QC系列快速接头维护指南(MS-CRD-QC2;rev_1;zh-CN ... - Swagelok
VAM_FJL_Rev[1].2_-_06-2005(1)
![VAM_FJL_Rev[1].2_-_06-2005(1)](https://img.taocdn.com/s3/m/13f0cc10cc7931b765ce158f.png)
No gamble with the royal flushVAM TOPVAM TOP HCVAM TOP HTVAM TOP FEVAM HW STVAM SLIJ IIVAM FJLVAM MUSTDINO VAMBIG OMEGAExternal pressures equal to collapse pressures calculated from API Bul. 5 C 3 section 1. Minimum internal yield pressures are calculated from API Bul. 5 C 3 section 3,formula 3.1.1.1 psi =0.006895 Mpa0.06895 barJoint Parting Load calculated on minimum ultimate strength L80 U=95ksi,N80 U=100 ksi,C95 U=105 ksi,P110 U=125 ksi,Q125 U=135 ksiVALLOUREC MANNESMANN OIL & GAS FRANCE Sales and Technical Sales 130, rue de Silly92100 Boulogne-Billancourt FrancePhone +33 1 49093586Fax +33 1 49093713VALLOUREC MANNESMANN OIL & GAS GERMANY GmbH Sales and Technical Sales Theodorstrasse 9040472 Düsseldorf GermanyPhone +49 211 960-0Fax +49 211 960-3924V ALLOUREC MANNESMANN OIL & GAS UK Ltd.Prospect PlaceWesthill Industrial Estate WesthillAberdeenshire, UK - AB32 6SY Phone +44 1224 279340Fax +44 1224 279341V ALLOUREC & MANNESMANNTUBES CORP .1990 Post Oak Blvd, Suite 1400Houston, TX 77056-3813, USA Phone +1 713 4793200Fax +1 713 4793201V AM PTS19210 Hardy Road Houston, TX 77073USAPhone +1 281 8215510Fax+1 281 8217760V&M STAR8603 Sheldon RoadHouston, TX 77049, USA Phone +1 281 4566000Fax +1 281 4567247VAM PC# 1920, 444 – 5th Avenue SW Calgary, Alberta Canada T2P 2T8Phone +1 403 2330119Fax +1 403 2662332PRINVERAv . Framboyanes Lote 6, Manzana 5Cd. ind. Bruno Pagliai Tejeria, Vera Cruz CP 91697 - MexicoPhone +52 229 989 8716Fax +52 229 981 0349V&M do BRASILRua Lauro Müller 116 – Sala 1906Botafogo 22290-160Rio de Janeiro - RJ BrazilPhone + 55 21 38738300Fax + 55 21 38738316VAM Field Service International Prospect PlaceWesthill Industrial Estate WesthillAberdeenshire, UK - AB32 6SY Phone +44 1224 279380Fax+44 1224 279384V ALLOUREC MANNESMANNOIL & GASMiddle East Office World Trade Center 6th Floor, suite 604P .O. Box 9405Dubai, U.A.E.Phone +971 4 329 16 18Fax +971 4 329 16 22V AM FAR EAST PTE Ltd.No. 16, Jalan Kilang Timor #06-05, Redhill Forum Singapore 159308Phone +65 6736 23 72Fax +65 6235 11 26V AM SERVICES Licensee Network OCTG Division 21-23 rue de Leval 59620 Aulnoye Aymeries FrancePhone +33 3 27696615Fax +33 3 27664575Our worldwide network for your successI M P . M E T A I S S .A . - 95110 S A N N O I S - R e v . 2-06/2005Please visit our website:V&M OIL & GAS GERMANY V&M DEUTSCHLAND。
QC需要掌握的基本知识

QC需要掌握的基本知识各国用电压及频率中国220V/50Hz英国240V/50Hz西班牙230V/50Hz韩国220V/60Hz墨西哥127V/60Hz美国120V/60Hz巴拿马110V/60Hz日本100V/50Hz塑胶孔与配合螺丝塑胶孔与与螺丝配合时一样满足以下换算关系:Φ孔/0.8=Φ螺温度断路器(用于电暖器)分类:自动复位和手动复位自动复位:堵风测试跳断后不需拔掉电源,待器具的相应部位冷却后,能自动接电运行,TH10CA061 表示自动复位手动复位:堵风测试跳断后,需更换零件或拔掉电源才能复位,TH11 CA041 表示手动复位一端为白、一端为绿的发热丝为手动复位,两端均为白色的为自动复位。
单股线打端子后拉拔力标准螺丝的分类1.按颜色:五彩白锌黑色镀镍等2.按长度:6mm,8mm ,9mm,10mm,12mm,14mm ,16mm,20mm,25mm,30mm,45mm等3.按直径:Φ2.6mm,Φ2.8mm,Φ3.0mm,Φ3.5mm,Φ4.0mm4.按螺丝头形状:托十圆头梅花头沙拉头排十附华司工字头(H型)喇叭等5.按尾部形状:尖尾平尾割尾束尾三角牙等6.按牙纹方向:左牙右牙扇叶直径公制与英制尺寸对比:深圳杰出品质检验员QC培训班【课程描述】☆☆企业需要大批优秀的质量检验员——IQC、PQC、IPQC、QA、O QC!在生产型企业中,质量检验是客观需要,不论过去、现在和今后,严格质量检验制度,加大质量检验和质量监督工作是保证产品质量不容忽视、不可缺少的重要环节。
质量检验和质量监督人员担负着把好产品质量关的重要任务,持续对他们进行技术培训,提升他们的技术素养,是把好产品质量关的前提。
而目前质量检验队伍的生力军多数由熟练工人提升而来,工作实践体会少,技术素养跟不上质量检验工作进展的需要。
因此,对他们进行质量教育和技术培训,提升他们的技术素养,就成为企业的当务之急。
德信诚为了提升质量检验员的适用能力,做好真正意义上的质量检验员,特常年举办质量检验员的实战运作训练营。
QC维护使用技巧

QC无法访问
程序直接重启--右下角托盘 Jboss 下应用重启;
管理员密码找回
默认有两个用户具有站台管理员权限;新增 加的用户不行,原因不明。 找到对应的数据库表(user),清空密码 清空后注意要重启环境
日常备份
数据库定时任务环境的机器名及IP与原环境保持一致,特 别是机器名。 2.最简单的方式是原QC中的库导出,再导新 库。
QC维护相关技巧
提纲
安装过程注意事项 使用前的检查 QC无法访问(启动的两个方式) 管理员密码重置方式 表结构基本说明 日常备份 QC迁移
安装过程注意事项
数据库提前安装 选择非系统盘(利于生成的数据保护) 管理员用户及密码一定要记住
安装后相关检查及设置
License检查 IE支持的修订(如访问之后再修订必须清掉 tmp缓存)
TM-100PR-HB Operation Manual RevL.1 CN (TE14-1138)
