极高精度线上张力控制器
TC-608 张力控制器操作说明书
迴授式張力控制器盤面型TC-608P(內建LOAD CELL 放大檢出)(具通訊功能)使用操作說明書目錄1〃前言2〃注意事項3〃TC-608P原理介紹4〃TC-608P特點介紹5〃應用流程i.放料ii.收料6〃產品檢查i.迴授式張力控制器外觀ii.控制器外觀尺寸iii.控制器面板顯示及操作說明1.LED燈號說明2.按鍵操作說明7〃操作TC-608P簡介8〃安裝i.標準規格ii.控制器側邊固定、以及端子安裝方式及盤面安裝尺寸9〃配線i.端子功能說明ii.端子配置圖10〃參數說明11〃參數一覽表12〃通訊數一參覽表13〃出力狀態表示14〃迴授設備15〃控制設備16〃試車注意事項17〃故障排除1.前言非常感謝您採用本公司開發TC-608P迴授式張力控制器(以下簡稱608P)。
在使用608P之前,為了充分地發揮608P的功能,以及確保使用者的安全,請先閱讀本說明書,以利方便日後的配線設計,參數設定及了解異常現象發生的原因與處理方法,請妥善保管本說明書。
當您使用中出現任何疑點本手冊無法提供您解決方案時,請您與本公司連絡,我們將竭誠為您服務,並請您繼續採用本公司的產品以及批評指教。
2.注意事項:〃不可在送電中實施配線、或拆裝608P控制器的連接器。
〃608P控制器的端子均為控制器的迴授信號與輸出信號接點,請勿作為他用。
〃608P控制器的輸出端絕對不可連接至AC電源,及異電壓進入。
〃請勿拆卸控制器外殼及做控制器零件的耐壓測試。
〃電源是否為AC 220V ±10%輸入608P端子1,2接點。
3.TC-608P原理介紹本控制器是依據生產線上使用之條件設定捲取或放料,依據物料生產所需的張力值做高精度張力控制,TC-608P會依設定以及LOAD CELL所傳回的感測值作比較值,計算後修正輸出指令,以改變剎車力或捲取扭力的大小,自動達成實際張力和設定需求張力相同的高精度張力控制系統。
4.特點介紹:〃高精度,高可靠性。
瑞安市中星工控设备 ZXS-F2G-M1-A型同步张力控制系 说明书
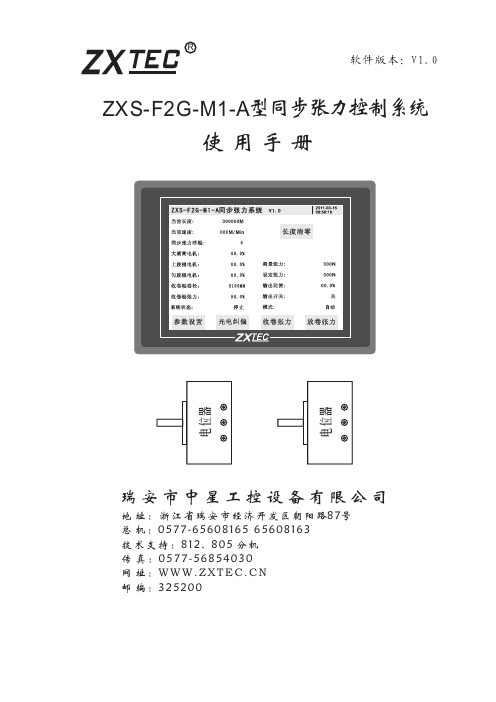
使用手册瑞安市中星工控设备有限公司地 址:浙江省瑞安市经济开发区朝阳路87号总 机:0577-******** 65608163技术支持:812、805 分机网 址:W W W.Z X T E C.C N邮 编:325200软件版本:V1.0R型同步张力控制系统ZXS-F2G-M1-A 电位器电位器目 录一、概述二、型号说明三、控制器、电位器尺寸四、电位器安装示意图五、控制器操作界面说明六、配线说明七、安装及调试步骤八、使用方法P1 P1 P2 P3 P4 P10 P14 P14一、概述步恒张力控制系统是一款针对复合机而设计的高精度恒张力控制系统,该控制系统由高精密度电位器和浮动棍组成张力检测系统检测大滚筒电机与上胶棍电机之间的张力,从而实现两个电机的同步张力控制。
另外该系统还有一路锥度张力输出供收卷轴使用,可以使收卷轴实现高精度的锥度张力控制,而放卷张力控制方面如果是选配我公司的ZXT-A系列自动恒张力的话,就可以通过系统的RS485通讯接口和ZXT-A自动恒张力连接,这样系统便可以显示和控制放卷的张力从而实现集中张力控制。
ZXS-F2G-M1-A型同主要功能特点: ★ 带线速度测量和和工作长度的测量 ★ 长度数据具有掉电保存功能 ★ 可选择编码器或电位器做张力检测 ★ 采用触摸屏实现操作简单便捷 ★ 具有RS485接口方便功能扩展二、型号说明ZXS-F2G-M1-AA :ZXT-A自动张力通讯功能M1:具有一路收卷锥度张力控制F2:ZXS :具有采用2电机同步张力控制 G:表示带有光电纠偏系统产品系列名称电位器尺寸三、控制器、编码器及电位器尺寸控制器尺寸安装开孔尺寸外型尺寸电位器尺寸四、电位器安装示意图版棍建议:合理计算速配齿轮比,该齿轮比计算应根据摆杆摆动的行 程对应电位器旋转角度为300度-330度之间。
五、控制器操作界面说明1、当前长度:显示同步张力工作时材料的累加长度,按右侧长度 清零键可清除长度数据。
TC9新000-NDA说明书

(请务必在使用之前阅读)为了安全使用本产品▲在安装和使用之前,请务必详细阅读本说 明书,一定要注意安全,正确使用本产品, 并遵守本说明书中的各种规定。
▲基于VDE 0160。
本张力控制器是采用CPU 控制的电子设备,用来控制设备的张力, 所以要严格遵守电子设备有关规定和法则,适用标准,进行搬运安装操作和维护。
在打开控制器准备安装和接线之前要断开控制器电源至少要5分钟。
正确的配置和安装是控制器正常运行的前提。
对以下几点要特别注意:● 容许保护等级:保护接地,只有正确连接保护接地,才能减少外界电磁干扰。
●安装工作必须在无电状态下进行。
●与电网断开后,要等电容放电完毕,才可进行操作。
●不要让任何异物进入驱动器内。
●在使用前,要除去所有覆盖物,以防止装置过热。
●切勿在易燃易爆等危险环境中使用。
●请勿将本产品安装在高温、潮湿等恶劣环境下。
● 请勿将产品直接安装在易受震动冲击的环境中。
● 任何单位部门(Kortis 和Kortis 指定公司除外)未经允许不得擅自拆卸、修理、更改产品。
※注意:Kortis对由于不遵守本说明或适用规则而造成的损坏概不负责。
危险如果错误操作,将会产生危险情况,导致死亡或受重伤。
注意如果错误操作,将会产生危险情况,造成设备损坏或财产损失。
设计注意事项1.1 概述TC9000-NDA型张力控制器是一种高精度数字式可以自动控制卷材张力的自动控制仪器,它可以控制材料的放卷、送料、牵引及收卷张力。
1.2 功能及特点●采用16位高精度A/D转换器,传感器采样精度高,响应快。
