微调精镗刀(刀杆式)使用说明书
镗刀

相关方法
质量分析
设计方法
发展趋势
1、刀具设计思路与特点
机夹可转位车刀是将具有合理几何形状和切削刃的成品可转位刀片通过机械夹固方法装配在刀杆上,当一条 切削刃加工磨损至不能再用时,可通过转位迅速更换新的切削刃。采用机夹可转位车刀进行加工具有以下特点:
刀具几何参数和切削性能稳定,定位精度和重复精度较高,可保证刀尖位置变化在工件精度允许范围内以及 加工精度的一致性。
工作原理
本实用新型属于一种浮动式镗刀,包括镗刀体及压盖,由两块刀片组成的用压盖扣压并保持浮动在镗刀体上 的镗刀片,进给量微调机构,其特征是:进给量微调机构有机地构成于镗刀体和镗刀片之中,刀片的刀刃连线恒 正交于机床主轴线。因而它比较现有浮动式镗刀有两方面优点:①进给量可直接微调,无须拆卸刀片;②工作时, 刀刃恒以主轴为轴心旋转,故而镗孔精度更高。
刀具安装后进行动态跳动检查。动态跳动检查是一个综合指标,它反映机床主轴精度、刀具精度以及刀具与 机床的连接精度。这个精度如果超过被加工孔要求的精度的1/2或2/3就不能进行加工,需找出原因并消除后,才 能进行。这一点操作者必须牢记,并严格执行。否则加工出来的孔就不能符合要求。
应通过统计或检测的方法,确定刀具各部分的寿命,以保证加工精度的可靠性。对于单刃镗刀来讲,这个要 求可低一些,但对多刃镗刀来讲,这一点特别重要。可转位镗刀的加工特点是:预先调刀,一次加工达到要求, 必须保证刀具不损坏,否则会造成不必要的事故。
尽管这种自动化系统的费用较高,但其投资能够很快得到回报,特别是在大批量生产过程中。比如在汽车工 业中,MO42镗刀头可根据仪表测量值对连杆的每一次切削进行自动调节。再比如,一个U轴镗削系统在镗削时, 可使一台加工中心的加工能力在某种意义上像车床那样,能够切削凹面和进行倒角,有效地增加了一个加工轴。 同时,一台加工中心可以镗削一个在高速情况下难以在卡盘上装夹的零件。因为此时旋转的只是镗刀,而工件是 不旋转的,因此加工中心可以用这种刀具在很短的时间内进行加工生产,以达到所要求的表面光洁度。
精镗刀使用说明书
精镗刀使用说明书一、产品概述精镗刀是一种高精度的切削工具,主要用于机械加工领域的镗削操作。
它具有切削效率高、加工精度高、使用寿命长等优点,广泛应用于航空、汽车、模具等行业,对于各类孔的加工起到了重要作用。
二、安全使用须知1. 在使用精镗刀之前,请确保您已经完全理解并熟悉了本使用说明书,并掌握了正确的操作方法。
2. 操作人员必须佩戴安全防护设备,如护目镜、安全手套等。
3. 避免与其他金属物体发生碰撞,以免引起意外损伤。
4. 切勿将手指或其他身体部位靠近刀具切削区域,以免造成伤害。
5. 在更换刀具或进行调整时,请务必确认电源已经关闭,并等待刀具彻底停止运转后进行操作。
三、适用范围精镗刀适用于各种金属材料的镗削操作,包括但不限于铁、铜、铝、不锈钢等。
四、主要部件及功能1. 刀杆:用于支撑刀具,并通过夹持装置将刀具固定在刀杆上。
2. 刀具:用于切削金属材料,根据加工需求选择不同类型和规格的刀具。
3. 主轴:将动力传递至刀具上,用于带动刀具旋转。
4. 调节螺旋:用于调节镗削深度,控制加工尺寸精度。
5. 进给手轮:用于调整刀具的进给速度。
6. 控制面板:用于控制精镗刀的开关、速度等参数。
五、操作方法1. 使用前准备:a. 将精镗刀放置在平稳的工作台上,并将其固定。
b. 检查刀具是否安装正确,固定可靠。
c. 检查各个部位是否松动,如有松动请紧固好。
d. 根据加工需要,选择合适的刀具,并检查其状态是否良好。
2. 开机操作:a. 接通电源,打开精镗刀的电源开关。
b. 调节转速:通过控制面板上的转速按钮,调节精镗刀的转速,根据加工需求选择合适的转速。
c. 调节进给速度:通过进给手轮,调节刀具的进给速度,控制镗削的进给量。
d. 进行加工:将工件放置在工作台上,调节刀具位置和深度,进行正常的镗削工作。
3. 关机操作:a. 先停止刀具的转动,等待刀具彻底停止运转。
b. 关闭精镗刀的电源开关,切断电源供应。
c. 清理工作台和精镗刀,确保无异物残留。
微调精镗刀(刀杆式)使用说明书
