砂轮锯片切割成本降低分析
如何提高切削效率降低加工成本

如何提高切削效率降低加工成本1.高速切削切削速度的提高反映了机械制造整体技术水平的进步,为机械制造业带来了巨大的经济效益。
从切削加工的发展历史来看,通常是通过开发和改进切削刀具材料来大幅度提升切削速度,从而达到提高切削效率、降低生产成本的目的。
20世纪80年代以来,欧美刀具制造业经过大量的试验研究,对切削机理的认识有了新的突破,认为当切削速度的提高超过某个临界值(因材料而异)后,刀具的磨损并非按照泰勒曲线的规律急剧增加,而是在以后的某个区间内随切削速度的提高而有所减少,并在经历一个谷底后再重新上升。
虽然对这一现象尚未得到一致的理论解释,但并不妨碍根据这一规律在此谷底附近区间进行高速加工技术的应用。
目前,工业发达国家的航空、汽车、动力机械、模具、轴承、机床等行业依据这个理论发展高速切削,使上述行业的产品质量明显提高,加工成本大幅度降低,获得了市场竞争优势。
理论分析和实践证明,高速切削是一个系统工程。
从技术的层面上看,高速切削涉及高速主轴单元、快速进给和高加(减)速度的驱动系统、高性能的快速CNC控制系统、高刚性的机床结构、数据的快速处理和传送、动平衡控制、超硬刀具材料和镀层工艺技术等各个方面;从管理的层面上看,高速切削涉及高速加工理念、新的管理方法等。
作为系统的一部分,各个环节只有互相协调,才能发挥其应有的效益。
如在加工模具的曲面时,如果其它环节都符合高速加工的要求,但其CAM的数据处理只使用直线插补而不是圆弧插补或样条曲线插补来模拟工件表面的曲线,机床的进给系统总是处在不停的加减速过程中,就无法达到预定的进给速度,从而限制了切削效率的提高和生产成本的降低。
同样,如果在高速铣削中选用普通结构的三刃立铣刀,由于其通常采用一齿过中心的结构,动平衡性能先天不足,同样也不能达到预定的转速,不能获得预期的加工效率。
瓦尔特公司是世界领先的金属加工刀具企业之一,在与世界各地的制造业尤其是德国汽车业的合作中积累了大量的成功经验。
提高数控切割钢板利用率及降低切割成本的几点建议张倪彬

提高数控切割钢板利用率及降低切割成本的几点建议张倪彬发布时间:2023-04-30T11:29:00.306Z 来源:《小城镇建设》2023年1期作者:张倪彬[导读] 目前,我国有许多中小制造企业都在使用数控切割机床,切割过程中由于各种因素的影响,造成钢板利用率不高。
同时由于机械制造行业竞争日益激烈,各企业都在控制成本。
因此,如何提高板材的利用率,降低机械加工成本成了企业所面临的问题。
提高数控切割钢板利用率及降低切割成本的几点建议张倪彬上海振华重工(集团)有限公司长兴分公司 201913摘要:目前,我国有许多中小制造企业都在使用数控切割机床,切割过程中由于各种因素的影响,造成钢板利用率不高。
同时由于机械制造行业竞争日益激烈,各企业都在控制成本。
因此,如何提高板材的利用率,降低机械加工成本成了企业所面临的问题。
关键词:数控切割;钢板利用率;切割成本由于板材的利用率直接影响着企业的经济效益,因此,提高板材利用率和降低机械加工成本是企业追求的目标。
下面就数控切割钢板利用率和机械加工成本进行简单的探讨。
1 影响数控切割钢板利用率的原因分析(1)板材厚度在切割加工过程中,板材厚度对板材利用率影响是非常大的。
板材厚度越大,切割速度越慢,这就意味着板材利用率越低。
当板材厚度较小时,板材切割的利用率可以达到100%。
一般来说,如果钢板厚度大于6 mm,那么我们选择切割时可以使用较大的切割速度,这样可以有效提升板材的利用率。
(2)数控切割机床在购买数控切割机的时候,如果我们所选择的切割机是进口切割机的话,那么由于进口切割机对加工精度要求较高,因此在加工过程中所能达到的精度也就越高,所以其切割出的板材利用率自然就会更高[1]。
在购买数控切割机的时候,我们还可以选择一些厂家所生产的切割机,因为不同厂家所生产的数控切割设备其性能也会有所不同,而如果我们所选择的切割机是国产切割机的话,那么在加工过程中所能达到的精度自然也就会较低,从而导致板材利用率较低。
通过刀具降低发动机加工成本

通过刀具降低发动机加工成本商成超;甘再明【摘要】充分发挥刀具优势,降低刀具加工成本,是刀具管理的主要内容。
本文从机加工的角度出发,结合技术管理经验,总结了通过刀具的合理使用降低发动机加工成本的几种途径及方法。
【期刊名称】《汽车制造业》【年(卷),期】2016(000)011【总页数】2页(P40-41)【关键词】刀具管理;加工成本;发动机;管理经验;结合技术;合理使用;机加工【作者】商成超;甘再明【作者单位】上汽通用五菱汽车股份有限公司【正文语种】中文【中图分类】TH165充分发挥刀具优势,降低刀具加工成本,是刀具管理的主要内容。
本文从机加工的角度出发,结合技术管理经验,总结了通过刀具的合理使用降低发动机加工成本的几种途径及方法。
机加工中,刀具是由机床、刀具和工件组成的切削加工工艺系统中最活跃的因素,刀具的使用直接影响生产效率、机床的使用性能以及产品的质量。
如何有效发挥刀具的作用、降低加工成本,是刀具管理的主要内容。
在发动机的生产中,需要重视和做好刀具选型工作;在批量生产阶段,可通过刀具材料升级、刀具国产化、切削工艺优化以及刀具的二次利用等方法,开展持续优化工作。
本文从技术及使用和管理两方面,对发动机制造的降成本方法进行了归纳及总结。
1.项目初期的刀具选型刀具选型(刀具材料、刀具结构及切削参数的合理选择)直接影响切削加工的生产效率和刀具寿命的高低、加工成本的多少、加工精度和加工表面质量的优劣等。
刀具选型从项目管理的角度看,需要综合成本投入、项目时间节点、生产节拍及产能需求等因素;从技术角度来看,选型根据被加工对象的材料和几何特征、加工设备和加工精度等条件选择刀具。