●模糊PID控制,输出精度高达0.1%,张力控制更精确。
●可以直接驱动磁粉(电磁)离合器/制动器,也可控制变频、伺服等。
●可以接收传感器输入信号,自动调零,自动标定。
●人性化界面设计,操作十分方便。
●多行液晶显示,中英文菜单,编程简单,方便明了。
●内有密码功能,可以避免误操作改变设定参数。
●带有储存盒,可以将各种参数进行备份。
利迅张力控制器说明书
利迅张力控制器说明书利迅张力控制器是一种专业的张力控制设备,广泛应用于纺织、印刷、金属加工等行业中的各种生产线上。
其作用是实时监测和控制生产线上的张力变化,确保生产线的稳定性和质量。
利迅张力控制器具有以下特点:1. 高精度:利迅张力控制器采用先进的传感器和控制算法,能够精确地测量生产线上的张力变化,并进行精准控制。
2. 易操作:利迅张力控制器具有简单清晰的界面,操作方便,可快速地设置参数和进行调整。
3. 稳定可靠:利迅张力控制器采用高质量的元器件和优质的外部环境防护材料,经过长期稳定性测试和实际使用验证,在各种环境下均能保持稳定可靠的表现。
利迅张力控制器的应用领域广泛,主要有以下几个方面:1. 纺织行业:利迅张力控制器可以用于纱线、绸带、地毯等纺织产品的生产线上,确保产品的质量和张力均匀。
2. 印刷行业:利迅张力控制器可以用于印刷机、覆膜机等生产线上,确保印刷品的质量和颜色的一致性。
3. 金属加工行业:利迅张力控制器可以用于金属棒杆、钢带等生产线上,确保产品的尺寸精度和表面光洁度。
利迅张力控制器的使用方法:1. 设置控制参数:利迅张力控制器的控制参数包括张力上限、下限、升降速度等,在使用前需要根据生产线的实际需求进行设置。
2. 安装传感器:利迅张力控制器的传感器需要安装在生产线上,确保能够取得准确的张力测量值。
3. 启动控制功能:启动利迅张力控制器的控制功能后,即可实现张力的实时监测和控制,保证生产线上的质量和稳定性。
利迅张力控制器的维护:1. 定期维护:利迅张力控制器需要定期进行清洁和维护,确保设备的正常运行和稳定性。
2. 及时更换元器件:若设备出现故障或元器件老化,需要及时更换,以免影响生产线的正常运行。
3. 做好防护措施:利迅张力控制器需要做好防护措施,避免受到物理碰撞、电磁干扰等影响。
综上所述,利迅张力控制器是一款高精度、稳定可靠的张力控制设备,广泛应用于各种生产线上,可以有效确保生产线的稳定性和质量。
PLC在铜带卷取张力控制中的作用
字直流 调速装置 ,简称 SD 。S D 的优越 性能如下 : ( ) PM PM 1 为适 应系统 需要 ,可通过 软件进 行 多种 工作方 式 的调试 ; ( )有高效 的故障诊断功 能,有1 个 内部保护代 码可 以及 2 5 时显 示装 置 内部保 护是 否有效 如瞬 时电流超标 、 电枢 电压 超标 、串行通信故 障及 变流器 晶闸管 故障等 ; ( )用户与 3 S D 交换 数据、命令和其 他信息 的人机 接 口; ( )带有 电 PM 4
张 力 波 动 小 ,精 度 高 。
关键词 :卷取 张 力控制 ;实时卷径 计算 ;S D 装 置 PM
D : 1 .9 9 Jsn1 7 —6 9 .01 .401 OI 3 6 / .s. 6 1 3 62 12 . 2 0 i
Th l c fPLC n t e Co to f pp rt p ii r nso e Efe to f i h n r lo Co e .a eCo l ng"e i n S ON G a l g Xio— n i
会 按顺序 逐条地执行 这些 子程序 中的语句 ,直到用 户程序 结束 ,然 后在写输 出模块 阶段,CU P 将输 出过程 映像区 的数 据传 送到输 出模块 ,刷新系 统 的状 态,并在 读输入 模块阶
卷 取 机 电机
段把 外部 电路的状态 读入输 入过程 映像区 ,重新执 行用,
程 序 ,一 直 如 此 循 环 。
作者简 介:宋晓玲 ( 9 9 ,女 ,硕士 ,讲 师,现从事大学本科阶段 E-E子类实验工作。 1 7 一) g Fg
27
中国 西部 科技 2 1  ̄ 0 月 ( 0 - 8 1- 下旬 ) 1 卷 第2 期 总第2 7 第 0 4 5 期
GEFRAN 2500高性能控制器 说明书
~
13
32
no/nc OUT 1 /
14
31
c (输出 1, 输出 2) /
15
30
no/nc 输出 2 /
16
29
no/nc 输出 3 / c (输出 3, 输出 4 /)
17
28
18
27
no/nc 输出 4 /
19
26
c (DI 1, DI 2)
ห้องสมุดไป่ตู้
20
25
DI 2
21
24
DI 1
22
11
c (控制输出1 , 2)
10
+ 控制输出 2
9
+ 控制输出 1
11 12 10 13 9 14 8 15 7 16 6 17 5 18 4 19 3 20 2 21 1 22
33 32 31
6 - 绿色 + 白色
5
33
11 -
输入4
32
10 +
31
9-
输入3
30
8+
2 - 黑色或黄色 1 + 红色
- Exc + Exc
2nd 主要输入
张力计 / TC / RTD / 电位 计 / 直线
辅助数字 I/Os (5...8) 无 输入 /输出 5...8
控制输出 2 无 持续 ±10V (0/4...20mA)
2500
0 1
0 1
0 1
电源 0 20...27Vac/dc 1 100...240Vac/dc
电压输入
21+
0...10V
电阻温度计
4-
4-
张力控制器的原理

张力控制器的原理
张力控制器是一种用来稳定传送带或缆绳上的张力的装置。
其原理基于力学和电控技术,通过实时监测和调节传送带或缆绳上的张力,以达到系统稳定运行的目的。
