点焊密封胶参数
点焊密封胶
点焊密封胶
产品用途
本胶用于汽车车身、顶盖、底板、侧围、轮置等的钢板焊接部位,起到密封、防水、防腐蚀作用,延长汽车使用寿命。
产品特性
•以热塑性树脂,合成橡胶为主要成份配制的无毒、无味密封胶。
•对带防锈油钢板有良好粘合力。
•触变性好,加热固化不流淌。
•涂胶后不影响点焊。
•具有良好的耐油、耐水、耐酸碱、耐化学药品性能,防腐性能好。
使用指南
●手动涂胶和用涂胶枪自动涂胶均可。
●直接将胶涂于需点焊部位,即可点焊。
主要技术指标
产品规格
• 300ml/支;
• 25kg/桶;
• 250kg/桶。
*注意事项
•本品置于阴凉,干燥处贮存,在25℃以下保质期为6个月;•远离火源,热源;
•运输过程中应避免挤压、碰撞、放倒,日晒和雨淋。
点焊密封胶。
TJB04049-2010点焊密封胶工艺技术标准
TJB 陕西通家汽车有限责任公司企业标准TJB04049-2010 点焊密封胶工艺技术标准2010-02-26发布 2010-03-01实施陕西通家汽车有限责任公司发布陕西通家汽车有限责任公司企业标准点焊密封胶工艺技术标准TJB04049-2010 1 范围本标准规定了汽车用点焊密封胶的技术要求、试验方法、检验规则、标志、包装与贮存。
本标准适用于本公司汽车用点焊密封胶。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件的最新版本。
凡是不住日期的引用文件,其最新版本适用于本标准。
GB2944-82 《胶粘剂产品包装、标志、运输和贮存的规定》3 技术要求产品应有合适的综合理化性能、耐候性和施工性,技术要求应符合表1的规定。
陕西通家汽车有限责任公司 2010-02-26 批准 2010-03-01 实施表1 技术要求4 试验条件4.1 正常试验条件4.1.1 试验室正常条件:试验室的正常条件应在23±2℃的温度和65±5%的相对湿度的状态。
如果无法保持这种正常条件,应在测试报告中记录每次试验温度和湿度。
4.1.2试样的正常状态:在试验之前试样应在正常状态下静置1hr或更长时间。
4.1.3试样:通常情况下,应从成品中抽取试样并按表2规定的形状和尺寸预制。
5 试验方法5.1 比重用比重杯(见图1)进行测试,将试样在常温下放置3小时,向比重杯中小心注满试样,注意不能有气泡并擦去杯盖排气孔中流出的多与样品。
在天平托盘上放置一个和比重杯相同重量的置换砝码和平衡砝码,测量试样的重量,平衡砝码的克数乘以0.01得出试样比重。
比重杯为筒形且具有足够的硬度,不会变形,杯盖在内表面具有钝角斜面的凹陷,凹陷中心处应设置一个气孔。
通过对边缘的切削调整杯的内部体积,注入20±2ºC的水,盖上盖子,并擦去溢出的水后称量得到的水的质量为100±0.5g。
喷涂型汽车油箱点焊密封胶的研制

摘 要 : 油 箱 喷 塑 固 化 工艺 条 件 出 发 , 环 氧 树 脂 (P 和 小 分 子 聚 酰 胺 为 主 要 原 料 , 备 了 两 种 不 从 以 E) 制
同 配 方 的 汽 车 油 箱 用 点 焊 密 列 胶 。 测 试 了点 焊 胶 在 9 油 和 0 柴 油 中 的 耐 油 性 和 粘 接 强 度 , 对 三 种 O汽 并 不 同 连 接 接 头 ( 接 、 焊 、 焊 ) 粘 接 强 度 进 行 了 对 比 和 分 析 。 结 果 表 明 : 焊 胶 的 固 化 工 艺 与 汽 车 镀 胶 点 胶 的 点
0 前
言
一
种 喷涂 型点 焊密封 胶 ,有望解 决镀 锌板 类汽 车油
在 汽车工 业 中 ,密封 胶被 广泛 用于 汽车 挡风玻 璃 、 车油箱 以及 汽车 的整体 密封等 场合 , 到 了 良 汽 起
好 的 防尘 、 减震 和 密封 等作 用 。材 料 的连 接 方 式 主
箱 的渗漏 油等 问题 。
锌 板 类 油 箱 表 面 漆 层 的 固 化 工 艺 相 同 , 不 必 增 加 点 焊 胶 的 固 化 设 备 和 工 序 ; 种 点 焊 胶 具 有 较 好 的 粘 故 两 接 性 能 , T型 剥 离 强 度 分 别 为 8 . k / 和 9 . k / , 伸 剪 切 强 度 分 别 为 1. MP 其 90 N m 20 N m 拉 33 a和 1 . MP ; 29 a 两 种 点 焊 胶 在 9 油 和 0 柴 油 中 浸 泡 3 0 d后 , 样 的 粘 接 强 度 降 幅 不 明 显 , 明 其 具 有 一 定 程 度 的 O汽 6 试 说 耐 油 性 ; 两 种 点 焊 胶 用 于 汽 车 油 箱 的 密 封 中 , 具 有 良 好 的 粘 接 密 封 性 能 , 解 决 了 镀 锌 板 类 油 箱 渗 漏 将 既 又
