三菱张力控制器LDF调整方法
三菱GPM-M(VFDH)高速电梯调试工艺

c)通过调节LIR-220印板上的电位器R02使VB与0V之间的电压为DC0.3±0.1V;
d)确认VF与0V之间为-2.0±0.2V。
2.5.1.2.起动称偏置调整
在称调整中,装载平衡负载的状态下的偏置调整是最重要的。若偏置调整不良,在空载或满载时,由于称偏差而容易产生起动冲击。
2.3.平衡系数
平衡系数的调整十分重要,对于今后电梯运行的舒适感有很大的影响。
a)确认所有必要的设备都已安装到位,把相当于品目表中所规定的平衡负载重量的砝码放入轿厢。
b)MON拨到“1”,轿厢停在底层门区,用钳型电流表测量动力电源线的电流。
c)当电梯从底层向顶层运行时,记录下当P1板上LED显示“0”或“-0”时的电流值IUP。
确认P1板上的插件K1G已拆下。
拆下电动机三相电源线,和曳引机制动器线圈线B4。
1.4.送电
1.4.1.确认三相电源为380V±5%,三相平衡率在±3%。
1.4.2.合上NF开关CP,检查变压器T01、T02和T12的输出电压值。如果所测电压值不在“表1:变压器电压值”标准范围以内,则需按变压器铭牌所示调节变压器抽头。
dh1七段码显示调整值高位dl1七段码显示调整值低位md2七段码显示控制数据显示方式dh2七段码显示控制数据高位dl2七段码显示控制数据低位21开门指令开门时亮22关门指令关门时亮41dg门锁开关门关上时亮dz方式报告功能有效显示无效时亮29安全回路正常时亮d29内部安全回路检查正常时亮m29mdcpu安全回路正常时亮c29cccpu安全回路正常时亮60自动手动模式显示自动时亮up向上运行显示上行时亮dn向下运行显示下行时亮29w超载检测超载时亮mwdtmdcpu监视计时器正常时亮cwdtcccpu监视计时器正常时亮kcj51xp2dph七段码数据显示高位dpl七段码数据显示低位bsi逆变器基极截止截止时亮bsc整流器基极截止截止时亮cvd主回路电解电容充放电状态显示20v以上时亮dwdtmrcpu监视计时器正常时亮29名称功能kcj50xapifbind预备开关b独立29ws29wr超载强制选择超载强制解除doorrst门机电源切断复位dcbfms关门按钮层高写入运行rmmntwen发出报告有效无效e2rom写入许可m1m1调整用开关参见调整用开关操作方法
完整版张力控制详解

MITSUBISHI ELECTRIC CORPORATION
利用张力检测器进行扭矩控制
M
速度
INV
设定
+
CMP
-
INV
M
张力 设定
?张力控制精度较高
?保持一定速度运转, 则张力也会稳定
?加减速时,需要进行 控制补偿
?通过长度较长时,不 利于控制
MITSUBISHI ELECTRIC CORPORATION
优。 品质 ? 产品价值 ?收卷时经常出现因材料卷紧引起“菊花花纹”
等问题。 ?胶片、薄膜等薄的材料。
MITSUBISHI ELECTRIC CORPORATION
恒定张力、锥度张力和恒定扭矩
?因张力控制方式不同而引起的差异
张力
恒定张力控制
一定
锥度张力控制 恒定扭矩控制
卷径
递减 反比例
MITSUBISHI ELECTRIC CORPORATION
MITSUBISHI ELECTRIC CORPORATION
保护层的结构
PET PET 镀膜
防静电剂
胶粘剂
处理剂 ?防腐剂 ?抗擦伤剂
胶粘剂 防静电剂
PET(基材) 处理层
PET(剥离膜) 胶粘剂
防静电剂 PET(基材)
处理层
一次加工
腹膜
涂层
二次加工
裁切
MITSUBISHI ELECTRIC CORPORATION
?
制器的张力控制更理想?
? 6. 对绕线机及捻线机进行张力控制时,使用三菱的哪种张力控制器产品比较好。
?
现在只使用磁粉产品对绕线机和捻线机进行张力控制,三菱张力控制器一台也没使用,该如何使用呢?