张力控制器通常包括传感器、控制器和执行器三个部分。
传感器用于检测传送带或缆绳上的张力,常见的传感器有压力传感器、应变传感器等。
控制器则接收传感器传来的信号,并根据设定的目标张力值对系统进行调节。
控制器中的算法可以根据实际需求进行设计,常见的控制算法有PID控制算法、模糊
控制算法等。
执行器根据控制器的指令,通过调节阀门、电机或液压缸等设备,对传送带或缆绳上的张力进行调节。
具体工作时,传感器会不断地监测传送带或缆绳上的张力,并将监测结果传输给控制器。
控制器会对实际张力与目标张力之间的差异进行计算,并根据设定的控制算法生成控制信号。
这些控制信号通过执行器作用于传送带或缆绳上的张力调节装置,以调整张力至目标值。
通过不断的反馈和调节,控制器可以实现对传送带或缆绳上的张力实时稳定的控制。
总而言之,张力控制器利用传感器不断监测传送带或缆绳上的张力,并通过控制器和执行器对系统进行控制和调节,以实现对张力的稳定控制。
楚鹰科技张力控制器ST6400说明书
1第一章 产品概述……………………………………………………1.1 概述…………………………………………………………1.2 功能特点…………………………………………………… 1.3 面板图及按键操作说明……………………………………第二章 控制器的安装与端子排的连线……………………………2.1 控制器的外形尺寸…………………………………………2.2 控制器的安装………………………………………………2.3 端子排的电气连接………………………………………………2.3.1 连接注意事项………………………………………2.3.2 端子排电气连接图………………………………………2.3.3 连接端子说明………………………………………第三章 菜单操作……………………………………………………3.1 画面与菜单结构……………………………………………3.2 主要画面介绍………………………………………3.3 参数画面………………………………………3.4 参数说明……………………………………………………第四章 传感器的安装与注意事项…………………………………4.1 张力传感器的作用…………………………………………4.2 张力传感器的安装…………………………………………4.3 张力传感器安装、使用的注意事项………………………4.4 接近开关的作用……………………………………………4.5 接近开关的选择……………………………………………4.6 接近开关的安装……………………………………………4.7 接近开关安装、使用的注意事项…………………………第五章 张力控制器的操作使用……………………………………5.1 控制器使用及调机的原则与步骤…………………5.2 信号量程范围的选择……………………………………5.3 初始类参数的设置………………………………5.4 去皮调零与定标……………………………………………5.4.1 去皮调零………………………………………………5.4.2 张力定标……………………………………………5.5 调试运行…………………………………………5.5.1 手动控制张力………………………………………5.5.2 自动控制张力………………………………………5.5.3 控制器的启动与停机………………………………………5.5.4 PID调节参数的设置………………………………………5.5.6 双轴切换及预加速………………………………………5.5.7 加速/减速控制………………………………………第六章 其它功能…………………………………………6.1 语言选择…………………………………………6.2 零张力报警…………………………………6.3 键锁功能………………………………………6.4 参数备份………………………………………6.5 恢复出厂值………………………………………6.6 错误提示………………………………………5.6.3 双轴切换及切换前的预加速………………………5.6.4 锥度张力控制………………………………………第七章 故障排除及维护……………………………………………目 录3第一章产品概述1.1 概述ST-6400型张力控制器是一种全数字式、自动控制卷材张力的高精度仪器,它采用图形液晶显示器及LED双重显示,界面友好,式样新颖。
TC-02A张力说明书.pdf

2.2 安装
TC-02A张力控制器可采用水平安装、立面安装或屏式开孔安装方式:
123
自动运行 设定值 10 .0Kg 实际值 10 .0Kg 输出值 50 .0%
168
4-M4*12
安装螺钉
256 水平安装
172.5 立面安装
2~4mm 140
屏式开孔安装
4-M4 244+-0.5
进入零张力标定界面。
小提示:如果传感器发生了零点飘移(即无张力时,测量张力不为0),则应进行零张力标定,此时可进入818菜 单 选 择 “ 零 张 力 标 定 ” 或 在 主 界 面 长 按[ E s c键] 3秒 , 快 速 进 入 零 张 力 标 定 界 面 。
2. 自动/手动切换键及指示灯 按此键可实现自动控制模式和手动控制模式的双向无扰切换。
数值设定旋钮
Set:确认键 Esc:取消键
▲+ :递增键/菜单向上键 ▼- :递减键/菜单向下键
OUTA:A轴输出指示灯 OUTB:B轴输出指示灯 ALM: 张力报警指示灯 COM: 通讯指示灯
1. Set/Esc 键: 用这两个键可以进行各种菜单的选择或设定的确认。 [Set键]: 进入下级菜单或确认执行。 [Esc键]: 返回上级菜单或确认返回。在主界面(即"手动控制"或"自动控制"画面),长按住3秒,可快速
TC-02A接收到上位机发送的有效命令,应答回送数据时COM灯点亮。