点焊胶黏剂
点焊胶黏剂——凌飞组合•一.简介•二.点焊工艺•三.点焊密封胶•四.密封胶生产厂家点焊胶黏剂1.定义:用于焊点周围填缝或粘接后再辅助以点焊的胶黏剂称为点焊胶黏剂。
其他定义:粘接点焊时,可先涂胶再点焊,也可先点焊再涂胶,能够满足粘接点焊的胶粘剂,称为点焊胶粘剂。
点焊即粘接点焊,是一种新颖先进材料复合连接形式。
2.分类:按粘接与点焊的顺序:先粘后焊先焊后粘成分目前,点焊胶粘剂是以环氧树脂为主料,加入改性剂和辅助材料等配制而成的。
环氧树脂可用各种型号的;固化剂多为胺、咪唑、酸酐等类化合物;增塑剂有聚硫橡胶、聚酯树脂及一般塑料用增塑剂;触变剂常用气相二氧化硅稀释剂可用活性环氧稀释剂•优点:联接强度高、密封性好、应力分布均匀、耐疲劳性好、结构重量轻、可以进行阳极氧化、生产率高•应用:可用于铝、铝合金等金属材料和玻璃钢的胶接点焊,也可用于金属材料的结构粘合和灌封等。
点焊工艺—胶接点焊法•胶接点焊工艺,发挥了粘接和点焊各自的优点,克服了两者的不足。
粘接点焊的连接强度高,密封性好。
如对粘接点焊件铝材进行阳极氧化,则不会在焊缝中残留酸、碱液,而产生腐蚀,而且结构件重量减轻,应力分布也均匀,点焊处外形美观。
•分类:根据涂胶施工情况: 先胶后焊法先焊后胶法胶膜法先胶后焊法•先胶后焊法是将胶接点焊的工件,先涂胶,后点焊,最后进行固化的方法。
采用这种方法时,点焊必须在胶粘剂尚未凝胶交联之前进行。
•先胶后焊法对点焊的要求较为苛刻,不宜采用电容式电焊机和电磁式电焊机焊接时常用的焊接电流急剧上升的硬脉冲破,但焊接电流脉冲过软也是适宜。
脉冲过硬,会使焊点周围出现疏松和气孔;过软,会使工件过热,并使胶粘剂粘度急剧降低,造成流胶。
步骤(1)金属表面处理;(2)打定位孔;(3)涂胶(涂胶后不需要晾置,因点焊胶不含溶剂);(4)打定位铆钉;(5)点焊;(6)校正因点焊高热而造成的工作变形;(7)固化;(8)防腐蚀处理;(9)成品质量检验。
点焊密封胶

点焊密封胶点焊密封胶是一种应用于电子元器件的热固性密封材料,它包含电子绝缘和耐热高温橡胶,具有良好的抗热性和抗拉伸性,可以用于大量消费品和专业零件之间的密封连接。
点焊密封胶可以帮助保护重要元件,减少电磁干扰和短路。
此外,点焊密封胶还可以帮助提高电子元件的使用寿命,改善电子产品的可靠性。
点焊密封胶可以使电子元件有效阻止灰尘、液体、气体和湿度等外界杂质的侵入,使其具有良好的防水性能,有效的抗水融性能,并可抑制潮湿空气中的静电放电。
此外,点焊密封胶还可以有效抑制紫外线、温度变化和污染。
点焊密封胶是一种将元件固定在PCB板上、灵活地连接电子元件或柔性电路板上的可靠热固性密封材料,以满足电子元件的安全、可靠和高性能的要求。
它具有优良的电性能、优异的抗热稳定性,可以阻止水分的侵入,以便电子元件获得良好的热稳定性,并防止电子设备出现过热故障。
点焊密封胶的优点是能够完美地阻断电子设备的热量,使其能够在高温和湿度环境下正常工作。
点焊密封胶的应用广泛,可用于各类消费电子,如手机、摄像机、电视、电脑、家用电器等等,因其优良的抗热、抗折性能,使电子元器件能够在一定的工作温度范围内正常运行,从而提高了产品的可靠性和性能。
此外,点焊密封胶的施工也比较方便,这种材料易于施工且费用低,可以用普通的电热工具来安装,而且不需要太多的预备工作,施工简单快捷,不会影响附近电子元件的运作,能够在表面上提供一层保护层来保护附近电子元件免受损坏。
点焊密封胶是一种重要的热固性密封材料,被广泛应用于电子元器件的密封连接,它能够提高电子元件的可靠性和性能,以及保护电子设备免受灰尘、水分和污染的损害。
点焊密封胶的优点是施工简便,费用低,能够提供良好的防水性能和抗热稳定性,使电子设备能够在恶劣的环境中正常工作。
密封胶性能指标
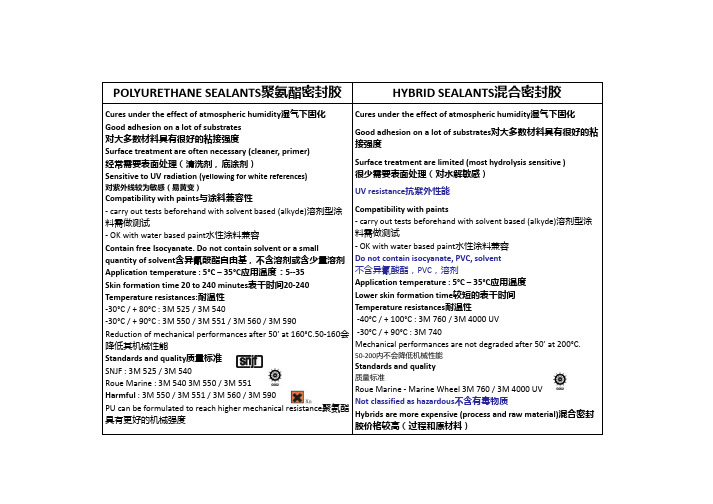
