起来,有时加填充焊丝,由于保护气体为纯Ar,无氧化性,焊丝熔化后成分基本不发生变化,所以焊丝成分即为焊缝成分。也有的采用母材成分作为焊丝成分,使焊缝成分与母材一致。TIG焊时焊接能量小,焊缝强度和塑、韧性良好,容易满足使用性能要求。
2、 药芯焊丝的选用
(1) 药芯焊丝的种类与特性
根据焊丝的结构,药芯焊丝可分为有缝焊丝和无缝焊丝两种。无缝焊丝可以镀铜,性能好、成本低、已成为今后发展的方向。
根据是否有保护气体,药芯焊丝可分为气体保护焊丝和自保护焊丝;药芯焊丝芯部粉剂的成分与焊条药皮相似,含有稳弧剂、脱氧剂、造渣剂及合金剂等,根据药芯焊丝内层填料粉剂中有无造渣剂,可分为“药粉型”焊丝和“金属粉型”焊丝;按照渣的碱度,可分为钛型、钛钙型和钙型焊丝。
4) 铸铁焊丝
主要用于气焊焊补铸铁。由于氧-乙炔火焰温度(小于3400℃)比电弧温度(6000℃)低很多,而且热点不集中,较适于灰口铸铁薄壁铸件的焊补。此外,气焊火焰温度低于可减少球化剂的蒸发,有利于保证焊缝获得球墨铸铁组织。目前气焊用球铁焊丝主要有加稀土镁合金和钇基重稀土的两种,由于钇的沸点高,抗球化衰退能力比镁强,更有利于保证焊缝球化,故近年来应用较多。
3) CO2焊焊丝
CO2是活性气体,具有较强的氧化性,因此CO2焊所用焊丝必须含有较高的Mn 、Si等脱氧元素。CO2焊通常采用C-Mn-Si系焊丝,如H08MnSiA、H08Mn2SiA、H04Mn2SiA等。CO2焊焊丝直径一般是0.89 1.0 1.2 1.6 2.0mm等。焊丝直径≤1.2mm属于细丝CO2焊,焊丝直径≥1.6mm属于粗丝CO2焊。
硬质合金堆焊焊丝可采用氧-乙炔、气电焊等方法堆焊,其中氧-乙炔堆焊虽然生产效率低,但设备简单,堆焊时熔深浅,母材熔化量少,堆焊质量高,因为应用较广泛。
2) 铜及铜合金焊丝
铜及铜合金焊丝常用于焊接铜及铜合金,其中黄铜焊丝也广泛用于钎焊碳钢、铸铁及硬质合金刀具等。铜及铜合金的焊接,可以采用多种焊接方法,正确地选择填充金属是获得优质焊缝的必要条件。用氧-乙炔气焊时应配合气焊熔剂共同使用。
(2) 自保护药芯焊丝
自保护焊丝是指不需要保护气体或焊剂,就可进行电弧焊,从而获得合格焊缝的焊丝,自保护药芯焊丝是把作为造渣、造气、脱氧作用的粉剂和金属粉置于钢皮之内或涂在焊丝表面,焊接时粉剂在电弧作用下变成熔渣和气体,起到造渣和造气保护作用,不用另加气体保护。
自保护药芯焊丝的熔敷效率明显比焊条高,野外施焊的灵活性和抗风能力优于气体保护焊,通常可在四级风力下施焊。因为不需要保护气体,适于野外或高空作业,故多用于安装现场和建筑工地。
钛型渣系药芯焊丝的焊道成形美观,全位置焊接进工艺性能好、电弧稳定、飞溅小、但焊缝金属的韧性和抗裂性能较差。与此相反,钙型渣系药芯焊丝的焊缝韧性和抗裂性能优良,但焊道成形和焊接工艺性能稍差。钛钙型渣系介于上述二者之间。
“金属粉型”药芯焊丝的焊接工艺性能类似于实芯焊丝,其熔敷效率和抗裂性能优于“药粉型”焊丝。粉芯中大部分是金属粉(铁粉、脱氧剂等),还加入特殊的稳弧剂,可保证焊接时造渣少、效率高、飞溅小、电弧稳定,而且焊缝扩散氢含量低,抗裂性能得到改善。
B、 中锰焊丝(如H08MnA,H10MnS):主要用于低合金钢焊接,也可配合低锰焊剂用于低碳钢焊接。
C、 高锰焊丝(如H10Mn2 H08Mn2Si):用于低合金钢焊接
2) 高强钢用丝
这类焊丝含Mn1%以上,含Mo0.3%~0.8%,如H08MnMoA、H08Mn2MoA,用于强度较高的低合金高强钢焊接。此外,根据高强钢的成分及使用性能要求,还可在焊丝中加入NI、CR、V及Re等元素,提高焊缝性能。抗拉强度590Mpa级的焊缝金属多采用MN-MO系焊丝,如H08MNMOA等。
(4) 有色金属及铸铁焊丝
牌号前两个字母“HS”表示有色金属及铸铁焊丝;牌号中第一位数字表示焊丝的经学组成类型,牌号中第二、三位数字表示同一类型焊丝的不同牌号。
1) 堆焊焊丝
目前生产的堆焊用硬质合金焊丝主要有两类:即高铬合金铸铁(索尔玛依特)和钴基(司太立)合金。高铬合金铸铁具有良好的抗氧化性和耐气蚀性能,硬度高、耐磨性好。而钴基合金则在650度的高温下,亦能保持高的硬度和良好的耐蚀性能。其中低碳、低钨的韧性好;高碳、高钨的硬度高,但抗冲击能力差。
H08Mn2SiA焊丝是一种广泛应用的CO2焊焊丝,它有较好的工艺性能,适合于焊接500Mpa级以下的低合金钢。对于强度级别要求更高的钢种,应采用焊丝成分中含有Mo元素的H10MnSiMo等牌号的焊丝。