4
TENSION CONTROLLER TC-02A
第二章 安装与电气连接
2 实际值 10 .0Kg 输出值 50 .0%
154
60 147
228 245
单位:mm
张力控制器操作说明
张力控制器操作说明张力控制器操作说明1.引言本文档是针对张力控制器的操作说明,旨在帮助用户正确使用该设备。
在使用本设备之前,请务必仔细阅读本操作说明。
2.设备概述张力控制器是一种用于控制张力的设备,主要用于各类张力控制场合。
本设备具有以下主要特点:●高精度:能够精确控制张力的大小;●稳定性:能够稳定地维持张力的设定值;●易操作:简单的界面和控制方式;●多功能:可根据实际需求进行相关参数的调节。
3.安装a.放置设备:将设备放置在平稳的地面或安装在固定结构上。
b.连接电源:将电源线插入设备的电源插孔,并将另一端插入适配器或电源插座。
c.连接感应器:根据实际需要,将感应器与设备的相应接口连接。
4.界面说明a.显示屏:设备配备了液晶显示屏,用于显示相关参数和操作状态。
b.按钮:设备的操作按钮包括上、下、确认和取消按钮,用于设置和确认相关参数。
c.输入接口:设备提供了多个输入接口,用于连接外部设备。
5.操作步骤a.打开设备:按下电源按钮,设备开始运行。
b.设定张力值:通过操作界面的上下按钮设置所需的张力值。
c.确认设置:按下确认按钮,设备保存并开始控制张力。
6.参数调节a.界面操作:通过界面上的设置选项,可以调节相关的参数,如灵敏度、反馈系数等。
b.外部接口:可以通过外部接口连接电脑或其他设备,使用专门的调节软件来进行参数调节。
7.故障排除a.电源故障:检查电源线是否插紧,插头是否损坏。
b.显示屏故障:重启设备。
c.控制张力不准确:检查感应器是否正确连接,是否存在外部干扰等。
8.附件本文档涉及的附件包括设备安装图纸、电源适配器说明书等,详见附件部分。
9.法律名词及注释1.张力:指物体受到的拉力或压力。
2.控制器:指用于控制某个设备或系统运行的装置。
TC9000-LC2全自动张力控制器 说明书

()请务必在使用之前阅读5在打开控制器准备安装和接线之前要断开控制器电源至少要分钟。
正确的配置和安装是控制器正常运行的前提。
对以下几点要特别注意:●容许保护等级:保护接地,只有正确连接保护接地,才能减少外界电磁干扰。
●安装工作必须在无电状态下进行。
●与电网断开后,要等电容放电完毕,才可进行操作。
●不要让任何异物进入控制器内。
●在使用前,要除去所有覆盖物,以防止装置过热。
●切勿在易燃易爆等危险环境中使用。
●请勿将该产品安装在高温、潮湿等恶劣环境下。
●请勿将产品直接安装在易受震动冲击的环境中。
T C 9000系列张力控制器是一种高精度数字式可以自动控制卷材张力的自动控制仪器,它可以控制材料的放卷、送料、牵引及收卷张力。
第一章产品概述1.1概述D/A0.1%/●采用高精度转换器,输出精度可达,张力控制更精确。
●可以直接驱动磁粉(电磁)离合器制动器,也可控制变频、伺服等。
●可以接收单路或双路传感器输入信号,自动标定。
●金属外壳,坚固美观,更具有很强的防电磁干扰功能。
●插拔端子,接线安装方便。
自动调零,●可以双路输出控制。
人性化界面设计,操作十分方便。
●多行液晶显示,中英文菜单,编程简单,方便明了。
●内有密码功能,可以避免误操作改变设定参数。
●带有储存盒,可以将各种参数进行备份。
进行●1.2功能及特点磁粉制动器(放卷)1.编程键2.LCD递增键递减键11.自动控制模式下图为张力控制器面板TC9000-LC213.数值设定刻度盘[1]编程键:用这两个键可以进行各种菜单的选择或设定的确认。
返回键:按下此键可以返回到上一级菜单或返回到运行画面。
控制键确认键:进入编程菜单或确认设定参数。
手动控制模式键按下此键,控制器面板上手动指示灯()亮,控制器进入手动控制模式。
此时不受内部设定参数控制,按键键直接改变输出值。
自动控制模式键按下此键,控制器进入自动控制模式,此时面板上自动控制指示灯()亮,控制器处于自动运行状态,输出值受内部设定参数及、、控制。
瑞安市中星工控设备有限公 ZXT-60 张力自动调节电脑控制系统 说明书

ZXT-60 张力自动调节电脑控制系统ZXT-60 Automation tension coverninc microcomputer control system使用说明书瑞安市中星工控设备有限公司地 址:浙江省瑞安市周松北路6弄11-13号总 机:0577-******** 65891337技术支持:804、805 分机传 真:808 分机网 址:W W W.Z X T E C.C N邮 编:325200目 录声明:由于本控制器内使用目前比较先进的A/D、D/A集成电路,故有关电路资料本厂保留,尽请谅解。
一、概述 - - - - - - - - - - - - - - - - - P 1二、控制器外型尺寸- - - - - - - - - - - - - P 1三、压力传感器尺寸 - - - - - - - - - - - - P 2四、恒张力工作原理 - - - - - - - - - - - - P 3五、接线图 - - - - - - - - - - - - - - - - P 4六、控制器面板说明 - - - -- - - - - - - - - P 5七、设置控制器内部参数 - - - - - - - - - - P 6八、霍尔开关的作用 - - - - -- - - - - - - - P 7九、极限输出的原因 - - - - - - - - - - - - P 7一、概述:本控制系统由两只高精度压力传感器及一个面板嵌入式电脑张力控制器 组成通过控制磁粉离合器或磁粉制动器的电流来调整张力。