三菱调试
56
3.Ms configurator 伺服调整步骤
3.2 Ms Configurator 伺服调整
使用 Ms configurator 软件伺服优化时,需要将机床操作模式保持在自动运行模式下方 可正常运行。
3.2.1 速度环增益调整 (1)在进行速度环增益调整之前,需要将参数先恢复为标准参数后,确认机台的状态。 解除紧急停止按钮,使用JOG等方式移动各伺服轴,如果在轴移动时或轴停止时发生共振, 则请确认伺服监视画面中的AFLT频率数(Hz),该值显示当前机台的振动频率并实时变化。
调整中画面
图 3-12 速度环增益调整结果 (6)自动调整完成后,被更改的 SV005 VGN1 或陷波滤波器[FHz1~FHz5]项目以蓝字 显示; 确认后请点击“Close”按钮。
图 3-13
60
3.Ms configurator 伺服调整步骤 (7)此时可看到如下图所示的频率响应特性图,在图的右方有各个详细指标,需注意:
图 3-18 e) 画面出现“Adjustment was completed”的提示信息后,请点击“Next”按钮;
图 3-19 f) 调整完成后,在下图的页面处确认调整结果;SV005 VGN1 和[FHz1~FHz5]的
变更的值由蓝字表示;按下“Close”按钮,关闭此对话框,完成手动陷波滤 波器的设定;
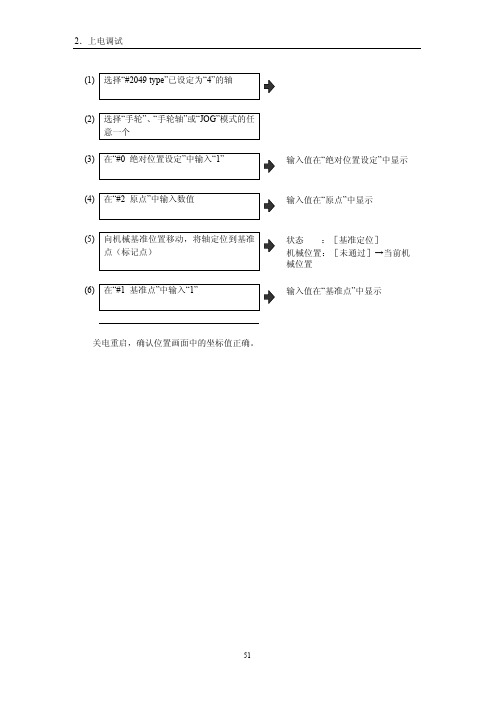
(6) 在“#1 基准点”中输入“1”
状态 :[基准定位] 机械位置:[未通过]→当前机 械位置
输入值在“基准点”中显示
关电重启,确认位置画面中的坐标值正确。
51
2.上电调试
2.6 存储行程极限设定
存储行程极限通过参数或程序指令设定每个轴能移动距离的最大值和最小值。 - 最大值、最小值如设定为相同值,则不执行行程检查。 - 不在绝对位置检测系统时、参考点返回有效。 - 机床进入禁区时将发生”M01 操作错误0007”(S/W 行程终端)、机床停止移动。将发 生错误的轴向反向移动,报警即可解除。 - 在自动运转中,即使1根轴发生报警,所有轴都会减速停止。 - 在手动运转中,只有发生报警的轴减速停止。 - 停止位置一定在禁区之前。 - 禁区与停止位置的距离由进给速度决定 存储行程极限有5种使用方式,分别为存储行程极限Ⅰ、Ⅱ、ⅡB、ⅠB及ⅠC。 通过设定不同的参数来使用。初期设定时只需设置存储行程极限Ⅰ和Ⅱ。其余使用方法 请参考《700070系列设定说明书》。
三菱张力控制器LE-MT初始调整方法

三菱张力控制器初始调整方法1、初次电源后,显示:START THE INITIAL TUNINGOR CHANGE TO MANUAL MAKE OPERATION2、按PAGE▼键,显示:PASS W. ENT.SET → 4095 ENTER PASS WORD初始密码为4095,按INC/DEG▼▲键还可注册其他密码,新注册的密码和4095同时有效,按ENTER键确认。
不需4095以外的密码,可不必设定。
3、按PAGE▼键,显示:TNSN.UNIT SELECT TENSION UNIT□×10N ■N说明选择公斤或牛顿作为显示单位,如用N(牛顿)方式显示,按►键,将光标移到■N 上,按ENTER键完成设定。
4、按PAGE▼键,显示:CNTL. PART SELECT REEL OR ROLL■UNWIND(放卷)□WIND(收卷)□FEED(供料)调整方式:移动光标到所需的方式上,按ENTER键确认。
5、按PAGE▼键,显示:REEL NUM. SELECT REEL NUMBER■ 1 REEL(单卷) □ REELS(多卷)移动光标后按ENTER键确认,REELS指机械是否设计有自动换卷。
6、按PAGE▼键,显示:TAPER SELECT TAPER TENSION CONTROL■OFF □ON 说明:指是否要锥度张力控制。
调整方式同上面一样,移动光标,按ENTER键确认。
7、按PAGE▼键,显示:ACTUATOR SELECT ACTUATOR (选择执行元件)■POWDER(磁粉离合器/制动器)□AC SERVO MOTOR(交流伺服马达)。
设定方式同上。
8、按PAGE▼键,显示:STALL MD. SELECT STALL SETTING MODE■KEY(键设定)□MAN. VOL.(手动旋钮设定)9、按PAGE▼键,显示:STALL RST SELECT STALL MEMORY RESET MODE■MC4 only □MC4+OUT SW.(MC4为ON时复位)(MC4为ON及面板输出开关为OFF时进行复位)10、按PAGE▼键,一直到显示:FULL SCALE SET TENSION FULL SCALESET 500N:□×10 ■×1 □×0.1说明:在显示屏上显示满度张力的大小,此数据可以按照需要进行调整。