CHERUSAL 型号: TM-100PR-HB脉冲热压机新加坡印制型号TM-100PR-HB操作维护手册目录第 1 章 : 产品概述 (1)加热方法 (1)机器部件和特性 (1)规格 (2)桌台尺寸 (4)下压气缸 (4)压头装置 (5)热压头 (6)热电偶 (6)热电偶接口 (6)工作台 (7)水平调节 (7)视图系统 (8)变压器 (8)硅胶带装置 (8)真空发生器 (9)主供气单元 (10)输入按钮 (10)控制面板 (11)第 2 章 : 安装要求 (14)气源 (14)环境 (14)安全 (14)第 3 章 : 产品安装和使用 (15)机器安放位置 (15)包装 (15)开机 (16)用户界面 (16)快速启动 (17)功能键 (18)生产 (19)参数 (19)工程 (26)手动 (30)错误信息 (32)加热错误 (32)SCR卡报警 (32)超温 (32)硅胶报警 (32)密码恢复 (32)操作工序 (33)第 4 章 : 校正 (35)温度校正 (35)触摸屏校正 (37)第 5 章 : 产品维护 (38)热压头 (39)变压器电缆线 (39)真空 (40)夹具 (40)安装 (40)热压头保养 (40)水平调节 (40)电源 (41)气源 (41)保存 (41)安全标示 (41)接地标志 (41)PE标志 (41)有害电压标示 (42)夹伤或割伤标示 (42)高温标示 (42)第 6 章 : 故障排除 (43)第 7 章 : 电图 (46)第 8 章 : 气图 (49)信力科技(私人)有限公司成立于1995年,主要设计和制造一系列标志为品牌的精密热能应用设备,如ACF预贴机,脉冲式热压机,回流焊接机,COG/COF邦定机等。
目前,信力的销售网络已扩展至亚洲区域如台湾,中国,香港,马来西亚和菲律宾等。
协同信力机械,信力科技的目标是通过完善的世界销售网络将符合世界水准的产品和服务准时送交给我们的客户。
MS2000 QC验货手册(DOC 41页)(1)

MS2000 QC验货手册(DOC 41页)(1)三、产品外观常规检验(一)适用范畴:运动、相交、皮制、射出成型,不分型体、设计,均可适用。
(二)实施原则:对制造过程中的各个环节,从裁断到成型的过程实施检验操纵,是为保证产品品质符合合同要求。
1.裁断、配套确认:依工艺要求,QC应在工厂裁断时检查物料的裁断层数、裁断方向,专门注意反绒皮的颜色、毛绒长短的配双;确认各配套工艺部件(电绣、印刷、高频,注意字体颜色、方向、位置及高频立体成效;)2.鞋面首件确认:依确认样和订单,QC要求工厂在针车时,各单各色先完成一双鞋面,一只鞋面攀在楦上,检查帮面是否皱摺、贴楦或偏大偏小,并将该鞋面与确认样检对各部件材料、车线颜色及各工艺是否正确。
预防工厂未按要求作业,造成量产时大量鞋面返工,阻碍产品质量和生产进度。
3、成品首件确认:依确认样,QC要求工厂在成型时,先完成一双成品与确认样核对确认,预防工厂作业失误(如误用楦型、中底板、鞋底等专门情形)而阻碍产品质量和交货期。
4.包装首件确认:依订单、包装资料,QC应要求工厂在装盒前提供一双包装完整的产品与有关资料进行核对和确认,预防工厂作业失误,造成返工而阻碍产品质量与交货期。
经确认合格的产品加盖QC章作为船头样储存。
确认结果应记录在《检验记录备忘》表。
(三)一样检验项目1.针车缝合。
A.检查鞋面用料、颜色、规格是否与确认样相符。
B.检查鞋面缝合有否明显跳针、浮线、或拗边贴合不良。
C.检查鞋面车缝是否有漏车。
D.检查鞋面与内里需要贴合E.检查鞋舌、后领口海面棉的翻包是否到位。
F.检查内里拼缝处是否加车补强带,后套内里是否锁边或压线处理,鞋舌是否万能封口。
G.检查鞋面车缝是否有明显重叠针,重叠针不得超过5针。
H.检查鞋缝线车线有否超出范畴。
I.检查鞋面车缝针距,一样鞋面针距为8-9针/英寸,皮鞋为11针/英寸。
J.检查鞋面针车车缝边距是否平均,边距应为1-1.5mm。
K.检查鞋面车缝是否有针孔遗留,针孔不得超过2孔。
QC2使用諴明

权利说明为了满足顾客的需要,本公司将采取最新技术,不断地改进产品。
在改进过程中产品采用的技术规范可能发生变化,内容如有改动,恕不另行通知。
公司保留对此文件的最终解释权。
任何未经授权的第三方对本产品和技术文档的抄袭、再生产和发布,是不允许的,本公司保留追诉其法律责任的权利。
在本手册中或随本产品提供的其他文件中提到的所有商品名称和注册商标是由各商标或注册商标的所有人所有。
版本:1.1 2009年5月目录1.概述 (1)2.使用方法 (2)2.1.人机界面 (2)2.2.参数说明 (4)2.3.安装 (5)2.4.超速报警 (8)2.5.维护与保养 (8)3.存储与运输 (8)4.保修规定 (8)1. 概述QC-2智能超速开关(以下简称QC2)是专为桥式起重机配套的电机超速保护装置,其内部采用旋转编码器采集速度信号,高速MCU 运算,超速保护响应速度快;电源要求低,特别适合老车改造;超速值可设定,满足不同要求;采用全金属外壳,内部密封,可在多粉尘恶劣环境中长期可靠工作;体积小,重量轻,安装方便,可替换传统的机械式超速开关。
除用于起重机配套外,也可用于其他需要电机超速保护的场合。
产品外观(a ) 超速开关(b ) 电源模块图1-1Q C 2由2部分组成:超速开关和电源模块,前者直接与电机轴连接,实现转速采集、显示和超速报警,后者提供电源以及保护输出。
型号规格超速开关电源模块技术指标1.电源电压:110V AC~560V AC,50-60HZ。
2.转速测量范围100转/分~3000转/分3.温度:-25~+55℃、相对湿度≤85%,海拔2000米以下。
4.防护等级:IP54。
8.超速响应时间最小0.1秒。
9.实时故障记录:可记录电机超速瞬间的速度,最多可存储32条记录。
10.超速保护输出:常闭输出,触头允许电压为220V AC,允许最大电流为2A。
2.使用方法2.1.人机界面操作面板如图2-1所示。
面板上方是一排LED数码管,为转速显示屏。
OPW Kamvalok 干断接口耐用操作与维护指南说明书

KAMVALOK® DRY DISCONNECT COUPLINGSInstallation, Operation & Maintenance (IOM) Manual Kamvalok® Flat Face Dry Disconnect CouplerIssue Date: January 8, 2021 DELIVERINGContentsKamvalok® Ordering Guide (3)Kamvalok® Design Parameters .......................................................................................................................3 - 4 Kamvalok® Seal Options .. (5)Kamvalok® Installation Preparations (5)Kamvalok® Maintenance (5)Kamvalok® Detailed Disassembly (6)Kamvalok® Detailed Rebuild ...........................................................................................................................7 - 9 Kamvalok® Testing After Servicing (9)232726 Henkle Drive • Lebanon, OH 45036 • Phone (800) 547-9393 • (513) 461-0113 • Fax (800) 245-8536 • (513) 932-9845 • Kamvalok ® Dry Disconnect CouplingsSpill ProtectionHelps to reduce the hazards involved in the connection/disconnection process for transferring hazardous materials.Provides Total Closed-Loop Loading CapabilitiesKeeps hazardous liquids and vapors in-line and out of the environment.Dual ProtectionPoppeted seal cylinder with snap-on nose seal provides automatic closure from both directions – the coupler and the adaptor – to prevent accidental spills. Nose seal can be easily replaced without need for new seal cylinder.Autolok ™ Locking ArmsProvides added protection with an automatic locking mechanism signaled by a positive click. Release requires only an easy tug on the lock release. SST Locking Lever AssemblyLocks in position to prevent accidental opening or closing of valve.Ease of UseSimple connection and disconnection design provides for smooth-and-easy operation.BenefitsOPW Kamvalok ® Dry Disconnect Couplings are considered the standard of the industry. Used at liquid-transfer