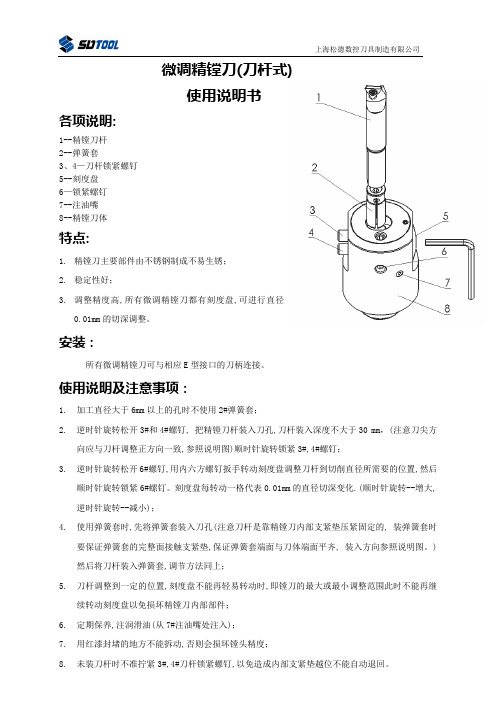
微调精镗刀(刀杆式)使用说明书各项说明:1--精镗刀杆2--弹簧套3、4—刀杆锁紧螺钉5--刻度盘6—锁紧螺钉7--注油嘴8--精镗刀体特点:1.精镗刀主要部件由不锈钢制成不易生锈;2.稳定性好;3.调整精度高,所有微调精镗刀都有刻度盘,可进行直径0.01mm的切深调整。
安装:所有微调精镗刀可与相应E型接口的刀柄连接。
使用说明及注意事项:1.加工直径大于6mm以上的孔时不使用2#弹簧套;2.逆时针旋转松开3#和4#螺钉, 把精镗刀杆装入刀孔,刀杆装入深度不大于30 mm,(注意刀尖方向应与刀杆调整正方向一致,参照说明图)顺时针旋转锁紧3#,4#螺钉;3.逆时针旋转松开6#螺钉,用内六方螺钉扳手转动刻度盘调整刀杆到切削直径所需要的位置,然后顺时针旋转锁紧6#螺钉。
刻度盘每转动一格代表0.01mm的直径切深变化.(顺时针旋转--增大,逆时针旋转--减小);4.使用弹簧套时,先将弹簧套装入刀孔(注意刀杆是靠精镗刀内部支紧垫压紧固定的,装弹簧套时要保证弹簧套的完整面接触支紧垫,保证弹簧套端面与刀体端面平齐,装入方向参照说明图。
)然后将刀杆装入弹簧套,调节方法同上;5.刀杆调整到一定的位置,刻度盘不能再轻易转动时,即镗刀的最大或最小调整范围此时不能再继续转动刻度盘以免损坏精镗刀内部部件;6.定期保养,注润滑油(从7#注油嘴处注入);7.用红漆封堵的地方不能拆动,否则会损坏镗头精度;8.未装刀杆时不准拧紧3#,4#刀杆锁紧螺钉,以免造成内部支紧垫越位不能自动退回。
刀具调整过程:精镗刀体装精镗刀杆松开锁紧螺钉微调刻度盘锁紧螺钉锁紧红色封胶地方不能拆动黄色注油嘴处要定期注油保养。
精镗刀使用说明书

精镗刀使用说明书一、产品概述精镗刀是一种用于加工孔内表面的工具,广泛应用于机械制造、汽车制造、航空航天等领域。
本说明书将为您介绍精镗刀的使用方法、操作注意事项以及保养维护等内容。
二、使用方法1. 安装精镗刀a. 将精镗刀插入主轴孔,确保与主轴平行,并旋紧刀柄螺母。
b. 调整精镗刀的刀具位置,使其达到所需加工孔径的要求。
c. 使用工具将精镗刀扣紧,确保刀具与精镗刀整体稳固连接。
2. 调整切削速度a. 根据材料的硬度和加工情况,选择适当的切削速度。
b. 切削速度过慢会导致切屑堆积,影响加工质量;切削速度过快则容易造成刀具磨损加剧。
c. 在加工过程中,如发现切削速度不适宜,可适时调整以提高加工效果。
3. 进行精镗切削a. 确保工件和精镗刀之间的配合良好,避免出现松动或过紧的情况。
b. 保持稳定的切削压力,以确保刀具能够顺利进行切削。
c. 进行切削时,切削力应均匀分布,避免局部过大导致工件变形或刀具损坏。
4. 注意事项a. 在进行精镗切削时,应佩戴防护眼镜和手套,以防切削过程中产生的切屑对人身造成伤害。
b. 精镗切削过程中应保持工作环境整洁,及时清除切削产生的切屑,以免影响加工质量。
c. 使用精镗刀时,应注意防范电动机过热和电路故障,及时进行维修保养。
三、保养维护1. 定期清洗a. 使用完毕后,应将精镗刀放置于清洁干燥的地方,避免沾染灰尘或水分。
b. 使用软布擦拭刀具表面,去除切削过程中产生的痕迹和油污等。
2. 刀具磨损检查a. 定期检查精镗刀的刀具磨损情况,如发现磨损过大,应及时更换刀具。
b. 刀具磨损对加工质量和效率有较大影响,因此需要保持刀具的锋利度。
3. 刀具存放a. 将精镗刀放置于干燥的工具箱中,避免受潮或变形。
b. 刀具之间应保持间隔,避免相互碰撞和划伤。
4. 注意安全a. 精镗刀属于尖锐工具,使用时应注意安全,避免刀具误伤人体。
b. 小心操作,避免过度使用力量,以免造成刀具损坏。
四、故障排除以下列举了一些常见的精镗刀故障及解决方法:a. 切削效果不佳:检查刀具是否磨损严重,需要更换;切削速度是否合适,需适当调整。
孔加工用——单刃微调精镗刀,精密孔加工利器
孔加工用——单刃微调精镗刀,精密孔加工利器
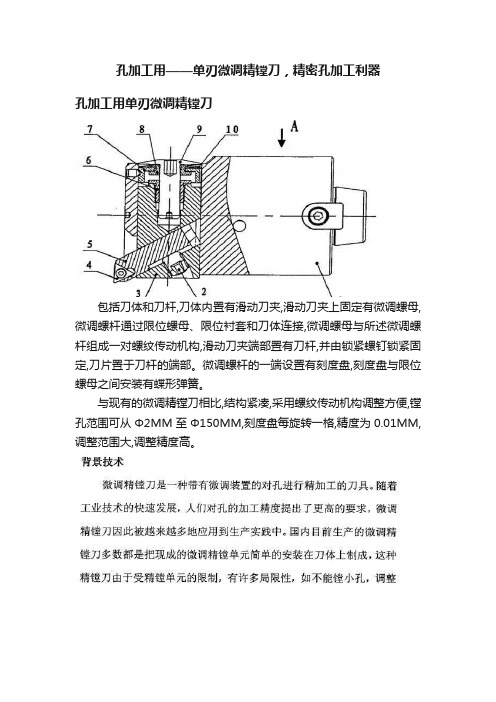
孔加工用单刃微调精镗刀
