FANUC机床参数一览表
发那科全参数大全
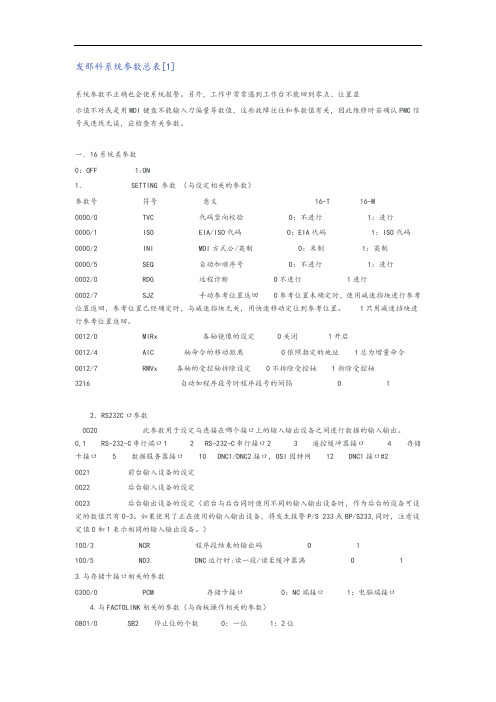
发那科系统参数总表[1]系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。
一.16系统类参数0:OFF 1:ON1.SETTING 参数(与设定相关的参数)参数号符号意义16-T 16-M0000/0 TVC 代码竖向校验O:不进行1:进行0000/1 ISO EIA/ISO代码O:EIA代码1:ISO代码0000/2 INI MDI方式公/英制O:米制1:英制0000/5 SEQ 自动加顺序号O:不进行1:进行0002/0 RDG 远程诊断O不进行1进行0002/7 SJZ 手动参考位置返回0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。
1只用减速挡块进行参考位置返回。
0012/0 MIRx 各轴镜像的设定0关闭1开启0012/4 AIC 轴命令的移动距离0依照指定的地址1总为增量命令0012/7 RMVx 各轴的受控轴拆除设定0不拆除受控轴1拆除受控轴3216 自动加程序段号时程序段号的间隔O 12.RS232C口参数0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。
0,1 RS-232-C串行端口1 2 RS-232-C串行接口2 3 遥控缓冲器接口 4 存储卡接口 5 数据服务器接口10 DNC1/DNC2接口,OSI因特网12 DNC1接口#20021 前台输入设备的设定0022 后台输入设备的设定0023 后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。
如果使用了正在使用的输入输出设备,将发生报警P/S 233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。
)100/3 NCR 程序段结束的输出码O 1100/5 ND3 DNC运行时:读一段/读至缓冲器满O 13.与存储卡接口相关的参数0300/0 PCM 存储卡接口0:NC端接口1:电脑端接口4.与FACTOLINK相关的参数(与面板操作相关的参数)0801/0 SB2 停止位的个数0:一位1:2位0810/0 BGS 对FACTOLINK报警任务通信,没有显示FACTOLINK屏幕时0:不启动1:启动0810/1 FAS FACTOLINK使用了ANSWER 、ANSWEEx命令后,在回答栏是否进行回答编号“Z01”的显示。
FANUC机床常用参数简介

FANUC机床常⽤参数简介FANUC机床常⽤参数简介1、1-999:有关通讯、远程诊断、数据服务参数。
如: 0000#1=1程序输出格式为ISO代码103=10数据传送波特率20=4 I/O通讯⼝(⽤CF卡)138#7=1⽤存贮卡DNC2.1000-1200:轴控制/设定单位的参数。
如:1001.0公/英制1002⼿动、参考点档块1005回参考点⽅式1006回参考点⽅向、旋转轴1010CNC控制轴数1020各轴名称1023各轴伺服轴号1320存贮⾏程限位正极限1321存贮⾏程限位负极限3.1201-1300有关坐标系参数。
1221为G54⼯件坐标原点偏移量1222为G55⼯件坐标原点偏移量1223为G56⼯件坐标原点偏移量1224为G57⼯件坐标原点偏移量1225为G58⼯件坐标原点偏移量1226为G59⼯件坐标原点偏移量4.1300-1400有关⼯作区限制参数。
如:1320 各轴存储式⾏程检测1的正⽅向边界的座标值1321 各轴存储式⾏程检测1的负⽅向边界的座标值5.1400-1600有关速率参数。
如:1401#0=0从接通电源到返回参考点期间,⼿动快速运⾏⽆效1402#1=0JOG倍率有效1410空运⾏速度1420各轴快速速度1422最⼤切削进给速度1423各轴JOG速度1424各轴⼿动快速移动速度1425各轴回参考点FL速度1430各轴最⼤切削进给速度6.1601-1799有关轴加减速的参数,加⼯模式参数。
如:1601#2=1切削进给时程序段的速度连接重叠1620快速移动时间常数1622切削移动时间常数1624JOG移动时间常数加⼯模式对应的标准参数如下:链接:⾼精度⼯模式相关参数7.1800-3000伺服参数。
如:1815#1全闭环设置,分离型位置检测器1815#5电机绝对编码器1825=3000各轴位置环增益1826=20各轴到位宽度1828=10000各轴移动位置偏差极限1829=200各轴停⽌位置偏差极限1851反向间隙1902 FSSB设定,(⾃动设定时:1023,1905,1910-1919, 1936,1937,可在FSSB 画⾯⾃动设定;电机驱动参数在SV-RPM画⾯设定。
fanuc数控系统常用参数表

fanuc数控系统参数表2010-07-16 14:01FANUC系统有很丰富的机床参数,为数控机床的安装调试及日常维护带来了方便条件。
根据多年的实践,对常用的机床参数在维修中的应用做一介绍。
1.手摇脉冲发生器损坏。
一台FANUC 0TD数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。
当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。
等手摇脉冲发生器修好后再将该参数置“1”。
2.当机床开机后返回参考点时出现超行程报警。
上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种:(1)若X轴在返回参考点过程中,出现510或是511超程报警,可将参数0700LT1X1数值改为+99999999(或将0704LT1X2数值修改为-99999999)后,再一次返回参考点。
若没有问题,则将参数0700或0704数值改为原来数值。
(2)同时按P和CAN键后开机,即可消除超程报警。
3.一台FANUC 0i数控车床,开机后不久出现ALM701报警。