张力控制器操作说明
张力控制器操作说明1.张力控制器的基本原理2.张力控制器的主要构成张力控制器主要由控制器、感应器和执行器三个部分组成。
其中,控制器负责接收感应器的信号,并根据设定值计算出控制信号;感应器负责检测被处理材料的张力,并将信号传输给控制器;执行器根据控制信号调整卷取或放线装置的工作状态,从而实现对材料张力的控制。
3.张力控制器的操作步骤(1)接通电源并设置参数:将张力控制器连接到电源,根据实际需要设置相关参数,例如材料类型、材料宽度、张力范围等。
(2)安装感应器:根据设备的不同,感应器可以安装在卷取装置或放线装置上。
确保感应器与材料接触良好,并调整感应器的灵敏度,使其能够准确检测到材料的张力。
(3)调整控制器:根据实际情况,调整控制器的工作模式,例如手动模式或自动模式。
手动模式下,操作人员可以通过调节控制器上的按钮或旋钮来实时调整张力;自动模式下,控制器将根据设定值自动调整张力。
(4)监测和调整:在操作过程中,持续监测材料的张力,并根据实际需要进行调整。
如果张力偏高,可以适当减小卷取或放线速度;如果张力偏低,可以适当增加速度或调整卷取或放线装置的工作方式。
(5)记录和分析:定期记录张力控制器的工作参数和材料的张力情况,并进行分析。
根据分析结果,优化操作参数和设备设置,以提高生产效率和产品质量。
4.张力控制器的维护和保养(1)定期检查感应器和控制器的连接线路,确保其正常工作,避免出现松动或短路的情况。
(2)保持操作环境的清洁和干燥,避免灰尘或湿气对设备的影响。
(3)定期进行润滑,确保张力控制器的机械部件正常运转。
(4)定期清洁传感器,以确保其能够准确检测材料的张力。
(5)定期校正控制器,以保证其工作的准确性和可靠性。
总结:张力控制器是一种用于控制张力的设备,在印刷、纺织、电子、包装等行业具有广泛的应用。
其操作相对简单,只需按照步骤进行设置和调整即可。
同时,良好的维护和保养也能够延长设备的使用寿命,提高工作效率和产品质量。
三菱伺服调整教程VerC.PPT

SV046
SV033,Bit4,5 SV033,Bit 4
SV033,bit5至7 MDS-C1/R
无 无 MDS-B MDS-C1/R
速度反馈滤波器
SV017,Bit 3
SV027,Bit F 自动设定
无
SV033,Bit 8-F 滤波器灵敏度 SV027,Bit C-D 滤波器灵敏度
MDS-C1/R
伺服调整教程
伺服调整
振动抑制(9)
其它共振点的检测与设定:继续用手轮移动伺服轴,第二
共振点的检测方法与第一共振点检测方法相同。如还有振动产
生,则需设置第二共振点 设置陷波器2频率:MDS-C1/R SV046:滤波深度SV033(bit5-7) 继续用手轮移动伺服轴,检测是否有其它的振动。如果有 高频振动存在可启动陷波滤波器3进行抑制,设SV033的bit4=1。
Ver.C
三菱电机自动化(上海)有限公司CNC技术部
伺服调整教程
伺服调整
振动抑制(8)
滤波深度 0 设定频率 281 滤波深度 4 设定频率 150 滤波深度 8
根据计算出的共振频率值查表得到要设定的参数值。
例:根据前页测得的频率371,查相对应驱动器-频率滤波深度表
设定频率 2250
1125
750 563
Ver.C
三菱电机自动化(上海)有限公司CNC技术部
伺服调整教程
伺服调整
振动抑制(3)
频率范围 设定频率 SV038 深度补偿设定 驱动类型
陷波滤波器
陷波滤波器1 陷波滤波器2 陷波滤波器3 100Hz至2250Hz SV033,bit1至3 MDS-C1/B/R
100Hz至2250Hz
750Hz至 2250Hz 1125Hz 2250Hz
三菱调试手册
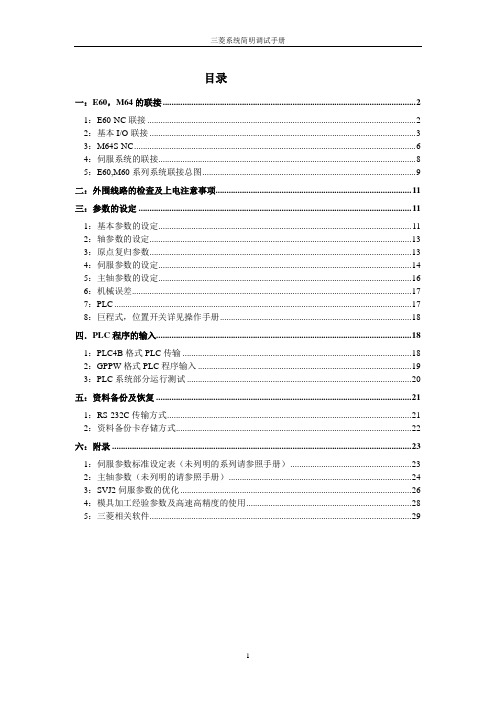
