11 工装、设备、检具(明细表)
5S图例集(PPT 73张)

30
6. 工具箱
31
• 表面清洁、无灰尘、无油污、无杂物 • 放置在定置范围内
• 摆放整齐,易取、易用、易于维修维护
• 物品与相关区域清单符合 • 设备完好,维修维护及时
32
以影印图,颜色,记号,标志等方法放置工具、检具
33
以影印图,颜色,记号,标志等方法放置工具、检具
34
以影印图,颜色,记号,标志等方法放置工具、检具
5
红色使用区域
• 灭火机箱 • 50mm 红色胶带 实心线
6
红色使用区域
• 消火拴
• 50mm红色胶带 实心线 • 开门处1M内无障碍物,25cm 为一格分成四格
7
红色使用区域
• 禁止通行 • 50mm红色胶带 实心线
8
红色使用区域
• 工位操作区域:起始和结束位置
工位开始和结束位置
工位70%位置
55
仓库入口
入口编号 仓库位置
人行通道标识
警示
开启方向
人员通行许可
56
定置定位
地面和 墙上均 标明存 放物料 相关信 息
57
特殊区域
58
目视墙
仓库 相关 安全 规定 各附 属设 备的 TPM 维护 要求
仓库布置图规定了仓库内所 有物料的放置要求
FIFO 规定 了先 进先 出的 具体 要求
SOS、JIS规定了仓库内的所有相关标准化操作
18
2. 工位器具
19
工位器具5S要求
• 工位器具上无 灰尘、油污、 垃圾等
20
工位器具5S要求
• 工位器具上存放的 零件与工位器具需 吻合 • 现场有工位器具损 坏需及时报修(或 负责修理部门需及 时给予修理) • 工位器具上存放的 零件数与工位器具 设计存放零件数符 合
公司工装、模具、夹具、检具管理办法
公司工装、模具、夹具、检具管理办法公司工装、模具、夹具、检具管理办法第一章总则第一条为规范公司工装、模具、夹具、检具的管理,提高管理水平,确保生产的顺利进行,特制定本管理办法。
第二条公司工装、模具、夹具、检具的管理适用于公司所有工装、模具、夹具、检具的使用、购置、保养、报废等活动。
第三条工装、模具、夹具、检具在公司生产中的使用需经过权限管理,有明确责任人进行具体操作。
第四条具体的工装、模具、夹具、检具管理操作以相关操作规程为准,本管理办法为指导性文件。
第五条公司要做好相关的档案管理工作,包括工装、模具、夹具、检具的购置档案、保养档案、维修档案和报废档案等。
第六条公司要定期组织对工装、模具、夹具、检具的使用进行检查和评估,及时发现问题并解决。
第二章工装管理第七条公司工装的管理应围绕着工装的使用、保养、维修和新品开发等方面展开。
第八条公司应设立专门的工装管理岗位,负责对所有工装的购置、使用、保养和维修等工作进行统一管理。
第九条工装的使用应具备明确责任人和相关权限,使用人员需按要求正确使用工装,做到爱护维护。
第十条工装的保养和维修工作需定期进行,并建立相应的记录,用于分析工装使用情况和预测维修需求。
第十一条工装的报废需经过审核,报废的工装需要进行登记和安全销毁。
第三章模具管理第十二条公司模具的管理应围绕着模具的使用、保养、维修和开发等方面展开。
第十三条公司应设立专门的模具管理岗位,负责对所有模具的购置、使用、保养和维修等工作进行统一管理。
第十四条模具的使用应具备明确责任人和相关权限,使用人员需按要求正确使用模具,并定期清洁和保养。
第十五条模具的保养和维修工作需定期进行,维修记录需详细,并建立模具维修档案。
第十六条模具的新品开发需按照公司的研发流程进行,并建立相应的档案和评估报告。
第十七条模具的报废需经过审核,报废的模具需要进行登记和安全销毁。
第四章夹具管理第十八条公司夹具的管理应围绕着夹具的使用、保养和维修等方面展开。
工装(检具)验收标准191105

安徽省锦瑞汽车部件有限公司1.目的制定此标准是为了细化工装(检具)验收过程,为了进一步规范公司工装的开发及使用管理,确保工装在产品生产加工过程中保证产品质量的同时,能顺畅使用并满足使用寿命要求,特制订本标准。
2适用范围本标准适用于安徽锦瑞汽车部件有限公司所有产品在加工生产过程中,所使用的外购或外协来的工装,设备,检具等工艺装备验收阶段的参照标准及要求。
3.术语和定义3.1工装:企业制造产品时所用的模具、夹具、检具、辅具、量具、刀具等的总称,在本标准中特指工装、夹具、检具。
3.2外购工装:是指工装设计和制造均委外,我司只负责验收符合产品要求的合格工装。
3.3外协工装:是指自制工装的部分加工工序委外加工或由我司负责工装设计,委外单位根据图纸资料制造,我司根据设计资料验收的工装。
4、总体主要技术要求4.1公司所有的工装在设计、制作过程中必须遵守“保证产品质量,使用操作安全,维护检验方便”的原则,确保设计科学、使用方便、质量保证,从而提升品质和提高生产效率。
4.2为方便公司工装的使用及存放管理,要求所有新开发工装必须进行编号。
工装编号由专门负责编号人员,按要求制定编号;供应商应按相关技术要求在相应位置编号,要求美观大方、清晰易辨认。
编号规则参考公司物料编码规则程序文件;4.3工装设计3d数据及2D图纸经公司相关人员评审后,方能投入制造,供应商在制造过程中如有修改,必须及时通知我司相关人员。
4.4工装、夹具、检具制造完毕后,必须使用我司指定的产品进行试验调整、验证,保证调试产品符合技术要求,且要求工装结构性能可靠且质量稳定,操作安全、方便、经济、合理。
4.5外购的工装(设备)必须与图纸相符,验收完毕后,供应商应将完整、正确无误的图档传给我司存档,以便后续查询使用、更改。