: 3M 540 3M 550 / 3M 551: 3M 550 / 3M 551 / 3M 560 / 3M 590PU can be formulated to reach higher mechanical resistanceHybrids are more expensive (process and raw material)混合密封Sealant properties密封胶性能Comparison对比:PU vs. Hybrids vs. Silicones 聚氨酯密封胶,混合密封胶,硅酮密封胶Overview: 3 Main Types of Sealants: Flexible ElastomersSilicones PUR’s MS HybridsGeneral Flexible Very Flexible Relatively stiffMovement?to 20%to 25%to 15%Paintable?No Good*wet on wetRelease acetic acid1CO2*Methanol CH3OH *Adhesion not EPDM rubber Need pre treating Wide rangeRemarks Pricing !!Auto industry!Market growing / Not classified * After skin has formed表干后1.Neutralised on concrete-does not stick与混凝土不发生反应2.CO2causes bubbles with fast curing, elevated temperatures在升温快速固化中CO2会产生气泡1.Methanol stops PUR curing-hybrids and PUR‘s not cured together甲醇会阻止聚氨酯胶的固化,导致混合胶和聚氨酯胶不能同时固化PAINTABILITY可着色性Hybrids / MS Sealants are compatibles with most water based paints混合型密封胶与水性涂料有很好的兼容性carry out tests beforehand with solvent based (alkyde)溶剂型涂料需预先做兼容性测试Overview回顾: 3 Main Types of Sealants: Flexible Elastomers三种密封胶:弹性体 Silicones硅酮PUR’s聚氨酯MS Hybrids混合胶Shore A硬度15-3515-6025-60Mod @ Brk黏度to 1,2 MPa to 2,5 MPa*to 2,5 MPaElongation延展性to 450%to 1000%to 400%Skin time表干时间10 min. up to 1,5 hr30 min. / 6 hr< 1hrCure rate固化速度around 3 mm/24hr ar. 3 mm/24hr ar. 3,5 mm/24hrT°C resist耐温性-100 –200°C-40 –100°C-40 –100°CUV resist抗紫外性Excellent优异Some poor较差Generally good通常较好* 3M PU 590 has a modulus at break ≥ 6 MPaNegative effects of UV radiation on PU sealants紫外线对聚氨酯密封胶的损伤DESCRIPTION OF TEST METHODS TO KNOW THE PROPERTIES OF THE SEALANTS密封胶性能测试方法Tack-Free Time/Skin Formation Time表干时间The Tack-Free Time is the length of time required for a curing sealant to loose its surface tackiness.This is determined by placing manually a paperclip on its surface without pressure from up to down.表干时间是指密封胶从开始固化直至表皮失去粘性所需的时间。
点焊胶产品技术标准

点焊胶产品技术标准Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT点焊胶(H C F l e x7020)1. 范围本标准规定了点焊胶(HC Flex 7020)的产品定义、性能要求、试验方法、检验规则、使用方法、包装、运输和存储等信息。