目录一:E60,M64的联接 (2)1:E60-NC联接 (2)2:基本I/O联接 (3)3:M64S-NC (6)4:伺服系统的联接 (8)5:E60,M60系列系统联接总图 (9)二:外围线路的检查及上电注意事项 (11)三:参数的设定 (11)1:基本参数的设定 (11)2:轴参数的设定 (13)3:原点复归参数 (13)4:伺服参数的设定 (14)5:主轴参数的设定 (16)6:机械误差 (17)7:PLC (17)8:巨程式,位置开关详见操作手册 (18)四.PLC程序的输入 (18)1:PLC4B格式PLC传输 (18)2:GPPW格式PLC程序输入 (19)3:PLC系统部分运行测试 (20)五:资料备份及恢复 (21)1:RS-232C传输方式 (21)2:资料备份卡存储方式 (22)六:附录 (23)1:伺服参数标准设定表(未列明的系列请参照手册) (23)2:主轴参数(未列明的请参照手册) (24)3:SVJ2伺服参数的优化 (26)4:模具加工经验参数及高速高精度的使用 (28)5:三菱相关软件 (29)一:E60,M64的联接1:E60-NC 联接(1)E60-NC (FCU6-MU071)接口图:CRTLCDNCKB(2)控制单元联接系统图(3)*紧急停止按钮的配线:三菱E60及64系列以后的紧急停止的配线与以往系统的配线有本质区别,现在急停端口内部为有源输出,如果外部贸然接入电源,有可能造成短路而烧毁NC。
望用户引起注意。
例:2:基本I/O联接(1)HR341/HR351端口图:CF31/CF32/CF33/CF34插头DI:CF31/CF32注1:漏/源改变联接,请给COM提供以下电压漏:DC24V源:0V注2:I/O口的电源与基本I/O的DCIN回路不同,请单独加载直流电源。
DO:CF33/CF34注1:±10V模拟电压输出,与基本I/O单元AO端口功能相同。
张力控制器操作说明
第一章 MC系列张力控制器介绍1.1、MC系列张力控制器特点◆ 张力控制器控制普通三相异步电机能输出各类所需机械特性。
可输出理想的卷绕特性。
◆ 张力控制精度高,调节简单。
◆ 高效节能,静止保持力矩输出时电机不发热,能耗较力矩电机节省50%以上,投资回收周期大约3-4个月。
◆ 结构简单可靠,只有电机、控制器两个部件,长寿命,免维护。
◆ 批量使用可降低环境温度4~8℃,提高电网功率因数,减少变压器增容投资。
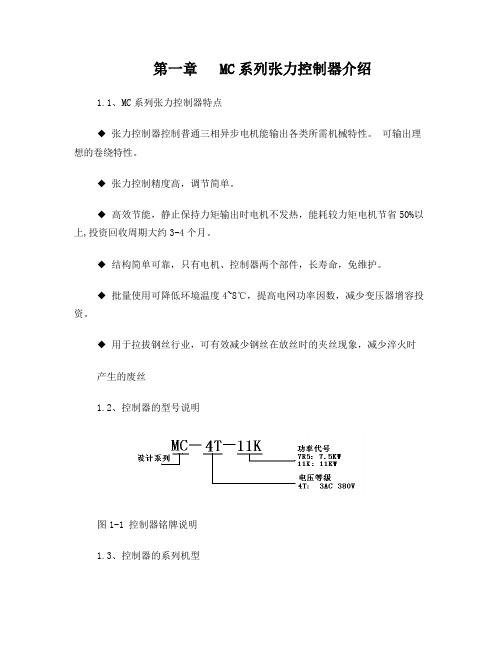
◆ 用于拉拔钢丝行业,可有效减少钢丝在放丝时的夹丝现象,减少淬火时产生的废丝1.2、控制器的型号说明图1-1 控制器铭牌说明1.3、控制器的系列机型表1-1 控制器系列机型说明第二章控制器的安装及端子配线2.1、控制器的外形尺寸图2-1 控制器外形图表2-1 控制器外形尺寸2.2、控制器的端子功能及配线2.2.1 产品端子配置图2-2 MC-4T7R5及以下功率等级图2-3 MC-4T11K及以上功率等级2.2.2主回路端子功能MC-4T1R5~MC-4T15KR/L1 S/L2 T/L3 ⊕1⊕2/B1B2 ? U/T1 V/T2 W/T3端子符号端子名称及功能说明R/L1、S/L2、T/L3 三相交流输入端子⊕1、⊕2/B1直流电抗器连接端子,出厂时用铜排短接⊕2/B1、B2 制动电阻连接端子⊕1、 ? 直流电源输入端子;外置制动单元的直流输入端子U/T1 、V/T2、 W/T3 三相交流输出端子2.2.3 端子配线图2-4 端子配线图(以MC-4T7R5为例)A、控制回路端子功能分类端子符号功能说明数字输入+24V +24VPLCX1 启动信号输入端子COM +24V地,X1的公共端模拟输入+10V 模拟输入参考电压(上表和配线图中未涉及的端子为厂家预留的端子,请勿接线,否则可能会发生误动作,危害人生及设备生产安全!)第三章操作面板使用说明3.1操作面板按键说明3.2操作实例下例为将设定电机极数为6级电机的实际操作步骤。
三菱伺服马达调机步骤概要

三菱伺服馬達調機步驟本文以 Mitsubishi 泛用型 AC servo motor 為安裝對象 , 介紹安裝及調整步驟。
1. 安裝圖 1 馬達安裝接線圖馬達與 Driver 接線圖如圖 1所示 , 安裝與調機時接線請參照此接線圖,第一次啟動馬達運轉時,請確認連接是否正確。
2. 信號與配線在位置控制模式下, Driver 標準接線圖如圖 2所示。
根據 Driver 與控制器連轉接板接線表需按表 1連接,以確保控制命令與回受訊號能正確的送出與接收。
圖 2 Driver控制訊號線接線圖表 1接線腳位列表3. 參數介紹Mitsubishi 泛用型 AC servo motor可設定之參數大致可分為三個部份,分別是基本參數、擴張參數Ⅰ、擴張參數Ⅱ:3.1. 基本參數基本參數共有 20個,其內容如表 2所示。
表 2 基本參數3.2. 擴張參數Ⅰ擴張參數Ⅰ共有 30個,其內容如表 3所示。
表 3 擴張參數Ⅰ3.3. 擴張參數Ⅱ擴張參數Ⅱ共有 27個,其內容如表 4所示。
表 4 擴張參數4. 基本運轉操作目前完成了安裝與線路連接 , 若要啟動馬達使其試運轉則還有一些基本參數待設定,根據下列順序一一調整至適應值。
A. 參數 19:首先需將所有參數設定在可讀寫之狀態下,將參數 19設定為 (000E,如此便可對所有參數進行修改。