包括刀体和刀杆,刀体内置有滑动刀夹,滑动刀夹上固定有微调螺母,微调螺杆通过限位螺母、限位衬套和刀体连接,微调螺母与所述微调螺杆组成一对螺纹传动机构,滑动刀夹端部置有刀杆,并由锁紧螺钉锁紧固定,刀片置于刀杆的端部。
微调螺杆的一端设置有刻度盘,刻度盘与限位螺母之间安装有蝶形弹簧。
与现有的微调精镗刀相比,结构紧凑,采用螺纹传动机构调整方便,镗孔范围可从Φ2MM至Φ150MM,刻度盘每旋转一格,精度为0.01MM,调整范围大,调整精度高。
微调精镗刀的使用方法与日常保养注意事项
微调精镗刀的使用方法与日常保养注意事项一:微调精镗刀的使用方法1.加工前的检查事项1.1加工前应先观察刀片的使用程度,若刀片需要更换则应注意旧刀片更换前刀尖部分已经磨损,更换新刀片后镗孔比之前要大,加工人员应根据刀片磨损程度进行调刀。
1.2微调镗刀在使用前应先观察镗刀头后的拧紧螺栓是否紧固,若不紧固或紧固不牢靠会导致加工中出现孔前后大小不一致,表面粗糙度不好等现象。
2.加工中调刀的方法2.1开始加工时应先根据底孔(一般预留0.1-0.3mm)进行小幅度试刀,用量具检测后根据试刀结果进行微调。
2.2调试精镗刀时应先把镗刀头后的紧固螺栓拧松,为了更好的调整精度,不要让紧固螺栓很松,一般情况下拧松1-2圈即可。
然后按照刀体上的刻度按顺时针拨动镗刀头的刻度盘,这里要注意每一拧一个刻度标示镗刀直径会增大0.02mm。
在调整尺寸时应注意精镗刀头与刻度盘之间存在间隙,应先向相反方向拧一圈后在回正,然后根据试刀直径调到需要的尺寸,要注意的是孔本身有公差,在调刀时应把范围控制在孔公差的中间部分或公差下限,这样可以避免精镗刀出现不稳定时保证孔的加工尺寸。
3.加工后的存放精镗刀使用完后应用抹布擦拭干净后放在刀具橱内,刀身不能残留切割液,以免镗刀头生锈后影响微调精度。
二.微调精镗刀的日常保养注意事项1.安装、拆卸镗刀头注意事项1.1安装镗刀头时应先检查精镗刀柄的刀方孔有没有灰尘、污垢、锈迹。
如若有则应该将刀方孔清理干净后在安装镗刀头。
1.2安装镗刀头前应先检查镗刀头有没有破损的痕迹,表面外螺纹是否完整、干净,用手拨动刻度盘是否有阻塞感,能不能将刻度盘拧至最底部。
若上面的条件有一项不符合要求,则应更换镗刀头。
1.3在擦拭镗刀头时严禁使用棉纱,防止棉纱上掉落的细毛残留在镗刀头外螺纹上,影响其精度。
1.4在拆卸镗刀头时应先把后面的紧固螺栓拧下,把垫片取下后,抓住镗刀头刀片安装部分慢慢将其取出,严禁对镗刀头进行生拉硬拽,也不能使用尖锐物品进行敲击,若镗刀头不容易取下时可以不先将紧固螺栓取下,然后慢慢敲击紧固螺栓,直到镗刀头松动后再将紧固螺栓取下,然后在取下镗刀头。
镗刀的使用方法 -回复
镗刀的使用方法-回复镗刀是一种用于加工孔径较大、深度较长的零件的加工工具,广泛应用于机械制造、模具制造等领域。
本文将为大家介绍镗刀的使用方法,并详细解析每个步骤。
第一步,准备工作在使用镗刀之前,需要先进行准备工作。
首先,选择合适的镗刀,并仔细检查刀具是否完好无损,尤其是刀具的螺纹和刀片的固定部分。
其次,选择适当的切削液,并将其倒入切削液槽中。
最后,确保加工设备工作台的振动、刀座的固定等各项参数正常。
第二步,安装镗刀1. 将镗刀插入镗刀杆的夹持孔中,注意镗刀的刀片朝内,刀片与镗刀杆的夹持孔紧密接触。
2. 用扳手旋紧夹持法兰,确保镗刀固定牢靠。
3. 确定镗刀的位置,根据加工需要调整夹持法兰的位置。
第三步,调整切削参数在进行切削之前,需要根据加工要求和加工材料的硬度等因素,调整切削参数,例如切削速度、进给量、切削深度等。
可根据材料手册或经验数据进行参考,也可以通过试切来确定最佳参数。
第四步,定位半径使用表径规或千分尺等测量工具,对待加工零件进行测量。
根据实际测量结果,确定加工的孔径尺寸,并在加工前在工件上标出中心点。
第五步,加工孔径1. 将待加工工件放置在加工平台上,并用夹具进行固定。
2. 将镗刀装入刀座,然后将刀座固定在加工设备的主轴上。
3. 开机前,先保证切削液正常流动,并漂洗工件和刀具。
然后,将镗刀移至工件上方,通过手动或自动控制将镗刀调至待加工孔径的中心点。
4. 启动设备,开始加工孔径。
根据预先设定的切削参数,平稳运行刀座,待加工孔径逐渐成形。
5. 在加工过程中,要随时监测刀片与工件的接触情况,保证切削质量。
