不同金属材料在磨料水射流加工时的可加工性的试验研究
《高压磨料水射流切割玻璃纤维增强塑料的试验研究》范文
《高压磨料水射流切割玻璃纤维增强塑料的试验研究》篇一一、引言随着现代工业的快速发展,玻璃纤维增强塑料(GFRP)因其优异的性能被广泛应用于各个领域。
然而,对于这种材料的切割加工,传统的方法往往效率低下且易造成材料损伤。
高压磨料水射流切割技术作为一种新型的切割方法,以其高效率、低损伤的特点,在工业切割领域中受到了广泛关注。
本文将就高压磨料水射流切割玻璃纤维增强塑料的试验进行研究与分析。
二、试验材料与方法1. 试验材料试验材料为玻璃纤维增强塑料(GFRP),选取具有代表性的板材进行切割试验。
2. 试验设备采用高压磨料水射流切割设备,该设备能够提供稳定的高压水流,并通过添加磨料,实现高效切割。
3. 试验方法(1)首先对GFRP板材进行预处理,确保其表面干净、平整。
(2)设置高压磨料水射流设备的参数,包括水压、磨料流量、切割速度等。
(3)进行切割试验,记录切割过程中的各项数据,包括切割速度、切割质量等。
(4)对切割后的样品进行性能检测,包括表面质量、切割精度等。
三、试验结果与分析1. 切割速度与质量通过调整水压和磨料流量,可以获得不同的切割速度。
在一定的水压和磨料流量下,可以获得较高的切割速度,同时保证良好的切割质量。
但过高的水压和磨料流量可能会导致切割表面粗糙度增加,影响切割质量。
因此,需要在保证切割质量的前提下,选择合适的切割参数。
2. 切割表面质量通过对切割后的样品进行观察,可以发现高压磨料水射流切割能够获得较好的切割表面质量。
切割表面光滑,无明显的毛刺和裂纹,能够满足大多数应用的需求。
3. 切割精度高压磨料水射流切割具有较高的切割精度。
通过精确控制设备的参数,可以实现高精度的切割,满足不同应用的需求。
四、讨论与展望1. 影响因素分析高压磨料水射流切割玻璃纤维增强塑料的效果受多种因素影响,包括水压、磨料流量、切割速度、板材厚度等。
在未来的研究中,需要进一步探究这些因素对切割效果的影响规律,以便更好地优化切割参数。
高压水射流对钛合金材料机械加工的影响分析
高压水射流对钛合金材料机械加工的影响分析高压水射流是一种机械加工中常用的非传统加工方法。
它以高速喷射的高压水流作为切削工具,通过对工件表面的冲刷,实现对材料的切削、打磨和清洗等功能。
在钛合金材料的机械加工中,高压水射流有着独特的优势和影响。
首先,高压水射流对钛合金材料的机械加工具有一定的适应性。
钛合金是一种难加工材料,其强度高、延展性差、热传导性能差等特点使得传统的机械加工方法难以满足对其高精度、高效率的加工需求。
而高压水射流具有切削力强、热影响小、冷加工特性以及精细切削能力等优势,能够有效地解决传统切削方法在钛合金加工中遇到的问题。
其次,高压水射流对钛合金材料的机械加工具有较好的切削效果。
高压水射流在切削过程中,能够以高速冲击的方式将钛合金材料表面粒子迅速剥离,并通过水流的冲击力将其从工件上带走,从而实现对材料的切削。
与传统的机械切削相比,高压水射流的切削过程更为均匀,能够减少切削时产生的振动和切削力,从而提高加工质量和工件表面光洁度。
除此之外,高压水射流对钛合金材料的机械加工还具有一定的灵活性。
高压水射流的切削效果和加工参数可以通过调整工作压力、喷嘴尺寸和喷嘴出口形状等参数进行调节。
这使得高压水射流能够适应不同加工要求的钛合金材料,同时也提高了加工的灵活性和适应能力。
此外,高压水射流还可以通过控制冲击力和喷头的运动轨迹等方式,实现对材料的切割、打孔、打磨、洗净等多种功能。