points where product loss could occur, OPW Kamvaloks provide a reliablesolution to prevent spillage during connection or disconnection.Design Parameters1700DLDry Disconnect CouplingsOrdering Guide1711DL - AL15 - GLDL - FNPT DBL-FBSPTType17 - CouplerSize15 - 1-1/2" DN4020 - 2" DN5030 - 3" DN80Configuration1 - Aluminum Body, Stainless-Steel Internals 7 - S tainless-Steel Body, Stainless-Steel InternalsConstruction MaterialAL - Aluminum Body SS - S tainless-SteelBodyO-Ring Seal1 - Buna-N2 - Fluorocarbon3 - P TFE/Silicone4 - EPDM 6 - FFKM7 - PTFE/FluorocarbonStyleA - 150 Lb. Flange GL - Greaseless KG - Krytox Grease KL - KeylokP - Sanitary Triclamp T - 300 Lb. Flange4Design ParametersPart NumbersSeal Options/KitsM aterial 1 ½"2"3"Temperature Rating Buna-N ALSST1711RKL-00151771RKL-00151711RKL-00201771RKL-00201711RKL-00301771RKL-0030-20ºF – 212ºF(-29ºC – 100ºC)NOTE:(EW) Replaces A for SST Fittings + Items included in repair kits*NOTE:Not shown52726 Henkle Drive • Lebanon, OH 45036 • Phone (800) 547-9393 • (513) 461-0113 • Fax (800) 245-8536 • (513) 932-9845 • Installation PreparationsWARNING: Read and understand these instructions before starting installation or dismantling:• Coupler to be used for its designated purpose only• L ocal regulations for (un)loading must be followed at all times • P roduct flow may result in static electricity; grounding of equipment is required• O PW instructions must be followed for installation or dismantling at all times• M ake sure to use adequate personal protection at all times during operation• S ecure whatever device coupler will be mounted to (e.g. loading arm, hose, etc.)• T hread coupler onto pipe (use proper thread sealant)MaintenanceATTENTION: The same risks and procedures as initial installation apply.Consider the following when servicing the coupler:• W hen coupler is over-pressurized, it must be inspected thoroughly • A fter maintenance is performed, it must be tested before the next use (see Testing After Servicing)• R ecommended periodic inspection (every 3 months) for leakages in shaft, gasket and poppet area (especially with toxic or hazardous media)• M aintenance must be performed by qualified personnel • P eriodic maintenance (once a year) is recommended according to the maintenance instructions • I n case of (parts of) couplers being returned, the initiator must provide information about the media that have been in contact with (parts of) the coupler • D uring maintenance, (partial) dismantling could be necessary; the same risks and procedures applySealsBuna-N H03051M H20544M H31527M H20129M H31705M Fluorocarbon H03070M H00973M H31530M H20175M H31706M PTFE/SiliconeH20184M H07904M H31536M H20522M H31708M EPDM H03596M H20536M H31533M H20176M H31707M FFKMH20688M H20687M H31536M H20522M H31708M PTFE/FluorocarbonH31198MH31116MH31536MH20522MH31708M2Buna-N H06223M H20545M H31528M H20129M H31705M Fluorocarbon H31865M H00974M H31531M H20175M H31706M PTFE/SiliconeH20185M H07905M H31537M H20522M H33154M EPDM H06142M H20537M H31534M H20176M H31707M FFKMH20552M H20624M H31537M H20522M H31708M PTFE/FluorocarbonH52268MH31118MH31537MH20522MH31708M3Buna-N H05152M H32180M H31529M H20129M H31705M Fluorocarbon H31841M H32181M H31532M H20175M H31706M PTFE/SiliconeH20186M H31562M H31538M H33153M H31708M EPDM H10209M H20266M H31535M H20176M H31707M Chemraz 505H20715M H20714M H31538MH20522M H31708M FFKMH33197M H33253M H33153MH33154M PTFE/FluorocarbonH31192MH20845MH31538M H20522MH31708M6Recommended Tools: Adaptor body of OPW Kamvalok ® Adaptor, Flat Head Screwdriver, 17mm and 1-1/4” Driver and Torque WrenchDISMANTLING WARNING: Verify what kind of medium is loaded with this coupler (read the manuals provided). When the medium is nuclear, hazardous or toxic, one is obligated to clean parts with the help of specialized personnel, companies or governments.Step 1:• Remove coupler from piping or hose • Install adaptor and close Autolok ™ arms• Depress release latch and rotate lever only part of the way • Do not rotate the lever into the fully opened position • T he adaptor is