本控制系统适 用于印刷机械、塑料机械、纺织机械等作为收卷、放卷自动张力控制。
该 控制器的性能可于日本三菱产的自动张力控制器相媲美。
型号命名二、控制器外型尺寸:220单位:毫米Z X T - 60产品系列最大压力 60:60公斤三、压力传感器尺寸:下固定板压块固紧螺丝安装用螺丝孔 7 4安装用螺丝孔 7 4M10 M10 22上固定板下固定板123134单位:毫米四、恒张力工作原理:该自动恒张力控制系统工作原理为两只压力传感器测量到实际的压力(即液晶显示器上的测量压力),与人为设定所需的压力(即液晶显示器上 的设定压力)相比较,此时若两个压力不等时,控制器将相应调整输出的 电流(即液晶显示器上的输出电流)使磁粉离合器或磁粉制动器改变力矩 ,当两个压力相等时,控制器将维持输出电流,就这样使测量压力与设定 压力保持平衡。
atc620v说明书

atc620v说明书
全自动张力控制器 ATC620
张力控制器ATC600是用于将运动中的卷材张力(松紧程度)控制在恒定目标值的高精度全自动张力控制器。
张力显示采用了能在远处清晰可见的全彩显示屏,能直观的显示张力传感器检测到的卷材实际张力值、以及设定的目标张力值、显示单位和输出百分比。
通过切换可查看各参数的设定状态。
简单直观的操作界面,以及方便易用的初始调整,内部具有多种控制模式方便选择(如可用于A/B轴换卷及自动接纸运转),优良的系统响应性和稳定性,适用各种卷材的收/放卷张力控制。
张力控制器ATC810V是应用成熟的ATC620V升级型号,具有多种张力控制方式可供选择,如收放卷的扭矩控制,过程张力中的速度控制,以及浮辊张力控制模式。
张力显示采用了能在远处清晰可见的4位数的数字显示屏。
右边的两列显示条可显示输入和输出的大小,以及一列LED状态显示。
能直观的显示张力传感器检测到的卷材实际张力值,或浮辊控制中的浮辊实际工作位置。
ATC810V可与各种张力传感器进行连接。
可简单地进行零点调整和幅值调整。
EC640有多种张力控制方式可供选择,如收放卷的扭矩控制,过程张力中的速度控制。
张力显示采用了能在远处清晰可见的4位数的数字显示屏。
右边的两列显示条可显示输入和输出的大小,以及一列LED状态显示。
能直观的显示张力传感器检测到的卷材实际张力值。
TC818全自动与卷径张力控制器 说明书

TC818TENSION CONTROLLERTC818全自动与卷径张力控制器使用说明书(V4.00版本)INSTRUCTION MANUAL(V4.00)A UTOK目 录第一章 产品概述 (1)1.1 概述 (1)1.2 功能特点 (1)1.3 型号定义 (2)1.4 操作界面及操作简介 (2)第二章 安装与电气连接 (4)2.1 外形尺寸 (4)2.2 安装 (4)2.3 电气连接 (5)第三章 菜单操作 (7)3.1 画面与菜单结构 (7)3.2 主要画面介绍 (8)3.3 参数说明 (9)第四章 自动张力控制 (11)4.1 张力测量 (11)4.1.1 张力传感器安装及接线 (11)4.1.2 张力测量相关参数设置 (12)4.1.3 张力标定 (13)4.2 调试运行 (15)4.2.1 手动控制 (15)4.2.2 自动控制 (15)4.2.3 系统启停 (16)4.2.4 双轴切换 (17)4.2.5 加速/减速控制 (18)4.2.6 比例积分参数设置 (19)4.2.7 输出限制 (19)4.2.8 输出信号 (20)4.2.9 报警功能 (20)4.2.10 反馈方式 (20)4.3 锥度张力控制 (21)4.3.1 锥度控制概述 (21)4.3.2 锥度张力模式运行画面 (21)4.3.3 锥度张力控制调试步骤 (21)第五章 卷径张力控制 (22)5.1 概述 (22)5.2 卷径测量 (22)5.2.1 接近开关/编码器安装及接线 (22)5.2.2 卷径测量方式 (23)5.3 卷径张力控制基本操作 (24)5.3.1 启动/停止控制 (24)5.3.2 双轴切换控制 (24)5.3.3 卷径复位 (24)5.3.4 卷径控制方式选择 (24)5.4 卷径恒张力控制 (25)5.4.1 卷径恒张力控制-操作与显示 (25)5.4.2 卷径恒张力控制-调试步骤 (25)5.5 卷径锥度控制 (26)5.5.1 卷径锥度控制-操作与显示 (26)5.5.2 卷径锥度控制-调试步骤 (26)5.6 卷径程序控制 (27)5.6.1 操作与显示 (27)5.6.2 设置曲线程序 (27)5.6.3 曲线程序参数介绍 (28)5.6.4 卷径程序控制-调试步骤 (28)第六章 其它功能 (29)6.1 语言选择 (29)6.2 参数备份 (29)6.3 技术支持 (29)第七章 串口通讯 (30)第八章 附录 (34)8.1 参数画面 (34)8.2 故障排除及维护 (35)8.3 技术规格 (36)本说明书为V4.00软件版本。
英孚康-ICON收放卷应用CPW张力控制V1903-454
制; • 收放线及摆杆调整系统采用PID控制,配合2ms的程序及伺服刷新
周期,保证1500MPM速度下摆杆波动范围低于0.5°; • 精确的线量及切割时间计算公式,时间精确到1min,线量精确到
10m; • 设备突然断电时可控停车控制,尽最大可能保护客户利益;
英孚康张力控制应用及案例介绍
V_19/03
Information Convergence
关于张力控制
应用场合:只要是卷材应用场合基本都需要实现张力控制。收放卷张力控制、过程中张力控制。
材料类型: 纸张,薄膜,绕线,金属。
检测/执行: 张力辊,悬臂,摆杆,磁粉/气动装置,伺服电机。
控制方式:闭环控制,开环控制,模型控制。