B. 參數 0:在位置控制模式下,視回生電阻使用狀況 (通常不使用 , 參數 0建議設定為 (0000。
C. 參數 1:機能選擇參數,一般使用增量系統,無剎車訊號時,使用初始設定值(0002。
D. 電子齒輪比:齒輪比設定使用參數 3(CMX及參數 4(CDV,一般計算如 (式1 、 (式2 所示,先決定機器之最小移動量,根據機構設計可求出每轉所需送出之pulse 數 1f (式 1 ,再搭配馬達之解析能力,利用 (式 2 可求得電子齒輪比。
電子齒輪比設定範圍為500501≤≤CDVCMX 。
(调试前请看)三菱伺服调整介绍_20111012

DT400: 192.168.200.1
电脑IP设置
最后一位的地址 不能与NC参数 #1926的值一样
测试连接
至此,三菱伺服调整的前期准备完成,可以开始进行调试。
EOD
三菱伺服调整介绍
2011. 10.12 技术部 电子技术课
前言
本教程以DT400 M70B为原型,对三 菱M70B系统的伺服(伺服马达和 主轴马达)的调整方法进行了介 绍。 本教程主要面向从未接触过三菱伺 服调整的人员编写的,内容只是 初步介绍了在三菱伺服调整过程 中应该调整的项目。 对于教程中伺服波形的采用,也仅 仅是随意抽取了有一定代表性的 波形。简单的介绍了怎样区分波 形的好坏,以及怎样对不好的波 形进行调整来使波形满足加工的 基本条件。 另外,由于水平有限,编写的教程 内容肯定存在很多不足点,甚至 可能也有极个别的错误,所以仅 作为三菱伺服调整入门的参考教 程,希望各位读者给予指出问题 并帮助修正。
•三菱伺服调整总共有8个项目需要调整,但是由于速度环增益和伺服共振抑制在一个 波形画面下完成,所以合并在一起进行制作。
伺服马达部分: 1.(1)速度环增益 (2)伺服共振抑制 2.伺服进给进给调整 3.伺服快速进给调整 主轴马达部分: 4.真圆度 5.主轴加减速时间 6.主轴定位 7.刚性攻丝TAPPING
张力控制PID参数的经验设置
张力控制PID参数的经验设置我在手册上查到的,并已实际的测试过,方便且比较准确应用于传统的PID1。
首先将I,D设置为0,即只用纯比例控制,最好是有曲线图,调整P值在控制范围内成监界振荡状态。
记录下临界振荡的同期Ts2。
将Kp值=纯比例时的P值3。
如果控制精度=1.05%,则设置Ti=0.49Ts ; Td=0.14Ts ;T=0.014控制精度=1.2%,则设置Ti=0.47Ts ; Td=0.16Ts ;T=0.043控制精度=1.5%,则设置Ti=0.43Ts ; Td=0.20Ts ;T=0.09朋友,你试一下,应该不错,而且调试时间大大缩短******************************************************************************************** 效果不理想,平常手动时在+/-200牛顿左右波动(LoadCell式张力传感器);自动时最好也就+/-80N吧(注意:6%了!感觉有震荡嫌疑了)。
没有趋势图,波动周期没测过。
简单介绍一下这里的张力控制:loadcell测张力(单位n,范围0~2400n);通过调速调节张力;速度主给定为前级车速(前级车速由模拟量传送到PLC,PLC进行速比运算后模拟量输出到驱动主给定),张力PID输出做为车速的辅助给定(主给定+/-5%);OB13调用PID 功能块;5次平均法滤波(会导致一定的滞后,但可disable)。
我做过:张力传感器校验,通过,入PLC信号屏蔽良好,校验时波动非常小;各模拟量屏蔽,屏蔽线单端接地;强制输出模拟量到驱动主给定,手动模式下调试驱动装置,速度较稳定(直流模拟装置,150mpm给定下速度波动+/-0.4mpm,最大车速375mpm);前级车速控制回路参数整定(数字回路,车速稳定);disable 张力传感器滤波,效果与有滤波无明显不同,最终还是加了滤波;PI参数整定,比例参数由原来的6.00一直降到2.45效果稍好,但不明显,比例加大后超调太多;上帝呀,老天爷呀,真主呀,佛祖呀,土地呀我都求过了。
张力控制器操作说明
张力控制器操作说明张力控制器操作说明1、引言本文档是关于张力控制器的详细操作说明,包括了器件的基本概述以及使用方法。
通过阅读本文档,用户将能够准确地了解张力控制器的功能和操作步骤。
请您在使用前仔细阅读本文档,并按照操作步骤进行操作。
2、产品概述张力控制器是一种用于控制电缆或绳索等线性材料张力的设备。
它通过调整输出力来实现对线性材料的张力控制,从而确保材料在运动过程中的稳定性和准确性。
3、产品特点张力控制器具有以下特点:3.1 高精度控制:能够精确调节张力大小,确保线性材料的稳定性。