从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到同类型风扇,即先将参数RRM8901#0改为“1”先释放ALM701报警,然后在强制冷风冷却,待风扇购到后,再将PRM8901改为“0”。
4.一台FANUC 0M数控系统加工中心,主轴在换刀过程中,当主轴与换刀臂接触的一瞬间,发生接触碰撞异响故障。
分析故障原因是因为主轴定位不准,造成主轴头与换刀臂吻合不好,无疑会引起机械撞击声,两处均有明显的撞伤痕迹。
经查,换刀臂与主轴头均无机械松动,且换刀臂定位动作准确,故采用修改N6577参数值解决,即将原数据1525改为1524后,故障排除。
5.密级型参数0900~0939维修法。
按FANUC 0MC操作说明书的方法进行参数传输时,密级型参数0900~0939必须用MDI方式输入很不方便。
FANUC机床 K参数表

00
生产结束时,M91/M92不停止运转
1
生产结束时,M91/M92停止运转
00
开门不取消屏幕保护
1
开门取消屏幕保护
00
自动侧门调节功能无效[用于调节]
1
自动侧门调节功能有效[用于调节]
00
通过画面设定打开或关闭机内灯
1
用外部信号打开或关闭机内灯
00
用操作盘、画面设定打开程序段跳跃功能
1
用外部信号打开程序段跳跃功能
急停关闭机内清洗冷却剂 刀具重量 3kg 刀具重量 2kg
诊断报警窗口自动显示功能无效 诊断报警窗口自动显示功能有效
简化NC系统画面的配置 不简化NC系统画面的配置 换刀后,不重新启动冷却剂 换刀后,重新启动冷却剂
刀具松开时报警 刀具松开时不报警 奇偶校验按偶数进行 奇偶校验按奇数进行 所有轴互锁信号OFF不停止主轴转动 所有轴互锁信号OFF停止主轴转动 程序保护状态下禁止转塔恢复动作 程序保护状态下可执行转塔恢复动作 接通电源时进行倍率值的初始化 接通电源时不进行倍率值的初始化
00
操作盘上的刀具更换按钮有效
1
操作盘上的刀具更换按钮无效
00
通过操作盘打开单程序功能
1
用外部信号打开单程序段功能
00
通过操作盘打开试运转功能
1
用外部信号打开试运转功能
00
不使用F1位进给
1
使用F2位进给
00
复位时关闭告警级别、破损级别检测输出
1
复位、换刀时关闭告警级别、破损级别检测输出
00
使用AI刀具监控器时告警级别检测、破损级别检测输出有效
M02,M30解除门锁 门锁控制A 门锁控制B
FANUCK参数大全

FANUCK参数大全1.K0-K7参数:K0-K7参数是用于定义系统中组别子程序的总数。
2.K12参数:K12参数用于定义系统中可用的自定义M码的最大个数。
3.K40参数:K40参数用于设置系统时钟的小时值。
4.K41参数:K41参数用于设置系统时钟的分钟值。
5.K42参数:K42参数用于设置系统时钟的秒值。
6.K60-K90参数:K60-K90参数是用于定义软连续轴的基数。
7.K100-K127参数:K100-K127参数是用于定义工具偏移变量的数量。
8.K200参数:K200参数用于设置机床位置坐标系的选择。
9.K201参数:K201参数用于设置机床的工作坐标系。
10.K215参数:K215参数用于定义宏变量的个数。
11.K280参数:K280参数用于设置弧插补中圆心方向的选择。
12.K355参数:K355参数用于设置系统的存储单元定义。
13.K356参数:K356参数用于设置系统的软件版本号。
14.K365参数:K365参数用于设置系统的监视变量数量。
15.K416参数:K416参数用于设置系统的最大报警号。
16.K449参数:K449参数用于设置系统的报警输出位置。
17.K542参数:K542参数用于设置系统的数据传输速率。
18.K551参数:K551参数用于设置系统的插补周期。
19.K722参数:K722参数用于设置系统的辅助功能的最大编号。
20.K734参数:K734参数用于设置系统的步进电机最大脉冲频率。
21.K801参数:K801参数用于设置伺服电机使能的状态。
22.K812参数:K812参数用于设置伺服电机的速度指令单位。
23.K880参数:K880参数用于设置系统的坐标轴数目。
24.K905参数:K905参数用于设置系统的刀具编号上限。
25.K982参数:K982参数用于设置系统的数据输入单位。
26.K1040参数:K1040参数用于设置系统的精度显示。
27.K1127参数:K1127参数用于设置系统的ASCII选择。
FANUC基本参数

FANUC基本参数1、NO.20 设置为4(存储卡接口生效)。
2、NO.138#7 (MNC) 是否从存储卡进行DNC运行。
0:不进行;1:进行。
4.10 与轴控制/设定单位相关的参数3、NO.1001#0(INM) 直线轴的最小单位为0:公制单位;1:英制单位。
4、NO.1002#0(JAX) JOG进给、手动快速移动以及返回参考点的同时控制轴数0:1轴;1:3轴。
5、NO.1005#1(DLZx) 将无挡块参考点设定功能设定为0:无效。
1:有效。
6、NO.1006#0(ROTx) 设定直线轴或旋转轴。
NO.1006#3(DIAx) 各轴的移动指令为0:半径指定。
1:直径指定。
NO.1006#5(ZMIx) 手动参考点返回方向为0:正方向。
1:负方向。
7、NO.1008#0(ROAx) 将旋转轴的循环功能设为0:无效。
1:有效。
注释:ROAx仅对旋转轴(参数ROTx(NO.1006#0)=1)有效8、NO.1020 各轴的程序名称输入类型:参数输入数据范围:65~67,85~89轴名称:可以从A B C U V W X Y Z中任意(但T系列中G代码体系A的情形下不可使用U V W)选择。
9、NO.1022 设定各轴为基本坐标系中的哪个轴输入类型:参数输入数据类型:字节轴型数据范围:0~7圆弧插补、刀具半径、刀尖半径补偿等的平面G17:XY平面G18:ZX平面G19:YZ平面设定各控制轴为基本坐标系的基本3轴X、Y、Z的哪个轴,或哪个所属平行轴。
基本3轴的设定,仅可针对其中的一个控制轴。
可以将2个或更多个控制轴作为相同基本轴的平行轴予以设定。
9、NO.1023 各轴的伺服轴号注:在设定完此参数后,需要暂时切断电源。