供应商所提供的图档要求包含非标准件的零件详图。
5、夹具主要技术要求5.1振动焊接工装的使用寿命为10万台样件。
5.2夹具设计应充分考虑操作方便和安全可靠、维护修理方便,应保证焊接装卸方便,使焊接件处于最佳焊接位置,并应防止机构压手和松开打手。
公司工装、模具、夹具、检具管理办法-公文写作

公司工装、模具、夹具、检具管理办法企业工作服、模貝、工装夹具、工装夹具管理条例提升企业各阶段工作服、模貝、工装夹具、工装夹具的管理方法,确保工模工装夹具、工装夹具的一切正常应用,保证生产制造顺利井然有序开展,避免工模貝等乱投、随意处理及丢失等造成的资产消耗,特制订本管理条例。
二、范畴适用市场销售开发公司、生产制造部、质管部、金工生产车间各阶段投制、应用的工作服、模貝、工装夹具、工装夹具的管理方法。
三、岗位职责1、开发设计科承担全新升级开发设计的成套设备工作服、模貝、工装夹具、工装夹具或继承商品需要的零星单件的投制及工程验收。
2、生产制造部承担全部工作服、模貝、工装夹具的应用、标志、存放、台账备案及盘点工作中(包含外企业投制的本企业应用的工模工装夹具,相同)。
3、质管部承担全部工装夹具的应用、标志、存放、台账备案及盘点工作中(包含外企业投制的本企业应用的工装夹具,相同)。
4、金工生产车间承担严苛依照工程图纸规定制做工作服、模貝、工装夹具、工装夹具及零星件,没经设计师容许不可随便变更工程图纸。
5、财务部承担对本企业投制的使用价值在一千元之上的工作服、模貝、工装夹具、工装夹具创建台账帐本开展管理方法,对外开放企业投制的全部工模工装夹具、工装夹具创建帐本开展管理方法。
四、程序流程(一)、台账创建1、生产制造部、质管一部分别对全部工作服、模貝、工装夹具及工装夹具创建台账,台账主要内容包含产品名字、编号、使用价值、付数、设计方案人、同用标志、交付使用日期、毁坏损毁日期、应用限期,对新制做的工作服、模貝、工装夹具、工装夹具应立即上帐,并将升级台账发送至在网上,便于各单位查看及掌握。
早期台账的健全工作中于三月十五日前进行。
2、财务部依据生产制造部、质管部健全的台账,创建企业使用价值在一千元之上的工作服、模貝、工装夹具、工装夹具的原始台账帐本。
该项工作中于三月二十日前进行。
增加工作服、模貝、工装夹具、工装夹具依据金工生产车间出示的“移交清单”上帐。
8.5.1.6 生产工装及制造、试验、检验工装和设备的管理-IATF16949条款解读

8 运行8.5生产服务提供8.5.1.6生产工装及制造、试验、检验工装和设备的管理组织应针对生产和服务材料和散装材料(如适用),为工具、量具的设计、制造和验证活动提供资源。
组织应建立并实施生产工装管理体系,不管归组织或顾客所有,其中包括:a)维护、维修设施与人员;b)存储与修复;c)工装准备;d)易损工具的工具更换方案;e)工具设计修改的文件,包括产品的工程变更等级;f)工具的修改和文件的修订;g)工具标识,例如:序列号或资产编号;状态,如生产、修理或废弃;所有权;以及位置。
组织应验证顾客拥有的工具、制造设备和试验/检验设备是在明显的位置永久标记的,以便能够确定工具或设备的所有权和用途。
如果任何工作被外包,组织应实施监视这些活动的系统。
8 Operation8. 5 Production and service provision8. 5.1.6 Management of production tooling andmanufacturing, test, inspection tooling andequipmentThe organization shall provide resources for tool and gauge design, fabrication, and verification activities for production and service materials and for bulk materials, as applicable.The organization shall establish and implement a system for production tooling management, whether owned by the organization or the customer,including:a)maintenance and repair facilities and personnel;b)storage and recovery;c)set-up;d)tool-change programmes for perishable tools;e)tool design modification documentation,including engineering change level of the product;f)tool modification and revision to documentation;g)Tool identification, such as serial or asset number; the status, such as production, repair or disposal; ownership;and location.The organization shall verify that customer-owned tools, manufacturing equipment, and test/inspection equipment arepermanently marked in a visible location so that the ownership and application of each item can be determined.The organization shall implement a system to monitor these activities if any work is outsourced.(1)工装主要包括模具、刀具、治具、夹具、检具。