刀具选型是一项技术含量很高的工作,需要选型人员在机械加工领域具有较强的理论知识与较丰富的实践经验,需要懂工艺、懂材料、懂设备和懂编程,同时还必须熟悉国内外刀具市场及其最新发展现状。
2.刀具材料升级高速切削的发展趋势,在提高切削效率的同时,也大幅地降低了切削刀具成本。
钢丝锯床的切割力与功率消耗分析

钢丝锯床的切割力与功率消耗分析钢丝锯床是一种常用的工具,可用于金属和木材等材料的切割。
在使用钢丝锯床进行切割时,切割力和功率消耗是非常重要的参数。
本文将对钢丝锯床的切割力和功率消耗进行分析,并探讨其影响因素和优化方法。
钢丝锯床的切割力主要由以下几个因素决定:锯片的刀齿形状和数量、材料的硬度和厚度、切割速度以及上下料方式等。
刀齿形状和数量通常是根据切割材料的特性选择的。
刀齿形状可以分为直齿、斜齿和弯牙等,根据不同材料的硬度选择合适的刀齿形状可以降低切割力。
刀齿数量多少直接影响到切割面的质量,但同时也会增加切割力的大小。
材料的硬度和厚度是影响切割力的重要因素,一般来说,硬度越大、厚度越大的材料需要更大的切割力。
因此,在选择切割材料时,需要合理评估其硬度和厚度,并选用合适的刀具。
切割速度也是影响切割力的因素之一。
过高或过低的切割速度都会导致切割力的增加,因此,选择合适的切割速度是非常重要的。
另外,钢丝锯床的上下料方式也会对切割力产生影响。
传统的上下料方式是由人工控制,在操作不熟练或者操作不规范的情况下,会增加切割力的大小。
因此,引入自动上下料系统可以更好地控制切割力。
钢丝锯床的功率消耗与切割力有直接关系。
在切割过程中,切割力会导致锯片的摩擦和磨损,进而消耗能量,产生热量。
因此,功率消耗与切割力的大小成正比。
为了降低功率消耗,可以通过减小切割力的方法来实现。
在实际操作中,可以根据切割材料的特性和要求,选择适当的切割参数,如切割速度、刀齿数量等来降低切割力从而降低功率消耗。
此外,锯片的材料和质量也是影响功率消耗的因素。
优质的锯片能够更好地抵抗摩擦和磨损,延长使用寿命,在切割过程中减少能量损失。
因此,选择合适的锯片材料和质量也是降低功率消耗的有效手段。
总结而言,钢丝锯床的切割力和功率消耗是与切割材料的硬度和厚度、切割速度、刀具参数等因素密切相关的。
通过合理选择刀具和切割参数,结合自动上下料系统,可以降低切割力的大小,从而减少功率消耗。
刀具成本降低方案 概述及解释说明
刀具成本降低方案概述及解释说明1. 引言1.1 概述本文旨在提出一种刀具成本降低方案,探讨如何通过提高刀具使用寿命和降低刀具的购买成本来降低刀具的总体经济负担。
在现代制造业中,刀具是生产过程中不可或缺的工具,而高昂的刀具成本一直是企业面临的一个挑战。
因此,我们需要采取一些策略和方法来有效地管理和降低这些成本。
1.2 文章结构本文将分为五个部分进行阐述。
首先,在引言部分,我们将对文章进行概述,并介绍文章的结构。
其次,在正文部分,我们将详细介绍两种降低刀具成本的方案:提高刀具使用寿命和降低刀具购买成本。
在每个方案下,我们将提供相关的解释说明和实施建议。
最后,在结论部分,我们将总结这些提出的方案,并讨论它们的重要性和有效性,并就未来进一步研究提出建议。
1.3 目的本文主要目的有以下几点:- 提供给读者关于如何降低刀具成本的实用方案;- 深入探讨提高刀具使用寿命和降低刀具购买成本的有效方法;- 帮助企业减少生产成本,提高经济效益;- 提供对未来进一步研究方向和建议的探讨。
本文将对刀具成本降低方案进行全面解读,旨在帮助企业更好地管理和降低其刀具成本,从而提高竞争力并实现持续发展。
2. 正文:在降低刀具成本的整个过程中,有两个主要方面需要考虑。
首先是提高刀具的使用寿命,其次是降低刀具的购买成本。
方案一:提高刀具使用寿命在使用刀具过程中,为了延长其寿命并减少更换频率,可以采取以下措施:3.1 提供切削液与冷却系统提供适当的切削液和冷却系统可以有效地减少摩擦和热量积聚,从而减少刀具磨损。
选择合适的切削液以满足加工材料和工艺要求,并确保冷却系统的稳定性和效果。
3.2 优化刀具材料选择根据实际加工需求,在不影响加工质量的前提下选择更耐磨、更坚固耐用的刀具材料。
通过仔细评估每种材料的特性和耐用度,选择最适合当前加工场景的材料。
3.3 定期保养和维护刀具定期检查、清洁和维护刀具是延长其使用寿命不可或缺的步骤。
及时修复或更换受损的刀具部件,确保其始终处于良好工作状态。
锯片市场分析报告

锯片市场分析报告1.引言1.1 概述:锯片作为一种重要的切割工具,在工业生产和家庭装修中有着广泛的应用。
随着建筑行业和制造业的不断发展,锯片市场也呈现出不同程度的增长和变化。
本报告旨在对锯片市场进行全面的分析,包括市场概况、需求分析和竞争格局,以及对未来发展趋势和前景的展望。
通过本报告的编写,希望能够为相关行业提供有益的参考和决策依据。
1.2 文章结构文章结构部分的内容可以包括以下内容:本报告包括引言、正文和结论三个部分。
引言部分将对文章的整体内容和研究目的进行概述,介绍本报告的结构和框架,阐明对锯片市场的分析意义和重要性,从而为读者提供了解全文内容的导向。
正文部分将对锯片市场的概况、需求分析以及竞争格局进行详细分析,从不同角度对市场进行全面观察,阐述市场的规模、特点和供需情况,为读者提供了解锯片市场的全貌和特点。
结论部分将对锯片市场的发展趋势和前景进行展望,总结市场的现状和未来发展方向,为读者提供对市场发展的预期和展望,使读者对锯片市场有更清晰的认识。
整个文章结构清晰,逻辑严密,旨在为读者提供全面、准确的锯片市场分析报告。
1.3 目的:本报告的主要目的是对锯片市场进行深入分析,包括市场概况、需求分析和竞争格局。