only in place to take the pressure off of the poppetStep 4:• Remove the seals from the seal cylinder• R emove the seals from inside the coupler body • B e careful not to scratch the sealing surfaces of the coupler bodyNote: C ouplers/Seal Kits purchased after October 2016 will haveNose Seal permanently bonded to Cylinder. Bonded NoseSeal/Cylinder will be included in all Seal Kits.WARNING: Use caution when performing this next step.Step 3:• W hile pressing the adaptor into the body, release the Autolok ™ arms• S lowly allow the adaptor, poppet and seal cylinder assembly to spring out of the body• O nce all spring pressure is relieved, you can remove the adaptor• R emove the poppet assembly, followed by the seal cylinder and springDisassembly Complete:• C lean and inspect all sealing surfaces after removing seals • I nstall new seals and reassemble couplerWARNING: With the release latch depressed, the operating lever is unlocked and can rotate. Do not unlock or apply pressure to the lever unless you are trying to open the valve. Use caution when working around the lever when the system is under pressure. Once the lever starts moving, pressure can cause it to rotate violently. Under pressure, poppet will cause lever to rotate violently, if not restrained.Step 2:• R emove shaft nut and lock washer from top of lever assembly • R emove lever assembly from shaft • U nthread stuffingbox and pull out shaft• P ull stuffingbox off of shaft and remove the three O-rings and bearing sleeve from it • R emove spacer from the shaft • R emove bushing from coupler bodyDetailed Disassembly(for seal replacement)2726 Henkle Drive • Lebanon, OH 45036 • Phone (800) 547-9393 • (513) 461-0113 • Fax (800) 245-8536 • (513) 932-9845 • Detailed RebuildStep 1:•L ubricate O-rings with proper grease•I nsert sleeve bearing into stuffingbox•L ubricate stuffingbox threads•F it new O-rings into the grooves in the stuffingboxStep 3:•F it O-ring and gasket into body•G asket should be compressed slightly and allowed to springinto its grooveStep 2:•C arefully fit nose seal into seal cylinder and slightly expandsleeve bearing and fit into lubricated outer groove onseal cylinder•R un finger over inside mating surface between nose seal andbody to check for any uneven seating. If any raised edgesexist, remove nose seal and re-seat more evenly.Step 4:•W ith coupler body in a vertical position, insert cylinderspring and seal cylinder using the adaptor body to compressthe spring and push all components into the body•U se caution not to disturb the O-ring already installed in thebody when working the seal cylinder into the opening•O pen the Autolok arms to allow the adaptor to fully seatin the coupler body•O nce the adaptor is fully seated, lock adaptor into body byclosing Autolok handles8Detailed RebuildStep 5:• I nsert poppet linkage assembly through adaptor with cast “dots” on linkage components facing up toward stuffingbox area of coupler bodyStep 6:• I nsert bushing spacer through threaded end of the coupler • I nsert shaft through stuffingbox hole in coupler body • I nsert shaft through shaft link, aligning flats on shaft with flats on shaft link• I nsert shaft through spacer and into bushing in bottom of coupler body• W hen installed, the shaft and poppet linkage assembly should be oriented as shownStep 7:• T urn the shaft 90 degrees from the closed position to relieve the spring pressure on the linkage• I nstall stuffingbox over shaft and thread down with a wrench until it is tight• U sing a torque wrench, tighten the stuffingbox to 960 inch-pounds (108 Newton-meter)• R emove the adaptor from the couplerStep 8:• W ith the poppet in the outward position, install the handle as shown• S ecure the lever by threading the shaft nut with lock washer on the shaft• T ighten the shaft nut to a torque of 290 inch-pounds (33 Newton-meter)92726 Henkle Drive • Lebanon, OH 45036 • Phone (800) 547-9393 • (513) 461-0113 • Fax (800) 245-8536 • (513) 932-9845 • Step 9:• R otate the lever assembly into the closed position • A ssembly complete. Reattach