设备模具检具清单
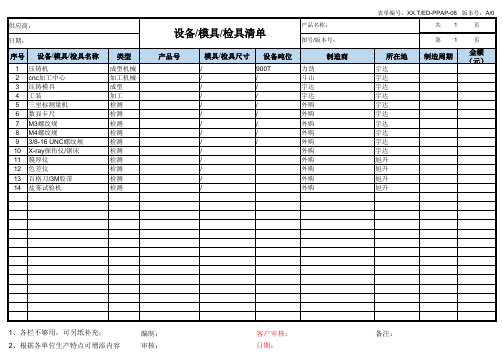
设备/模具/检具清单
产品名称; 图号/版本号:
产品号
模具/检具尺寸 设备吨位
/
900T
力劲
/
/
斗山
/
/
宇达
/
/
宇达
/
/
外购
/
/
外购
/
/
外购
/
/
外购
/
/
外购
/
外购
/
外购
/
外购
表单编号:XX.T/ED-PPAP-08 版本号:A/0
共1
页
所在地
宇达 宇达 宇达 宇达 宇达 宇达 宇达 宇达 宇达 宇达 旭升 旭升 旭升 旭升
供应商:
日期:
序号 设备/模具/检具名称
1 压铸机 2 cnc加工中心 3 压铸模具 4 工装 5 三坐标测量机 6 数显卡尺 7 M3螺纹规 8 M4螺纹规 9 3/8-16 UNC螺纹规 10 X-ray探伤仪/锯床 11 膜厚仪 12 色差仪 13 百格刀/3M胶带 14 盐雾试验机
类型
成型机械 加工机械 成型 加工 检测 检测 检测 检测 检测 检测 检测 检测 检测 检测
第1
制造周期
页
金额 (元)
1、各栏不够用,可另纸补充; 2、根据各单位生产特点可增添内容
编制: 审核:
客户审核: 日期:
备注:
工装检具清单(完整版)

台虎钳
4464组装工 装
4464组装工 装
安迈(山东) 安迈(山东) 安迈(山东)
— 自制 自制
安迈维修间 安迈维修间 安迈维修间
2014/6/15 2015/3/20 2015/3/20
2014/3/15 2014/4/15 2014/4/15 2014/10/15 2014/9/16 2014/3/15 2014/3/15 2014/3/15 2014/3/15 2014/9/6 2014/9/6 2014/9/16 2014/9/6 2014/9/16 2014/9/6 2014/9/6 2014/11/11 2014/6/15 2015/3/20 2015/3/20
9 检具 主要 YT009E-CF01 CF检具 500*500*1000 安迈(山东) 南京明乔 安迈生产车间 2014/3/15
10 检具 主要 YT010E-CF01 CF检具 420*340*250 安迈(山东) 南京明乔 安迈生产车间 2014/3/15
11 检具 主要 YT011E-CF01 12 检具 主要 YT013E-CF01 13 检具 主要 YT015E-CF01 14 检具 主要 YT017E-CF01 15 检具 主要 YT019E-CF01 16 检具 主要 YT021E-CF01
CF检具 CF检具 CF检具 CF检具 CF检具 CF检具
500*500*700 安迈(山东)
1600*1200*130 0
安迈(山东)
1300*400*1200 安迈(山东)
2600*1300*130 0
安迈(山东)
2600*1300*130 0
安迈(山东)
1200*800*1200 安迈(山东)
设备需求表
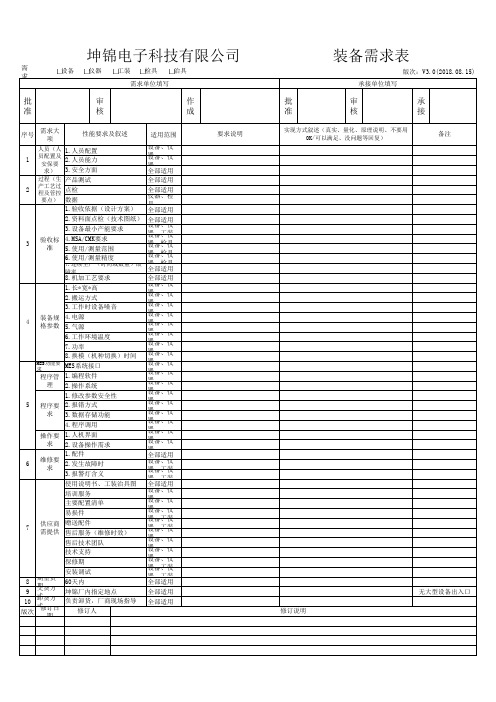
需求装备: 设备
仪器 工装 检具 治具 需求单位填写
装备需求表
版次:V3.0(2018.08.15) 承接单位填写
批 准
序号 需求大项
人员(人 员配置及 安保要 求) 过程(生 产工艺过 程及管控 要点)
审 核
性能要求及叙述 1.人员配置 2.人员能力 3.安全方面 产品测试 点检 数据 1.验收依据(设计方案) 适用范围
全部适用
设备、仪器 设备、仪器
设备、仪器、工装 设备、仪器、工装
7
设备、仪器 设备、仪器 设备、仪器
设备、仪器、工装 设备、仪器、工装
8 9
期望货期 60天内 交货方式 坤锦厂内指定地点
全部适用 全部适用 全部适用 修订说明 无大型设备出入口
10 卸货方式 负责卸货,厂商现场指导 修订人 版次 修订日期
MES功能要求MES系统接口
设备、仪器、检具 设备、仪器、检具 设备、仪器、检具
7.连续生产(时间或数量)故障率 全部适用
全部适用
设备、仪器 设备、仪器 设备、仪器 设备、仪器 设备、仪器 设备、仪器 设备、仪器 设备、仪器 设备、仪器 设备、仪器 设备、仪器 设备、仪器 设备、仪器 设备、仪器 设备、仪器 设备、仪器 设备、仪器
程序管理
1.编程软件 2.操作系统 1.修改参数安全性 2.报错方式 3.数据存储功能 4.程序调用 1.人机界面 2.设备操作需求 1.配件
5
程序要求
操作要求
全部适用
设备、仪器、工装 设备、仪器、工装
6
维修要求 2.发生故障时 3.报警灯含义 使用说明书、工装治具图 培训服务 主要配置清单 易损件 供应商 赠送配件 需提供 售后服务(维修时效) 售后技术团队 技术支持 保修期 安装调试
产品实现策划管理程序(IATF16949)