运行模式: 直接扭矩输出,闭环速度调节,SLAT模式 (驱动底层快速切换), 差速磁粉控制。
辅助功能:
卷径计算, 锥度控制,惯量补偿,摩擦补偿(静态/动态),断料检测,非线性校准,信号处理。
张力稳定运行的基础:
1)伺服控制同步特性好;
2)驱动电流和电机扭矩输出的精度和稳定性;
3)适合工艺的合理控制方式;
• 产品收尾:根据卷径自动计算料尾长度,完成自 动贴标,减少废品
• 切缝:根据运行速度及标签长度,自动控制切刀 气缸动作时机,保证切缝(标缝3mm),减少废 品纸张
Information Convergence
案例:线切割设备–高响应张力闭环控制,断电可控停车不断线
控制特点:
• 运行速度:0-1800MPM; • 优异的电机绕组设计,80Nm、4000RPm的主轴电机选择,为行业
I/O
新增设备
ALTEC TC950 张力控制器 说明书

12
33
13
双轴切换开关 MC2
34
14
启动/停止开关 MC1
35
15
MCC
36
16
+
速度同步输入信号
0~10V
37
17
-
38
18
+
张力输入信号
39
19
-
20
1. 输出OUT1,OUT2可设置为0~20mA或4~20mA输出,驱动能力为750Ω。 2. 报警输出AL1继电器触点容量为2A/250VAC。 3. 端子13,14,15连线必须使用屏蔽线,并远离电源等强电线,否则会影响仪表使用及损坏仪表。
2、功能特点
● 全数字化设计,无可调电位器,张力标定过程简单,张力测量精确、稳定、可靠。测量精度高达0.2级。 ● 具有速度同步追踪功能,速度信号输入范围0~10V。 ● 可选多种输出模式,适用于各种场合使用。 ● 可选串行数字通讯功能或张力测量值变送功能。 ● 采用无超调PID算法,保证系统启/停过程中,张力无超调。 ● 控制方式可选自动控制或手动控制,自动/手动为无扰切换。 ● 具双轴切换功能。 ● 采用适应性极强的开关电源(85~264V),保证长期可靠运行。 ● 操作界面十分友好,操作非常简单。 ● 具有极高的性能价格比。
31
11
2
22
32
12
3
23
33
13
4
24
34
14
5
25
35
15
6
26
36
16
7
27
37
17
8
28
38
18
9
29
39
张力控制器操作说明
张力控制器操作说明张力控制器操作说明1、引言本文档是关于张力控制器的详细操作说明,包括了器件的基本概述以及使用方法。
通过阅读本文档,用户将能够准确地了解张力控制器的功能和操作步骤。
请您在使用前仔细阅读本文档,并按照操作步骤进行操作。
2、产品概述张力控制器是一种用于控制电缆或绳索等线性材料张力的设备。
它通过调整输出力来实现对线性材料的张力控制,从而确保材料在运动过程中的稳定性和准确性。
3、产品特点张力控制器具有以下特点:3.1 高精度控制:能够精确调节张力大小,确保线性材料的稳定性。
3.2 大范围调节:能够适应不同种类及规格的线性材料,满足不同用户的需求。
3.3 易于操作:设备控制简单,操作方便,用户无需专业培训即可上手操作。
3.4 多种安全保护功能:具备过载保护、过热保护、紧急停止等功能,确保设备使用安全。
4、安装4.1 选择合适的安装位置:安装位置应稳固可靠,保证设备在运行过程中不会发生晃动。
4.2 固定设备:使用螺栓或其他固定装置将设备固定在安装位置上。
5、连接线性材料5.1 将线性材料通过张力控制器的导线通道。
5.2 确保线性材料连接牢固,避免发生松动导致误差。
6、调节张力6.1 打开设备电源,将设备调到待机状态。
6.2 调节控制面板上的张力调节旋钮,逐步调整输出张力大小。
6.3 监测线性材料的张力变化,根据需要进行微调。
7、常见故障排除7.1 故障现象:设备无法启动。
解决方法:检查电源是否连接正常,确认电源开关是否打开。
7.2 故障现象:设备运行中断。
解决方法:检查线性材料是否被卡住,清理卡住的地方,确保材料畅通。
附件:本文档无附件内容。
法律名词及注释:张力:指物体在受到外力作用下,产生的抗力大小。
博信atc810v张力控制器说明书(中文版)
博信atc810v张力控制器说明书(中文版)摘要:一、引言二、产品概述三、安装与操作四、功能与应用五、技术参数六、注意事项七、总结正文:一、引言博信atc810v 张力控制器是一款优质的产品,在众多领域都有广泛的应用。
本说明书将为您提供关于该产品的详细信息,以帮助您更好地理解和使用它。
二、产品概述博信atc810v 张力控制器是一种高精度的设备,主要用于精确控制各种卷材的张力。
它采用先进的微处理器技术,具有稳定性好、精度高、反应速度快等特点,可满足各种复杂环境下的使用需求。
三、安装与操作1.安装博信atc810v 张力控制器的安装非常简单,只需将其安装在需要控制张力的卷材旁边,并确保其与卷材保持适当的距离。
2.操作操作博信atc810v 张力控制器也非常方便,您只需按照说明书上的指示,设置相关的参数,即可实现对卷材张力的精确控制。
四、功能与应用博信atc810v 张力控制器具有多种功能,可满足不同场景下的使用需求。
其主要功能包括:1.实时监测卷材张力2.自动调节卷材张力3.手动调节卷材张力4.数据记录与查询因此,该产品在印刷、包装、纺织、造纸等行业都有广泛的应用。
五、技术参数博信atc810v 张力控制器的技术参数如下:1.测量范围:0-100N2.测量精度:±0.1N3.控制方式:自动/手动4.工作电压:AC220V5.工作环境:-10℃~50℃六、注意事项使用博信atc810v 张力控制器时,请务必注意以下几点:1.避免在高温、潮湿、易爆环境下使用。
2.使用过程中,请勿将控制器暴露在阳光下或雨水中。
3.请勿在有灰尘、油污的环境中使用,以免影响设备的正常工作。