coupler to piping or hoseTesting After Servicing:• When servicing has occurred and parts have been replaced, it is necessary to test the coupler for safe and secure use • Open Autolok™ handles, and bring coupler and adaptor together. Once fully seated, close the Autolok™ handles8413256714151617101211139OPW Global Operations1 OPW Corporate Headquarters2 OPW Fuel Management Systems3 OPW Retail Fueling4 OPW Engineered Systems5 Midland Manufacturing6 Civacon7 PDQ Manufacturing Inc.8 OPW Mexico 9OPW Latin America10 Poland/Petro Vend of Poland, Inc.11 OPW EMEA Headquarters 12 OPW EMEA Czech Republic 13 OPW FTG Europe 14 OPW India 15 OPW Asia Pacific 16 OPW Russia 17 LiquipXXXXXX-XX/XXNOTE: All information subject to engineering and/or other changes. All trade names are copyrighted. Patents Pending. ©2021 OPW Engineered Systems ©2021 Delaware Capital Formation, Inc. All Rights Reserved. DOVER and the DOVER logo are registered trademarks of Delaware Capital Formation, Inc., a wholly-owned subsidiary of Dover Corporation. | 2726 Henkle Drive | Lebanon, Ohio 45036, USA | Phone: (800) 547-9393。
快速接头快速接母安全操作及保养规程

快速接头快速接母安全操作及保养规程快速接头和快速接母是行业中常见的工具,广泛应用于水管、气管、油管和其他液压管路中。
它们的目的是使接头和接口间的连接和拆卸变得方便快捷,并且在该过程中无需使用任何工具。
为了确保快速接头和快速接母的安全使用,需要特别注意以下操作及保养规程。
快速接头的使用使用快速接头需要特别关注以下事项:1. 确保选择正确的规格在安装快速接头之前必须确定管道的直径。
正确的管道直径可以确保快速接头的安全运行。
如果管道直径不正确,可能会造成泄漏和安全问题。
2. 检查连接面必须检查快速接头连接面是否平坦,如果发现连接面不平可以使用正确的工具进行磨平。
这个步骤非常关键,因为它会影响密封质量。
3. 加油在使用前为快速接头加油,润滑油可以降低快速接头与快速接母摩擦力,从而减少磨损。
加油后,必须让油在快速接头内流动,这将有助于去除各种杂物和异物。
4. 连接和拆卸a.连接 - 将快速接头插入快速接母,并将其旋转到锁定位置。
在进行连接过程中,必须确保插入管道的长度与快速接母的长度相匹配。
如果插入的长度过多,可能会导致快速接头无法锁定。
b.拆卸 - 在拆卸之前,必须确保快速接头没有剩余的压力或流体。
拆卸时应推动快速接头之间的按钮,同时将快速接头拉出。
如果不使用正确的方法进行拆卸,可能会对安全造成威胁。
快速接头的保养为了确保快速接头的长期安全运行,需要特别关注以下保养规程:1. 检查工具的使用寿命由于快速接头涉及许多的管道、阀门和其他设备连接,因此请注意确保工具的使用寿命。
如果工具的使用寿命过长,可能会影响连接和拆卸的安全性。
2. 进行适当的清洁快速接头通常在较为脏乱的环境中使用。
因此,必须定期清洁快速接头的外部部分,以确保其正常工作。
在清洗时,需要使用柔软的布来定期擦拭快速接头并进行清洗。
3. 固定和保护管道在连接和拆卸快速接头之前,必须固定和保护管道,否则可能会破坏管道。
确保通过适当地固定和保护管道来保护快速接头。
快速接头P型安全操作及保养规程
快速接头P型安全操作及保养规程快速接头P型是一种常见的接头设备,广泛应用于工业系统中。
本文将介绍快速接头P型的安全操作和保养规程。
安全操作安装前操作在安装前,需要进行以下步骤:•查看设备是否与使用环境匹配,包括压力、温度等参数。
•检查管路系统是否清洁,避免杂质进入设备。
•检查接口是否有损伤,确保设备能够顺畅安装。
安装操作在安装时,需要进行以下步骤:1.确认好接头方向,和管路连接方式,如直接连接或中间接头等等。
2.在管路连接端涂抹润滑油,以便于安装。
3.插入两个连接端口,并用力推进到底部,确保接头连接紧密。
运行时操作在使用设备时,需要进行以下操作:•确认好用户所需的流量,避免超出承受范围。
•定期检查设备连接是否松动或漏油,并进行紧固和密封处的正确调整。
•避免超载、超压或温度过高,避免设备出现危险。
停机时操作在设备停机时:•关闭管路阀门。
•拆下快速接头P型连接器,并清洗连接器表面并涂抹保护剂。
•储存设备时,需避免接头受到机械伤害,避免接头受潮或阳光直射。
保养规程以下是快速接头P型的保养规程:1.每3-6个月需要进行一次维护和保洁,以及检查连接的紧固性。
2.定期清理接头表面,以确保设备的正常使用。
3.润滑接头、消除锈蚀等措施,避免接头变形或出现损坏。
4.接头存储时间不超过3年。
存储环境温度应在 5-30℃范围,不应受潮、损坏或使用不当等因素所影响。
总结通过上述规程的实施,可以有效的确保快速接头P型的正常工作和长期的使用。
正确的安装、低于承受压力、定期保养等措施的实施,是保证设备工作顺畅的一大重要措施。
iCAPQ系列质谱仪维护培训
量校正失败了,可能因为灵敏度不足(如仪器没被调谐到最佳状态) ,此时用户可尝试进行粗校“Coarse Mass Calibration” 报告显示各个元素峰的峰宽,峰宽限制通常是0.75amu +/-0.1amu。 报告中显示各个元素峰的峰值误差,峰误差的限制通常是+/-0.1amu。
离子提取系统 采样锥 截取取 嵌片 提取透镜 石墨垫片
货号 3600812
流程 清洗
1324540 清洗
1318480 清洗
1310730 1310900
清洗 更换
频率 视样品量情况而定 视样品量情况而定 视样品量情况而定 视样品量情况而定 有明显破损时
备注
不要用超过5%的 硝酸浸泡,且浸泡 时间不能超过5分 钟
更换采样锥时观察
7
日常维护保养周期表-附件
附件
氩气
空气过滤网 仪器主机外壳
流程 检查外部管路是否泄露 检查钢瓶或液氩总压 分压 清洗 清洗
频率 每季 每天 每天 每月 每年
备注 做保压实验 低于1.5MPAS考虑更换 不得低于0.6MPA 吸尘器或水冲洗后晾干 除尘即可
8
日常维护保养周期表-循环水机
质量校正
调谐液:PN: 1323770
质量校正流程: 1.干净无污染Tune B 溶液 2.用5%的HNO3清洗管路15分钟,纯水清洗5分钟 3.完成自动调谐,保证仪器较好的灵敏度和精密度 4.做质量校正
建议: 每周做一次质量校正,如果对结果精度要求高, 每次实验前完成
33
质量校正 mass calibration
2. 超声-依次用水, 无水乙醇超声清洗10分钟, 除去残留的酸及Al2O3 3. 干燥: 用压缩气体吹干或在静置晾干
OILCO 90系列扭杆联接器维护指南说明书

www.oilco‐ • sales@oilco‐90 Series Swivel JointsV-Ring Replacement & Maintenance InformationReference the following guide to assist in general maintenance and seal replacement for all OILCO Liquid Handling Systems v-ring design swivel joints. Take all due safety precautions when assembling and operating these units. Handle all components with care. If there is something unique to the assembly not covered in this form, contact the factory.Lubrication: All OILCO swivel joints are supplied with a grease fitting at each plane of rotation. General lubrication should be performed on a programmed basis (e.g. bi-annually, quarterly or monthly), depending on service and operating