修改记录1、目的为了确保产品实现策划工作的有效实施及产品实现过程得到有效控制,最终提供满足客户要求的产品,特制定此程序。
2、范围适用于本公司所有新产品先期制造过程的策划活动。
3、术语3.1 APQP----产品先期质量策划和控制计划3.2 MSA----测量系统分析3.3 PFMEA---过程潜在失效模式及后果分析3.4 PPAP----生产件批准3.5 SPC----统计过程控制3.6 FMEA过程风险评定准则:当严重度≥7或风险顺序数≥120时为高风险,必须采取相应的纠正和预防措施;当80≤风险顺序数﹤120时为中风险,可根据实际情况确定是否需采取相应的纠正和预防措施;当风险顺序数﹤80时为低风险,可不采取相应的纠正和预防措施; 当客户有特殊要求时,按客户要求执行.3.7 方法:指一组人为完成一项任务或活动而被咨询的活动。
多方认证的方法是试图把所有相关的知识和技能集中考虑的进行决策的过程。
3.8 特殊特性:指由顾客指定的产品和过程特性,包括显著影响政府法规和安全特性及显著影响顾客满意的产品和过程特性,和/或由公司通过产品和过程的了解选出的特性。
3.9 小组可行性承诺:指由项目组对所做的设计能以可接受的成本,按时并以足够的数量被制造、生产、试验、包装和装运的承诺。
3.10 产质量证计划:指产品质量计划的一部分,它是一种以预防为主的管理工具,涉及到产品设计、过程设计以及必要的应用软件设计。
3.11 关键特性:影响国家、行业法规要求或产品功能安全性、环境保护等,包括需要特殊生产、生产、发运的产品要求或参数。
3.12 重要特性:对顾客有重要影响的产品、过程和实验要求。
4、职责4.1 项目工程部:负责主导整个先期产品质量策划工作的开展.主要工作内容包括:组织APQP工作小组、明确小组成员工作职责、组织小组成员对客户信息进行分析评估、顾客图纸的转化、控制计划的编制,作业指导书的编制、工装夹具的设计与制作、APQP工作计划的制定与落实以及PPAP资料的收集与提交,最终与客户协商,确定PPAP文件,确定状态等;4.2 生产部:负责所有新产品制作信息的收集与传递以及新产品送样的跟踪;试生产阶段问题反馈、评定和纠正措施,移交后的量产和交付;4.3 采购部:负责所有物料的询价、供应商的选择、物料的采购及物料到位情况的跟踪;4.4 物流计划部: 参与量产移交,负责常用物流工具准备,负责编制新品制作计划和物料需求计划并对新品制作进度进行跟踪;4.5 质量部:负责产品实现过程所需检测设备和试验设备的申请、制作与落实,完成量产前产品的初始能力PPK分析及测量系统MSA分析,试生产品质跟踪,参与量产移交并协助项目工程师完成APQP工作计划中的相关工作内容;4.6 生产部:负责所有产品实现过程所需新增设备设施的验收、安装与调试工作,并按要求完成相应的设备安全操作规程和设备保养计划等;4.7 项目工程部:负责模具的设计、加工制造、组装、检验和调试等工作,协助项目部完成整个产品实现策划工作全过程;4.8 人力资源部:负责主导产品实现过程所需人员的招聘。
IATF16949-2016质量管理体系PPAP提交登记规定及全套记录表格

IATF16949-2016质量管理体系PPAP提交登记规定及全套记录表格R=组织必须在适当的场所保存,并应在顾客有要求时易于得到。
*=组织必须在适当的场所保存,并在有要求时向顾客提出。
编号:035-060-168-006T蒙凌工程机械有限公司技术部编号:编号:035-060-168-006T编号:035-060-168-006T1、本表由一级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给Motiontec品管部;2、本表是最终批准的重要输入之一,如有变动应及时通知Motiontec品管部。
3、当二级供应商变化时,应及时通过Motiontec品管部,以确定是否进行生产件批准。
1编号:035-060-168-006T编号:Motiontec/R.706.13编号:035-060-168-006TMotiontec采购部:1.必要时,供应商应附详细的自审报告;2.在完成各过程的内部批准并确认满足批量生产、供货要求时才可提交本表; 3.SQE 尽量携带本表去供应商现场确认; 4.在不适用的选项的 ”。
Motiontec采购部:生产件批准状况通知PRODUCTION PART APPROVAL STATUS NOTICENO:致:先生/女士(职务)供应商名称:地址:供适用范围(产品型号)APPLICATION(VEHICLES)零件号PART NUMBER零件名称PART NAME更改等级/更改日期CHENGE LEVEL/DATED更改号CHENGE NUMBER原用零件号ORIGINAL PART NUMBERPPAP 编号MOTIONTEC PPAP NUMBER生产件批准状况如下:Production part approval status is as follow批准状态有效截止日期/数量CLASS THROUGH DATE/QUANTITY备注:Motiontec品管工程师Motiontec SQE采购工程师MANAGER编号:035-060-168-006TMotiontec2、版面不够,可附页;3、任何产品变更、物流/运输方式变化导致包装改变时,应向Motiontec品管部门确认是否进行重新认可。
A3-A8检查表

记录体验结果的合适人员是否具有表格/记录本?