输入类型:参数输入数据范围:0~控制轴数此参数设定各控制轴与第几号伺服轴对应。
通常将控制轴号与伺服轴号设定为相同值。
控制轴号表示轴型参数和轴型机械信号的排列号。
进行Cs轮廓控制/主轴定位的轴,设定-(主轴号)作为伺服轴号。
FANUC数控系统参数表

3202/4 NE9 O9000—9999程序的保护 O O3401/0 DPI 小数点的含义 O O3401/4 MAB MDI方式G90/G91的切换 O3401/5 ABS MDI方式用该参数切换G90/G91 O 3.螺距误差补偿3620 各轴参考点的补偿号 O O3621 负方向的最小补偿点号 O O3622 正方向的最大补偿点号 O O3623 螺补量比率 O O3624 螺补间隔 O O4.刀具补偿3109/1 DWT G,W分开 O O3290/0 WOF MDI设磨损值 O O3290/1 GOF MDI设几何值 O O5001/0 TCL 刀长补偿A,B,C O5001/1 TLB 刀长补偿轴 O5001/2 OFH 补偿号地址D,H O5001/5 TPH G45-G48的补偿号地址D,H O5002/0 LD1 刀补值为刀号的哪位数 O5002/1 LGN 几何补偿的补偿号 O5002/5 LGC 几何补偿的删除 O5002/7 WNP 刀尖半径补偿号的指定 O5003/6 LVC/LVK 复位时删除刀偏量 O O5003/7 TGC 复位时删除几何补偿量(#5003/6=1) O 5004/1 ORC 刀偏值半径/直径指定 O5005/2 PRC 直接输入刀补值用PRC信号 O5006/0 OIM 公/英制单位转换时自动转换刀补值 O O 5013 最大的磨损补偿值 O5014 最大的磨损补偿增量值 O5.主轴参数3701/1 ISI 使用串行主轴 O O3701/4 SS2 用第二串行主轴 O O3705/0 ESF S和SF的输出 O O3705/1 GST SOR信号用于换挡/定向 O3705/2 SGB 换挡方法A,B O3705/4 EVS S和SF的输出 O3706/4 GTT 主轴速度挡数(T/M型) O3706/6,7 CWM/TCW M03/M04的极性 O O3708/0 SAR 检查主轴速度到达信号 O O3708/1 SAT 螺纹切削开始检查SAR O3730 主轴模拟输出的增益调整 O O3731 主轴模拟输出时电压偏移的补偿 O O3732 定向/换挡的主轴速度 O O3735 主轴电机的允许最低速度 O3736 主轴电机的允许最低速度 O3740 检查SAR的延时时间 O O3741 第一挡主轴最高速度 O O3742 第二挡主轴最高速度 O O3743 第三挡主轴最高速度 O O3744 第四挡主轴最高速度 O3751 第一至第二挡的切换速度 O3752 第二至第三挡的切换速度 O3771 G96的最低主轴速度 O O3772 最高主轴速度 O O4019/7 主轴电机初始化 O O光栅生效NO.1815.1=1 FSSB开放相应接口。
FANUC所有系统参数

FANUC所有系统参数FANUC 16系统参数系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。
一.16系统类参数1.SETTING 参数参数号符号意义16-T 16-M0/0 TVC 代码竖向校验O O0/1 ISO EIA/ISO代码O O0/2 INI MDI方式公/英制O O0/5 SEQ 自动加顺序号O O2/0 RDG 远程诊断O O3216 自动加程序段号时程序段号的间隔O O2.RS232C口参数20 I/O通道(接口板):0,1: 主CPU板JD5A2: 主CPU板JD5B3: 远程缓冲JD5C或选择板1的JD6A(RS-422)5: Data Server10 :DNC1/DNC2接口O O100/3 NCR 程序段结束的输出码O O100/5 ND3 DNC运行时:读一段/读至缓冲器满O OI/O 通道0的参数:101/0 SB2 停止位数O O101/3 ASII 数据输入代码:ASCII或EIA/ISO O O101/7 NFD 数据输出时数据后的同步孔的输出O O102 输入输出设备号:0:普通RS-232口设备(用DC1-DC4码)3:Handy File(3″软盘驱动器)O O103 波特率:10:480011:960012:19200 O OI/O 通道1的参数:111/0 SB2 停止位数O O111/3 ASI 数据输入代码:ASCII或EIA/ISO O O111/7 NFD 数据输出时数据后的同步孔的输出O O112 输入输出设备号:0:普通RS-232口设备(用DC1-DC4码)3:Handy File(3″软盘驱动器)O O113 波特率:10:480011:960012:19200 O O其它通道参数请见参数说明书。
FANUC常用参数说明

包括运行速度,到位宽度,加减速时间常数,软限位,运行/停止时的位置偏差,和显示有关的参数等,参照如下常用参数表(表2)设定。
表2常用参数说明参数含义 FS-OI MA/MBFS-OI-Mate-MBFS-16/18/21MFS-16I/18I/21IMFS-OI TA/TBFS-OI-Mate-TBFS-16/18/21TFS-16I/18I/21ITPM-O备注(一般设定值)程序输出格式为ISO代码 0000#1 0000#1 1数据传输波特率 103,113 103,113 10I/O通道 20 20 0为232口,4为存储卡用存储卡DNC 138#7 138 1可选DNC文件未回零执行自动运行 1005#0 1005#0 调试时为1直线轴/旋转轴 1006#0 1006#0 旋转轴为1半径编程/直径编程 1006#3 车床的X轴参考点返回方向 1006#5 1006#5 0:+,1:-轴名称 1020 1020 88(X),89(Y),90(Z),65(A),66(B),67(C)轴属性 1022 1022 1,2,3轴连接顺序 1023 1023 1,2,3存储行程限位正极限 1320 1320 调试为99999999存储行程限位负极限 