conditions. When service is severe, such as high temperatures, heavy loads or constant rotation, daily lubrication may be required. Consult factory. Inject grease and rotate the unit (as allowed by installation) as it is applied to ensure an even application throughout the raceway. Do not over-lubricate, as this may displace the seals and result in leakage. The table below offers a suggested volume for servicing based on a bi-annual program (where operational conditions are fair). Note that the volumes suggested are for vacant mechanical cavities – should lubricant be present and at a good viscosity level, less can be applied during the maintenance procedure.Swivel Size Volume Swivel Size Volume2” 2 ounces 10” 20 ounces3” 3 ounces 12” 30 ounces4” 4 ounces 14” 9 ounces per raceway6” 7 ounces 16” 10 ounces per raceway8” 12 ounces 18” 12 ounces per racewayThe general recommended lubrication for use with Buna “N”, viton “A”, neoprene, and Teflon seals is a grease containing a minimum of 5% Molybdenum Disulfide (Molylube SP Lubricant 5). [Note – This grease should not be used with EPT or butyl seals.] • Recommended grease for oxygen service swivel joints is Halocarbon No. 25-10M.• Recommended grease for ethylene-propylene-terpolymer (EPT) butyl and silicone seals is Silicone No. 1023 grease(also manufactured by Bel-Ray), or any other non-petroleum based lubricant.Components:90 Series Complete Repair Kit 90 Series Complete Repair KitMain Pressure Seal (3) chevron v-rings Ball Bearing Cap Screws (2) threaded cap screw Environmental Dust Seal (1) slim o-ring Grease Port Fitting (1) standard fittingRadial Ball Bearings Standard Dual Raceway(46) 2” unit size(66) 3” unit size(84) 4” unit size(76) 6” unit size(80) 8” unit size(82) 10” unit size(86) 12” unit size(100) 14” unit size(112) 16” unit sizeCompression SpringsStandard Soft Seals(Double Count for TeflonMain Pressure Seal)(6) 2” unit size(6) 3” unit size(8) 4” unit size(12) 6” unit size(16) 8” unit size(18) 10” unit size(24) 12” unit size(24) 14” unit size(24) 16” unit sizeTeflon Spring Adapter (1) pre-drilledNote: Additional components and considerations may be required for “HD” (heavy duty) swivel joint models or those with secondary applications (e.g. sealed for submerged service).Caution: Any improper handling or disregard for both onsite safety and operational procedures or factory recommendations could cause unnecessary damage to the unit and severe personal injuryWarning: Never exceed the rated working pressure of the unit. Never modify or alter a unit beyond that to which it has been designed. Should any unit appear damaged, remove it from service immediately and contact the factory.STEP 5: When the sleeve is fully inserted, feed the ball bearings into the raceways. Insert a flathead screwdriver (or bearing tool) and rotate the joint to make space for the balls (be careful not to damage the threads or scratch the raceway surface). Then reverse rotation to insert remaining balls.Note: There will be a slight gap between the last and first bearing, do not attempt to over-fill the unit.STEP 6: Reinstall the ball retainer screw until tight. If this prevents smooth rotation, back off 1/8 turn. A thread locking sealant is recommended to prevent screws from backing off. After pressure testing, the unit is ready for installation.STEP 1: Remove the ball retainer screws. Add a sufficient amount of solvent into each raceway to flush out the lubricant. Rotate the sleeve, catching the balls as they fall out. When all the balls have been removed, the body and sleeve may be separated. Discard old seals. Thoroughly clean both body and sleeve.STEP 2: Assemble spring adapter, collect three v-rings and appropriate dust seal. Main packing seal arrangement is compression springs down on the shelf of the swivel joint body and chevron seals in a stack with the point facing upward.Note: Teflon compounds require additional springs for proper installation. With included Teflon seals, the Teflon v-rings rest on the spring adapter and the soft seal is placed on top.STEP 3: Lubricate packing seal area of body and then insert spring adapter and three v-ring seals.Note: See front page for lubricant information and recommendations.STEP 4: Place dust seal on sleeve and grease remaining body and sleeve with Molylube® grease or equivalent.Note: See front page for lubricant information and recommendations.www.oilco ‐ • sales@oilco ‐。