18
在监控作业点是否提供地方放置下列物品:
a
·检测量具?
b
·量具指导书?
c
·参考样品?
d
·检验记录?
19
对量具和试验设备是否提供证明和定期校准?
20
所要求的测量系统能力研究是否已
a
完成?
b
可接受?
21
初始过程能力研究是否按顾客要求进行?
22
当提供所有零件初始和现行的全尺寸数据时,全尺寸检验的设备和设施是否充足?
3
对以下内容的接受标准是否已达成一致意见:
a
新设备?
b
新工装?
c
新试验设备(包括检具)?
4.在工装和/或设备制造厂是否将进行初始能力研究?
5.是否已确定试验设备的可行性和准确度?
6.对于设备和工装是否已完成预防性维护计划?
7.新设备和工装的作业准备指导书是否完整并且清晰易懂?
8.是否具备能在设备组织的设备上进行初始过程能力研究的量具?
7
是否有足够的:
a
·中间整备区域?
b
·贮备区域?
8
为防止误装不合格产品,是否合理布置检测点?
9
为减少在操作中(包括外部工艺)误用或混淆类似产品,是否已制定了控制措施?
10
是否保护材料使其免受上层空间或气压搬运系统的污染?
11
是否有最终产品审核的设施?
12
对不合格的进货材料的移动是否有足够的空间?
修订日期_____________制定人:_____________
问题
是
否
所要求的意见/措施
负责人
完成日期
工装(检具)点检

车型NO.
123456789101112131415161718192021222324252627282930311
2
3
4
5
6
7
8
9图示NO.
1
2
3
4
各个型块整体完好、完整、无变形和脱落无油污、灰尘、其他渣滓等无松动、缺损、无移位注:符合基准的在相应选项画“√”,不符合的画“○”,并在不良点维修栏做相应记录,报请相关责任人处理,待处理完毕能正常使用后涂“●”。
责任人无缺损、无油垢、无渣滓无锈蚀、变形、磨损无渣滓、无变形、无磨损无导向套检测销、定位销定位孔有无其他不良
事项 光赫汽车配件 工装(检具)日常点检、保养记录表目视目视目视/手感用工具(内六角扳手)目视/手感无松动、无移位手柄,压头无变形、无缺损;连接机构不变形锈蚀相关连接螺栓手动压夹点检项目判断基准使用部门 20 年 月工装名称零件名称方法整体外观平面6s 目视/手感目视/手感目视/手感目视/手感项目日期不良点维修
维修后判定:A:继续使用;B:维修合格后使用;C:不能使用;D:报废。
对策判定确认。
工装检具规范

文件编号: Q/SIERT/JB—04—2008通用设计、制作和检验的指导规范版本: B受控状态:发放编号:持有者:编制: 2008年月日审核:2008年月日批准:2008年月日发布日期:2008年月日实施日期:2008年月日厦门思尔特机器人系统有限公司发布文件修改控制页目次1.适用范围 (4)2.引用标准 (4)3.设计 (4)3.1.设计依据 (4)3.2.检具的一般结构 (4)3.3.工装的结构形式 (6)3.4.机架的一般做法 (7)3.5.尺寸公差及表面粗糙度选择 (8)3.6.材料及热处理选用 (9)3.7.电气相关要求 (9)3.8.机械设计的其他要求 (9)4.制作 (10)5.外协加工要求 (11)6.检验 (11)6.1.检验依据 (11)6.2.检测法 (11)6.3.线形尺寸检测 (11)6.4.形状和位置公差检测 (11)6.5.表面粗糙度的评价 (12)6.6.常用金属材料表面硬度测定 (12)附录一检测规制作公差带的确定 (14)附录二检测规测量面的表面粗糙度 (16)附录三千分尺和游标卡尺的不确定度 (16)附录四指示表的不确定度 (16)附录五计量器具不确定度的允许值 (17)1.适用范围:规范专用于协富光洋公司的设备、检具、工装的设计、制作及检验。