1321 1321 调试为-99999999未回零执行手动快速 1401#0 1401#0 调试为1空运行速度 1410 1410 1000左右各轴快移速度 1420 1420 8000左右最大切削进给速度 1422 1422 8000左右各轴手动速度 1423 1423 4000左右各轴手动快移速度 1424 1424 可为0,同1420各轴返回参考点FL速度 1425 1425 300-400快移时间常数 1620 1620 50-200切削时间常数 1622 1622 50-200JOG时间常数 1624 1624 50-200分离型位置检测器 1815#1 1815#1 全闭环1电机绝对编码器 1815#5 1815#5 伺服带电池1各轴位置环增益 1825 1825 3000各轴到位宽度 1826 1826 20-100各轴移动位置偏差极限 1828 1828 调试10000各轴停止位置偏差极限 1829 1829 200各轴反向间隙 1851 1851 测量P-I控制方式 2003#3 2003#3 1单脉冲消除功能 2003#4 2003#4 停止时微小震动设1虚拟串行反馈功能 2009#0 2009#0 如果不带电机1电机代码 2020 2020 查表负载惯量比 2021 2021 200左右电机旋转方向 2022 2022 111或-111速度反馈脉冲数 2023 2023 8192参数含义 FS-OI MA/MBFS-OI-Mate-MBFS-16/18/21MFS-16I/18I/21IMFS-OI TA/TBFS-OI-Mate-TBFS-16/18/21TFS-16I/18I/21ITPM-O备注(设定值)位置反馈脉冲数 2024 2024 半12500,全(电机一转时走的微米数)柔性进给传动比(分子)N 2084,2085 2084 转动比,计算互锁信号无效 3003#0 3003#0 *IT(G8.0)各轴互锁信号无效 3003#2 3003#2 *ITX-*IT4(G130)各轴方向互锁信号无效 3003#3 3003#2 *ITX-*IT4(G132,G134)减速信号极性 3003#5 3003#5 行程(常闭)开关0接近(常开)开关1超程信号无效 3004#5 3004#5 出现506,507报警时设定1显示器类型 3100#7 3100#7 0单色,1彩色中文显示 3102#3 3102#3 1实际进给速度显示 3105#0 3105#0 1主轴速度和T代码显示 3105#2 3105#2 1主轴倍率显示 3106#5 3106#5 1实际手动速度显示指令 3108#7 3108#7 1伺服调整画面显示 3111#0 3111#0 1主轴监控画面显示 3111#1 3111#1 1操作监控画面显示 3111#5 3111#5 1伺服波形画面显示 3112#0 3112#0 需要时1,最后要为0指令数值单位 3401#0 3401#0 0:微米,1:毫米各轴参考点螺补号 3620 3620 实测各轴正极限螺补号 3621 3621各轴负极限螺补号 3622 3622螺补数据放大倍数 3623 3623螺补间隔 3624 3624是否使用串行主轴 3701#1 3701#1 0带,1不带检测主轴速度到达信号 3708#0 3708#0 1 检测主轴电机最高钳制速度 3736 限制值/最大值*4095主轴各档最高转速 3741/2/3 3741/2/3/4 电机最大值/减速比是否使用位置编码器 4002#1 4002#1 使用1主轴电机参数初始化位 4019#7 4019#7主轴电机代码 4133 4133CNC控制轴数 8130(OI) 8130(OI)CNC控制轴数 1010 1010 8130-PMC轴数手轮是否有效 8131#0(OI) 8131#0(OI) 设0为步进方式串行主轴有效 3701#1 3701#1直径编程 1006#3 同时CMR=1表3α/β伺服电机代码表(OLD)电机型号β1/3000 β2/3000 β3/3000 β6/2000 αc3/2000 αc6/200 0电机代码 35 36 33 34 7 8电机型号αc12/2000 αc22/1500 α3/3000 α6/2000 α6/3000 α12/ 2000电机代码 9 10 15 16 17 18电机型号α12/3000 α22/1500 α22/2000 α22/3000 α30/1200 α30 /2000电机代码 19 27 20 21 28 22电机型号α30/3000 α40/FAN α40/2000 α65 α100/2000 α150电机代码 23 29 30 39 40 41表4α主轴电机代码表(OLD)电机型号α3/8000 α6/8000 α8/6000 α12/6000 α15/6000 α18/60 00电机代码 105 106 107 108 109 110电机型号αp8/6000 αp12/6000 αp15 αp18 αp22 αp30电机代码 112 113 114 115 116 117表5i系列伺服电机代码表电机型号β4/4000is β8/3000is β12/3000is β22/2000is αc4/3000i电机代码 156(256) 158(258) 174(274) 176(276) 171(271)电机型号αc8/2000i αc12/2000i αc22/2000i αc30/1500i α2/5000i电机代码 176(276) 191(291) 196(296) 201(301) 155(255)电机型号α4/3000i α8/3000i α12/3000i α22/3000i α30/3000i电机代码 173(273) 177(277) 193(293) 197(297) 203(303)电机型号α40/3000i α4/5000is α8/4000is α12/4000is α22/4000is电机代码 207(307) 165(265) 185(285) 188(288) 215(315)电机型号α30/4000is α40/4000is α50/3000is