费希尔久安产品维护手册

1目录一、调压装置 51. 51.1 功能 (5)基本功能 (5)可扩展功能 (5)1.2 配置 (5)基本配置 (5)标准调压柜流程图 (6)1.3 运行状况显示方式 (6)1.4 操作方式 (6)1.5 分类 (6)2. 安装 (7)3. 使用 (7)3.1 使用注意事项 (7)3.2 气密性检查 (8)3.3 设定值检查 (9)调压器出口压力设定值检查 (9)切断阀启动压力设定值检查 (9)放散阀启动压力设定值检查 (10)3.4 启用 (10)3.5 工作管路与备用管路的压力设定和切换方法 (10)3.5.1 压力设定 (10)3.5.2 切换方法 (11)4. 维护维修114.1 维护通则 (11)4.2 首检 (11)4.3 巡检 (11)4.4 定期检查 (12)4.5 定期维修 (12)4.6 故障维修 (12)二、调压器 (13)1. RTZ-50FQ 调压器 (13)1.1 简介 (13)用途 (13)技术特性 (13)结构特征 (13)工作原理 (14)主要结构尺寸 (14)1.2 安装 (15)1.3 使用 (15)总则 (15)启用 (15)出口压力设定 (16)切断器启动压力设定 (16)切断器的复位操作 (16)1.4 维护 (16)日常维护 (16)定期检查 (16)维修 (17)1.5 常见故障及处理方法 (19)2. RTZ-SN 系列调压器 (20)2.1 简介 (20)2.1.1 用途 (20)2.1.2 技术特性 (20)2.1.3 结构特征 (20)2.1.4 工作原理 (21)2.1.5 主要安装尺寸 (21)2.2 安装 (22)2.3 使用 (22)总则 (22)启用 (22)出口压力设定 (23)关闭压力检查 (23)2.4 维护 (23)2.4.1 日常维护 (23)2.4.2 定期检查 (23)2.4.3 维修 (23)2.5 常见故障及处理方法 (25)3. RTZ-SP 系列调压器 (26)3.1 简介 (26)3.1.1 用途 (26)3.1.2 技术特性 (26)3.1.3 结构特征 (26)3.1.4 工作原理 (27)3.1.5 主要结构尺寸 (27)3.2 安装 (28)3.3 使用 (28)总则 (28)启用 (28)出口压力设定 (29)关闭压力检查 (29)切断启动压力设定 (29)切断阀复位操作 (29)3.4 维护 (30)日常维护 (30)定期检查 (30)3.5 常见故障及处理方法 (34)4. RTJ-NH 系列调压器 (35)4.1 简介 (35)用途 (35)技术特性 (35)结构特征 (35)工作原理 (36)主要结构尺寸 (36)4.2 安装 (37)4.3 使用 (37)总则 (37)启用 (37)出口压力设定 (38)关闭压力检查 (38)4.4 维护维修 (38)日常维护 (38)定期检查 (38)维修 (38)4.5 常见故障及处理方法 (43)5. RTZ-Q 系列调压箱 (44)5.1 简介 (44)用途 (44)技术特性 (44)结构特征 (44)工作原理 (45)主要结构尺寸 (45)5.2 安装 (46)5.3 使用 (46)总则 (46)启用 (46)出口压力设定 (46)关闭压力检查 (46)切断器启动压力设定 (46)切断器复位操作 (46)5.4 维护维修 (47)日常维护 (47)定期检查 (47)维修 (47)5.5 常见故障及处理方法 (48)6. AQZ 切断阀........................................................................ ....... ....... ....... (49)6.1 简介 (49)用途 (49)技术特性 (49)结构特征 (49)工作原理 (49)主要结构尺寸 (50)6.2 安装 (50)6.3 使用 (51)总则 (51)启用 (51)启动压力设定 (51)启动压力检查 (51)复位操作 (52)6.4 维护维修 (52)日常维护 (52)定期检查 (52)维修 (52)6.5 常见故障及处理方法 (54)本手册主要描述了Fisher-Jeon公司生产的调压装置及主要设备的结构、工作原理和安装、使用、维护维修及常见故障的处理方法。
ICP-MS维护保养知识汇总

ICP-MS维护保养知识汇总小编提醒:所有的维护保养都要在放空、关闭电源的情况下进行。
进样系统一、进样管、内标管、废液管1、进样管和内标管是一个方向,具体的方向可以看一下蠕动泵上的箭头指示,废液管的方向正好跟它们两个相反,一定不要连错,否则可能会出现废液倒吸,吸出来的废液又被吸到了进样管、内标管里进而又流入了样液和内标液中,那整个实验都需要重新做了。
2、三个管卡在蠕动泵卡槽里的位置需要固定,不是每次都变动的,如果不清楚可以用笔标记一下。
3、定期检查管路是否有破碎,堵塞的现象,一旦出现又没有及时发现的话,会导致检测结果出现偏差。
二、蠕动泵1、蠕动泵卡槽上的螺丝要跟进样管、内标管固定好以后试一下流速,看一下是否需要调整螺丝来调整进样速度,一定要保证样液匀速进样。
2、定期擦拭蠕动泵表面有些被酸腐蚀的部分。
3、数据分析完成,用完仪器要把蠕动泵松开,以免挤压管路。
三、雾化器、雾化室1、雾化器经常会出现堵、漏液的现象,出现这种情况小编最常用的解决方法是进样管路反接,倒吸5分钟冲洗堵塞的地方即可。
2、雾化器的清洗也要注意,每次拆卸下来用5%-10%硝酸溶液浸泡12-24小时,不要用毛刷清洗,只浸泡就可以了。
3、雾化室清洗也是拆卸下来以后浸泡到5%-10%硝酸溶液内12-24小时为宜。
(注:浸泡完以后安装雾化室零部件的顺序、方向参照产品说明书)四、矩管1、矩管上的贴片不要清洗,放置在一边,矩管千万不要用毛刷刷,也不要用手清洗,就是取下以后浸泡在5%-10%硝酸溶液里12-24小时即可。
注:雾化器、雾化室、矩管在硝酸溶液里浸泡完成以后用一级水清洗干净,用烘箱或者吹风机吹干,放凉,备用。
连接系统一、连接管1、连接管取下来以后直接用清水冲洗干净、烘干即可。
二、小夹子1、固定管路的小夹子也是可以取下来用清水冲洗干净,烘干即可使用。
锥、透镜系统1、样品锥和截取锥都要在关机,放完真空、关机的状态下进行。
2、卸载时一定要戴手套,以免样品残渣腐蚀到手。
LC-MS_日常维护

也可以将毛细管反冲,清除堵塞
毛细管末端相接的两通也可能堵塞,需要清洗或更换。
更详细的维护程序可以在操作员手册中找到
灵敏度低下:质量轴的偏差
监测离子 100 %
50 %
12 % 0% 609 610
m/z
质量轴发生偏差会引起灵敏度低下 本次测试中,出现了约1/8(12%透过率/100透过率)灵敏度低下
自动进样器
— 进样体积准确。sample syringe有气泡会造成进样体积不准,prime sample syringe有必要! — 进样针堵塞 — 交叉污染
o 选择合适的针阀清洗溶剂
• 清洗溶剂可充分溶解样本物质 • 清洗溶剂与样本极性相符
自动进样器的维护
自动进样器的维护
— 进样瓶(预开口垫),内衬管(小心), 小体积推荐全回收小瓶或96孔 板
确认原因分类(II)
确认注入
— Infusion输送setup solution进质谱,做质谱性能检查 — 可以判断LCMS系统的问题是否与MS有关
概览
日常维护
— 维护基本概念
—泵
— 进样器 — 探头 — 离子源 — 分析器 — 附属设备
故障排除
— 故障排除基本思路 — 灵敏度低下 — 不出峰
无油涡旋泵的维护
无油涡旋泵
— 叶端密封
o 更换叶端密封(每6个月至1年一次)
— 震气
o 防止碎屑在泵中沉积(每日)
o *无油涡旋泵不代表无需维护。
XDS35i (EDWARDS)
氮气发生器的维护
依照运转时间进行的维护
— 更换过滤器 *生产商不同,维护的内容也不同。详细内容请确认附带的操作手册。
— 质谱泄真空,分离离子源块零件,将金属部分进行超声波清洗 — 离子源的清洗
(精益生产)塑胶模具定期保养规范

40±0.5万啤
技师
组长/指定人员
6 其它
每次保养时,根据使用部门反馈信息和不良样品对模具 相应项目保养
进行相应维护。
项目中进行
技师
组长/指定人员
制定:
审核:
批准:
1/1
10±0.5万啤
3 检查其它各部件紧固
用手/工具检查各部件有无紧固,锁紧紧固件,更换/修复 不合格零件。
10±0.5万啤
ቤተ መጻሕፍቲ ባይዱ
技师
组长/指定人员
技师
组长/指定人员
4 冷却水路疏通
用洗泡水清理水道污垢,检查有无漏水、配合松动现 象,对异常情况进行处理。
40±0.5万啤
技师
组长/指定人员
5 检查导柱、导套
检查导柱、导套配合、磨损情况,异常时(超出标准) 更换/修复不合格零件。