然而,高压水射流在对钛合金材料进行机械加工时也存在一些问题和挑战。
首先,由于高压水射流的冲击力较大,容易引起材料表面的变形和残余应力的产生,从而影响工件的加工精度和尺寸稳定性。
其次,高压水射流加工过程中产生的大量水雾和水屑也会对工作环境和操作者的安全产生影响,需要采取相应的措施进行处理和防护。
综上所述,高压水射流对钛合金材料的机械加工具有较好的适应性、切削效果和灵活性,能够提高加工质量和效率。
然而,在使用高压水射流进行机械加工时需要注意解决变形、残余应力和水雾、水屑等问题,以保证加工质量和操作安全。
高压水射流加工技术在金属材料表面精加工中的应用研究

高压水射流加工技术在金属材料表面精加工中的应用研究摘要:随着现代工业的发展,对于金属材料表面精加工的需求不断增加。
传统的金属材料表面加工方法存在一些限制,如传统机械加工方法容易产生热效应,导致材料变形和残余应力的产生。
为了克服这些问题,高压水射流加工技术应运而生。
本文将重点研究高压水射流加工技术在金属材料表面精加工中的应用,并阐述其优势和挑战。
1.引言金属材料的精加工是提高产品品质和性能的重要手段。
传统的机械加工方法如铣削、车削等存在一些局限性,如加工速度慢,容易产生热效应等。
因此,寻找一种高效、无热源的加工技术对于金属材料表面的精加工具有重要意义。
高压水射流加工技术因其高流速、高压力和无热源特点,在金属材料表面的精加工中得到了广泛的应用。
2.高压水射流加工技术的原理与特点高压水射流加工技术是利用高速射入工件的水流产生的冲击力和撞击力对金属材料表面进行加工。
与传统机械加工相比,高压水射流加工技术具有以下特点:(1)无热源:高压水射流加工技术不会产生热效应,避免了材料因热量集中引起的变形和残余应力。
(2)高精度:由于射流速度极高,可以实现较高的加工精度,对于特定形状的工件可以实现精确的模具加工。
(3)加工速度快:高压水射流加工技术可以在较短的时间内完成加工,提高生产效率。
(4)无污染:高压水射流加工技术不需要额外的化学药剂,不会产生有害物质污染环境。
3.高压水射流加工技术在金属材料表面精加工中的应用3.1 表面去除高压水射流加工技术能够有效去除金属材料表面的氧化层、油漆、铁锈等污染物,使金属材料恢复原有的光洁度和表面质量。
这种方法非常适用于汽车制造、船舶维修、钢结构清洗等行业。
3.2 表面精加工高压水射流加工技术可以通过调整射流压力和流量实现不同程度的金属材料表面去除和加工。
通过选择不同的切割速度和角度,可以实现不同形状的表面加工。
此外,可以利用射流冲击和磨削效应实现金属材料的去毛刺和光洁度提高,达到精加工的要求。
硅酸钙板的磨料水射流切割加工应用探讨
形 板 的方 法和 能力 , 时不 断 改进 目前仅 用锯 片加 T 的传 同
统 方法 。
根 据水射流 中加入 固体磨料 的方 式不 同, 分为前 混合式
磨料水射 流 ( 低压 ) 和后 混合式磨 料水 射流 ( 高压 ) 前 混合 。
通常我们采用金 刚石 锯片对板 材进 行切割 , 锯片切割板 材 噪声很大 , 一般大于9 分贝, O 同时也 产生很大 的粉尘 , 环 对 境保 护 、 动卫生保 护提 出了较高 的要求 。 劳 加T设备 要设 置
料喷嘴, T作压力高 。
6 C I NRT 21. N 8 H A O CEE 01 6 O 4 NC 0 2
l ■■ 试 验 研 究 囊
E p rm e t l s a c x e i n a Re e r h
l
11前 混 合式磨 料 水射 流 的工作 原理 .