α50/3000isFAN α100/2500is电机代码 218(318) 222(322) 224(324) 225(325) 235(325)表6i系列主轴电机代码表电机型号β3/10000i β6/10000i β8/8000i β12/7000i ac15/6000 i电机代码 332 333 334 335 246电机型号 ac1/6000i ac2/6000i ac3/6000i ac6/6000i ac8/6000i a c12/6000i电机代码 240 241 242 243 244 245电机型号α0.5/10000i α1/10000i α1.5/10000i α2/10000i α3/10000i α6/10000i电机代码 301 302 304 306 308 310电机型号α8/8000i α12/7000i α15/7000i α18/7000i α22/7000i α30/6000i电机代码 312 314 316 318 320 322电机型号α40/6000i α50/4500i α1.5/15000i α2/15000i α3/12000iα6/12000i电机代码 323 324 305 307 309 401电机型号α8/10000i α12/10000i α15/10000i α18/10000i α22/10000i电机代码 402 403 404 405 406电机型号α12/6000ip α12/8000ipα15/6000ip α15/8000ip α18/6000ip α18/8000ip电机代码 407 4020 (8000)4023 (94) 408 4020 (8000)4023 (94) 409 4020 (8000)4023 (94)电机型号α22/6000ip α22/8000ip α30/6000ip α40/6000ip α50/6000ip α60/4500ip电机代码 410 4020 (8000)4023 (94) 411 412 413 414。
FANUC常用参数
FANUC常用参数1.报警处理参数(ALM)这些参数用于设置系统报警的处理方式,例如报警终止的条件、报警信息的显示等。
2.坐标系参数(G54~G59)这些参数用于设置工件坐标系的原点和轴向移动的距离。
3.速度参数(F、S、G96~G97)这些参数用于设置切削进给速度、切削用途的材料速度等。
4.转速参数(M3、M4、M5)这些参数用于设置主轴的转速和方向。
5.工具偏移参数(G43、G44、G48)这些参数用于设置和调整工具补偿的位置。
6.急停参数(M0、M1)这些参数用于设置急停的条件和执行急停操作。
7.程序调用参数(M98、M99)这些参数用于调用和执行子程序。
8.伺服参数(SV、SET)这些参数用于设置伺服轴的速度和位置。
9.插补误差参数(G96、G97、G98、G99)这些参数用于设置插补误差补偿的方式和值。
10.自动换刀参数(T、M6)这些参数用于自动换刀操作,设置刀具编号和刀具长度补正值。
11.平台控制参数(G160~G169)这些参数用于配置和控制机床上的附加设备,例如自动上下料机等。
12.快速移动参数(G00)这些参数用于设置快速移动的速度和方式。
13.进给速度参数(G94、G95)这些参数用于设置进给速度单位和进给速度值。
14.反向间隙参数(G41、G42)这些参数用于设置反向间隙的值和位置。
15.加工参数(G01、G02、G03)这些参数用于设置不同的加工方式,例如直线插补、圆弧插补等。
以上是一些常用的FANUC参数示例,不同的机床和加工过程可能会有所差异。
在操作FANUC数控系统时,正确设置和调整这些参数是非常重要的,可以确保机床正常运行,并且获得高质量的加工结果。
Get清风FANUC数控参数一览表

FANUC数控参数一览表FANUC系统参数一览表系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时假设确认PMC信号或连线无误,应检查有关参数。
一.16系统类参数0:OFF 1:ON1.SETTING 参数〔与设定相关的参数〕参数号符号意义16-T 16-M0000/0 TVC 代码竖向校验O:不进行1:进行0000/1 ISO EIA/ISO代码O:EIA代码1:ISO代码0000/2 INI MDI方式公/英制O:米制1:英制0000/5 SEQ 自动加顺序号O:不进行1:进行0002/0 RDG 远程诊断O不进行1进行0002/7 SJZ 手动参考位置返回0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。
1只用减速挡块进行参考位置返回。
0012/0 MIRx 各轴镜像的设定0关闭1开启0012/4 AIC 轴命令的移动距离0依照指定的地址1总为增量命令0012/7 RMVx 各轴的受控轴撤除设定0不撤除受控轴1撤除受控轴3216 自动加程序段号时程序段号的间隔O 12.RS232C口参数0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。
0,1RS-232-C串行端口 1 2 RS-232-C串行接口 23遥控缓冲器接口4存储卡接口5数据效劳器接口10DNC1/DNC2接口,OSI因特网12DNC1接口#20021 前台输入设备的设定0022 后台输入设备的设定0023 后台输出设备的设定〔前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。
如果使用了正在使用的输入输出设备,将发生报警P/S 233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。
〕100/3 NCR 程序段结束的输出码O 1100/5 ND3 DNC运行时:读一段/读至缓冲器满O 13.与存储卡接口相关的参数0300/0 PCM 存储卡接口0:NC端接口1:电脑端接口4.与FACTOLINK相关的参数〔与面板操作相关的参数〕0801/0 SB2 停止位的个数0:一位1:2位0810/0 BGS 对FACTOLINK报警任务通信,没有显示FACTOLINK屏幕时0:不启动1:启动0810/1 FAS FACTOLINK使用了ANSWER 、ANSWEEx命令后,在答复栏是否进行答复编号“Z01〞的显示。