2.引用标准:GB/T3177-1997《光滑工件尺寸的检验》GB1957-1981《光滑极限量规》GB/T1958-1980《形状和位置误差公差检测规定》GB/T1031-1995《表面粗糙度参数及其数值》3.设计3.1.设计依据3.1.1.设计任务书设计任务书应给出设备、工装、检具的设计方案,明确设备、工装、检具的功能要求、性能参数,以及对定位基准、夹紧方式和夹紧力、生产率等的一般性要求,和客户要求的其他事项。
3.1.2.工件图纸工件图纸应包含有工件轮廓和主要表面(如定位表面、夹紧表面、待加工/检测表面),完整标注有被加工/检测表面的尺寸公差等技术要求、加工要求、以及相应的基准面等信息。
1405号文
发改产业[2006]1405号国家发展改革委关于改装类客车企业申请客车底盘生产资格的通知各省、自治区、直辖市发展改革委、经贸委(经委),有关中央企业:为规范客车生产秩序,保障人民群众生命和财产安全,维护社会公众利益,满足市场需求,促进客车行业发展和技术进步,经研究决定,具备规定条件的改装类客车企业可以申请获得客车底盘生产资格。
现将有关事项通知如下:一、条件申请客车底盘生产资格的企业应当符合以下条件:(一)本通知下发前已登录国家发展改革委《车辆生产企业及产品公告》(以下简称《公告》)的改装类客车生产企业。
(二)遵守国家法律、法规及有关规章;遵守国家产业政策及宏观调控政策的规定;遵守国家车辆生产准入管理规定。
(三)符合《客车整车企业生产条件要求及判定原则》(以下简称《客车生产条件》,见附件一)的规定。
经审核,具备上述条件的改装类客车生产企业可获得客车底盘生产资格,并纳入整车类企业进行管理。
二、申请及审核程序(一)申请及初审《公告》内具有改装类客车生产资格的企业,可根据本通知规定的条件,进行自我评估,具备条件的,方可提出申请。
申请客车底盘生产资格的企业应当向省级主管部门(指省、自治区、直辖市发展改革委或经贸委、经委车辆生产企业及产品管理部门,下同)提出书面申请,由省级主管部门初审后报国家发展改革委;中央直属企业可由企业提出申请,集团公司初审后报国家发展改革委。
申请企业需提交下列有关资料:1.《客车底盘生产资格申请书》(以下简称《申请书》,见附件二)一式2份;2.企业营业执照复印件;3.质量手册及程序文件目录;4.质量体系认证证书复印件;5.产品生产一致性保证计划书。
(二)资料及现场审查国家发展改革委委托中介机构进行技术性审查工作,包括审查企业的书面申请资料和现场生产条件。
中介机构收到国家发展改革委转去的企业申请资料后,应当在10个工作日内完成对企业申请资料的审查。
审查内容主要包括企业申请资料的完整性和符合性。
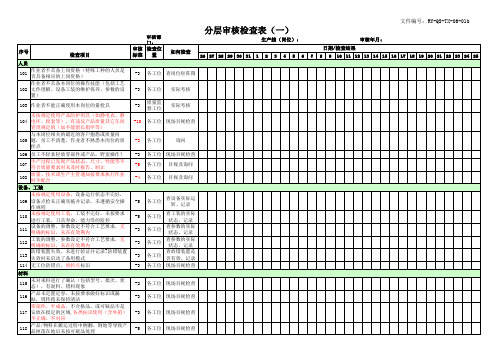
分层审核检查表(一)
132
样件未进行管理,无台账,标识不清晰,超 过有效期
133
标样件不能在作业现场得到正确使用(包括 目视图片),未进行样件验证
134
出现不良时未填写制程异常情况报告且在10 分钟内通知巡检
135
半成品、成品未经检验流入下工序,检验记 录不认真、未记或不标识
136
生产过程中错装、漏装,下工序发现上工序 不良品
126
返工/返修未按作业指导书进行,返工/返修 后的产品或零件无合适的标识和确认
127
生产首件提交后检验不合格,成品抽检不合 格
128
首件提交不合格再次调整工艺参数后提交仍 不合格,首检未通过开始批量生产
129
未按要求执行了首末件检验,未做好相关记 录
130 首末件品未按规定标识、放置
131