2.产品定义HC Flex 7020属于本公司的焊装用胶产品,名称为点焊胶或点焊密封胶。
点焊密封胶是在焊接前涂布在钣金件搭接处的一种密封胶,点焊后填实缝隙,保证密封,防止锈蚀。
点焊密封胶几乎可以用于所有的车身焊缝处,尤其适用于于焊装之后被零件遮蔽或其他不宜涂布焊缝密封胶的部位。
HC Flex 7020是本公司开发的点焊密封胶系列产品。
它是一种以合成橡胶为基材的不含溶剂的糊状胶粘剂。
本产品对于带油钢板具有良好的附着力,可点焊,不对磷化和电泳过程产生污染,在整个前处理过程中表现出优异的耐冲冲洗性能。
固化后材料柔韧,具有良好的弹性及优异的抗腐蚀性能。
3.性能要求点焊胶的性能要求如下表:一般事项3.1.1 实验室标准环境a.标准环境标准温度应该为20±2℃,标准湿度应该为65±10%。
b.常温常温应该为5-35℃(相对温度为45-85%)注意:在实验报告中应记录温度和湿度。
3.1.2 试样数量对于同一检测项目的,试样数量至少要有3个。
外观在容器中观察样品的外观。
用刮刀对样品进行搅拌,并立刻检测样品的:(1) 颜色。
(2) 气味。
(3) 是否分层、凝固。
(4) 是否分散均匀、有无机械杂质。
密度3.3.1 设备(1) 电子天平。
(2) 烧杯。
3.3.2 试验过程(1) 称量铁片的质量,记作m1。
(2) 将装有部分水的烧杯放置于天平上,将读数清零。
用金属丝将铁片悬挂在烧杯中,保证铁片全部没入水中,且没有接触到容器底部和侧壁,此时读数为铁片的悬重,记作m2。
(3) 将样品涂于铁片上(应避免样品混入气泡),并称出铁片和样品的总质量,记做m3(4) 将装有部分水的烧杯放置于天平上,将读数清零。
点焊密封胶 膨胀胶 隔振胶 结构胶 包边胶 补强胶 发泡胶-概述说明以及解释

点焊密封胶膨胀胶隔振胶结构胶包边胶补强胶发泡胶-概述说明以及解释1.引言1.1 概述概述部分应该对于点焊密封胶、膨胀胶、隔振胶、结构胶、包边胶、补强胶和发泡胶进行一个整体的介绍和概述,以下是可能的概括:点焊密封胶、膨胀胶、隔振胶、结构胶、包边胶、补强胶和发泡胶是在现代工业中广泛应用的各种粘合材料。
这些胶水类型在不同的应用领域中起着重要的作用,能够解决许多结构和工艺上的难题。
点焊密封胶是一种以点状方式涂覆在被粘合材料表面的胶水。
它能够提供密封和保护作用,防止液体和气体的渗透,同时还具有一定的防腐和防锈功能。
膨胀胶是一种特殊的胶水,在受到力的作用下可以膨胀和填充缝隙。
它能够提供一种有效的密封和隔腔效果,广泛应用于防水、防尘、防震等方面。
隔振胶具有良好的减震和隔振性能,能够吸收和减少振动和噪音的传递。
它在电子设备、汽车、建筑结构等领域得到广泛应用。
结构胶是一种高强度的胶水,能够牢固连接不同材料之间的接头。
它具有优异的粘接性能,能够承受高温、高压和各种力的作用。
包边胶是一种特殊的胶水,用于在纺织品、皮革和其他材料的边缘上进行涂覆和密封。
它能够提高材料的耐磨性和密封性能,延长使用寿命。
补强胶是一种用于修补和加固材料的胶水。
它能够填充缺陷和裂纹,提高材料的强度和刚性。
发泡胶是一种能够在涂覆后膨胀形成泡沫的胶水。
它具有良好的填充性能,能够填充孔隙和空隙,提供隔热、隔音和减震效果。
综上所述,点焊密封胶、膨胀胶、隔振胶、结构胶、包边胶、补强胶和发泡胶在不同的应用领域中都具有独特的特性和优势。
它们为许多工业和商业领域的生产和制造提供了高效、可靠的粘接解决方案。
在接下来的文章中,我们将逐一介绍这些胶水的特点、应用和发展趋势。
文章结构部分的内容可以描述整篇文章的组织和布局。
可以按照以下方式编写:1.2 文章结构本文将围绕点焊密封胶、膨胀胶、隔振胶、结构胶、包边胶、补强胶和发泡胶等胶粘剂展开论述。
下面将对各个部分的要点进行介绍。
三道点焊密封胶

三道点焊密封胶三道点焊密封胶的特点三道点焊密封胶是一种高性能的胶水,具有以下特点:1. 优异的密封性能:三道点焊密封胶具有优异的密封性能,能够有效地防止汽车身板的漏水和气体渗漏,提高汽车的密封性能和抗腐蚀性能。
2. 耐高温性能:三道点焊密封胶能够在高温环境下保持良好的性能,不会因高温而失去密封性能,保证汽车在高温环境下的安全和稳定性。
3. 耐候性能:三道点焊密封胶具有良好的耐候性能,能够在各种恶劣气候条件下保持稳定的性能,不会因恶劣天气条件而失去密封性能。