3.2 大范围调节:能够适应不同种类及规格的线性材料,满足不同用户的需求。
3.3 易于操作:设备控制简单,操作方便,用户无需专业培训即可上手操作。
3.4 多种安全保护功能:具备过载保护、过热保护、紧急停止等功能,确保设备使用安全。
4、安装4.1 选择合适的安装位置:安装位置应稳固可靠,保证设备在运行过程中不会发生晃动。
4.2 固定设备:使用螺栓或其他固定装置将设备固定在安装位置上。
5、连接线性材料5.1 将线性材料通过张力控制器的导线通道。
5.2 确保线性材料连接牢固,避免发生松动导致误差。
6、调节张力6.1 打开设备电源,将设备调到待机状态。
6.2 调节控制面板上的张力调节旋钮,逐步调整输出张力大小。
6.3 监测线性材料的张力变化,根据需要进行微调。
7、常见故障排除7.1 故障现象:设备无法启动。
解决方法:检查电源是否连接正常,确认电源开关是否打开。
7.2 故障现象:设备运行中断。
解决方法:检查线性材料是否被卡住,清理卡住的地方,确保材料畅通。
附件:本文档无附件内容。
法律名词及注释:张力:指物体在受到外力作用下,产生的抗力大小。
三菱伺服驱动器一键式调整操作流程

三菱伺服驱动器一键式调整操作流程三菱伺服放大器在投入正式使用前,最好都应该进行三菱伺服调整,以使三菱伺服放大器及伺服电机的性能能与连接机械的特性更好地匹配。
否则,在设备调试或使用过程中将可能发生机械振动、抖动、异响,如以下情况:三菱伺服放大器MR-JE系列及MR-J4系列都具有一键式调整功能(由于翻译原因可能又称为“一触式调整”),通过一键式调整,可以简单地完成伺服的调整。
但是在进行一键式调整之前需要进行一些准备工作,主要是让伺服电机循环地来回正反转。
up主刚开始接触这些产品的时候,就觉得为了进行一键式调整,特地去写让伺服电机循环来回正反转的程序还真不是一件容易的事情呢。
所以,接下来要介绍的方法是如何不通过程序使电机来回正反转。
另外,本文档介绍的方法需使用三菱伺服调整软件MR-Configurator2。
■调整前准备工作一键式调整需要在伺服电机运行中进行调整,因此,在进行调整期间,需要使伺服电机进行正反转反复运行。
可以先使用“测试运行”功能使伺服电机进行定位运行。
■各系列伺服放大器进入测试运行模式的方法:◎JE-A进入测试运行模式的方法(在伺服本体上操作):◎JE-B进入测试运行模式的方法:将参数PC05设置为0010,然后写入到伺服放大器,断电重启。
◎J4-A进入测试运行模式的方法(在伺服本体上操作):◎J4-B进入测试运行模式的方法:打开伺服放大器上方显示盖板,将拨码SW2的左边第一位向上拨,然后断电复位。
■进行测试运行使用软件MR-Configurator2,通过“菜单栏”-“测试运行”-“定位运行”打开以下窗口:设置完成后,点击“正转”,使电机运行。
■一键式调整通过“菜单栏”-“调整”-“一键式调整”打开以下窗口点击开始后,系统开始一键式调整,出现以下画面,整个调整过程大概几分钟。
调整过程中可能会出现伺服电机轻微啸响,属于正常情况。
调整完成后会出现以下画面,选择“是”。
接下来会弹出如下窗口,在右下方点击更新。
SANKEN SAMCO-SVC06 说明书

张力控制专用功能 使用说明书目录第一节:概述 ---------------------------------------------- 2 第二节:系统方案 -----------------------------------------------3 第三节:相关功能代码 ----------------------------------------------4 第四节:凹印机使用方式--------------------------------------------29 第五节:注意事项 ---------------------------------------------31第一节 概 述张力控制是任何以卷材为原料的机器上最重要的控制系统。
不论产品是线材、纸张、塑料薄膜、纺织品、橡胶片或薄钢板卷材,他们都是在一定的张力控制下被输送到机器,并且在一定的张力控制下被卷取。
作为三垦最新一代高性能变频器,SVC06不仅具有卓越的控制性能,更集成了多项行业功能,使之成为行业专用变频器。
本说明书详细描述了张力控制的使用方法,使SVC06可以替代成为高精度、多功能的张力控制器。
【张力控制的分类】 张力控制方式可以分为3类: 1、张力传感器方式(微偏位移式)。
→直接反映了材料表面张力的大小,变频器控制的是电机的输出转矩。
张力传感器检测示意图:检测辊检测辊轴承张力传感器GFF2、张力架方式(摆辊式)。