通过对市场发展趋势和前景展望的探讨,为相关行业提供决策参考和发展建议。
同时,通过本报告的撰写,也旨在促进对锯片行业的关注和了解,促进行业的健康发展和提高产品质量,从而满足市场需求,实现更好的经济效益和社会效益。
1.4 总结经过对锯片市场的概况、需求分析和竞争格局进行全面分析后,我们可以得出以下结论:首先,锯片市场呈现出稳步增长的趋势,受到建筑和工程行业的持续需求推动,市场规模不断扩大。
其次,随着科技的发展,人们对于产品的精准和高效要求越来越高,因此在锯片市场中高性能和高品质的产品将更受欢迎。
最后,市场竞争格局日趋激烈,市场上存在着多家知名品牌和新兴企业,它们都在不断创新和提升产品质量,竞争愈发激烈。
如何降低刀具成本
如何降低刀具成本当某车间想从切削刀具采购方面实现成本节省时,很可能要考虑两个因素:那就是刀具寿命和刀具价格。
在对具有竞争性的同等刀具进行评价时,车间要考虑从每把刀具中可以获得多大的用途,以及对每一分钟或一小时切削,它要支付多高的成本。
但是,这是不是找出刀具可以实现最大节省的最佳途径呢?主要是提高切削能力刀具供应商山特维克可乐满(Sandvik Coromant)已经实施的调研说明了该方法为什么存在问题。
该调研对一些制造商进行了调查,以评测对加工件成本有影响的一些因素。
数字表明,当涉及到成本节省的潜力时,刀具的价格和寿命都没有很大关系。
表1列出了这些数字,它们以百分比方式表示每个零件的平均成本。
切削刀具的成本只占总成本的3%,这意味着刀具寿命或价格方面的改善,只能提供很小的节省。
这些数字还说明了刀具的哪些方面具有更大的节省潜力。
表1 成本的构成可变成本(仅在生产中发生的成本)切削刀具:3%工件材料:17%固定成本(所有时间都发生的成本)机械:27%劳动力:31%厂房和管理:22%将这些数字用在三种不同的方法中用于降低成本。
比较时假定一批工件当前成本为10美元/件,意味着切削刀具3%转化为30美分,而工件材料的17%转化为1.7美元等。
情形A(节省30%的刀具成本)是“打败刀具供应商”式方法。
车间在刀具价格方面赢得30%的减价。
但是,即使这么高的减价也仅转化为每个零件9美分,节省比小于1%。
情形B(延长50%的刀具寿命)将焦点放在刀具寿命上。
车间进行了比较实验,通过这种方式它找出了可以保证50%更长寿命的刀具。
但是这种节省产生的真正影响同样也很低。
每个工件所节省的微不足道的钱也只代表1%的成本节省。
现在来看看情形C(提高20%的切削速度),其中刀具的变化使得切削速度可以提高20%。
尽管能够实现这么高转速的刀具价格要贵得多,但新刀具通过影响更大的费用开支源而证实了自己的价值。
随着提高转速,降低循环时间,从而提高了加工能力。
2024年锯片市场分析现状

2024年锯片市场分析现状一、市场概述锯片是一种常见的切割工具,广泛应用于建筑、家具制造、木材加工等领域。
随着各行业的发展和需求增加,锯片市场呈现出快速增长的趋势。
本文将对锯片市场的现状进行分析,并探讨未来的发展趋势。
二、市场规模及增长趋势目前,全球锯片市场规模庞大,据统计,2019年全球锯片市场规模达到XX亿美元,预计到2025年将增长至XX亿美元。
锯片市场的规模不断扩大的原因主要有以下几点:1.建筑领域需求增加:随着城市化进程的推进,建筑行业得到快速发展,建筑材料的切割需求日益增加,从而带动了锯片市场的增长。
2.木材加工行业需求增长:木材加工行业是锯片的主要应用领域之一,尤其是在家具制造和木制品加工领域,锯片的需求量持续增加。
3.技术升级推动市场增长:随着科技的不断进步,锯片的质量和效率不断提高,切割成本降低,促进了锯片市场的增长。
三、市场竞争格局锯片市场竞争激烈,主要由几家大型企业占据主导地位。
这些企业凭借先进的技术和产品质量,占据了市场的一定份额。
此外,还有一些中小型企业在特定领域中有一定的市场份额。
总体而言,锯片市场属于寡头竞争格局。
四、市场发展趋势在市场竞争加剧的背景下,锯片市场的发展趋势主要表现在以下几个方面:1.产品多样化:随着不同行业对锯片品质与功能要求的不断升级,市场对产品多样化的需求不断增长。
为了满足不同用户的需求,企业需要不断创新,推出更加符合市场需求的锯片产品。
2.绿色环保:在追求经济效益的同时,越来越多的企业开始注重锯片产品的环保性能。
未来市场将更加偏向绿色环保的锯片产品,推动整个行业向低碳、环保方向发展。
3.电动化发展:随着电动工具的普及和技术的不断进步,电动锯片在市场上的份额逐渐增加。
电动锯片具有高效、便捷的特点,未来电动锯片市场有望实现快速增长。
4.市场细分化:随着不同行业和应用领域对锯片需求的差异化,市场将进一步细分化。
不同领域的锯片具有特殊需求,企业需要根据市场细分化的需求,提供专业化的锯片产品和服务。
锯片行业的年总结
锯片行业的年总结引言本文对锯片行业在过去一年的发展进行了总结和分析。
我们将从市场情况、技术创新、竞争状况、销售策略等方面进行讨论,旨在为行业内人士提供一个全面的回顾和评估,以期指导未来的发展方向。
市场情况在过去一年中,锯片行业受到了宏观经济形势和市场需求的影响。
随着全球经济的增长,建筑和制造业的发展势头强劲,锯片的需求逐渐增长。
尤其是中国、美国、德国等国家的建筑业和汽车制造业的快速发展,推动了锯片行业的增长。
然而,受制于原材料成本和技术限制,锯片行业的增长速度有所放缓。
技术创新在过去一年中,锯片行业注重技术创新,以提高产品质量和效率。
一些公司推出了具有更长使用寿命和更高切割能力的高端锯片产品。
同时,针对材料切割需求的多样化,锯片行业开始研发适用于不同材料的特殊锯片,以满足市场需求的个性化和定制化。
竞争状况锯片行业竞争激烈,市场上存在着众多的锯片厂商和品牌。