第六步,清理加工完成后,关闭设备,清理加工区域和刀具。
使用清洁剂清洗刀具,并确保其完好无损。
同时,清理加工过程中产生的切削液及切屑等。
第七步,检查和测量使用合适的工具对加工后的孔径进行检查和测量。
首先,用丝锥或内螺纹规检查孔径的内部质量。
然后,使用专业测量工具如千分尺或卡尺等,对孔径的尺寸、粗糙度等参数进行测量。
粗镗刀调刀规范

粗镗刀调刀规范
如上图:滑块类的粗镗刀、半精镗刀调刀方法通用。
步骤2:①将镗刀放要在对刀测量仪上,对准刀片刃尖;
②往复旋转刀杆;
③观看对刀仪屏幕,直径到最大值停下(X轴数值)。
步骤3:顺时针扭,则直径变大;逆时针扭,则直径变小。
:镗刀调整不宜用力过猛
镗刀调整不宜用力过猛,
,一边看对刀仪数值一边微
一边看对刀仪数值一边微调
调
如要调小直径则必须将直径调小超过理论值再调大
如要调小直径则必须将直径调小超过理论值再调大。
步骤4:调整后在对刀测量仪上旋转刀杆核对直径值,若直径符合要求则稍用力锁紧滑块螺钉,若不符合要求则重复步骤步骤3。
步骤5:重复步骤步骤3、4调整另一边。
步骤6:调好两刀刃直径后,在装刀架上用力锁紧滑块螺
钉步骤7:重新上对刀测量仪上测量直径。
若符合要求则可使用,
若不符合要求则重新按操作规程重新调刀。
FBH精密镗头说明书

FBHFBH Micro Boring Tools - Characteristics FBH 极细微调精镗刀特别介绍■真正微米级超精密镗头,可调单位精度为直径0.002mm 。
■每款镗头本体可搭配精镗刀片座,精镗刀杆或反镗刀片座,以满足不同加工形态。
■刀片座刀片安装为3度切入角,在盲孔加工时可有效清角。
■刀片座与本体采用齿状贴合大大提高了镗头的刚性与加工性能。
■DCK-FBH 精密镗头均具备内冷却功能,可有较提高表面粗糙度,延长刀片使用寿命。
■Adjustment precision 0.002 mm on diameter.■One boring body with insert holder or boring bar can be for boring and back boring.■Standard insert holder for inserts with lead angle 3°, for a better working performance during blind hole boring.■The extensive area serrated with connection between insert holder and tool body provides higher tool rigidity and working performance.■All DCK-FBH ne boring tools are with internal cooling design, which increases the surface nish and inserts tool life.反镗加工需满足条件:C (D+d)/2D :反镗加工孔直径 d: 镗头本体直径 C :最小过孔直径In order to check the feasibility of the back boring operation and to select the best possible tool combination, these values can be calculated as follows:C (D+d )/2C: Minimum entry bore diameter D: Back bore diameter d: Diameter of tool bodyFBH Back Boring Instructions FBH 极细微调精镗刀反镗说明FBHFBHFBH Micro-boring BodyFBH 极细微调精镗刀-精镗刀本体型号Speci cation BM6BM7重量Weight0.100.311418d 11Fr ont 11Rear MA BoltBMMB Bolt4353L DCK2-FBH25DCK3-FBH32---d 