→采用摆辊作为张力反馈,变频器控制的是摆辊的位置而非材料的张力,张力值是由摆辊的重量来决定的。
3、线速度方式(编码器式)。
→采用编码器检测线速度,最终控制目标是维持线速度恒定。
第二节 系统方案目前SVC06变频器采用张力架反馈控制方式实现张力控制功能。
此方式由材料的线速度和实时的卷径演算值共同计算出同步匹配频率,然后由张力架反馈的张力架位置信号和张力架基准设定值进行PID 调整,从而调整变频器的指令频率,使张力架保持在所指定的基准位置上。
张力调较及故障处理
张力控制问题与故障一、张力控制原理及技术参数金明吹膜收卷中采用张力传感器、张力信号放大器,PLC组成张力控制系统,实现闭环张力控制。
在张力闭环控制中,张力传感采用的是应变片电桥测量原理,采用穿轴式或支座式安装使用,能精确测出薄膜施加在张力辊上的力,根据所受的力的大小,输出与之成正比的电压信号,在吹膜线上采用ZC穿轴式张力传感器或三菱支座式张力传感器。
ZC穿轴式张力传感器具有方向性,红点为合力方向。
ZC穿轴式张力传感器技术参数供电电压6~12V,输出电阻350欧姆,灵敏度2mv/V,电气连接1、电源+,4、电源-,2、信号+,3、信号-,其他详细技术参数及三菱支座式张力传感器详见相应的说明书。
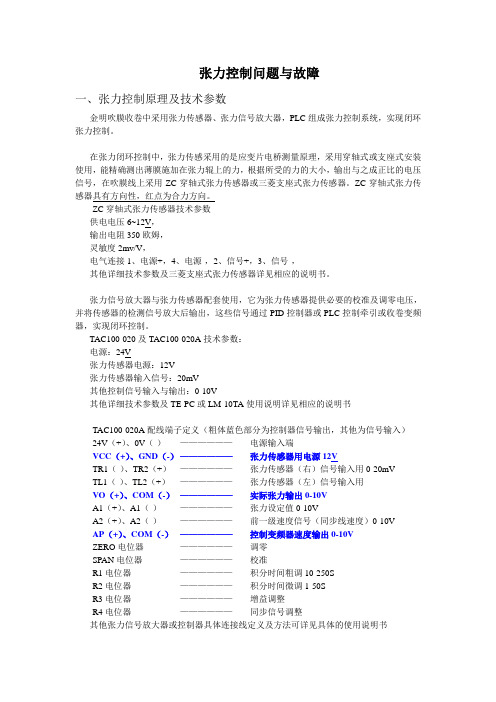
张力信号放大器与张力传感器配套使用,它为张力传感器提供必要的校准及调零电压,并将传感器的检测信号放大后输出,这些信号通过PID控制器或PLC控制牵引或收卷变频器,实现闭环控制。
TAC100-020及TAC100-020A技术参数:电源:24V张力传感器电源:12V张力传感器输入信号:20mV其他控制信号输入与输出:0-10V其他详细技术参数及TE-PC或LM-10TA使用说明详见相应的说明书TAC100-020A配线端子定义(粗体蓝色部分为控制器信号输出,其他为信号输入) 24V(+)、0V(-)——————电源输入端VCC(+)、GND(-)——————张力传感器用电源12VTR1(-)、TR2(+)——————张力传感器(右)信号输入用0-20mVTL1(-)、TL2(+)——————张力传感器(左)信号输入用VO(+)、COM(-)——————实际张力输出0-10VA1(+)、A1(-)——————张力设定值0-10VA2(+)、A2(-)——————前一级速度信号(同步线速度)0-10VAP(+)、COM(-)——————控制变频器速度输出0-10VZERO电位器——————调零SPAN电位器——————校准R1电位器——————积分时间粗调10-250SR2电位器——————积分时间微调1-50SR3电位器——————增益调整R4电位器——————同步信号调整其他张力信号放大器或控制器具体连接线定义及方法可详见具体的使用说明书二、控制方案金明设备主要采用两种张力控制方案:1、老设备中采用张力传感器,张力信号放大器TAC100-020、TE-PC或LM-10TA,将信号送往PLC,在PLC中进行PID运算后控制变频器,实现闭环控制,在这种控制方案中,只需对张力信号放大器进行调零与校准即可(可参照张力调校步骤2,3)。
张力机的操作使用

张力机的操作使用1.张力机使用1.1.张力机固定1.1.1.主机固定1)尽量将张力机放置在施工线路方向上;2)抽出后支腿销将后支腿放到合适的位置,插入支腿销;3)操作前支腿控制手柄将张力机前支腿固定;注:参照第四章将张力机起动后再完成该步操作。
4)在地锚挂钩处用拉线将张力机固定,并适当调整拉线张力;5)将导线或钢丝绳通过导向滚轮将导线或钢丝绳缠绕在张力轮上,并固定好导向轮架。
1.1.2.导线盘支架固定1)在张力机后方约10米处按所示方向顺张力机导向滚轮放置导线盘支架;2)在线盘支架后方处打入角钢桩,将线盘支架锚固;3)将线盘轴安装在导线盘上,用定位卡子将线盘和线盘轴固定,用吊车将线盘装在支架上,用液压千斤顶调整线盘高度;4)安装尾架动力头,将卡盘卡在线盘支架臂上,插入定位销,并将其上的液压油管按图4所示接管位置连接(快速接头)。
注:连接时应彻底清洗接头处灰尘杂物,谨防进入液压回路造成损坏。
1.2.张力机起动1.2.1.张力机固定后,按下电源开关,插入起动钥匙,顺时针扳动一个位置,对各仪表进行检查,风扇停止指示灯、总刹车接合指示灯、机油压力过低报警灯、充电指示灯亮,其余灯灭;1.2.2.将控制箱内所有手柄置于起始位置,其中:发动机油门控制手柄置于最小位置;主泵操作手柄置于中位;散热回路压力调节阀、尾架压力调节阀、张力轮1张力调节阀、张力轮2张力调节阀均减至最小;风扇工作选择开关均置于关位;1.2.3.再顺时针转动起动钥匙,发动机起动后,调节转速,检查各仪表工作是否正常,除机油压力报警灯和充电指示灯亮外,其余灯灭;检查图补油回路压力表,读数不小于2Mpa;1.2.4.以上均正常时,张力机起动成功。