七、总结博信atc810v 张力控制器是一款性能优越、易于操作的产品,具有广泛的应用前景。
SANKEN SAMCO-SVC06 说明书

张力控制专用功能 使用说明书目录第一节:概述 ---------------------------------------------- 2 第二节:系统方案 -----------------------------------------------3 第三节:相关功能代码 ----------------------------------------------4 第四节:凹印机使用方式--------------------------------------------29 第五节:注意事项 ---------------------------------------------31第一节 概 述张力控制是任何以卷材为原料的机器上最重要的控制系统。
不论产品是线材、纸张、塑料薄膜、纺织品、橡胶片或薄钢板卷材,他们都是在一定的张力控制下被输送到机器,并且在一定的张力控制下被卷取。
作为三垦最新一代高性能变频器,SVC06不仅具有卓越的控制性能,更集成了多项行业功能,使之成为行业专用变频器。
本说明书详细描述了张力控制的使用方法,使SVC06可以替代成为高精度、多功能的张力控制器。
【张力控制的分类】 张力控制方式可以分为3类: 1、张力传感器方式(微偏位移式)。
→直接反映了材料表面张力的大小,变频器控制的是电机的输出转矩。
张力传感器检测示意图:检测辊检测辊轴承张力传感器GFF2、张力架方式(摆辊式)。
→采用摆辊作为张力反馈,变频器控制的是摆辊的位置而非材料的张力,张力值是由摆辊的重量来决定的。
3、线速度方式(编码器式)。
→采用编码器检测线速度,最终控制目标是维持线速度恒定。
第二节 系统方案目前SVC06变频器采用张力架反馈控制方式实现张力控制功能。
此方式由材料的线速度和实时的卷径演算值共同计算出同步匹配频率,然后由张力架反馈的张力架位置信号和张力架基准设定值进行PID 调整,从而调整变频器的指令频率,使张力架保持在所指定的基准位置上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
二、控制器外型尺寸及盤面安裝開孔尺寸
100 m/m
TENSION CONTROLLER
TENSION
○ RUN ○ PRG ○ ERR
MODE ▲
CH
TENSION SET
▼
SET
TRC-416T
100 m/m
160m/m
90m/m
控制箱盤面開孔尺寸: 92 x 92 m/m
3
三、TRC-416T 端子接線圖
1
一、盤面功能說明
TENSION CONTROLLER
TENSION
綠色工作指示燈 黃色參數修改燈 紅色故障指示燈
○ RUN ○ PRG ○ ERR
MODE ▲
TENSION SET
▼
SET
紅色 LED 張力顯示
綠色 LED 張力設定或 比例顯示
參
增
減
參
數
加
少
數
選
鍵
鍵
輸
擇
入
鍵
鍵
附加功能: 註 1.速度顯示修改時,調整方式如下: SET +▲,修改速度顯示由慢而快。 SET+▼,修改速度顯示由快而慢。
極高精度線上張力控制器
TRC–416T
使用操作說明書
TENSION CONTROLLER
TENSION
○ RUN ○ PRG ○ ERR
MODE ▲
CH
TENSION SET
▼
SET
TRC-416T
0
目
錄
1 . 盤面功能說明………………………………….2 2. 控制器外型尺寸及盤面安裝開孔尺寸……….3 3. TRC-416T 端子接線圖………………………….4 4. 接線端子說明…………………………………..5 5. 參數設定方式………………………………….6 6. 參數表………………………………………….8 7. 參數內容說明…………………………………10 8. 異常故障顯示與排除………………………..14 9. 異常判斷與故障顯示與排除………………..15
12345678
AC220V FG
○
○
Interface
22 23 24
TX RX GND
RS-485
註:FG 接地請勿與信號隔線接地相接。
4
四、接線端子說明
電源
端子 1、2 接點為 AC 電源入力規範為 AC220V ±10%,50/60HZ 端子 3 為第 三接地。
警告輸出
端子 4、5 為故障輸出 A 接點,當 E1 和 E2 信號累積差至參數 Pr35 所設之差 值時,RELAY 輸出,當信號差小於設定值時,RELAY 回到不輸出狀態,RELAY 接點容量:1A 250VAC。
Pr17 為啟動時誤差修正延遲時間,單位為 0.1 秒。
Pr18 P 值限制範圍,如設 150,則為修正最大量±15%,此項參數需配合 Pr13 設定。
Pr19 I 值修正範圍,此項參數需配合 Pr14、Pr15 設定。
Pr20 當張力大於上限設定值時,端子 4、5 接點 RELAY 輸出,當張力小於上限設定值 時,RELAY 回到不輸出狀態。
5
五、參數設定方式
基本要件:1.端子 15、17 需短接(註) 2.通行密碼:參數 1 需設定 1000
註:如 15、17 為開路,則參數只能看不能修改。
步驟:1.按 MODE 鍵,面版顯示進入參數 1
○ RUN 黃燈閃爍 ● PRG
○ ERR
Pr01
1000
紅色字幕 綠色顯示幕
2.按 SET 鍵,面版顯示 Pr01
0001
△ SET △或▽
Pr03 0001
Pr03 0001
閃爍
Pr03 0002
閃爍
SET
△ . . . △
△
SET
△或▽
Pr04 1000
Pr05 1000 . .