在过去一年中,一些传统的大型厂商仍然占据着市场的主导地位,然而,一些新兴的小型厂商通过技术创新和定位精准,逐渐蚕食了传统厂商的份额。
此外,行业内的价格竞争也非常激烈,厂商们不断降低价格以吸引客户。
销售策略在市场竞争激烈的环境下,锯片行业的销售策略变得尤为重要。
在过去一年中,一些厂商采取了差异化营销策略,通过提供更好的售后服务、技术支持和产品定制等方式来吸引客户。
同时,一些厂商也注重线上销售渠道的拓展,通过网络平台提高产品的曝光度和销售额。
行业挑战尽管锯片行业在过去一年取得了一定的发展,但仍面临一些挑战。
首先,原材料成本的上涨、能源价格的变动以及全球贸易形势的不确定性,都给行业带来了一定的不确定性。
其次,技术创新的竞争也使得一些传统厂商面临着更新换代的压力。
另外,合规问题和环保要求也是行业发展的重要考虑因素。
未来展望展望未来,锯片行业将继续寻找技术创新的突破,提高产品的质量和效率。
同时,随着建筑和制造业的不断发展,行业的需求将进一步增加。
但是,行业内的竞争将更加激烈,厂商们需要不断提升自身的竞争力,并寻找新的市场机会。
提高锯片锯切能力.

302
349
2564
216
164
188
4530
5235
38460
马钢第三钢轧总厂小H型钢分厂锯
2019/11/2
机QC小组
6
现状调查及分析(二)
为了找出影响锯片锯切能力的主要因素, QC小组对2006年7月~2007年2月,锯机换 锯片停机产生的原因进行了分类,并主要 从以下几个方面进行了分析。具体情况如 下表:
锯片锯切能力的问题进行分析,并制定出相应的对策。
马钢第三钢轧总厂小H型钢分厂锯
2019/11/2
机QC小组
2
小组活动计划及实施表
活动 阶段
活动内容
课题选择
现状调查
P 原因分析
要因确定
制定对策
D 对策实施
C 效果检查 A 遗留问题及今后打算
活动进度 1 2 3 4 5 6 7 8 9 10 11 12
使用锯片 数量
303
228
217
246
207
243
211
239
1894
平均吨位 216
181
209
257
316
267
293
275
252
换锯片时 间
4545
34203255Fra bibliotek3690
3105
3645
3165
3585
28410
马钢第三钢轧总厂小H型钢分厂锯
马钢第三钢轧总厂小H型钢分厂锯
2019/11/2
机QC小组
19
锯机新增冷却水管截面图
2019/11/2
位置号 图号
三钢轧 型钢分厂
机床行业降成本实施方案
机床行业降成本实施方案一、行业背景机床行业作为我国制造业的重要基石,其发展态势直接影响着国家工业的整体水平。
然而,在当前经济环境下,机床行业面临着成本压力不断上升的困境,如何降低成本、提高竞争力成为摆在行业面前的一大课题。
二、降成本目标2.提高产品竞争力,提升市场占有率;3.提高企业盈利能力,实现可持续发展。
三、降成本措施1.优化产品设计(1)采用模块化设计,提高零部件互换性,降低生产成本;(2)引入先进设计理念,提高产品性能,降低维修成本;(3)加强产品研发,提高产品附加值,提升市场竞争力。
2.提高生产效率(1)引入自动化生产线,降低人工成本;(2)优化生产流程,提高生产节奏,缩短生产周期;(3)加强员工培训,提高员工技能,降低废品率。
3.降低能耗(1)采用节能型设备,降低能源消耗;(2)优化设备运行参数,提高设备运行效率;(3)加强能源管理,提高能源利用率。
4.优化供应链管理(1)加强与供应商的合作,降低采购成本;(2)优化库存管理,降低库存成本;(3)引入供应链金融,降低资金成本。
5.提高产品质量(1)加强质量检测,提高产品合格率;(2)引入质量管理体系,提高质量管理水平;(3)建立客户反馈机制,及时改进产品。
6.建立激励机制(1)设立成本降低奖励,激发员工降成本热情;(2)开展成本降低竞赛,营造降成本氛围;(3)加强内部沟通,提高员工成本意识。
四、实施步骤1.调查分析:对现有成本构成进行详细分析,找出成本降低点;2.制定方案:根据调查分析结果,制定具体的降成本措施;3.实施推进:将降成本措施分解到各部门,明确责任和时间节点;4.监测评估:对降成本实施情况进行跟踪监测,评估成效;5.持续改进:根据监测评估结果,调整优化降成本措施,形成长效机制。
五、预期效果2.产品竞争力提升,市场占有率提高;3.企业盈利能力增强,实现可持续发展。
机床行业降成本实施方案旨在通过一系列措施,提高企业竞争力,为我国制造业的发展贡献力量。
砂轮切割毕业设计

四川理工学院毕业设计(论文)砂轮切断机自动切割系统设计学生:学号:专业:机械制造及其自动化设计班级:级班指导教师:四川理工学院机械工程学院二O一六年六月四川理工学院毕业设计(论文)任务书设计(论文)题目:砂轮切断机自动切割系统设计学院:机械工程学院专业:机械设计班级:班学号:学生:指导教师:接受任务时间系主任(签名)院长(签名)1.毕业设计(论文)的主要内容及基本要求1)切断机装配图设计;2)切断机主要零件设计及强度校核;3)切断机进给部分液压传动系统设计;4)电机驱动电路部分设计;5)出图:切断机装配图(A0图纸),主要零件设计;液压传动原理图; 6)编写毕业设计说明书。
2.指定查阅的主要参考文献及说明《机电一体化系统设计》《液压传动》《机械设计手册》《机电一体化设计手册》《SolidWorks2012软件教程》摘要通过对切割过程观察和研究,本课题采用机电一体化系统设计思想对整体造型、机械结构、控制系统进行设计,此棒料切割机电一体化系统主要由四个部分组成:机械本体、电子控制单元、执行器和动力源。
工作原理是电动机通过带传动带动切割片做高速旋转运动,电机与工作台之间采用铰支撑方式,升降液压缸可推动切割片进行上下移动带动刀片完成顺序切割动作。