(3) 电渣焊焊丝
电渣焊适用于中板和厚板焊接。电渣焊焊丝主要起填充金属和合金化的作用。
药芯焊丝的焊接工艺性能好、焊缝质量好、对钢材的适应性强,可用于焊接各种类型的钢结构,包括低碳钢、低合金高强钢、低温钢、耐热钢、不锈钢及耐磨堆焊等。所采用的保护气体有CO2和Ar+CO2两种,前者用于普通结构,后者有于重要结构。药芯焊丝适于自动或地半自动焊接,直流或交流电弧均要。
1) 低碳钢及高强钢用药芯焊丝
自保护焊丝的焊缝金属塑、韧性一般低于采用保护气体的药芯焊丝。自保护焊丝目前主要用于低碳钢焊接结构,不宜用于焊接高强度钢等重要结构,此外,自保护焊丝施焊时烟尘较大,在狭窄空间作业时要注意加强通风换气。
药芯焊丝的截面形状对焊接工艺性能与冶金性能有很大影响。根据药芯焊丝的截面形状可分为简单的O形和复杂断面的折叠形两类,折叠形又可分为梅花形、T形、E形和中间填丝形等。
药芯焊丝的截面形状越复杂、越对称,电弧越稳定,药芯的冶金反应和保护作用越充分。但是随着焊丝直径的减小,这种差别逐渐缩小,当焊丝直径小于2mm时,截成形状的影响已不明显了。
3) 铝及铝合金焊丝
铝及铝合金焊丝用于铝合金氩弧焊及氧-乙炔气焊时作填充材料。焊丝的选择主要根据母材的种类、对接接头抗裂性能、力学性能及耐蚀性等方面的要求综合考虑。一般情况下,焊接铝及铝合金都采用与母材成分相同或相近牌号的焊线,这样可以获得较好的耐蚀性;但焊接热裂倾向大的热处理强化铝合金时,选择焊丝则主要从解决抗裂性入手,这时焊丝的成分与母材差别很大。
为了增加耐磨性或使金属表面获得某些特殊性能,需要从焊丝中过渡一定量的合金元素,但是焊丝因含碳量和合金元素较多,难于加工制造。随着药芯焊丝的问世,这些合金元素可加入药芯中,且加工制造方便,故采用药芯焊丝进行埋弧堆焊耐磨表面是种常用的方法,并已得到广泛应用。此外,在烧结焊剂中加入合金元素,堆焊后也能得到相应成分的堆焊层,它与实芯或药芯焊丝相配合,可满足不同的堆焊要求。
常用药芯焊丝CO2堆焊和药芯焊丝埋弧堆焊方法如下。
细丝CO2药芯焊丝堆焊 该方法焊接效率高,生产效率为手弧焊的3~4倍;焊接工艺性能优良,电弧稳定、飞溅小、脱渣容易、堆焊成形美观。这种方法只能通常药芯焊丝过渡合金元素,多用于合金成分不太高的堆焊层。
药芯焊丝埋弧堆焊 采用大直径(3.2 、4.0mm)的药芯焊丝,焊接电流大,焊接生产率明显提高。当采用烧焊剂时,还可通过焊剂过渡合金元素,使堆焊层得到更高的合金成分,其合金含量可在14%~20%之间变化,以满足不同的使用要求。该法主要用于堆焊轧制辊、送进辊、连铸辊等耐磨耐蚀部件。
1、 实芯焊丝的选用
(1) 埋弧焊焊丝
埋弧焊时焊剂对焊缝金属起保护和冶金处理作用,焊丝主要作为填充金属,同时向焊缝添加合金元素,并参与冶金反ቤተ መጻሕፍቲ ባይዱ。
1) 低碳钢和低合金钢用焊丝
低碳钢和低合金钢埋弧焊常用焊丝有如下三类。
A、 低锰焊丝(如H08A):常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
这类焊丝大多数为钛型渣系,焊接工艺性好、焊接生产率高,主要用于造船、桥梁、建筑、车辆制造等。低碳钢及高强钢用药芯焊丝品种较多,从焊缝强度级别上看抗拉强度490MPa级和590Mpa级的药芯焊丝已普遍使用;从性能上看,有的侧重于工艺性能,有的侧重于焊缝力学性能和抗裂性能,有的适用于包括向下立焊在内的全位置焊,也有的专用于角焊缝。
(2) 气体保护焊用焊丝
气体保护焊分为惰性气体保护焊(TIG焊和MIG焊)、活性气体保护焊(MAG焊)以及自保护焊接。TIG焊接时采用纯Ar,MIG焊接时一般采用Ar+2%O2或Ar+5%CO2。MAG焊接时主要采用CO2气体。为了改善CO2焊接的工艺性能,也可采用CO2+Ar或CO2+Ar+O2混合气体或是采用药芯焊丝。
3) 不锈钢用焊丝
采用的焊丝成分要与被焊接的不锈钢分成基本一致,焊接铬不锈钢时,采用HoCr14 H1Cr13 H1Cr17等焊丝;焊接铬-镍不锈钢时,采用H0Cr19Ni9 HoCr19Ni9 HoCr19Ni9Ti等焊丝;焊接超低碳不锈钢时,应采用相应的超低碳焊丝,如HOOCr19Ni9等,焊剂可采用熔炼型或烧结型,要求焊剂的氧化性小,以减少合金元素的烧损。目前国外主要采用烧结焊剂焊接不锈钢、我国仍以熔炼焊剂为主,但正在研制和推广使用烧结焊剂。