12532E050U160-DE050U160-DE050U160-DFBH Micro Back-boring Tool FBH 极细微调精镗反镗刀DCK6DCK5DCK2DCK3DCK4型号Speci cation1.500.130.300.501.00DCK2-FBH25-MK DCK3-FBH32-MK DCK4-FBH40-MK DCK5-FBH50-BMK DCK6-FBH63-BMKA 29-3836-5248-6857-8070-110Boring range镗孔范围4453.553.56363L 22532405064d 1重量WeightMRTP2938MRTP3652MRTP4868MRTP5780MRTP70110精镗刀座Insert holderAdapter size组合刀柄.002m mM040U050-D M040U060-D M050U080-D M060U080-D M060U120-D T02T02T025T03T03微调锁紧螺钉T型扳手Adjusting screwWrench.002m m型号 1.700.150.330.531.02DCK2-FBH25-M DCK3-FBH32-M DCK4-FBH40-M DCK5-FBH50-BM ML TP2938M040U050-D M040U060-D M050U080-D M060U080-D T02T02T025T03ML TP3652ML TP4868ML TP5780ML TP70110精镗刀座T型扳手29-3836-5248-6857-8070-110镗孔范围5565658282L 125d 132405064重量Weight组合刀柄DCK6DCK5DCK2DCK3DCK4WrenchFBH Micro-boring Tool FBH 极细微调精镗刀1606-21DR 1608-281610-351612-421614-501616-601620-65重量Weight0.040.040.050.060.080.110.16刀片螺钉旗形扳手刀片InsertBoring body Boring range 镗孔范围组合镗头WBGT0601..L TBGT0601..L TBGT0601..L TPGH0902..L TPGH0902..L TPGH0902..L TPGH1103..L 6-98-1110-1312-1514-1716-2020-24DCK5-FBH50DCK6-FBH63DCK6-FBH80L 221283542506065L 16563637378.58892型号Speci cationM020W040M020W040M020W040M025W060M025W060M025W060M030W070Q06Q06Q06Q08Q08Q08Q08Insert screwWrenchFBH Micro-boring Bar FBH 精镗刀杆2938MLTP 3652486857800.010.020.030.090.1429-3836-5248-6857-8070-11027354354661113132020TPGH0902..L TPGH0902..L TPGH0902..L TPGH1103..L TPGH1103..L 重量Weight刀片InsertBoring body刀片螺钉旗形扳手Boring range镗孔范围组合镗头fh型号Speci cationDCK2-FBH25DCK3-FBH32DCK4-FBH40DCK5-FBH50DCK6-FBH63M025W050M025W060M025W060M030W070M030W070Q08Q08Q08Q08Q08Insert screwWrenchInsert Holder For FBH Boring Tool FBH 精镗刀片座111111151527354354660.010.020.030.080.1229-3836-5248-6857-8070-110TPGH0902..R TPGH0902..R TPGH0902..R TPGH1103..R TPGH1103..R 重量Weight刀片螺钉旗形扳手刀片InsertBoring