图1 表示 了前混 合式磨 料水 射流 ( 压 ) 低 T作原理 , 常压
为了研 究适合硅酸 钙板成 品板 的』 _方法 , 适的 切割 Jr 口 合
参数 , 切割压力 、 速度 对加 T质量 的影 响以及加T消耗 的材
切割砂输送 到控砂阀, 通过控 砂阀控制流量大小后送入喷嘴 料 成本 , 别选 川 了四绀试验 , 分 分别是前 混合式 磨料水射 流 喷 磨料水射流进行 切割加 T。 切 割加 r 后 混合式 磨料水射 流切 割加 T、 、 后混 合式磨料 水
- 验eleh E i究Ra 试rn■●I x mter p研asl e c
硅 酸钙板 的磨料水射 流切割加工应 用探讨
武 汉 建 筑 材 料工 业 设 计 研 究 院有 限 公 司 刘 绍 庄
摘
要 :文中介绍了 酸钙板 成品板磨 料水射流切 割加工的工作原理 , 料水射流切 割 硅 磨
《2024年高压磨料水射流切割玻璃纤维增强塑料的试验研究》范文
《高压磨料水射流切割玻璃纤维增强塑料的试验研究》篇一一、引言随着工业技术的不断进步,玻璃纤维增强塑料(GFRP)因其优良的物理性能和成本效益在多个领域得到广泛应用。
然而,由于其特殊的复合材料特性,切割过程中面临着极大的挑战。
传统的切割方法如机械切割、激光切割等在面对GFRP时,往往会出现材料热损伤、切割精度不足等问题。
因此,探索一种高效、低损伤的切割技术成为研究的热点。
其中,高压磨料水射流切割技术以其独特的优势引起了广泛关注。
本文旨在通过实验研究高压磨料水射流切割GFRP的工艺参数和性能表现,为该技术的应用提供理论依据和实践指导。
二、试验材料与方法1. 试验材料试验选用的GFRP材料具有优异的力学性能和耐腐蚀性,广泛应用于航空航天、汽车制造等领域。
材料类型和规格根据实际需求选择。
2. 试验设备采用高压磨料水射流切割设备进行试验,包括高压泵、喷嘴、控制系统等。
设备参数如压力、喷嘴直径等均对试验结果具有重要影响。
3. 试验方法(1)设定不同压力值(如低、中、高)进行切割试验,观察不同压力下切割效果的变化。
(2)调整磨料浓度,探究磨料对切割效果的影响。
(3)记录切割速度、切口质量等数据,进行综合分析。
三、实验结果与分析1. 压力对切割效果的影响实验结果表明,随着压力的增加,切割速度明显提高,但过高的压力可能导致材料热损伤加剧。
在适当的压力下,可以获得较好的切割质量和效率。
2. 磨料浓度的影响磨料的加入可以显著提高切割效率,但过高的磨料浓度可能导致切口粗糙度增加。
通过实验发现,适中的磨料浓度可以在保证切割效率的同时,获得较好的切口质量。
3. 切口质量分析通过对切口质量的分析,发现高压磨料水射流切割技术能够获得较为平滑的切口,且热影响区较小,有效降低了材料热损伤。
四、讨论与展望高压磨料水射流切割技术因其独特的优势在GFRP切割领域展现出良好的应用前景。
通过实验研究,我们可以发现,合理的工艺参数选择是实现高效、低损伤切割的关键。
高压水射流加工技术在超硬材料加工中的应用研究
高压水射流加工技术在超硬材料加工中的应用研究引言:在现代科技的推动下,各行业对材料加工的需求越来越高。
超硬材料作为一种重要的工程材料,其硬度和耐磨性能得到了广泛的应用。
然而,由于其特殊的物理和化学性质,超硬材料的加工一直是一个具有挑战性的问题。
传统的机械加工方法对于超硬材料的加工效果并不理想,因此需要寻找一种创新的加工技术。
本文将探讨高压水射流加工技术在超硬材料加工中的应用研究。