切割机采用PLC控制各个液压换向阀的电磁铁,实现棒料的自动下料和切割以及检测工作。
随动工作台前进速度也可以通过夹紧机械手夹紧棒料使之与棒料速度同步。
横向切割时的切割速度可以通过液压缸来调节。
现场运行情况表明,此切割机具有动作快、运动平稳以及与计算机联机方便等优点,能够降低工人的劳动强度,实现自动控制,提高劳动生产率。
关键词:电气控制;自动进给;砂轮切断;电一体化;液压;棒料ABSTRACTThis Project: Through the cutting process observation and research, this paper using mechatronics system design ideas of overall shape, mechanical structure and control system design, the bar cutting mechatronic system is mainly composed of four parts: machine body, electronic control unit, actuator and a power source. Work principle is the motor through the belt drives the cutting blade is rotated at high speed, the motor and the table between the hinge support means, the lifting hydraulic cylinder can push a cutting blade on the moving blade is driven to complete the order of cutting action. The cutting machine adopts PLC to control the electromagnet of each hydraulic directional valve, realizes the automatic blanking and cutting of the bar material and the detection work. The forward speed of the follow-up working table can also be synchronized with the speed of the bar through the clamping of the clamping mechanism. The cutting speed can be adjusted by the hydraulic cylinder. The field operation shows that the cutting machine has the advantages of fast action, stable movement and convenient with computer on line, which can reduce the labor intensity of workers, realize automatic control and improve labor productivity.Keywords:Electrical control; automatically feed; Grinding wheel cutting;Mechatronics; Bar material目录摘要 (I)ABSTRACT (II)第1章绪论 (1)1.1背景 (1)1.2砂轮切断机概况 (1)1.2.1切断磨损主要特性 (2)1.2.2砂轮切断机的优点 (2)1.2.3砂轮切断机切断方法 (3)1.3砂轮切断机的总体设计 (3)第2章切断设计部分 (5)2.1设计的要求 (5)2.2方案的设计 (5)2.3切割部分工作原理 (6)2.4切割部分结构设计 (7)2.4.1切割片的选取 (7)2.4.2电机的选取 (7)2.4.3带传动设计 (7)2.4.4升降液压缸的设计 (11)2.4.5 滚动轴承的选取及校核 (15)第3章夹紧部分设计 (19)3.1设计要求 (19)3.2简述加紧部分的作用 (19)3.3 方案设计 (19)第4章三维建模 (21)4.1三维软件的选择 (21)4.2 砂轮切割机三维建模 (21)第5章进给部分设计 (27)5.1 设计要求 (27)5.2方案设计 (27)5.3 直线导轨的选择计算 (29)5.3.1 选定条件 (29)5.3.2选择方式 (30)5.4液压系统设计 (31)5.4.1设计依据 (31)5.4.2工况分析 (32)5.4.3液压系统参数的确定 (32)第6章电气控制线路设计 (37)6.1设计要求 (37)6.2控制电路的设计方法 (37)6.3电机驱动电路部分设计 (39)6.4液压控制设计 (44)总结 (46)参考文献 (47)致谢 (48)四川理工学院毕业设计(论文)第1章绪论1.1背景砂轮起动机的种类繁多,但是工业应用中以直线式以及直线式的变形型式最为多见。
提高圆钢定尺锯切效率的改进措施

伸出驱动定位滑块 3 卡死制动齿轮 2袁反之袁定尺小车需要移动 时袁 气缸 4 得到控制信号活塞杆缩回带动定位滑块 3 脱开制动 齿轮 2袁电液鼓式制动器松开工作状态袁主轴 1 可实现与定尺小 车的同步转动遥