4. 耐酸碱性能:三道点焊密封胶能够在酸碱环境下保持良好的性能,不会因酸碱腐蚀而失去密封性能,保证汽车在腐蚀性环境下的安全性能。
三道点焊密封胶的应用1. 汽车身板的密封填充:在汽车制造过程中,需要对汽车身板进行密封填充,以防止汽车在行驶过程中受到外部物质的侵入和损坏。
三道点焊密封胶可以在汽车身板的各个接缝处进行填充,形成有效的密封层,防止汽车漏水和气体渗漏。
2. 汽车身板的防锈涂覆:汽车身板是容易受到腐蚀的部位,尤其是在潮湿的环境中容易发生锈蚀。
为了保护汽车身板不受锈蚀的影响,需要对汽车身板进行防锈涂覆。
三道点焊密封胶可以涂覆在汽车身板的表面,形成有效的防锈层,保护汽车不受锈蚀的影响。
3. 结构粘接:在汽车制造过程中,需要对汽车的各个零部件进行粘接,以保证汽车的整体结构稳定性和安全性。
三道点焊密封胶可以应用于汽车的结构粘接,形成坚固的粘接层,保证汽车的零部件不会在行驶过程中松动或脱落。
总之,三道点焊密封胶是一种高性能的胶水,具有优异的密封性能和耐高温性能,广泛应用于汽车制造领域。
它在汽车制造过程中发挥着重要的作用,可以提高汽车的密封性能和耐久性,保证汽车在使用过程中的安全和舒适性。
随着汽车制造技术的不断发展,三道点焊密封胶的应用范围将会越来越广泛,为汽车制造业的发展提供更加可靠的保障。
点焊密封胶参数

点焊密封胶参数主要性能项目类别主要技术指标LY-301LY-3 NO.1(通用型)NO.2(结构型)NO.3(膨胀型)外观单组份黑色或灰色膏状,质量均匀,无沉淀、无离析、无外来杂质密度,g/cm3 1.3-1.5 1.3-1.6 1.3-1.5不挥发物含量,%≥95流淌性mm 常温≤5标准固化条件下≤5硬度,邵氏A10-5540-705-5050-70剪切强度,MPa油面≥0.5≥1.5≥0.4≥0.8非油面≥0.6≥1.8≥0.5≥1.0体积膨胀率,%≤1040-80≤20过烘烤性剪切强度,MPa ≥0.6≥1.2≥0.3≥0.6欠烘烤性≥0.6≥1.2≥0.3≥0.6点焊强度下降率,%≤10水密性无透水现象备注:LY-3适用于较低固化条件;其他性能可与客户协商确定三、使用方法使用本产品前,请参照本产品安全技术数据(MSDS),了解有关预防措施和安全建议,做好相应的预防措施。
被密封件尽量少油、干燥无锈蚀,用注胶枪或注胶机械将本品呈条状涂于需要密封部位。
合拢组件并按工艺规范采用点焊机点焊连接,经电泳工序烘烤后固化,即可对点焊部位产生密封。
如采用机械注胶方式,涂胶机械压缩比建议最小为48:1。
点焊参数通常不受涂胶影响,增加电极压力有利于顺利焊接。
厂家如采用垂直走线方式生产时,如想获得更高耐冲刷性,可采用预烘烤、选用本公司增粘型点焊密封胶或点焊胶带解决。
正式使用前双方需根据应用方生产方式、密封部位情况选择相应型号产品,并做好相应产品试用工作。
四、包装、运输及贮存钢桶装,每桶250kg或25kg;硬塑料管装,每支400g,每箱50支。
本产品为非危险物品,可按一般化学产品运输。
运输过程,应防止雨淋,日光曝晒。
原包装平放贮存在阴凉干燥的库房内,严禁侧放、倒放,防止日光直接照射,并远离热源。
库房存放请遵循先进先出原则。
QZTB 07.012-2011 点焊密封胶
Q/ZT 众泰控股集团有限公司企业标准Q/ZTB 07.012-2011点焊密封胶2011-09-01发布2011-09-15实施众泰控股集团有限公司发布Q/ZTB 07.012-2011前言本标准由众泰汽车工程研究院提出。
本标准由众泰汽车工程研究院标准法规科归口管理。
本标准由众泰汽车工程研究院材料部负责起草。
本标准主要起草人:陈钲金。
Q/ZTB 07.012-2011点焊密封胶1 范围本标准规定了车身用点焊密封胶的技术要求和检测方法。
本标准适用于以PVC树脂和合成橡胶为主体材料的车身胶。
2 规范性引用文件下列文件对与本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
ASTM D1002-2010……………………………通过拉力载荷测定单搭接胶着结合的金属试样表面抗剪强度的试验方法(金属对金属)( Standard Test Method for Apparent Shear Strength of Single-Lap-Joint Adhesively)SAE J1864-1987(R1996)……………………评估静压条件下汽车密封材料分离性的方法(Method for evaluating material separation in automotive sealers under pressure in static conditions,recommended practice)3 技术条件3.1 一般要求3.1.1 产品对各种油性钢板表面、镀锌钢板均能附着,具有很好的耐候性且不会加速钢材的生锈。