一、高压水射流加工技术的原理与优势高压水射流加工技术是一种利用喷射速度极高的水流来实现材料切削的加工方法。
其基本原理是通过将水泵压缩后喷射出来,形成高速的水流,利用水流的高动能来削除材料表面,达到加工的目的。
高压水射流加工技术具有以下几点优势:1. 非接触性加工:高压水射流加工不需要物理接触,避免了材料表面的磨损和热影响区,减少了材料的变形和热变色的风险。
2. 多功能性:高压水射流加工技术可实现多种切削效果,包括切割、打孔、清洗、蚀刻等,适用于不同材料和形状的加工需求。
3. 灵活性:高压水射流加工技术可以根据加工要求进行调整,包括水流压力、喷嘴形状、喷嘴距离等,以获得最佳的加工效果。
二、高压水射流在超硬材料切削中的应用1. 超硬合金切削超硬合金具有极高的硬度和耐磨性,传统加工方法很难满足其切削需求。
高压水射流加工技术可以通过控制水嘴的喷射压力和角度,以高速射流撞击超硬合金表面,达到切削的效果。
该方法可以有效地降低切削力和摩擦热,减少材料的变形和裂纹,并提高切削质量和加工效率。
2. 金刚石的腐蚀切削金刚石是一种具有优异导热性和硬度的材料,常用于切削工具。
然而,金刚石的抗冲击性较差,在传统的加工过程中容易破碎。
高压水射流加工技术可以通过调整水流的喷射压力和方向来控制切削深度和速度,从而降低对金刚石的冲击力,并保持其完整性。
此外,高压水射流还可以通过水流中的磨粒来实现对金刚石的腐蚀切削,达到高效、精密的加工效果。
三、高压水射流在超硬材料加工中的优化策略为了进一步提高高压水射流加工技术在超硬材料加工中的效果,可采取以下优化策略:1. 控制喷射参数:通过调整水嘴的喷射压力、流量和角度等参数,可以控制高压水射流对材料的冲击力和切削深度,从而实现高质量的加工效果。
磨料水射流加工技术的研究现状

了提高加工表面质量, 许多学者进行了大量研究 !"$’!"。 ()*+,- !."、 /0 1234,5 !6"、 70 89-: !""以氧化铝陶瓷作为试 样, 研究了射流入射角 (射流束中心线与水平面之间的夹 角) 对加工质量的影响, (0*+,- 发现当入射角为 6#%6;’ 时, 切割深度最大, 因此他们提出用喷嘴摆动技术来提高 光滑区切割深度, 结果发现, 采用喷嘴摆动技术可使光滑 区切割深度增加 <#=, 最佳的摆动角度为 ’;%>#(, 最佳的 !"! 磨料水射流工艺参数对切割性能和切割质量的影响 (!) 影响磨料水射流切割性能的因素 由于磨料水射流切割是一个非常复杂的过程,因此 影响磨料水射流切割性能的参数很多 !"!#""", 包括动力学参 数 (水喷嘴直径、 水压力) 、 磨料参数 (磨料材料、 尺寸大 小、 流量) 、 磨料喷嘴参数 (磨料喷嘴直径、 长度、 材料) 、 切 割参数 (切割速度、 靶距、 冲击角度、 切割次数) 、 工件参数 (硬度) 等。 但易于控制的工艺参数主要有水压力、 磨料参 数、 切割速度和靶距等。 评价切割性能的指标主要包括切穿深度、切口形状 (切口上、 下部的宽度和切口锥角) 、 加工表面质量 (粗糙 度和波纹度) 等。 工艺参数对切割深度的影响 (") 切割深度是评价磨料水射流切割性能的一个重要指 标,为此许多学者试验研究了工艺参数对不同材料的切 无论是韧性材料、 脆性材料 割深度的影响 !!$%"。结果表明, 还是复合材料, 工艺参数对切割深度的影响是一致的。 水压力的影响: 水压力增大时, 切割深度几乎呈线性 增加, 这是由于水压越大, 水射流的速度就越高, 其动能 也越大, 磨料所获得的动能也越大, 射流的切割能力就增 加, 因此能够达到的切割深度就越大。 