图 4 定尺小车制动装置 4 实践及效益测算 针对该轧钢厂 2# 线影响锯切效率的因素袁通过流程分析找 到生产过程中被忽视但又会影响效率的隐藏点袁并将改进措施 应用到实际生产中遥 改进后目前小规格锯切机时产量提高 18.6%袁大规格锯切机时产量提高 21.1%袁提升幅度明显遥 锯切效 率提高后袁根据目前锯切机时产量水平袁测算可产生经济效益 达 130 万元/年遥 结束语 通过上述对圆盘砂轮锯切效率低问题的分析和改进措施的 论述袁可以知晓影响锯切效率的因素很多袁需要结合现场实际 情况梳理优化遥 针对换锯片流程和剔尾流程的优化是基于大量 数据的收集尧分析尧量化袁后续仍需持续完善数据库并根据设备 技术的更新及时作出方案的调整曰为解决小规格弹跳影响锯切 质量问题袁实际是以小改小革的思路袁采取了设备改进尧优化了 夹紧装置的结构完成了问题的解决曰关于解决定尺小车位移的 方案亦是通过技术创新袁增加双重制动曰除了本文论述的几点 改进措施外袁提高圆钢定尺锯切效率仍具备有多方面尧多角度 提升的空间袁作为技术人员在今后的工作中我们仍将对已实施 的改进方案进行持续跟踪袁 保证指标的稳定乃至进一步的提 高遥
2# 砂轮锯后方设置有 1 套邯郸中威全定尺机袁由电机和蜗轮蜗
杆传动实现定尺挡板的移动和定位遥通过 2 台固定式砂轮锯尧进
口定尺机渊 1#冤 尧国产定尺机渊 2#冤 的配合成套使用袁实现圆钢飞锯
的全定尺锯切下线遥
图 3 锯切总流程图
1 定尺锯切的工作流程 如图 3 所示袁 定尺锯切全流程作业主要涉及线下调试时间 和在线锯切调整时间袁 流程中多方面因素袁 譬如锯切参数的设 置尧定尺偏差的控制尧锯片损耗尧锯头-剔尾过程等袁一旦某一方 面出现问题都能够影响到锯切的最终效率袁本文通过对该定尺 锯切的工作全流程结合该轧钢厂锯切过程的实际袁 分析锯切机 械设备的运行情况以及对流程中出现的系列影响锯切效率的 问题进行探讨总结袁 以期提出解决问题的具体措施并予以实施 应用遥 2 定尺锯切效率低的问题分析 2.1 局部锯切流程时效差 主要体现在以下两个方面院渊 1冤 未优化前袁常规锯切过程中 频繁出现因为锯片爆裂影响锯切节奏袁必须立即停下来通知维 修工进行锯片更换作业袁 非计划性的更换锯片同时还会造成不 同程度的锯片过剩余浪费遥 渊 2冤 剔尾次数多袁人工作业效率低影 响总锯切时效袁 主要原因为每一托钢尾部最后一刀残留的长度 不足以通过飞锯两侧下夹板打开的空间袁无法自动掉落到废料 斗里袁为了避免切尾短头不掉落影响下一托钢的锯切质量袁必须 安排人员对尾料进行清理遥 2.2 小规格锯切产生弹跳 达涅利圆盘砂轮锯为了达到稳定安全的对圆钢进行切头尧 切尾和定尺分段[1]袁在锯切过程中提供了水平和垂直方向的夹
以缩减加工成本为视角探究如何选择及使用刀片
工 ቤተ መጻሕፍቲ ባይዱ 技 术
以缩减加工成本为视角探究如何选择及使用刀片
文 海 珍 吕延 彬 房 永 顺
( 辽 宁省 大连 大 高 阀 门股份 有 限/ X - s - ] , 辽宁 大连 1 1 6 0 0 0 )
摘 要 : 伴 随 着 中 国工 业的迅 速 发 展 与 经 济全 球 化 趋 势 的进 一 步拓 展 , 工 业 企 业 能否 在 激 烈 的 市场 竞 争 中 占据 有利 的竞 争 地 位 也 显得 日益 重要 。 而 刀片 的选 择 直接 关 系到 企 业成 本 的 缩 减 , 文章 尝试 通过 对 刀 片 的 选择 与使 用进 行 研 究 , 力 图 实现 缩 减 加 工
成 本 的 目的 关键词: 缩减 成 本 ; 刀 片选择 ; 研 究
考虑 到刀 片厚度对 于切 削加工 的影 响 , 普遍分布于各地区的制造行业逐步发展成为中国国民经济中的活 行性具 有 良好 的前瞻 性。同时 , 跃成 分 ,制造 业在扩 展 国民就 业与实 现经济 可持续发 展方 面具有独 特 还要通 过相关 的技术改 良来提升 刀 片的使用周 期 ,减 少设备 的更新 换 的战略 意义 , 能否切 实实现 成本最小 化 , 不仅 仅直接关 系到我 国社 会主 代 , 进而减 少成本 的投入 。 义经济能否永 续发展 , 更 间接 的影响 到人 民生活水平 的提高 。在此进程 l 中, 刀片 的合 理选择 与使用决 定着制造 业产 品的精度 , 更 关 系到整个 行 业生产效率 的提高 。唯有依据相关设 备选择 与之相适应 的刀片 , 并且正 芝1 确使用 , 才 能够充分 发挥设 备的效 用 , 实现制 造业 的发展 。文章通 过分 析刀 片的牛 寺 及 其选择 中需要 注意 的问题 ,结合 质量相 关理论提 出可 . 睡 行 的建议 , 尝试对 如何正 确选用 刀片进行 研究 , 扩展其 对工 业发展 的贡
以缩减加工成本为视角探究如何选择及使用刀片

以缩减加工成本为视角探究如何选择及使用刀片伴随着中国工业的迅速发展与经济全球化趋势的进一步拓展,工业企业能否在激烈的市场竞争中占据有利的竞争地位也显得日益重要。
而刀片的选择直接关系到企业成本的缩减,文章尝试通过对刀片的选择与使用进行研究,力图实现缩减加工成本的目的。
标签:缩減成本;刀片选择;研究普遍分布于各地区的制造行业逐步发展成为中国国民经济中的活跃成分,制造业在扩展国民就业与实现经济可持续发展方面具有独特的战略意义,能否切实实现成本最小化,不仅仅直接关系到我国社会主义经济能否永续发展,更间接的影响到人民生活水平的提高。
在此进程中,刀片的合理选择与使用决定着制造业产品的精度,更关系到整个行业生产效率的提高。
唯有依据相关设备选择与之相适应的刀片,并且正确使用,才能够充分发挥设备的效用,实现制造业的发展。
文章通过分析刀片的特点及其选择中需要注意的问题,结合质量相关理论提出可行的建议,尝试对如何正确选用刀片进行研究,扩展其对工业发展的贡献作用。
1 选择刀片的依据随着工业的迅速发展与加工数控技术的广泛应用,刀片的使用也日新月异。