FANUCOIMATETD系统全参数表
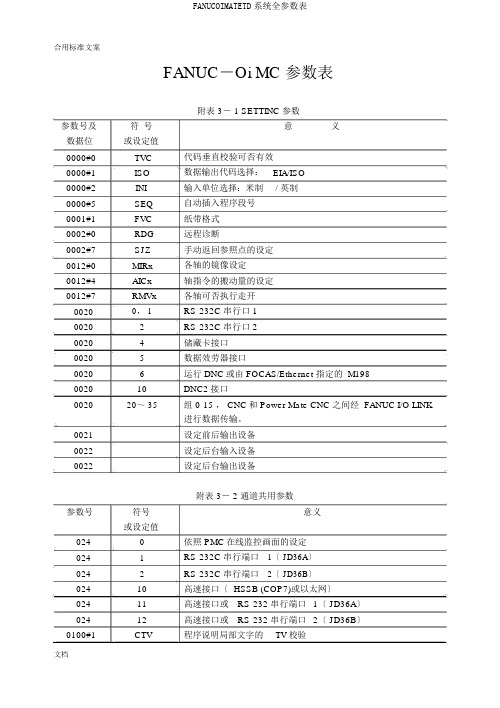
合用标准文案FANUC-Oi MC 参数表附表 3- 1 SETTINC 参数参数号及符号意义数据位或设定值0000#0TVC代码垂直校验可否有效0000#1ISO数据输出代码选择:EIA/ISO0000#2INI输入单位选择:米制/ 英制0000#5SEQ自动插入程序段号0001#1FVC纸带格式0002#0RDG远程诊断0002#7SJZ手动返回参照点的设定0012#0MIRx各轴的镜像设定0012#4AICx轴指令的搬动量的设定0012#7RMVx各轴可否执行走开00200, 1RS-232C 串行口 100202RS-232C 串行口 200204储藏卡接口00205数据效劳器接口00206运行 DNC或由 FOCAS/Ethernet 指定的 M198002010DNC2接口002020~ 35组 0-15 , CNC和 Power Mate CNC 之间经 FANUC I/O LINK进行数据传输。
0021设定前后输出设备0022设定后台输入设备0022设定后台输出设备附表 3- 2 通道共用参数参数号符号意义或设定值0240依照 PMC在线监控画面的设定0241RS-232C 串行端口1〔 JD36A〕0242RS-232C 串行端口2〔 JD36B〕02410高速接口〔 HSSB (COP7)或以太网〕02411高速接口或RS-232 串行端口1〔 JD36A〕02412高速接口或RS-232 串行端口2〔 JD36B〕0100#1CTV程序说明局部文字的TV 校验文档合用标准文案0100#2CRF在 ISO 代码中 EOB〔程序段结束〕的输出设定0100#3NCR在 ISO 代码中 EOB〔程序段结束〕的输出设定0100#5ND3在 NDC运行时,程序读取方式0100#6IOP规定如何停止输入/ 输出程序0100#7ENS读 EIA 代码时发现 NULL代码〔无效代码〕时的设定附表 3- 3 DNC2 接口的参数参数号符号意义或设定值0140#0BBC可否检查 DNC2接口 BCC〔程序段检查字符〕的值0140#2NCE可否检查 ER〔 RS-232C〕和 TR〔 RS422〕信号0140#3ECD可否应答错误代码的设定01431~ 60监控响应准时器的时间极限〔DNC2接口〕01441~ 60监控 EOT信号的准时器的时间极限〔DNC2接口〕01451~ 60RECV和 SEND切换所需要的时间〔DNC2接口〕01461~ 10系统试一试保持通讯的时间〔DNC2接口〕01471~ 10系统发送的响应NAK信号的信息的次数〔 DNC2接口〕014810~ 255超时时可以接收的字符数目〔DNC2接口〕014980~ 256通讯包数据段的字符数〔DNC2接口〕附表 3- 4 有关远程诊断的参数参数号符号或意义设定值0002#0RDN远程诊断可否进行0201#0SB2停止位的设定0201#1ASC数据输出时的代码0201#2NCR EOB的输出02031- 12波特率02040- 2远程诊断通道02111~99999999远程诊断密码〔口令〕102121~99999999远程诊断密码〔口令〕202131~99999999远程诊断密码〔口令〕302211~99999999远程诊断要点字102221~99999999远程诊断要点字202231~99999999远程诊断要点字30300#0PMC在 CNC画面显示功能有效时,当NC 侧拥有储藏卡接口时〔 HSSB连接〕附表 3- 5 数据效劳器的参数文档参数号符号意义或设定值0900#0DSV数据效劳器功能可否有效0900#1ONS当数据效劳器的文件名O号和 NC的 O 号不相同时09210, 1选择数据效劳器主机 1 的操作系统09220, 1选择数据效劳器主机 2 的操作系统09230, 1选择数据效劳器主机 3 的操作系统09240~ 255DNC1/Ethernet 或 FOCAS/Ethernet 的等待时间设定093132~ 39设定对应软健 [CHAR-1] 的特别字符代码093232~ 39设定对应软健 [CHAR-2] 的特别字符代码093332~ 39设定对应软健 [CHAR-3] 的特别字符代码093432~ 39设定对应软健 [CHAR-4] 的特别字符代码093532~ 39设定对应软健 [CHAR-5] 的特别字符代码附表 3- 6 轴控制、设定单位的参数参数号符号意义或设定值1001#0INM直线轴的最小搬动单位1002#0JAX JOG进给、手动快速进给及手动返回参照点时,同时控制的轴数1002#1DLZ无挡块参照点设定功能可否无效1002#2SFD可否使用参照点偏移功能1002#4XIK非直线插补型定位时,对定位搬动中的某个轴实行互锁时1002#5IDG 当使用无挡块设定参照点功能时,可否进行禁止参照点再设定参数 IDGx(No.1012#0) 的自动设定1004#0ISA最小输入单位,最小指令增量1004#1ISC最小输入单位,最小指令增量1004#6IPI英制输入控制1004#7IPR各轴的最小输入单位可否设定为最小指令增量的10 倍1005#0ZRNx 参照点没有成马上,在自动运行〔MEM,RMT或 MDI〕中,指定了除 G28 以外的搬动指令时,系统可否报警。
FANUC数控全参数一览表
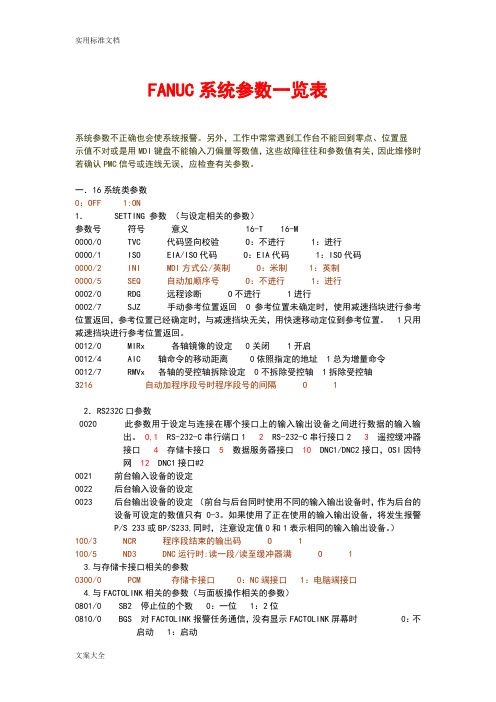
FANUC系统参数一览表系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。