bodyBoring range镗孔范围组合镗头fa型号Speci cationha 2938MRTP 365248685780610121416DCK2-FBH25DCK3-FBH32DCK4-FBH40DCK5-FBH50DCK6-FBH63M025W050M025W060M025W060M030W070M030W070Q08Q08Q08Q08Q08Insert screwWrenchInserts Holder For FBH Back-boring Tool FBH 精镗反镗刀片座L 型扳手Wrench L04L04L04Φ80.050808-428-9.242DCK3-FBH32P Micro- nishing Boring KitDCK3-FBH32P极细微调精镗孔系统Vernier Scale0.050808-428-9.242Φ60.020606-326-7.232型号FBHFBH型号Speci cationBST-Extention bridge Boring range镗孔范围横向滑块Micro-Finishing boring system大孔径精镗系统组合Boring adapter镗头刀柄Boring body大孔径精镗孔刀本体Balance weight平衡座Insert holder精镗孔刀座重量WeightDCK6-FBH80 Micro- nishing Boring Tool DCK6-FBH80极细微调精镗孔系统FBH Large Diameter Boring T ool FBH 大径极细微调精镗头DST型号Speci cation25Mobile移动量10Micro mobile微调量BoltMA Wrench扳手重量Weight型号Speci cationMRTP7011066L0816awTPGH1103R Mobile移动量e15wkScrew 螺钉Insert 刀片Wrench扳手重量Weight型号Speci cationMLTP701106620w移动量eTPGS1103L MobileScrew 螺钉Insert 刀片L08Wrench扳手重量Weight型号200DST-300400D66116166180280380L 261111161L 13.405.407.40重量Weight型号Speci cationDL 2600DST-700266316580680L 126131111.4013.40重量Weight0.101515DST Extension Bridge DST 横向滑块DSJ Boring Body, DSP Balance Weight DSJ精镗刀本体+DSP 平衡座Insert Holder For FBH Boring Tool FBH 精镗刀片座Insert Holder For FBH Back-boring Head FBH 精镗反镗刀片座CBH仅用一根六角扳手One hex wrench■依靠30度锥形螺丝,把紧固力转换成轴向拉力,使镗刀端面与本体端面贴紧。
镗刀调整方法
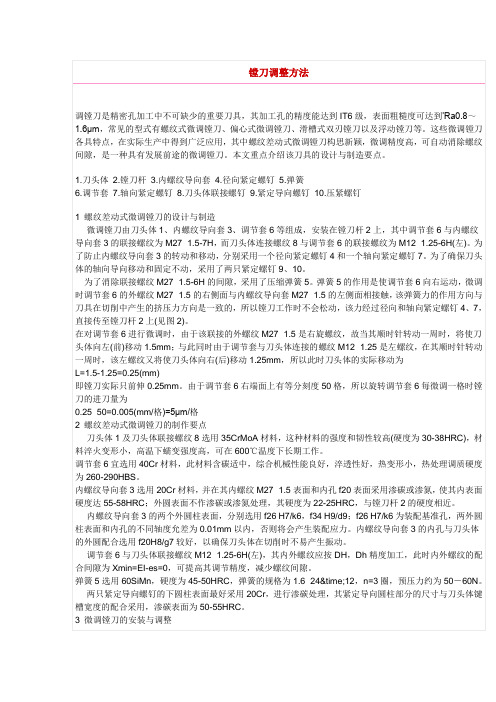
经生产实践证明,螺距差动式微调镗刀微调精度高,操作简单方便,工作稳定性好,加工时不易振动,能自动消除M27×1.5螺纹的间隙;同时,该微调镗刀的刀头体采用可转位刀片,容易拆装更换,可广泛用于坐标镗床和数控机床上的精密孔加工。该微调镗刀调节范围小,为适应大孔的加工,可通过改变刀头体1的不同长度以扩大调节范围。
1.刀头体2.镗刀杆3.内螺纹导向套4.径向紧定螺钉5.弹簧
6.调节套7.轴向紧定螺钉8.刀头体联接螺钉9.紧定导向螺钉0.压紧螺钉
1螺纹差动式微调镗刀的设计与制造
微调镗刀由刀头体1、内螺纹导向套3、调节套6等组成,安装在镗刀杆2上,其中调节套6与内螺纹导向套3的联接螺纹为M27×1.5-7H,而刀头体连接螺纹8与调节套6的联接螺纹为M12×1.25-6H(左)。为了防止内螺纹导向套3的转动和移动,分别采用一个径向紧定螺钉4和一个轴向紧定螺钉7。为了确保刀头体的轴向导向移动和固定不动,采用了两只紧定螺钉9、10。