3.1.2 产品到货和固化后必须无难闻的气味,且在正常的工作条件下与皮肤接触时应无毒、无害。
3.1.3用机械手挤压施工或者手工施工,要求不流挂、不拉丝。
3.1.4 产品在汽车生产过程中与各种处理液(前处理液,电泳液,中涂,面漆等)不发生反应,不会对各种处理液造成污染。
点焊胶产品技术标准
点焊胶产品技术标准点焊胶(HC Flex 7020)1. 范围本标准规定了点焊胶(HC Flex 7020)的产品定义、性能要求、试验方法、检验规则、使用方法、包装、运输和存储等信息。
2.产品定义HC Flex 7020属于本公司的焊装用胶产品,名称为点焊胶或点焊密封胶。
点焊密封胶是在焊接前涂布在钣金件搭接处的一种密封胶,点焊后填实缝隙,保证密封,防止锈蚀。
点焊密封胶几乎可以用于所有的车身焊缝处,尤其适用于于焊装之后被零件遮蔽或其他不宜涂布焊缝密封胶的部位。
HC Flex 7020是本公司开发的点焊密封胶系列产品。
它是一种以合成橡胶为基材的不含溶剂的糊状胶粘剂。
本产品对于带油钢板具有良好的附着力,可点焊,不对磷化和电泳过程产生污染,在整个前处理过程中表现出优异的耐冲冲洗性能。
固化后材料柔韧,具有良好的弹性及优异的抗腐蚀性能。
3.性能要求3.1 一般事项3.1.1 实验室标准环境a.标准环境标准温度应该为20±2℃,标准湿度应该为65±10%。
b.常温常温应该为5-35℃(相对温度为45-85%)注意:在实验报告中应记录温度和湿度。
3.1.2 试样数量对于同一检测项目的,试样数量至少要有3个。
3.2 外观在容器中观察样品的外观。
用刮刀对样品进行搅拌,并立刻检测样品的:(1) 颜色。
(2) 气味。
(3) 是否分层、凝固。
(4) 是否分散均匀、有无机械杂质。
3.3 密度3.3.1 设备(1) 电子天平。
(2) 烧杯。
3.3.2 试验过程(1) 称量铁片的质量,记作m1。
(2) 将装有部分水的烧杯放置于天平上,将读数清零。
用金属丝将铁片悬挂在烧杯中,保证铁片全部没入水中,且没有接触到容器底部和侧壁,此时读数为铁片的悬重,记作m2。
(3) 将样品涂于铁片上(应避免样品混入气泡),并称出铁片和样品的总质量,记做m3(4) 将装有部分水的烧杯放置于天平上,将读数清零。
用金属丝将涂有样品的铁片悬挂在烧杯中,保证铁片全部没入水中,且没有接触到容器底部和侧壁,此时读数为涂有样品的铁片的悬重记作m4。
汽车涂胶的材料和作用(点焊密封胶与焊缝密封胶)

汽车涂胶的材料和作用(点焊密封胶与焊缝密封胶)1~点焊密封胶常用的是什么型号材料,有何特性,焊接密封胶常用的是什么型号材料,有何特性,地板上的所谓沥青隔垫常用的是什么型号材料,有何作用, 地板下的防石击的常用的是什么型号材料,有何作用,以下资料来自平时收集,仅供参考。
地板减振胶常见的是丁基橡胶基阻尼材料,主要成分沥青,丁基橡胶。
比较知名的有汉高的201系列烘烤硬化阻尼隔音材料,厚度2~3mm,面密度3~4Kg/m2。
前围则是汉高的EVA阻尼隔音垫。
焊缝密封胶,基本要求是耐腐防潮,高温无挥发,大多年度在160000mpa/s。
型号有多种:Terolan3558,Terolan8532QI,Terotex4209-50,Terolan4054以及汉高的413、451系列等,太多型号了。
他们之间的具体区别我不清楚,还是问主机厂涂装工程师比较好。
点焊密封胶除了密封,导电外还有抗剪切性能要求,有的车企用电焊胶带代替了点焊密封胶。
根据焊接处缝隙选用膨胀型或者非膨胀型,否则烘烤后易出现胶体溢出,需要清理。