QC2-MS-11 附件 4
塑胶模具定期保养要求
序号
保养项目
1 各零部件清洁、润滑、防锈
保养方法
保养周期
用棉布清除各部件表面的污垢、杂物、锈斑,碾磨毛 面,在相对运动部件加润滑油,在固定部位加防锈油。
10±0.5万啤
保养人
确认人
技师
组长/指定人员
2
检查滑块、顶针、斜顶等活动 部件活动情况
用手检查各部件活动、配合是否正常,有无紧固(定 位),目视检查有无异常磨损、损伤,更换/修复不合格 部件,锁紧紧固件。
QC系列快速接头维护指南(MS-CRD-QC2;rev_1;zh-CN ... - Swagelok
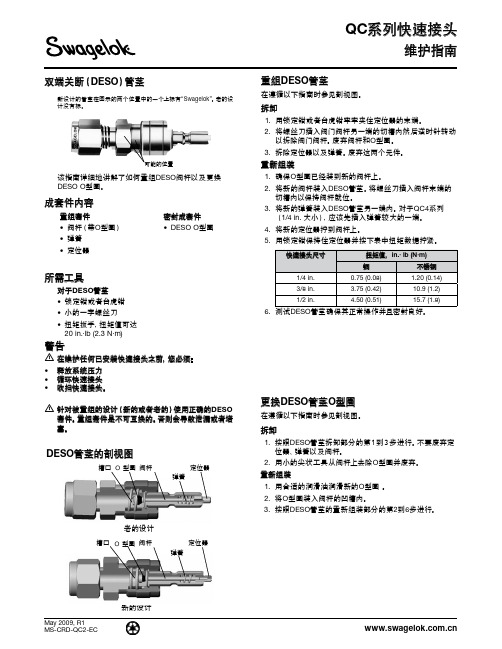
该指南详细地讲解了重组QC系列管体。
成套件内容
• 管茎密封 O型圈 • 插入件 O型圈: (2)在老的设计套件中 (1 )在新的设计套件中 • 阀门弹簧 • 管体阀门 (带O型圈)
重新组装
1. 将新的插入件 O型圈装到插入件上。 2. 对于老的设计组件, 将新的阀杆密封 O型圈装入腔体。 对于新设计的组件, 将新的阀杆密封 O型圈装入插入 件。 3. 扩口端向上, 将插入件放入腔体。 4. 将新的管体阀门放入腔体, 保持朝向正确。 参见下面表格。 5. 将新的阀门弹簧装入管体阀门中。 6. 按照图中所示用扳手稳定住腔体和管体, 然后将腔体拧 入管体适配器并按下表中扭矩拧紧。
警告 在 维护任何已安装快速接头之前, 您必须:
• 释放系统压力 • 循环快速接头 • 吹扫快速接头。
针对被重组的设计(新的或者老的)使用正确的 DESO
更换DESO管茎O型圈
在遵循以下指南时参见剖视图。
套件。 重组套件是不可互换的。 否则会导致泄漏或者堵 塞。
拆卸
1. 按照DESO管茎拆卸部分的第1到3步进行。 不要废弃定 位器、 弹簧以及阀杆。
管茎密封O型圈
阀门O型圈 插入件O型圈
新的设计套件
快速接头 尺寸 1/4 in. 3/8 in. 1/2 in. 管体阀门朝向 平面朝下 锥面朝下 平面朝下 150 ± 10 (16.9 ± 1.1) 扭矩值,in.∙ lb (N∙m) 铜 不锈钢
老的设计
外壳 管体 阀门 插入件 阀门 弹簧 管体适 配器
QC系列快速接头
维护指南
双端关断 (DESO) “Swagelok”。 老的设 计没有标。
重组DESO管茎
在遵循以下指南时参见剖视图。
各类连接器可靠性维护检查方法

各类连接器可靠性维护检查方法摘要当前各类连接器品类繁多,由于结构老化及工程人员使用问题,导致各类连接器可靠性下降情况较为严重,本文对各类连接器特性进行了分析和比较,提出了可操作性强,实效性强的可靠性维护检查方法。
关键词连接器;可靠性;检查维护0 引言连接器,即电连接器,一般由插头和插座两部分组成。
通过插头和插座的插合,为电子设备提供电气连接,以便设备的组装、维修、置换。
线缆连接情况以及接口紧固情况是设备可靠性检查中必不可少的一项内容,大多数故障原因出在连接器上。
在大量可靠性检查的经验基础上,针对各类设备连接器型号差异性较大、检查维护方式不同的情况,总结了各类连接器的检查维护要点。
1 维护检查普适原则1.1 做好防静电措施静电的特点是高电压、低电量、小电流和作用时间短。
人走过化纤地毯的静电大约是35000伏,翻阅塑料说明书大约7000伏,已远远超过了特装系统敏感器件的承受能力。
防静电设备有除静电球、防静电工作服、防静电手环、离子风机等。
在接触设备之前,必须首先穿上防静电工作服,之后触摸除静电球。
待放完静电之后方可带上防静电手环进行操作和维护。
通过以上一系列操作,能避免由于静电放点引起的元器件硬击穿和软击穿,保证设备安全。
1.2 切忌频繁插拔无论是插针与插孔构成的插合式接触组合件,还是光纤接口,其接触体都应满足四点:一是要在振动、冲击条件下电接触良好;二是插拔方便,连接可靠;三是一般应有至少插拔500次的寿命;四是必须保证当接触体各部分的尺寸及其在绝缘体中安装位置的公差关系处于极限位置时,其电气和机械特性仍能达到设计要求。
1.3 确保线缆不受力由于焊接工艺以及设备晃动影响,线缆与连接器焊接部位、连接器插头与插座接合部位一般为整个线缆的故障易发生点。
在维护检查连接器的同时,必须首先关注线缆受力情况,方法是轻抬连接器末端的线缆,感受受力情况。
若受力较大,应及时使用扎带固定线缆,避免长期扯动导致接口松动或焊接处断开等故障。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7. 测试管体以确保其正常工作并且密封良好。
阀门O型圈 插入件O型圈
©2009 Swagelok Company 世伟洛克—世伟洛克公司商标 May 2009, R1 MS-CRD-QC2-EC
管茎密封O型圈
新的设计
May 2009, R1 MS-CRD-QC2-EC
QC系列快速接头
维护指南
双端关断 (DESO) 管茎
新设计的管茎在图示的两个位置中的一个上标有 “Swagelok”。 老的设 计没有标。
重组DESO管茎
在遵循以下指南时参见剖视图。
拆卸
1. 用锁定钳或者台虎钳牢牢夹住定位器的末端。 2. 将螺丝刀插入阀门阀杆另一端的切槽内然后逆时针转动 以拆除阀门阀杆。 废弃阀杆和 O型圈。 3. 拆除定位器以及弹簧。 废弃这两个元件。
组套件是不可互换的。 否则会导致泄漏或者堵塞。
不要把扳手置于此处。
老的设计
新的设计 老的设计套件
管体的剖视图
腔体 插入件 管体 阀门 阀门 弹簧 管体适 配器
快速接头 尺寸 1/4 in. 3/8 in. 1/2 in.
管体阀门朝向 平面朝下 锥面朝下 平面朝下
扭矩值,in.∙ lb (N∙m) 铜 90 (10.2) 200 (22.6) 不锈钢 275 (31.1) 400 (45.2)
该指南详细地讲解了重组QC系列管体。
成套件内容
• 管茎密封 O型圈 • 插入件 O型圈: (2)在老的设计套件中 (1 )在新的设计套件中 • 阀门弹簧 • 管体阀门 (带O型圈)
重新组装
1. 将新的插入件 O型圈装到插入件上。 2. 对于老的设计组件, 将新的阀杆密封 O型圈装入腔体。 对于新设计的组件, 将新的阀杆密封 O型圈装入插入 件。 3. 扩口端向上, 将插入件放入腔体。 4. 将新的管体阀门放入腔体, 保持朝向正确。 参见下面表格。 5. 将新的阀门弹簧装入管体阀门中。 6. 按照图中所示用扳手稳定住腔体和管体, 然后将腔体拧 入管体适配器并按下表中扭矩拧紧。
管茎密封O型圈
阀门O型圈 插入件O型圈
新的设计套件
快速接头 尺寸 1/4 in. 3/8 in. 1/2 in. 管体阀门朝向 平面朝下 锥面朝下 平面朝下 150 ± 10 (16.9 ± 1.1) 扭矩值,in.∙ lb (N∙m) 铜 不锈钢
老的设计
外壳 管体 阀门 插入件 阀门 弹簧 管体适 配器
成套件内容
重组套件 • 阀杆(带O型圈) • 弹簧 • 定位器 密封成套件 • DESO O型圈
所需工具
对于DESO管茎 • 锁定钳或者台虎钳 • 小的一字螺丝刀 • 扭 矩扳手, 扭矩值可达 20 in.·lb (2.3 N·m)
6. 测试 DESO管茎确保其正常操作并且密封良好。
快速接头尺寸 1/4 in. 3/8 in. 1/2 in. 扭矩值,in.∙ lb (N∙m) 铜 不锈钢 1.20 (0.14) 10.9 (1.2) 15.7 (1.8) 0.75 (0.08) 3.75 (0.42) 4.5O阀杆以及更换 DESO O型圈。
所需工具
• 扳手 • 台钳 • 扭 矩扳手, 扭矩值可达 400 in.·lb (45.2 N·m)
警告 在 维护任何已安装快速接头之前, 您必须:
• 释放系统压力 • 循环快速接头 • 吹扫快速接头。
扳手位置
扳手位置
针对被重组的设计(新的或者老的)使用正确的套件。 重
警告 在 维护任何已安装快速接头之前, 您必须:
• 释放系统压力 • 循环快速接头 • 吹扫快速接头。
针对被重组的设计(新的或者老的)使用正确的 DESO
更换DESO管茎O型圈
在遵循以下指南时参见剖视图。
套件。 重组套件是不可互换的。 否则会导致泄漏或者堵 塞。
拆卸
1. 按照DESO管茎拆卸部分的第1到3步进行。 不要废弃定 位器、 弹簧以及阀杆。
新的设计
May 2009, R1 MS-CRD-QC2-EC
QC系列快速接头
管体
凹壁 凹壁
重组管体
在遵循以下指南时参见剖视图。
拆卸
1. 将管体适配器卡在台虎钳中。 2. 从管体适配器上拧下腔体。 老的设计 新的设计 3. 拆除阀门弹簧、 管体阀门、 插入件以及阀杆密封 O型圈。 废弃阀门弹簧、 管体阀门以及阀杆密封 O型圈。 4. 用小的尖状工具去除插入件上的 O型圈(老的设计有两 个, 新的设计有一个)并废弃。
DESO管茎的剖视图
槽口 O 型圈 阀杆 弹簧 定位器
2. 用小的尖状工具从阀杆上去除 O型圈并废弃。 重新组装 1. 用合适的润滑油润滑新的 O型圈 。 2. 将 O型圈装入阀杆的凹槽内。 3. 按照DESO管茎的重新组装部分的第2到 6步进行。
老的设计
槽口 O 型圈 阀杆 弹簧 定位器
可能的位置
重新组装
1. 确保 O型圈已经装到新的阀杆上。 2. 将新的阀杆装入 DESO管茎。 将螺丝刀插入阀杆末端的 切槽内以保持阀杆就位。 3. 将新的弹簧装入 DESO管茎另一端内。 对于 QC4系列 (1/4 in. 大小), 应该先插入弹簧较大的一端。 4. 将新的定位器拧到阀杆上。 5. 用锁定钳保持住定位器并按下表中扭矩数据拧紧。