拧出两个紧定导向螺钉、装入弹簧5和调节套6,使弹簧压缩约10mm,基本上达到规定的预压力;固定调节套6使其不转动,拧入刀头体和刀头体联接螺纹8的组合件,使M12×1.25螺纹进入深度约)扣螺纹,再对正刀头体上的键槽与紧定导向螺钉孔的方位拧入两个紧定导向螺钉9、10,使刀头体1不转动,镗刀即全部装配完毕。
内螺纹导向套3的两个外圆柱表面,分别选用f26 H7/k6,f34 H9/d9;f26 H7/k6为装配基准孔,两外圆柱表面和内孔的不同轴度允差为0.01mm以内,否则将会产生装配应力。内螺纹导向套3的内孔与刀头体的外圆配合选用f20H8/g7较好,以确保刀头体在切削时不易产生振动。
镗刀的使用方法
镗刀是一种用于加工内孔的切削工具。
下面是一般的镗刀使用方法:
1. 选择合适的镗刀:根据工件的尺寸、材质和加工要求,选择合适的镗刀。
确保镗刀的直径、长度和切削角度等参数符合要求。
2. 安装镗刀:将镗刀装入镗刀夹具或镗刀刀柄中,并使用扳手或其他工具固定好。
确保镗刀安装牢固,不会松动或旋转。
3. 调整切削条件:根据加工要求,调整切削条件,包括切削速度、进给量和切削深度等。
这些参数的选择应根据工件材料和加工精度要求等因素进行调整。
4. 定位工件:将需要加工的工件安装在工作台或夹具上,并进行合适的定位和夹紧,以确保工件的稳定性和准确性。
5. 进行切削操作:启动加工设备,使切削刀具旋转。
缓慢将切削刀具引入工件内孔,控制好切削速度和进给量,确保切削过程平稳进行。
根据需要,可以进行多次切削来达到所需的加工尺寸和表面质量。
6. 清理和检查:在加工完成后,及时清理工件和刀具上的切屑和冷却液。
检查加工结果,确保尺寸和表面质量符合要求。
7. 维护保养:在使用完镗刀后,及时清洁并储存好。
必要时,对镗刀进行磨削或更换刀片,以保持其良好的切削性能。
请注意,镗刀的使用需要经验和技巧,初次使用时建议在专业人员的指导下进行操作。
并且,在进行任何机械加工操作之前,请务必遵守相关的安全操作规程,并佩戴适当的个人防护装备。
精镗刀调尺寸操作流程
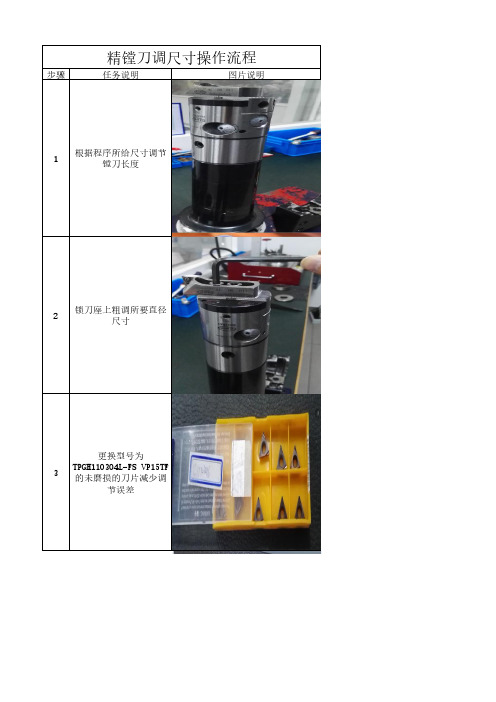
精镗刀调尺寸操作流程
步骤任务说明
图片说明1根据程序所给尺寸调节
镗刀长度
2锁刀座上粗调所要直径
尺寸
3更换型号为TPGH110304L-FS VP15TF
的未磨损的刀片减少调
节误差
4用专用擦拭纸擦拭对刀仪换径套减少精度误差
5用专用擦拭纸擦拭刀柄减少精度误差
6移动对刀仪测量头
7对准所须测量位置
8拧松精镗刀上LOCK螺丝
9在对刀仪上选择对应换
径套(1)
10
依次选择好切削刃形状(57),测量模式(预
调),轮廓上的切削刃
(1)
11点击F5开始测量
12根据对刀仪小屏幕调节
所需尺寸
13一小格为0.002mm,一大圈为0.10mm
14调好后锁紧LOCK螺丝
15最后选择测量模式(测
量n-c)复测看有无偏差。
微调镗刀原理
微调镗刀原理
微调镗刀是一种常见的金属加工工具,它可以用来加工各种形状和尺寸的孔。
在进行微调镗刀加工时,我们需要了解其原理和操作方法,以确保加工效果和加工质量。
下面将详细介绍微调镗刀的原理及其操作方法。
首先,微调镗刀的原理是利用旋转刀具在工件上切削出所需的孔。
微调镗刀通常由刀杆、刀头和切削刃组成。
刀杆是用来固定刀头的部件,刀头上有切削刃,通过旋转刀头,切削刃在工件上切削出孔。
微调镗刀的刀头可以根据加工需要进行微小的调整,以便获得更精准的加工效果。
其次,微调镗刀的操作方法需要注意以下几点。
首先,要选择合适的切削刃和切削参数,根据工件材料和加工要求来确定切削速度、进给量和切削深度。
其次,要保持微调镗刀和工件的稳定性,避免刀具和工件之间的振动和松动,以确保加工精度。
最后,要及时清洁和保养微调镗刀,保持刀具的锋利度和耐磨性,延长使用寿命。
在实际操作中,需要根据具体加工要求来选择合适的微调镗刀
和加工方法。
例如,对于精密孔加工,可以选择具有微调功能的镗刀,通过微小的调整来获得更精准的加工尺寸。
对于大孔加工,可
以选择大直径的微调镗刀,通过合理的切削参数和切削方式来提高
加工效率和加工质量。
总之,微调镗刀是一种常用的金属加工工具,掌握其原理和操