常见型号有:terostat3214(黑色牙膏状,膨胀率3倍左右,同时也可以作为顶盖横梁,加油口盒处的隔振胶用),terosol 6310(黑色牙膏状,不含容积以及PVC,加热后固化,有一定膨胀和预凝结性);terostat1244NV(耐水洗,耐腐蚀,不含溶剂);Z41(黑色膏体,密封性能良好,能有效隔绝空气和液体渗漏);E56,nynafix(折边粘结和焊接用,剪切性能良好,具有高剥离强度,可以起到代替焊点作用)抗石击胶,基本要求是防腐耐磨抗石击,常见型号有PVCIII UBC,terotex 3558,terotex8532QI,terotex8255等2~焊装车间一般用点焊密封胶(1为密封、2为改善焊接性能;主要用于钣金件之间)、折边胶(一般用在外表面不能有焊点的地方如车门内外板之间的连接;主要作用是代替点焊、要求粘接性能好、为结构胶)、膨胀结构胶(一般用在不能焊接的位置;主要作用为减震、增加结构强度)涂装车间一般用焊缝密封胶(主要起密封作用;主要用在长条焊缝处,尤其是外表面的焊缝,如左中右地板之间的搭接焊缝、各焊接总成之间的焊缝)、指压密封胶(主要起密封、防风作用;主要用在各焊接总成连接完成后有空隙的地方、注此空隙为结构之间的空隙) 总装车间一般用玻璃密封胶(主要起粘接、密封作用;如前挡)、不干胶带(主要起粘接、密封作用)3,止口边上涂点焊密封胶还是焊缝密封胶,还是两种都涂,哪些地方该涂点焊密封胶,哪些地方该涂焊缝密封胶,我的理解是大总成间焊应涂点焊密封胶,车外有缝的地方都应该涂焊缝密封胶,请各位指正,谢谢1),止口应该只涂点焊密封胶,因为一般止口边上都会装密封条进行密封的2).点焊的地方都可以涂点焊密封胶,是在焊装车间使用;焊缝密封胶用于板料搭接处的密封,在涂装车间使用。
ms密封胶规格
ms密封胶规格摘要:1.MS 密封胶简介2.MS 密封胶规格参数3.MS 密封胶的应用领域4.MS 密封胶的优点与特点5.MS 密封胶的选购与使用注意事项正文:【1.MS 密封胶简介】MS 密封胶,全称为硅酮密封胶,是一种以硅酮为主体,辅以填料、催化剂等制成的高性能密封材料。
它具有优异的耐候性、耐高低温性能、耐化学品侵蚀性,广泛应用于建筑、汽车、电子电器等领域。
【2.MS 密封胶规格参数】MS 密封胶的规格参数主要包括以下几个方面:(1) 外观:MS 密封胶通常为黑色、灰色、白色等,呈膏状,无颗粒,均匀一致。
(2) 硬度:硬度一般在邵氏A-D 之间,具体硬度要求可根据应用领域选择。
(3) 伸缩率:伸缩率是指MS 密封胶在拉伸时的变形程度,一般要求在±10% 以内。
(4) 抗拉强度:抗拉强度是衡量MS 密封胶在受力时的抗拉能力,一般在0.5-2MPa 之间。
(5) 耐高温性能:MS 密封胶的耐高温性能一般在-40℃至+120℃之间。
(6) 耐候性能:MS 密封胶在紫外线、雨水、冰雪等气候条件下仍能保持良好的密封性能。
【3.MS 密封胶的应用领域】MS 密封胶广泛应用于以下领域:(1) 建筑行业:用于门窗、幕墙、阳光房、天窗等部位的密封。
(2) 汽车行业:用于车灯、发动机、底盘等部位的密封。
(3) 电子电器行业:用于手机、电视、冰箱等家电产品的密封。
(4) 机械制造行业:用于轴承、齿轮、泵等机械设备的密封。
【4.MS 密封胶的优点与特点】MS 密封胶具有以下优点与特点:(1) 优异的耐候性:MS 密封胶在各种气候条件下都能保持良好的性能,抗紫外线、抗老化。
(2) 良好的耐化学品性能:MS 密封胶对大多数化学品具有良好的耐受性,不易被侵蚀。
(3) 高的抗拉强度和伸缩率:MS 密封胶具有较高的抗拉强度和伸缩率,能够应对各种应力。
(4) 良好的触变性能:MS 密封胶在静止时呈膏状,施工时易涂抹,固化后形成弹性体。
白车身涂胶图技术要求

上海同济同捷科技有限公司企业标准TJI/YJY车身涂胶图标准2005-XX-XX发布2005-XX-XX实施上海同济同捷科技有限公司发布TJI/YJY前言本标准用于轿车白车身涂胶图的制作,主要说明了白车身涂胶的胶的种类,主要功能,需要涂胶的位置,涂胶的要求,以及一台车的大致用量。
另外因轿车种类繁多,档次差异较大,各企业的技术设备条件、配套厂的能力以及生产状况各不相同,很难做到统一标准。
所以本标准以中档车为例,说明白车身涂胶图的基本要求。
(编写标准的说明)本标准的附录A为规范性附录。
本标准由上海同济同捷科技有限公司提出。
本标准由上海同济同捷科技有限公司质量与项目管理中心负责归口管理。
本标准主要起草人:高翔、周伟TJI/YJY白车身涂胶图标准1范围本标准以中档车为例,通过涂胶图来说明白车身涂胶的基本要求,其他高档和低档轿车应当根据设计要求和市场定价,适当增减涂胶的种类和位置。
2规范性引用文件引用汉高公司产品种类、用途以及技术要求3术语和定义3.1焊装用胶:焊装过程共用到四种胶,分别是折边胶、隔振胶、隔振胶片和点焊密封胶。