未按工艺要求的频率、抽样数进行检验并记 录
-5
各工位
查工装的实际 状态、记录
111
设备的调整、参数设定不符合工艺要求,无 明确的标识,未在有效期内
-3
各工位
查参数的实际 状态、记录
112
工装的调整、参数设定不符合工艺要求,无 明确的标识,未在有效期内
-3
各工位
查参数的实际 状态、记录
113
防错装置失效,未进行验证并记录?防错装置 失效时未启动了备用模式
-5 各工位 目视及询问
108
质量、技术或生产主管通知按要求执行作业 时不配合
-4 各工位 目视及询问
设备、工装
未按规定使用设备,设备运行状态不完好, 109 设备点检未正确实施并记录,未遵循安全操
作规程
-5
各工位
查设备实际运 转、记录
110
工装设备命名规范
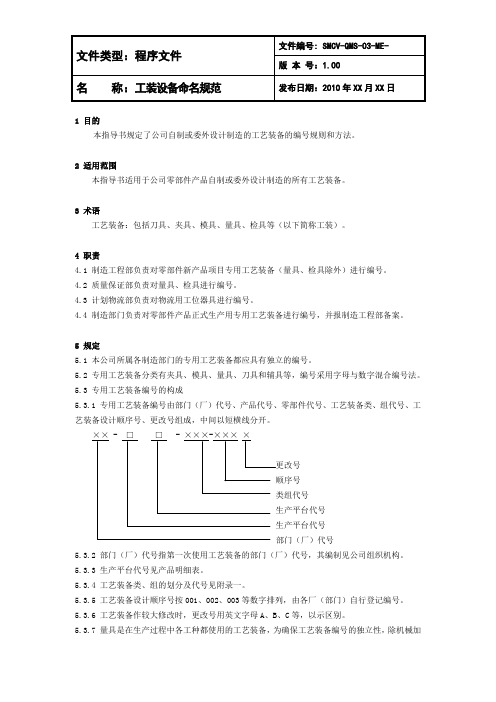
1 目的本指导书规定了公司自制或委外设计制造的工艺装备的编号规则和方法。
2 适用范围本指导书适用于公司零部件产品自制或委外设计制造的所有工艺装备。
3 术语工艺装备:包括刀具、夹具、模具、量具、检具等(以下简称工装)。
4 职责4.1 制造工程部负责对零部件新产品项目专用工艺装备(量具、检具除外)进行编号。
4.2 质量保证部负责对量具、检具进行编号。
4.3 计划物流部负责对物流用工位器具进行编号。
4.4 制造部门负责对零部件产品正式生产用专用工艺装备进行编号,并报制造工程部备案。
5规定5.1 本公司所属各制造部门的专用工艺装备都应具有独立的编号。
5.2 专用工艺装备分类有夹具、模具、量具、刀具和辅具等,编号采用字母与数字混合编号法。
5.3 专用工艺装备编号的构成5.3.1 专用工艺装备编号由部门(厂)代号、产品代号、零部件代号、工艺装备类、组代号、工艺装备设计顺序号、更改号组成,中间以短横线分开。
5.3.2 部门(厂)代号指第一次使用工艺装备的部门(厂)代号,其编制见公司组织机构。
5.3.3 生产平台代号见产品明细表。
5.3.4 工艺装备类、组的划分及代号见附录一。
5.3.5 工艺装备设计顺序号按001、002、003等数字排列,由各厂(部门)自行登记编号。
5.3.6 工艺装备作较大修改时,更改号用英文字母A、B、C等,以示区别。
5.3.7 量具是在生产过程中各工种都使用的工艺装备,为确保工艺装备编号的独立性,除机械加工外,其余工种应在量具类代号L前加工种代号。
各工种代号如附录二所示。
5.3.8 在制造专用工艺装备中所用的二类工艺装备其代号为原专用工艺装备类,组代号前加上“Ⅱ”。
5.3.9 委外设计、制造的工艺装备的编号应在相应的技术协议中予以明确。
5.3.10 实际生产中可能使用一副以上的同一种工艺装备,为便于管理,在标注工艺装备编号时,允许在工艺装备编号后面加注一横和1、2、3等顺序号,以示区别。
供应商回执表
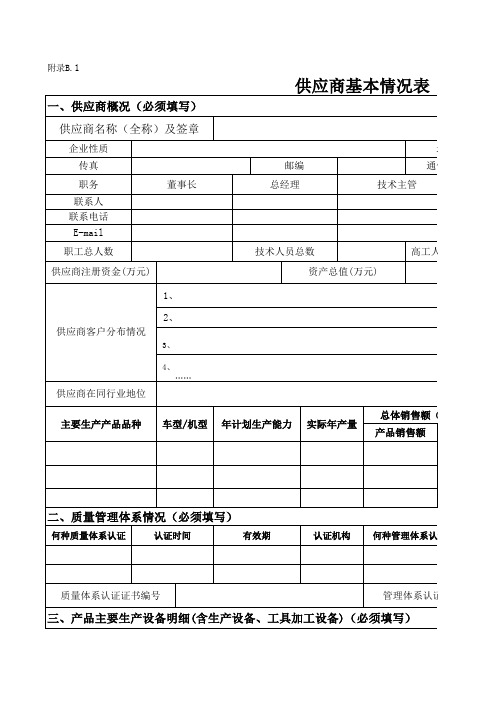
供应商基本情况表
一、供应商概况(必须填写) 供应商名称(全称)及签章
企业性质 传真 职务 联系人 联系电话 E-mail 职工总人数 供应商注册资金(万元) 1、 2、 供应商客户分布情况
3、 4、 ……
地址 邮编 董事长 总经理 技术主管 通信地址
技术人员总数 资产总值(万元)
高工人数
供应商在同行业地位 主要生产产品品种 车型/机型 年计划生产能力 实际年产量 总体销售额(万元) 产品销售额
二级供应商名称 零部件型号及工序名称 原材料 联系人
情况表
法人代表 地址 通信地址 销售主管 业务人员
*请在报名采购项目时,填写此《供应商 名情况表》,并作为附件上传,最后再点 “在线报名”按钮。
术主管
高工人数