磨料因素的影响: 在磨料水射流加工中, 磨料对材料 的切割作用达到 "#$ 以上,磨料耗费占切割总耗费的 磨料流量、 磨料的粒度和硬度是主要的因素。 !#$%&#$, 磨料流量增加,切割深度增加,但不随磨料流量线性增 加, 而是减小了增加率, 这是因为磨料流量增加, 会使磨 料间相互碰撞的几率增加, 消耗了部分能量, 因此减小了 每个磨粒的切割效率。磨料硬度越高, 切割深度越大, 最 佳粒度为 &# 目, 这是由于大颗粒磨料质量大, 不易加速, 小颗粒磨料质量小, 加速后动能达不到较强的切割能力。 切割速度的影响: 切割速度增加, 切割深度减小, 这 是由于切割速度增加时,磨料对工件的重复切割运动减 少, 使较少的磨粒冲击工件表面, 因此切割深度减小。 靶距的影响: 随着喷嘴靶距的增大, 磨料水射流的集 束性逐渐降低, 并且使磨料的动能减弱, 冲蚀能力下降, 使切割深度减小。 (&) 工艺参数对切割质量的影响 虽然水射流加工有很多优点, 但它也存在不少问题, 例如波纹区的产生会影响加工质量,要想获得理想加工 表面, 只有当工件厚度小于光滑区深度才可以。因此, 为 摆动频率视切割速度而定。70 89-: 认为采用喷嘴摆动方 法可使锥度减小 ;!=, 同时还可大大降低表面粗糙度。 /0 (,??9 !’#"研究了用喷嘴摆动技术加工低碳钢和铝时对表 面粗糙度的影响, 结果表明, 采用喷嘴摆动技术可使表面 粗糙度值减小 <#=, 并得出结论: 对比较薄的材料可采用 喷嘴摆动技术来提高表面质量,对于较厚的材料可采用 切割速度大的喷嘴摆动技术, 切割低碳钢时, 摆动角度应 大一些, 而摆动频率小一些, 切割铝时, 大摆动角度可提 高加工质量。 @0 A95+25+ !’’"、 70 89-: 为了提高切削质量,
磨料水射流切割机理及质量提升方法研究
磨料水射流切割机理及质量提升方法研究摘要:磨料水射流具备极强的切割技术能力,可基本实现对大多数难切削原料的分割,但射流切割后的元件通常出现拖尾、切口锥度等品质缺憾,限制了该技术应用范围的进一步扩大和蓬勃发展。
本文内容专门研究了切割的形成机理及主要特质,明确提出了多种不同可明显改善切割品质的切割方式。
期望能为相关从业者提供一些参考。
关键词:水射流切割机理;磨料水射流;加工质量引言通过几十年的不断发展,水射流技术已经发展到不同的应用领域,逐步形成了独具特色的技术体系。
根据射流压力,水射流可分为低压水射流、高压水射流和超高压水射流三种类型:低压水射流一般指压力小于10MPa的水射流,一般用于家庭清洁、煤矿开采等,并主要由低压往复泵或离心泵产生;高压水射流一般指压力在10MPa至100MPa之间的水射流,它通常用于工业清洗、采矿、破碎和切割软材料,主要由往复式高压泵产生;超高压水射流一般指压力大于100MPa 的水射流,一般用于工业切削或其他机械加工,主要由增压器或超高压往复泵产生。
水射流的应用从低压开始,逐渐扩展到超高压,当然这也取决于科学技术的发展水平。
1.磨料水射流切割机理近年来,由于对设备的需求相对较低,设备较为友好,加工能力较高,磨料混合后水射流在工业加工制造领域得到了广泛应用。
一般来说,磨料混合后水射流处理系统主要由增压装置、供砂装置、喷射装置、传动装置和冷却器等模块组成。
增压装置是磨料水射流处理系统的“核心”,为磨料射流提供初始能量。
通过增压装置将水增压至高压甚至超高压,其增压能力的大小直接影响磨料水的性能和加工效率。