一.16系统类参数0:OFF 1:ON1. SETTING 参数(与设定相关的参数)参数号符号意义 16-T 16-M0000/0 TVC 代码竖向校验 O:不进行 1:进行0000/1 ISO EIA/ISO代码 O:EIA代码 1:ISO代码0000/2 INI MDI方式公/英制 O:米制 1:英制0000/5 SEQ 自动加顺序号 O:不进行 1:进行0002/0 RDG 远程诊断 O不进行 1进行0002/7 SJZ 手动参考位置返回 0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。
1只用减速挡块进行参考位置返回。
0012/0 MIRx 各轴镜像的设定 0关闭 1开启0012/4 AIC 轴命令的移动距离 0依照指定的地址 1总为增量命令0012/7 RMVx 各轴的受控轴拆除设定 0不拆除受控轴 1拆除受控轴3216 自动加程序段号时程序段号的间隔 O 12.RS232C口参数0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。
0,1 RS-232-C串行端口1 2 RS-232-C串行接口2 3遥控缓冲器接口4存储卡接口5数据服务器接口10 DNC1/DNC2接口,OSI因特网12 DNC1接口#20021 前台输入设备的设定0022 后台输入设备的设定0023 后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。
如果使用了正在使用的输入输出设备,将发生报警P/S 233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。
发那科全参数详细

四轴参数说明N0000 00000010 (#2=0公制输入单位,=1为英制,这里只设公英制输入单位,机床公英制由1001#0决定;#1=1输出ISO代码,=0为EIA代码)N0001 P 00000000 #1=0纸带格式为标准格式N0002 P 00000000 (手动回零:#7 =0参考点未建立,利用减速挡块,已建立,快速定位到参考点(1005#3=1有效),#7=1都利用减速挡块回零)N0012 A1 P 00000000 A2 P 00000000 A3 P 00000000 A4 P 00000000 #0各轴镜像设定:=0关断,=1开通// 以下为串口参数N0020 P 0 (0/1:选择串口1,即JD5A;2:选择串口2,即JD5B)N0100 P 00101000 (#3=1 ISO代码对EOB仅输出LF;#5=1 DNC中连续读入直到缓冲区满,=0一段一段读入)N0101 P 00000001 (#0=1停止位两位,=0为1位;#3=0输入代码为EIA或ISO代码自动识别,=1为ASC||代码) N0102 P 0 (输入输出为RS232,使用DC1~DC4)N0103 P 11 (波特率为9600)N0110 P 00000000N0111 P 00000001 (以下为NO.0020=1时通道1,即JD5A的参数;同上含义)N0112 P 6N0113 P 10N0121 P 00000001 (以下为NO.0020=2时通道2,即JD5B的参数;同上含义)N0122 P 0N0123 P 10N0960 P 00000000// 以下为轴控制和设定单位参数N1001 P 00000000 (#0=0公制机床,=1英制机床)N1002 P 00001001 (#0=1手动同时控制轴数3轴;#2=0不使用参考点偏移功能;#3=1未回零运行G28:P/SNO.090报警;#1=1无挡块回零全轴有效,与1005#1无关)N1004 P 00000000 (#7,#1=0,最小设定和移动单位为1um或0.001deg,是-B)N1005 A1 P 00110000 A2 P 00110000 A3 P 00110000 A4 P 00110000 (#4,#5=1各轴正负方向外部减速信号对快进和工进都有效;未建立参考点自动运行#0=0,报警P/S224,#0=1,不报警,即是说不回零也可自动运行;#1=0无挡块回零无效,1002#1为0该参数设定有效)N1006 A1 P 00100000 A2 P 00000000 A3 P 00000000 A4 P 00000001 (A4,#0=1旋转轴A型,#5=0回零都为正方向) N1008 A1 P 00000000 A2 P 00000000 A3 P 00000000 A4 P 00000101 (#0=1启动旋转轴循环功能;#2=1相对坐标每转移动量取整)绝对指令旋转方向#1=0,按距目标较近的方向,#=1,按指令符号方向。
FANUC-18i调试参数一览表

在机床行程负方向补偿点号为:
NO.3742主轴高档转速(最高转速)
NO.4019.7=1自动设定SP参数(即主轴引导)
NO.4133主电机代码
NO.3111.6=1显示主轴速度
NO.3111.5=1显示负载监视器
NO.4001.4主轴定位电压极性(定位时主轴转向)
NO.3705.1=1 SOR用于换档
NO.3732=50换档速度
位置环脉冲数12500 12500 12500 12500 5000 10000 12500 1500
参考计数器5000 10000 10000 10000 50000 50000 10000 6000
注:光栅生效NO.1815.1=1 FSSB开放相应接口。
二、进给轴控制相关参数
1423手动速度
1424手动快进
NC MD320*负方向补偿指针,设定范围:0~249(第一伺服CPU)
NC MD324*两个螺距误差补偿点间距,设定范围:0~32000μm。
NC MD328*补偿当量,即倍率,设定范围:0~100。
NC MD6000~6999螺距误差补偿点,具体分布如下:
6000~6249第一个伺服CPU的各轴。
0102 = 0
0103 = 9
Setting data
TV CHECK = 0
Punch code= 0
FANUC系统数控机床全参数

FANUC系统数控机床参数一、掌握数控机床参数的重要性:无论哪个公司的数控系统都有大量的参数,如日本的FANUC公司6T-B系统就有294项参数。
有的一项参数又有八位,粗略计算起来一套CNC系统配置的数控机床就有近千个参数要设定。