Pr09 005.0
Pr10 00.50
Pr10 00.50
Pr11 00.70
閃爍
SET MODE
Pr11 0030
0000 1000
10
Pr10 運轉控制模式: 0:只追蹤速度 1:全程位置追蹤 2:只使用 A/D 開迴路 A/D input × 比例 = D/A output
Pr11 A/D 輸入運用模式 0:不使用輸入 1:主速度輸入 2:用 A/D 當成比例輸入設定值
Pr12 追蹤馬達譯碼器(Encoder)每轉解析度 PPR 輸入值(÷10) :當使用 200 PPR Encoder 時Æ輸入 20,600 PPR Encoder 時Æ輸入 60。
Pr03 位置追蹤敏感度設定:範圍 1 ~ 10,敏感度 1 為最小,10 為最大,如 Pr10 參數設 定為速度追蹤時,此項參數不使用。
Pr04 設定張力修正時間值,設定值設越大,修正時間越長﹔設定值設越小,修正時間 越短。
Pr05 設定張力修正設定點。
Pr06 綠色 LED 顯示選擇: 1:外部比例 2:比例變化 3:張力設定
0002.0
Pr08 10V 對應張力值
00000 ~ 99999 0250.0
Pr09
Pr10
Pr11 Pr12
Pr13 Pr14 Pr15 Pr16 Pr17 Pr18 Pr19 Pr20 Pr21 Pr22 Pr23 Pr24 Pr25 Pr26 Pr27 Pr28
上排顯示方式(0:線速 1:角度 2:電源監控器 3 張力讀值 4:輸出電壓 5:補償值) 運轉模式: 0:速度追蹤, 1:角度追蹤 2:開迴路 0:D/A 不預除 1:D/A 預除 每轉 ENCODER 數 (X 10 倍) 張力 P 值 張力 1 段 I 值 張力 2 段 I 值 使用第 2 段 I 之誤差值 啟動誤差延遲時間 P 限制範圍 I 限制範圍 張力上限 RELAY 判斷值 1:放料 2:收料 上排小數點位置 下排小數點位置 主機 ENCODER 反相設定 副機 ENCODER 反相設定 比例值設定上限 比例值設定下限 面板鎖定
標準面版值設定 OK
7
六、參數表
參數號碼
名稱
Pr01 進入密碼
Pr02 P (比例)感度修正值(越大反應 越快)
範圍 00000 ~ 99999 00001 ~ 00010
出廠設定
01000 00006
使用者設定
Pr03 I (積分)感度修正值(越大反應 00001 ~ 00010 00003 越快)
8
00000 ~ 00005 00003 00000 ~ 00002 00001
00000 ~ 00001 00000 ~ 00100
000.00 ~010.00 00000 ~ 00255 00000 ~ 00255 0000.0 ~0100.0 0000.0 ~0025.5 00.000 ~09.999 00.000 ~09.999 00000 ~ 99999 00001 ~ 00002 00000 ~ 00003 00000 ~ 00003 00000 ~ 00001 00000 ~ 00001 00000 ~ 99999 00000 ~ 99999 00000 ~ 00001
系統啟動
端子 15、16 為系統啟動,接點短接時為自動模式。 *端子 15、16 接點短接為比例模式。 *端子 15、16、17 接點短接為張力模式。
參數設定
端子 15、17 為參數設定接點短接時,才能做參數修改設定。 參數內容與設定方式,參考 6 頁。
寸動模式
端子 15、18 為寸動加速 A 接點。 端子 15、19 為寸動減速 A 接點。 *可在參數 Pr36 中更改差速值。
6.如只修改參數 5 相次,則只按△鍵位移參數相次至
Pr05
紅色 LED
1000
綠色 LED
再按 SET 鍵進入修改模式,更改後按 SET 鍵輸入。 最後按 MODE 回到操作模態
6
例:如需修改參數 3 及參數 10 作方式如下:
按
顯示
MODE
Pr01
紅色 LED
○PRG 1000
綠色 LED
△
Pr02
(0:加減寸動 1:比例加減) Pr38 最高 RPM 數(*100 倍)
00000 ~ 00200 00000 ~ 00010 00000 ~ 00200 00001 ~ 00255 0.0000 ~9.9999 00.000 ~09.999 00000 ~ 09999 00.000 ~0100.0 00000 ~ 00001
Pr13 為張力 P 值,修正量 K 值,為變位檢出之瞬間修正量,數字愈大修正量愈大。
Pr14 為張力第 1 段 I 值修正速度 K 值,此項參數為張力演算修正速度,設定愈大張力 修正量愈快。
Pr15 為張力第 2 段 I 值修正速度 K 值,此項參數為張力演算修正速度,設定愈大張力 修正量愈快。
Pr16 為使用張力第 2 段 I 值修正速度之誤差值。
A/D輸入
端子 6、7、21 為A/D輸入,解析度 210,輸入阻抗 100KΩ,可選擇為主速 輸入或比例修正控制,修正量 100.0%,(±50%)。
E1 與 E2 端子 9(+)、10(-)為譯碼器電源 DC12V ±3%,100mA(MAX)。
譯碼器輸入 端子 11、12 為主馬達譯碼器輸入信號。 端子 13、14 為從馬達譯碼器回授信號。
Pr07 為張力不感帶,假如設定值為 3,則表示 Pr05 之±3 為不感帶。
Pr08 10V 對應張力值,為 A/D 實際張力入力,端子 7(+),21(-) A/D 輸入電壓在 10VDC 時,面板所顯示張力 K 值。
Pr09 紅色 LED 顯示選擇: 0: 速度顯示 1: E1-E2 值顯示,試車時請調至此功能,再依 E1-E2 之數值調整 Pr02 及 Pr03, 使控制更為順暢。 2: D/A 輸出電壓:顯示端子 20(+)、21(-)電壓值,可檢查 D/A 是否故障。 3:張力輸入電壓值:顯示端子 7、8 A/D 輸入電壓值,可檢查 A/D 是否故障。 4: A/D 輸入轉 D/A 輸出:電壓值檢查是否依照 Pr14、Pr15 設定值執行。 顯示值 = 輸出電壓 4095 5:顯示 416T 張力演算時,控制器補償變化量。