增压装置的主要部分由一个增压比为10:1至20:1的增压器组成,可将水压增加至400MPa,甚至高达700MPa。
传动机构是磨料射流加工系统的“脚”,为加工各种形状零件的磨料射流提供传动支持。
传动装置按照系统设计方案进行具体的后处理工作.传动精度、定位精度和分辨率尺寸是影响射流研磨水加工质量的重要因素之一,是实现加工精度的关键。
磨料水射流对金属材料去除力和去除模型的研究
o S in e n e h ooy Mina g6 1 1 , hn ) f ce c dT c n lg , a yn 2 0 0 C ia a
十4 一 十 十 1、 斤 十 毫 十 一十 1、 十 ■ q、 ● § 十 十 、 ’、 斤 十 一 十 s . ^ 、 £ 、 q、 ● l 、t 1 十 一 十 斤 十 十 一 十 h■
pi l iaet t r l yip ci n fuhn ntesr c ok pee r oi igp r ldt ei nt h ma i atgad si o u aeo w r- i lhn u- e o m e ea b m n l g h f f cf p s o p s.h e oig oc ea r i ae t p ntem tl a r l a s de ya o t gpat oeT erm vn f r o t a v w r e o ea t i s t i b dp i l i ef h b s e t j u h m e aw u d n s c
金属材料 最大打击力和最大剪应力以及 最大拉 应力 ; 建立伯 努利方程 , 到射流压 力与金 属材料 的剪 通过 得
切力和拉应力的直接关系, 为工程上磨料水射流抛光喷嘴设计和泵压选择提供 了理论参考依据。 关键 词 : 磨料 水射流 ; 除力 ; 去 塑性变 形模型 ; 抛光 【 btat P lhn cnq efars ew tre A ) anwpoes hc a ewdl - A src】 osi t hiu bai aejt( WJ e rcs w i cnb ie a i ge o v h yp
磨料水射流切割工艺参数的实验研究

变其中一个工艺参数, 而其他参数保持不变, 根据得出的实验数 获得的动能也小, 因此对混凝土的冲蚀能力较弱, 此时的切割深
据画出每个工艺参数对切割深度的影响规律曲线图, 分析该参 度也就较小; 反之, 在磨料浓度一定时, 随着粒径增大, 射流中的
数单独变化对切割深度的影响。
颗粒数减少, 而且由于惯性及流体阻力的作用,大颗粒的加速减
水射流的喷射压力是影响水射流切割的一个重要参数, 它 决定了射流对材料的破坏能力。在一定的喷嘴尺寸和结构下, 水压主要影响到射流的速度, 水压越大, 水射流的速度就越高, 其动能也越大, 磨粒也能获得更大的动能, 射流切割能力增加, 因此, 能够达到的切深就越大。在特定的条件下, 存在最小临界 值, 当水压小于该值时, 射流不具有切割能力, 将图 2 的压力 - 切 深关系曲线延伸到与压力坐标轴相交, 就得到了最小切割压力。
3 实验研究
3.1 射流压力对切割深度的影响
实 验 中 射 流 压 力 p 分 别 取 4、5、5.5、6、6.5、7、7.5、8、9、 10MPa 十个等级。其他实验条件为: 切割速度 v 为 0.48m/min,靶 距 L 为 35mm, 磨 料 流 量 Q 为 6.6kg/min, 磨 料 粒 径 D 为 0.212mm, 材料取 C3 试块。射流压力与切割深度的实验值及回 归曲线如图 2 所示。