3.1.1 折边胶3.1.1.1.折边胶的型号:Terkoal 5027SH3.1.1.2折边胶胶的断面尺寸:直径约3mm的半圆弧,且半圆弧圆心离外板内表面边界约2.5mm。
3.1.2.隔振胶3.1.2.1.隔振胶的型号:Terostat 3215SH3.1.2.2.隔振胶的断面尺寸:直径约8mm的圆。
每段长度约60-80,段与段的间隔约40mm。
3.1.3.隔振胶片3.1.3.1隔振胶片的型号:HSTM 451SH,膨胀率范围为100%-300%,具体值根据实验确定。
3.1.3.2.隔振胶片的断面尺寸:80×60×17。
3.1.4.点焊密封胶3.1.4.1.点焊密封胶的型号:Thiemite 06-1236M。
3.1.4.2.点焊密封胶的断面尺寸:直径约5mm的圆。
密封胶技术参数
密封胶技术参数
密封胶技术是用于封闭物体表面缝隙及连接处,以达到防水、密封、防震、绝缘、热阻及吸音等多种效果。
密封胶技术主要应用于建筑、汽车、电子、航空航天等领域。
下面就密封胶技术的参数进行详细阐述。
首先,密封胶技术的适用范围。
密封胶技术适用于大多数材料,如金属、玻璃、陶瓷、橡胶、塑料等,也适用于室内、室外、高温、低温等各种环境。
但在具体应用的时候,需要选择适合材质和环境的密封胶。
其次,密封胶技术的拉伸性。
拉伸性是衡量密封胶材料弹性的重要参数,通常使用拉伸测试机进行测试,以得出各种应力下材料变形的百分比。
密封胶技术中的拉伸性指的是密封胶在受到一定垂直向拉伸力后,其长度增加的百分比。
第三,密封胶技术的弹性模量。
弹性模量是衡量材料弹性变形程度的重要参数,也是衡量材料刚性的指标。
密封胶技术中的弹性模量指的是材料在受到一定拉伸力后,应变值和应力值之间的比值,通常用“Pascal”来表示。
第四,密封胶技术的剪切力。
剪切力指的是在两个物体接触面间受到的力,常见于涂布薄膜、建筑幕墙等领域。
密封胶技术中的剪切力表示在沿着接触面施加的力下,密封胶能承受的最大剪应力。
最后,密封胶技术的硬度。
密封胶技术中的硬度是指材料在受到一定压力的情况下,表面变形或划痕的难易程度。
硬度的量化参数包括“布氏硬度”、“洛氏硬度”、“维氏硬度”等。
总之,密封胶技术参数的不同,决定了密封胶在不同环境和应用场合下的物理性质和用途。
在使用密封胶技术时,需要根据实际情况选择合适的密封胶材料和参数,以保证它的优异功能和使用寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
点焊密封胶参数主要性能
项目类别
主要技术指标
LY-301
LY-3 NO.1
(通用型)
NO.2
(结构型)
NO.3
(膨胀型)
外观单组份黑色或灰色膏状,质量均匀,无沉淀、无离析、无外来杂质密度,g/cm3 1.3-1.5 1.3-1.6 1.3-1.5不挥发物含量,%≥95
流淌性mm 常温≤5标准固化条件
下
≤5
硬度,邵氏A10-5540-705-5050-70
剪切强度,
MPa
油面≥0.5≥1.5≥0.4
≥0.8非油面≥0.6≥1.8≥0.5≥1.0
体积膨胀率,%≤1040-80≤20
过烘烤性剪切强
度,MPa ≥0.6≥1.2≥0.3≥0.6
欠烘烤性≥0.6≥1.2≥0.3≥0.6点焊强度下降率,%≤10
水密性无透水现象
备注:LY-3适用于较低固化条件;其他性能可与客户协商确定
三、使用方法
使用本产品前,请参照本产品安全技术数据(MSDS),了解有关预防措施和安全建议,做好
相应的预防措施。
被密封件尽量少油、干燥无锈蚀,用注胶枪或注胶机械将本品呈条状涂于需要密封部位。
合拢组件并按工艺规范采用点焊机点焊连接,经电泳工序烘烤后固化,即可对点焊部位产生
密封。
如采用机械注胶方式,涂胶机械压缩比建议最小为48:1。
点焊参数通常不受涂胶影响,增加电极压力有利于顺利焊接。
厂家如采用垂直走线方式生产时,如想获得更高耐冲刷性,可采用预烘烤、选用本公司增粘
型点焊密封胶或点焊胶带解决。
正式使用前双方需根据应用方生产方式、密封部位情况选择相应型号产品,并做好相应产品试用工作。
四、包装、运输及贮存
钢桶装,每桶250kg或25kg;硬塑料管装,每支400g,每箱50支。
本产品为非危险物品,可按一般化学产品运输。
运输过程,应防止雨淋,日光曝晒。
原包装平放贮存在阴凉干燥的库房内,严禁侧放、倒放,防止日光直接照射,并远离热源。
库房存放请遵循先进先出原则。