如何采取有效方法来确保刀片的正确选择与使用也越来越具有现实意义。
一旦刀片选择出现问题,就容易造成危害使用者生命财产安全的威胁,还会影响社会的正常运转和持续发展。
文章力图通过介绍刀片选择的影响因素,提出可行性的选择与使用方案,准确定位此类问题,选择有效方案针对性的缩减加工成本,为实现刀片的安全选择助力。
以缩减加工成本为视角进行刀片的选用需要考虑如下因素。
1.1 与材料相匹配研究刀片的选择与使用的目的是最大限度的缩减成本,依据被加工的特性选择相应的刀片,以此提高刀具的切削性能,满足被加工件所需的技术要求,满足具有较高的高温硬度的要求,以及例如必要的强度和韧性、耐磨性、导热性、化学惰性、可加工性、符合标准化等控制切削的功能[1]。
1.2 与加工要求调适刀片的选择及使用的最终目的是满足多样化的精度要求,为多元化的制造方式提供合理的应用设施,这就需要依据不同的制造要求,选用与之相适应的刀片,同时注重对于加工成本的压缩,避免过分注重刀片质量而消耗不必要的加工成本。
喷砂机用砂材的成本分析和节约措施
喷砂机用砂材的成本分析和节约措施喷砂机是一种广泛应用于各个行业的设备,主要用于对金属表面进行喷砂处理,以去除表面的氧化物、锈蚀、油漆或其他不良物质,从而达到改善表面质量的目的。
砂材是喷砂机操作中不可或缺的材料,本文将对喷砂机用砂材的成本分析和节约措施进行详细探讨。
首先,我们来分析喷砂机用砂材的主要成本因素。
砂材的成本主要包括原材料采购成本、运输和储存成本以及损耗成本等。
首先是原材料采购成本。
砂材的主要原材料是石英砂,其价格会受到市场供需关系的影响。
在采购过程中,我们可以通过与多家供应商进行比价,选择价格相对合理的供应商,从而降低原材料采购成本。
其次是运输和储存成本。
砂材的运输和储存对成本的影响也是不可忽视的。
为了降低运输成本,可以选择距离较近的供应商,优化运输路径。
在储存方面,合理安排砂材的存放位置和储存方式,防止湿气和灰尘的侵入,从而减少砂材的损耗和浪费。
此外,砂材的损耗成本也是需要注意的。
在喷砂操作中,砂材往往会因为反复使用和撞击金属表面而逐渐磨损,从而降低使用寿命。
为了减少砂材的损耗成本,可以采取以下措施:1. 合理调节喷砂机的操作参数。
通过调整喷砂机的出砂速度、压力和喷砂角度,可以使砂材的利用率达到最大化。
合适的操作参数可以有效减少砂材的喷射深度和消耗量。
2. 定期清洁喷砂机和砂材容器。
喷砂机和砂材容器内的杂质和尘埃会降低砂材的质量和使用寿命,定期清洁可以减少砂材的损耗。
3. 采用高质量的砂材。
高质量的砂材具有更高的硬度和耐磨性,可以延长使用寿命,降低砂材的损耗和替换频率。
4. 喷砂操作时注意喷射距离和角度。
合理的喷射距离和角度可以提高砂材的利用率,减少材料浪费。
除了上述节约措施,还可以通过定期维护喷砂机设备,确保设备的正常运行和高效工作。
定期检查设备的喷砂喷嘴、压缩空气系统和砂材供给装置等关键部件,保持其良好的工作状态,从而提高喷砂效果,减少砂材的浪费。
综上所述,喷砂机用砂材的成本分析和节约措施对于降低喷砂成本、提高工作效率具有重要意义。
喷砂机砂材使用中的成本控制与效益分析

喷砂机砂材使用中的成本控制与效益分析喷砂机,作为一种常见的表面处理设备,被广泛应用于各个行业,用于去除表面污垢、氧化物、涂层等。
在喷砂机的使用过程中,正确的砂材使用与成本控制至关重要,此外,喷砂机的使用还应考虑其带来的效益。
成本控制是企业运营中的重要一环,喷砂机砂材使用的成本控制是其具体应用的关键。
首先,为了控制喷砂机砂材使用的成本,需进行科学的砂材选择。
喷砂机的砂材种类繁多,包括石英砂、金刚砂、玻璃珠等。
不同种类的砂材具有不同的特点、磨料性能和流动性能。
根据具体需要,选择合适的砂材,能够提高工作效率、降低耗材成本。
其次,喷砂机的操作人员需要具备专业的技能和经验,以合理控制砂材的使用量。
操作人员应根据工件的大小、形状和表面状态等因素,合理地调整喷砂机的压力、喷砂时间和砂材的投放量。
合理控制砂材的使用量,可以降低喷砂成本,提高材料的利用率。
此外,喷砂机设备的维护保养也是成本控制的重要环节。
定期进行设备检查和维护,可以避免因设备故障导致的停机维修和额外的维修成本。
定期更换喷砂机的磨损件,如喷砂嘴、喷砂管等,也能提高设备的工作效率,降低喷砂成本。
喷砂机砂材使用的成本控制不仅关乎企业的经济效益,还直接影响到工作效率与质量。
正确控制喷砂机砂材的使用成本,可以为企业带来一系列的效益。
首先,成本控制能够提高喷砂工作的经济效益。
通过合理选择砂材和控制使用量,企业能够减少材料的浪费,降低生产成本。
此外,通过喷砂工作的更好控制,能够提高喷砂效率和质量,减少返工率和修补率,提高产品的出货率,从而提升经济效益。
其次,成本控制还能够提高工作环境的安全性和健康性。
喷砂过程中产生的粉尘、废气等对人体健康有一定的危害。
通过合理控制砂材使用量,减少喷砂过程中产生的粉尘和废气,能够改善工作环境,保护工作人员的身体健康。
此外,成本控制还有助于延长喷砂机设备的使用寿命。
合理控制砂材使用量和定期维护保养设备,能够减少设备的磨损和故障,延长设备的使用寿命,从而降低设备的更换和维修成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
随产品规格调整进锯速度 80及以上大规格钢材,进锯速度应设置低一些(15—22ram/s) 80以下小规格钢材,进锯速度应设置相对高一些(30一50ram/s) 当锯片直径变小时,进给速度可适当提高些。
3.2
随钢种调整线速度
碳钢应尽量采用低的线速度,对防止爆锯片有一定的效果(80一85 m/s)。
4
结论