材料破坏能力的是磨料水射流总的打击力和磨粒的微切削作
用, 以及磨料水射流的冲蚀作用。当磨料浓度一定时, 粒径越小,
射流中总的颗粒数越多。小颗粒的质量小, 容易被加速, 而大颗
粒则难以被加速。当磨料射流中的颗粒粒径较小时, 虽容易被
3.2.2 磨料流量对切割深度的影响
对于一定粒径的磨料射流来讲, 磨料流量反映了射流中磨 料颗粒数量的多少, 影响到对材料的冲击频率, 因此它对切割深 度也必然会产生影响。
磨料水射流铣削加工表面质量的研究

收稿日期:2018-01-05基金项目:国家自然科学基金项目(51275210)作者简介:赵漫漫(1982 -),女,陕西延安人,讲师,硕士,主要从事机电一体化科研和教学工作。
磨料水射流铣削加工表面质量的研究Research on surface quality of abrasive water jet milling赵漫漫1,3,黄涛涛2,3,何雪明2,3ZHAO Man-man 1,3, HUANG Tao-tao 2,3, HE Xue-ming 2,3(1.无锡机电高等职业技术学校,无锡 214028;2.江苏省食品先进制造装备技术重点实验室,无锡 214122;3.江南大学 机械工程学院,无锡 214122)摘 要:以磨料水射流铣削加工质量为核心,通过对45#材料进行铣削加工实验,采用单因素分析法,分析磨料水射流铣削加工时主要加工参数靶距S、喷嘴移动速度v、射流压力p、横向进给量L、铣削次数n对铣削加工质量的影响,得到了加工参数对表面质量的影响规律,为磨料水射流铣削加工其他材料提供了参考。
关键词:磨料水射流;铣削;加工参数;表面质量 中图分类号:TP69 文献标识码:A 文章编号:1009-0134(2018)08-0075-040 引言在现代工业生产活动中,金属材料和制品一直占据着重要的地位,但是传统的金属材料加工方法,容易产生热变形、刀具磨损以及能量损失过大等问题。
磨料水射流技术[1]作为一种新兴冷态加工技术,与传统加工方法相比,不存在热影响区、热变形、接触应力,具有加工材料广泛、稳定性好、质量高、柔性高、无刀具磨损以及绿色环保等优点,逐渐在各行各业得到广泛应用。
本文通过对45#进行铣削加工实验,探究磨料水射流加工参数对铣削表面质量的影响,为磨料水射流铣削加工其他材料提供参考。
在磨料水射流铣削加工方面,国内外研究较少。
周大鹏等[2]研究了各种材料应用水射流加工的可加工性。
彭家强等[3]对磨料水射流铣削对金属材料的去除力和去除模型进行了研究,为金属的铣削加工和切削去除分析提供了理论借鉴。
磨料水射流侵彻钛合金材料的机理分析

拟 了磨 料 水 射 流 侵 彻 钛 合 金 的 速 度 和 塑 性 能 量 变 化 过 程 。结 果 表 明 , 沿水 射 流 作 用 方 向 ( 方向) 的 速 度在 减 小 . 沿 磨 料 粒 子扩散 方向( y方向 ) 的速 度 在 增 加 。磨 料 粒 子 和 钛 合 金 的 塑性 能量 均呈 上 升 状 态 , 但 钛 合 金 材 料 的 塑性 能 量 变化 呈 直 线
器材 [ 。 因 钛 合 金 材 料 的 热 导 率 低 、 弹 性模 量 小 、 化 学
耦 合 的角度 出发 。 研 究磨 料粒 子 的影 响程度 . 利 用 有 限 元 软 件 Au t o d y n数 值 ,分 析 射 流 作 用 的应 力 值 及 侵 彻 过 程 ,为 磨 料 水 射 流 加 工 钛 合 金 机 理 提 供 充 分 的 理 论