工程师人数 上年度销售额(万元) 销售占比 (%) 销售占比 (%) 销售占比 (%) 销售占比 (%)
采购项目时,填写此《供应商报 》,并作为附件上传,最后再点击 名”按钮。
二、质量管理体系情况(必须填写)
何种质量体系认证 认证时间 有效期 认证机构 何种管理体系认证
质量体系认证证书编号
管理体系认证证书编号
三、产品主要生产设备明细(含生产设备、工具加工设备)(必须填写)
序号
设备名称
设备型号及规格
精度是否满足产品要求
.......... 四、产品工装(含模具、夹具、检具)自制及委外加工明细(必须填写)
体销售额(万元) 占比
配套额(万元) 主要客户 占比
产品客户处PPM
管理体系认证
认证时间
有效期
认证机构
管理体系认证证书编号
பைடு நூலகம்
填写)
工艺纪律检查制度11
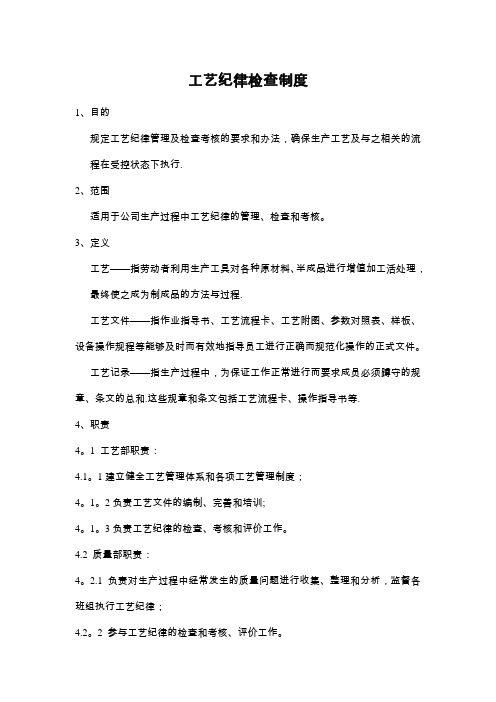
工艺纪律检查制度1、目的规定工艺纪律管理及检查考核的要求和办法,确保生产工艺及与之相关的流程在受控状态下执行.2、范围适用于公司生产过程中工艺纪律的管理、检查和考核。
3、定义工艺——指劳动者利用生产工具对各种原材料、半成品进行增值加工活处理,最终使之成为制成品的方法与过程.工艺文件——指作业指导书、工艺流程卡、工艺附图、参数对照表、样板、设备操作规程等能够及时而有效地指导员工进行正确而规范化操作的正式文件。
工艺记录——指生产过程中,为保证工作正常进行而要求成员必须蹲守的规章、条文的总和.这些规章和条文包括工艺流程卡、操作指导书等.4、职责4。
1 工艺部职责:4.1。
1建立健全工艺管理体系和各项工艺管理制度;4。
1。
2负责工艺文件的编制、完善和培训;4。
1。
3负责工艺纪律的检查、考核和评价工作。
4.2 质量部职责:4。
2.1 负责对生产过程中经常发生的质量问题进行收集、整理和分析,监督各班组执行工艺纪律;4.2。
2 参与工艺纪律的检查和考核、评价工作。
4.3制造部职责;4。
3。
1 负责工艺纪律的具体执行、贯彻、落实工作;4。
3。
2 对检查出的不合格项制定整改措施,并实施整改.4.4 制造部职责:4.4。
1 组织开展工艺纪律日常检查工作;4.4。
2 定期组织工艺纪律抽查,每半年进行一次全面的工艺纪律大检查,对抽查的结果作出评定和总结,定期向管理层汇报;4.4.3 对一贯严格遵守工艺纪律的班组和人员提出表彰和奖励建议,对违反工艺纪律的班组和人员给予批评和教育。
对因违反工艺纪律而造成质量、设备或人身事故的,根据情节轻重及损失大小,对责任人提出处罚建议,并追究其领导责任;4.4。
4 公司设立工艺纪律检查组,负责组织日常工艺纪律检查考核工作。
检查组由下列人员组成;组长:工艺部主管组员:现场主管、设备主管、物流主管、计划主管、质量主管、各班组长每次检查组员设定为1~2人,由组员轮流担任,具体轮值情况由检查组长确定。
OTS(工装样件认可)表格汇总

XX汽车OTS认可材料
本次认可涉及零部件:
零部件号: 零部件名称:
第一联存档(白)第二联质量部门(红)第三联采购部门(黄)第四联供应商(绿)第五联制造公司(兰
)
第一联存档(白)第二联质量部门(红)第三联采购部门(黄)第四联供应商(绿)第五联制造公司(兰
)
第一联存档(白)第二联质量部门(红)第三联采购部门(黄)第四联供应商(绿)第五联制造部门(兰
)
第一联存档(白)第二联质量部门(红)第三联采购部门(黄)第四联供应商(绿)第五联制造部门(兰
)
第一联存档(白)第二联质量部门(红)第三联采购部门(黄)第四联供应商(绿)第五联制造部门(兰
)
注:用供应商送样时的包装标识
附贴好标识的照片:。