这些参数设置正确与否直接影响数控机床的使用和其性能的发挥。
特别是用户能充分掌握和熟悉这些参数,将会使一台数控机床的使用和性能发挥上升到一个新的水平。
实践证明充分的了解参数的含义会给数控机床的故障诊断和维修带来很大的方便,会大大减少故障诊断的时间,提高机床的利用率。
同时,一台数控机床的参数设置还是了解CNC系统软件设计指导思想的窗口,也是衡量机床品质的参考数据。
在条件允许的情况下,参数的修改还可以开发CNC系统某些在数控机床订购时没有表现出来的功能,对二次开发会有一定的帮助。
因此,无论是那一型号的CNC系统,了解和掌握参数的含义都是非常重要的。
另外,还有一点要说明的是,数控机床的制造厂在机床出厂时就会把相关的参数设置正确、完全,同时还给用户一份与机床设置完全符合的参数表。
然而,目前这一点却做的不尽如人意,参数表与参数设置不符的现象时有发生,给日后数控机床的故障诊断带来很大的麻烦。
对原始数据和原始设置没有把握,在鼓掌中就很难下决心来确定故障产生的原因,无论是对用户和维修者本人都带来不良的影响。
因此,在购置数控机床验收时,应把随机所带的参数与机床上的实际设置进行校对,在制造厂的服务人员没有离开之前落实此项工作,资料首先要齐全、正确,有不懂的尽管发问,搞清参数的含义,为将来故障诊断扫除障碍。
数控机床在出厂前,已将所采用的CNC系统设置了许多初始参数来配合、适应相配套的每台数控机床的具体情况,部分参数还需要调试来确定。
这些具体参数的参数表或参数纸带应该交付给用户。
在数控维修中,有时要利用机床某些参数调整机床,有些参数要根据机床的运行状态进行必要的修正,所以维修人员要熟悉机床参数。
fanuc调试参数

FANUC OI-D系统标准参数设置列表:轴设定参数设置列表参数号参数名称参数中文注解设定值1006#3 X DIA 各轴的移动指令为:0: 半径指定。
1: 直径指定。
11020 XZ AXIS NAME 各轴的名称88901022 XZ AXIS ATTRIBUTE 设定各轴在基本坐标系中排列131023 XZ SERVO AXIS NUM 各轴的伺服轴号 121320 XZ LIMIT + 各轴的存储行程限位的正方向坐标值调试期间不使用软限位时,此参数设置为-1.调试完毕后,此参数设置应距离硬件限位5mm。
1321 XZ LIMIT - 各轴的存储行程限位的负方向坐标值调试期间不使用软限位时,此参数设置为1.调试完毕后,此参数设置应距离硬件限位5mm。
1410 DRY RUN RATE 空运行速度此参数设置为机、电、液协议中轴快速移动速度的一半1420 XZ RAPID FEEDRATE 各轴的快速移动速度此参数设置为机、电、液协议中轴快速移动速度。
1421 XZ RAPID OVR F0 每个轴的快速移动倍率的F0 速度200mm200mm1423 XZ JOG FEEDRA TE 每个轴的JOG 进给速度1000mm1000mm1424 XZ MANUAL RAPID 每个轴的手动快速移动速度此参数设置为机、电、液协议中轴快速移动速度的一半1425 XZ REF RETURN FL 每个轴的手动返回参考点的FL 速度300mm300mm1428 XZ REF FEEDRA TE 每个轴的参考点返回速度3000mm3000mm步骤4:设置参数完毕后,返回至上一级画面,进入[伺服设定]画面,并根据下表设置相应参数 参数名称 中文注解设定值电机代码由于0ID 系统要求使用HRV2功能,所以调试时应根据电机铭牌查询电机代码,并加100为设定值。
如aIF40/3000,电机代码为207,使用HRV2功能时,此参数设置为307.(电机代码表见下面附图)指令倍乘比2柔性齿轮比 N M柔性齿轮比计算方法为:10的6次幂/轴的丝杠螺距X 1000的比值X 机械传动比。
FANUC-18i参数一览表(精)

FANUC-18i调试参数一览表作者:流水似剑2008-04-23 04:51:35 标签:教育FANUC-18i调试参数一览表调试参数一览表:一、SV设定SV设定(未接光栅)SV设定(接上光栅)X Y Z B X Y Z B初始设定位1010 1010 1010 1010 1010 1010 1010 1010电机号303 303 303 293 303 303 303 293AMR 0 0 0 0 0 0 0 0CMR 2 2 2 2 2 2 2 105FEEDGEAR 1 1 1 3111 1N/M 200 100 100 2000 1 1 100 2移动方向111 -111 -111 -111 111 -111 -111 -111速度环脉冲数8192 8192 8192 8192 8192 8192 8192 8192位置环脉冲数12500 12500 12500 12500 5000 10000 12500 1500 参考计数器5000 10000 10000 10000 50000 50000 10000 6000 注:光栅生效NO.1815.1=1 FSSB开放相应接口。
二、进给轴控制相关参数1423手动速度1424手动快进1420 G00 快速1620加减速时间1320软件限位1326三、回零相关参数NO.1620快进减速时间300msNO.1420快进速度10mNO.1425回零慢速NO.1428接近挡铁的速度NO.1850零点偏置四、SP调整参数NO.3701.1=1屏蔽主轴NO.4020电机最大转速NO.3741主轴低档转速(最高转速)NO.3742主轴高档转速(最高转速)NO.4019.7=1自动设定SP参数(即主轴引导)NO.4133主电机代码NO.3111.6=1显示主轴速度NO.3111.5=1显示负载监视器NO.4001.4主轴定位电压极性(定位时主轴转向)NO.3705.1=1 SOR 用于换档NO.3732=50换档速度NO.4076=33定位速度N0.4002.1=1外接编码器生效NO.4077定位脉冲数(主轴偏置)NO.3117.0=1显示主轴负载表FANUC数控系统主轴参数的巧妙应用(青海第一机床厂技术中心李江春)随着数控系统功能的不断扩展,合理使用数控系统所提供的功能参数去满足机械要求,或完善机械的特殊设计具有重要的意义。