1.3.张力机操作1.3.1.张力工况时的操作1.3.1.1.具体操作程序1)并轮旋钮应置于关位;2)将牵引工作选择开关置于中位;3)按下总刹车按钮,再分别按张力轮1及张力轮2刹车控制按钮,刹车接合指示红灯灭,刹车开启指示绿灯亮,此时张力轮1、2刹车均打开;4)观察尾架压力表,调节尾绳张力调节阀,一般此压力值在5Mpa左右;5)放线开始,通过相应张力远程调压阀对1、2轮张力分别进行调节,达到要求为止;1.3.1.2.张力预置1)确认主制动器处于制动状态;2)发动柴油机;3)将张力调节阀调至较小位置;4)正确设置牵引选择开关的位置;5)适当增大柴油机油门;6)扳动主泵排量手柄至其满排量的大约1/3位置;7)按照张力表上张力读数的指示,调节张力调节阀使表针指向所需预置的张力值;8)用张力调节阀根部的螺帽锁定目前的调节位置(可根据实际情况采用或不采用);9)主泵排量手柄回复至中位。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三菱LD-30FTA 张力控制器调整方法
LD-30FTA 用作收卷(或放卷)控制,采用接近开关作卷轴传感器。
1、未上电前,打开面板可看见面板后面右下方的DIP 开关,设定DIP 开关选择扩展调整模式作收卷控制时,DIP 开关设定如下图:
作放卷控制时,DIP 开关设定如下图:
注:每次改变DIP 开关后,必须将电源关掉,再合上才能使DIP 开关设定有效。
2、合上电源开关,面板显示:
显示说明:(面板左上角的上数码管显示的是参数项目,下方的数码管显示的是参数数据值,右上角数码管显示的参数数据都可以通过调节脉冲发生器旋钮来改变)
最大卷径设定(设定范围≤2000mm ,初始值为500mm )
调节脉冲发生器调节旋钮设定卷轴的最大直径。
3、按 键,显示:
张力设定监控(设定范围0%至100%)
调节TENSION SET 旋钮调整张力至合适的数值。
4、按 键,显示:
锥度设定(设定范围0%至100%,初始值为100%)
锥度斜率=100-(100锥度设定值%)×(实际卷轴直径/最
大卷轴直径)
恒张力控制考虑设定100%,最大卷轴的张力随斜率减小而
减小。
5、按键,显示:
停车定时器设定(设定范围0.0至100.0,初始值为0.0sec.)
设定停车惯量补偿时间,当端子RUN输入由ON到OFF时
有效。
6、按键,显示:
停车增益设定(设定范围5%至400%,初始值为100%)
用于设定当停车定时到达时,惯量补偿控制输出的放大倍数。
7、按键,显示:
停车偏置设定(设定范围0%至50%,初始值为0%)
在卷径很小且控制输出很小,机械惯量引起材料张力波动时
设定。
8、按键,显示:
减速增益设定(设定范围5%至400%,初始值为100%)
当端子DCC输入为ON时,减速增益有效。
9、按键,显示:
加速增益设定(设定范围5%至400%,初始值为100%)
当端子ACC输入为ON时,加速增益有效。
10、按键,显示:
机械损耗设定(设定范围0%至50%,初始值为0%)
用于收卷控制中,设定机械损耗偏置供控制输出应用。
11、按键,显示:
小励磁电流设定(设定范围0%至50%,初始值为0%)
设定后,输出不为0。
用于材料移动时,使卷轴旋转。
12、按键,显示:
卷轴脉冲数量设定(设定范围1、2、4、8,初始值为1)
在材料较厚时,可设定一较大值。
13、关断电源,设定DIP开关选择操作模式。
(DIP8开关置ON,其余不变)
收卷时,DIP开关设定如下图:
作放卷控制时,DIP开关设定如下图:
14、再合上电源开关,LD-30FTA进入操作模式,至此初始调整结束。
15、在操作模式,只能根据实际要求进行初始直径、材料厚度、张力的设定,其余
参数在操作模式均不能设定。
16、按「THICKNESS」键,材料厚度单位显示灯“μm”闪烁。
调节脉冲发生器旋钮,输入实际材料的厚度数值。
17、按「REEL DIA.」键,卷轴直径单元显示灯“φ”闪烁。
调节脉冲发生器旋钮,输入卷轴的初始直径值,再按「D RESET」键1秒以上确定,此时左下数码管显示的数值和右上数码管显示的数值应一致。
18、当按AUTO键时,自动操作方式被选择,键上方的指示灯亮。
调节「TENSION
SET」旋钮调整张力至合适的数值。
LD-30FTA根据已设定的参数自动控制力矩输出。
当按下「MAUAL」键时,手动操作模式被选择,键上方的指示灯亮。
调节脉冲发生器旋钮,可手动控制力矩输出。