通过生产实践试验,降低锯切成本采用以下三点:(1)、(2)、(3) 采用高的锯切温度(550度以上)。
644
采用合适材质的锯片。 锯片直径发生变化时,调整相应的进给速度和线速度。 以上仅是我们根据生产情况总结出的经验,对于各企业更好的使用砂轮锯切设备有一定帮助,同时随着 大量使用砂轮锯,我们的认识会更加深入,降低成本的方式会更广阔。
中配备了2台砂轮锯,因国内大直径砂轮片(f1250mm及以上)目前还处于研发试产阶段,所以砂轮锯片只 好采用进口片。砂轮锯片价格昂贵生产成本高已经成为制约企业发展的瓶颈。
3降低锯切成本研究
为降低锯切成本,我们深入现场,对现场生产数据进行大量积累和对比,并多次与锯片厂家进行交流,逐 渐掌握了砂轮锯的生产特点,并针对砂轮锯片制定了一系列措施。我们从以下几个方面进行了实验、改进:
其它钢种可采用较高的线速度(85--93m/s)。
当锯片直径变小时,线速度可提高些。 3.3合理调整夹紧装置 一般夹紧装置分为上夹紧、下夹紧以及侧夹紧三部分,各厂家设计的不同,有的设备个别部分是固定的, 有的设备所有部分全是活动的。 夹紧装置是锯切配套的重要组成部分,其中侧夹紧力的调整至关重要,夹紧力过小,起不到夹紧作用,棒 材会出现窜动现象,轻则端部不齐,影响锯切质量;重则出现爆片现象,甚至造成严重的安全事故。夹紧力过 大,仍旧会出现棒材叠加现象,而导致爆片的严重后果。 另外上夹紧压杆的直径也是影响锯切效果的一个方面,压杆直径的大小,对棒材的压紧效果有着直接的 影响,压杆直径粗了,会减小锯缝而导致最小锯切长度的变化,间接的影响着锯切成本;另外要想得到同样的 夹紧力,调整的夹紧压力也要跟随压杆直径的变化而相应变化。 总而言之,夹紧装置的调整是一个相辅相成的系统,需要多方兼顾,方能达到最佳夹紧、锯切效果。 3.4采用不同硬度锯片 因考虑到实际使用过程中,如果选择的锯片种类过多,会造成生产组织、锯片管理、生产效率等多方面的 问题,从测试结果来看,相对于我们的钢种,合金钢比例逐渐增大,采用稍微硬一些的锯片,成本相对更低 些;同理,如果碳钢比例便多,则选择相对较软的砂轮片比较好。 3.5采用不同厚度、直径锯片 关于锯片厚度问题,降低锯片厚度(减少2ram一3ram)提高成才率,降低生产成本,有其可能性及可行 性,但减小厚度同时会带来锯片本身强度的问题,而由此造成的锯片损坏造成的损失可能相对增大,这样锯 片本身的强度以及锯片本身设计的形状更重要,因此减小锯片厚度是一种方法,但意义不是很大。 同时在这里关于锯片直径的问题,在满足设备的前提以及锯片本身的强度的情况下,锯片越大,则有效 使用面积越大,成本自然会更低。 3.6调整锯切温度 从实验情况来看,锯切温度对于降低锯切成本效果非常明显。 经过采取以上措施,我厂砂轮锯切吨钢成本下降了5元,对于产量在百万吨级的企业来讲,经济效益增 长显著。
■
643
2砂轮锯锯切反映出的生产成本居高不下。是困扰企业生产的根本问题
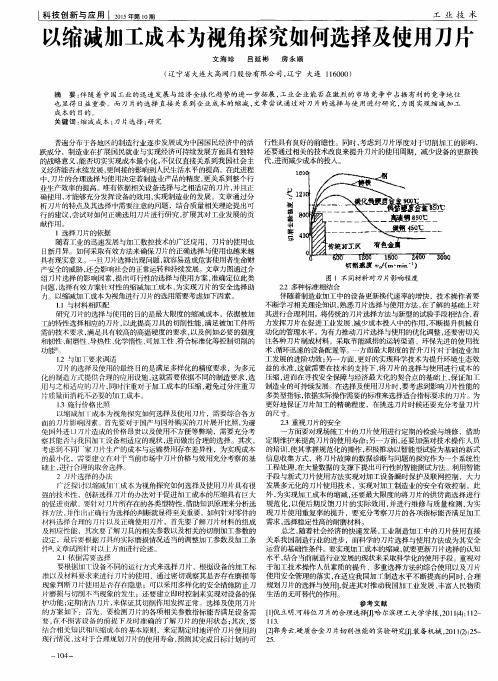
从砂轮锯本身的情况来看。虽然进入中国市场不是很长时间,但设备本身而言,技术已比较成熟。主要 由本体、增速机、夹紧装置以及配套的润滑系统、液压系统等辅助设施组成,程序控制上各厂家也大同小异t 从目前使用的情况来看,困扰各企业的根本问题是生产成本问题,而砂轮片损耗是造成成本高的重要原因。 石钢是生产汽车用棒材的专业生产厂,2005年投产的大棒材连轧生产线是比较先进的一条生产线,其
砂轮锯片切割成本降低分析
叶波董国强刘军会
(石家庄钢铁有限责任公司 河北石家庄050031)
摘要根据轧钢切断技术发展的趋势以厦在实际生产过程中遇到的成本偏高的问题,本文阐述了降低成本的有 技方法以及需要注意的问腰t对轧钢技术的嶷好发展提供一些建议。
关毽词
砂轮锯片;降低成本
The analysis for the incisal cost of the abrasive wheel to lower
cOSt
Key words the abrasive wheel;decrease
引言
在钢铁生产过程中,产品质量的好坏直接关系到客户对自己产品的认可度.从坯料到成品,最终都将利 用切断手段生产出用户需要的产品,因此切断设备的选择和使用,对于切割设备主要包括剪、锯、火焰切割等多种 类型,轧材的切割一般采用金属锯锯切,剪主要用于小规格材的切断,金属锯 切由于具有成本低,寿命长、设备作业率高的特点一直为广大生产企业所青 踪。 随着国内企业与国际上的交流往来增多,以及产品出口的增大,对钢材 端部质量提出了更高的要求.金属锯锯切的钢材产品已经不能满足一些高端 用户的需求,而砂轮锯切端部质量好,切口平滑、无毛刺(如右图)可直接交货 而无需再次处理等特点,砂轮锯逐渐受到重视,高端产品中使用的比例逐渐 增多.并且具有逐步取代金属锯的发展趋势。
tO
at cOSt
CHtS
off,and higher
problem in actual production,elaborated valid method
to
reduce low
and notice・Provide
some suggestions
the good development of the rolling technology
YE Bo Dong Guoqiang Liu Junhui (ShijiazhuangIron&Steel Ltd,Company,Shijiazhuang city 050031t Hebei province)
Abstract
COSt
According
tO
thetrend of the technique development of roiling
645