作方法对于提高加工效率和加工质量非常重要。
在实际应用中,需
要根据具体加工要求来选择合适的微调镗刀和加工方法,以确保加
工效果和加工质量。
同时,及时清洁和保养微调镗刀也是保证其正
常使用和延长使用寿命的关键。
希望本文对您有所帮助,谢谢阅读!。
镗床田方杆形微调镗刀块
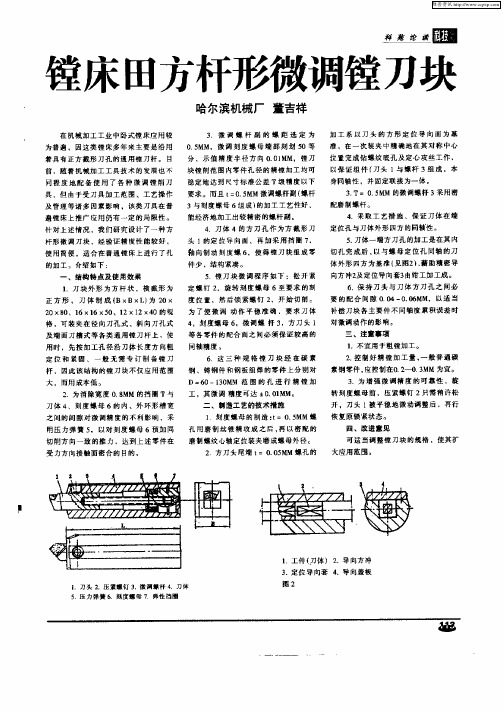
5 .镗刀块微 调程序 如下 :松 开紧 定螺钉 2 ,旋转刘度螺母 6至要 求的刻
度 位 置 ,然 后 锁 紧螺 钉 2 ,开 始 切 削 。 为 了 使 微 调 动 作 平 稳 准 确 ,要 求 刀 体 4 .刻 度螺 母 6 ,微 调 螺 杆 3 ,方 刀 头 l 等 各 零 件 的 配 合 面 之 间 必 须保 证 较 高 的 同 轴精 度 。
3 .为增强微 调精度 的可靠性 ,旋
转 刻 度螺 母前 ,压 紧螺 钉 2只 需 稍 许松 开 .刀 头 1被平 稳 地 微 动调 整 后 ,再行 恢 复原 镇 紧 状态 。 四 、改 进意 见 可 适 当 调 整 镗 刀 块 的规 格 ,使 其 扩 大应用 范 围 。 := 0 5 t . MM 螺 孔 用 磨 制 丝 锥 精 攻 成 之 后 , 以密 配 的 再 磨 制螺 纹 心 轴定 位 装 夹磨 成 螺 母外 径 。 2 方 刀 头 尾 端 t . 5 M 螺 孔 的 =0 0 M
三三三三
I 刀头 2 .压 譬 螺钉 3 .微 调螺 杆 4 刀悻
及管理等诸 多因素影响,该类刀具在普
遗 镗 床 上 推 广 应 用 仍有 一 定 的局 限性 。
针对上述情况 ,我们研究 设计 了一种方
杆 形 微 调 刀 块 ,经 验证 精 度性 能 较 好 , 使 用 简便 ,适 合 在 普 通 镗 床 上进 行 了孔 的加 工 介 绍如 下 :
1 工 件 { 体 ) 2 导 向方 冲 刀 .
4 3 .定 位导 向套 .导 向盖 板
图2
5 压 力 弹簧 6 鳓 度 螺母 7 弹性 挡圈
向方冲2 及定位导向套3 由钳工加工成。
6 .保 持 刀 头 与 刀 体 方 刀 孔 之 间 必 要 的 配 合 间 隙 0 0 0 0 MM, 以适 当 .4— .6 补 偿 刀 块 各 主 要 件 不 同轴度 累 积误 差 时 对 微 调 动作 的 影 响 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
微调精镗刀(刀杆式)
使用说明书
各项说明:
1--精镗刀杆
2--弹簧套
3、4—刀杆锁紧螺钉
5--刻度盘
6—锁紧螺钉
7--注油嘴
8--精镗刀体
特点:
1.精镗刀主要部件由不锈钢制成不易生锈;
2.稳定性好;
3.调整精度高,所有微调精镗刀都有刻度盘,可进行直径
0.01mm的切深调整。
安装:
所有微调精镗刀可与相应E型接口的刀柄连接。
使用说明及注意事项:
1.加工直径大于6mm以上的孔时不使用2#弹簧套;
2.逆时针旋转松开3#和4#螺钉, 把精镗刀杆装入刀孔,刀杆装入深度不大于30 mm,(注意刀尖方
向应与刀杆调整正方向一致,参照说明图)顺时针旋转锁紧3#,4#螺钉;
3.逆时针旋转松开6#螺钉,用内六方螺钉扳手转动刻度盘调整刀杆到切削直径所需要的位置,然后
顺时针旋转锁紧6#螺钉。
刻度盘每转动一格代表0.01mm的直径切深变化.(顺时针旋转--增大,逆时针旋转--减小);
4.使用弹簧套时,先将弹簧套装入刀孔(注意刀杆是靠精镗刀内部支紧垫压紧固定的,装弹簧套时
要保证弹簧套的完整面接触支紧垫,保证弹簧套端面与刀体端面平齐,装入方向参照说明图。
)然后将刀杆装入弹簧套,调节方法同上;
5.刀杆调整到一定的位置,刻度盘不能再轻易转动时,即镗刀的最大或最小调整范围此时不能再继
续转动刻度盘以免损坏精镗刀内部部件;
6.定期保养,注润滑油(从7#注油嘴处注入);
7.用红漆封堵的地方不能拆动,否则会损坏镗头精度;
8.未装刀杆时不准拧紧3#,4#刀杆锁紧螺钉,以免造成内部支紧垫越位不能自动退回。
刀具调整过程:
精镗刀体装精镗刀杆
松开锁紧螺钉微调刻度盘
锁紧螺钉锁紧红色封胶地方不能拆动
黄色注油嘴处要定期注油保养。