1 概 述
磨料 水射 流 技术 是新 兴 的材料 加/ 3 2 技 术 , 相 对 于
传 统 加工 工艺 具 有热 影 响低 、 环境 污染 小 的绿 色特征 ,
入 度 的影 响 , S h i j i n Z h a n g 研 究 了 磨 料 水 射 流 钻 削 钛
合 金 的 相关 因素 , 朱建辉_ 6 研 究 了 磨 料 水 射 流 铣 削 钛
磨 料 水 射 流 侵 彻 钛 合 金 材 料 的 机 理 分 析术
口 杨 康 口 刘 萍 口 陈栾霞 口 许海波
2 3 2 0 0 1 口陈 林 来自安徽理工大学 机械工程学院
安徽淮南
摘
要: 从 材料 晶 体 变化 的 弹 性 阶 段 、 塑 性 阶 段 及 断裂 阶段 建 立 了应 力 应 变 的 准 则 方 程 , 利用有限元软件 A u t o d y n模
磨料水射流切割机理及质量提升方法研究

使用水作为工作介质,具有环保和节能的 优点。
磨料水射流切割应用领域
汽车制造
用于汽车零部件、发动机零件 等的切割。
玻璃制品
用于玻璃制品的切割和加工。
航空航天
用于飞机零部件、火箭发动机 等精密零件的切割。
石油化工
用于管道、容器等金属材料的 切割。
医疗器械
用于医疗设备的制造和维修中 的精密切割。
水射流压力控制及调整方法
总结词
水射流压力的精确控制和调整对提高磨料水射流切割质量至关重要。
详细描述
通过使用高精度压力传感器和控制器,实现对水射流压力的精确控制。同时,根据切割要求和材料特性,对水 射流压力进行实时调整,以获得最佳的切割效果。
切割工艺参数优化及控制方法
总结词
优化切割工艺参数并实现其精确控制是提 高磨料水射流切割质量的必要手段。
推动新型切割技术的发展
磨料水射流切割技术作为一种新型的切割技术,具有很大的 发展潜力和应用前景。对其进行深入研究,可以推动新型切 割技术的发展,为我国的工业加工技术水平的提升做出贡献 。
02
磨料水射流切割技术概述
磨料水射流切割原理
01Biblioteka 0203高压水射流形成
通过高压泵将水加压至较 高压力,形成高速射流。
03
磨料水射流切割机理研究
磨料粒子运动规律
1 2 3
磨料粒子在高压水流中的运动
在磨料水射流中,磨料粒子在高压水流的带动 下,以极高的速度运动,对目标表面进行冲击 和切割。
磨料粒子在流场中的分布
磨料粒子在流场中的分布受到流场速度、压力 、方向等多种因素的影响,这些因素会影响到 磨料水射流的切割效果。
磨料水射流切割技术的出现
高压磨料水射流水下切割不锈钢的实验研究
高压磨 料水射流水 下切 割不锈 钢 的实验研 究
吕仙镜 ,司丹丹 ,童 明炎 ,孙 胜 ,吴 晶 ,杨文华 ,张 平
中国核动力研究设计院 ,成都,6 1 0 0 4 1
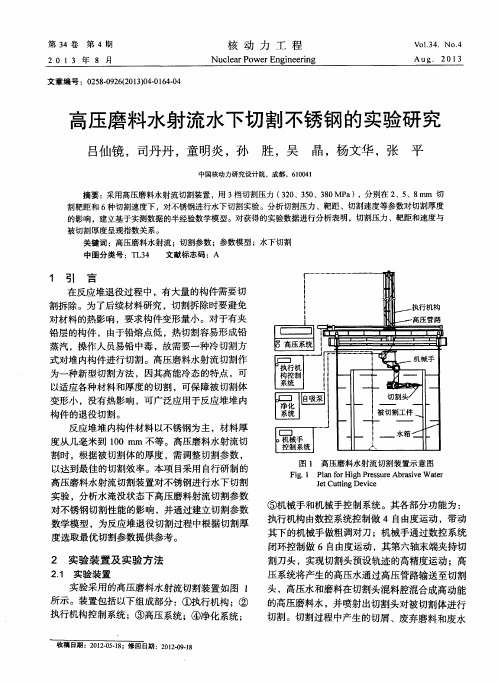
摘要: 采用高压磨料水射流切割装置 ,用 3 档切割压力 ( 3 2 0 、 3 5 0 、 3 8 0 MP a ) ,分别在 2 、5 、8 m m 切 割靶 距和 6 种切割速度下 ,对不锈钢进行水下切割实验 。分析切割压力 、靶距 、切 割速 度等参数对切割厚度 的影响 ,建立基于实测数据 的半经验数学模型 。对获得 的实验数据进行分 析表明 ,切割压力 、靶距和速度与
割速度 ( 5 、2 O 、4 0 、6 0 、8 0 、1 1 0 m m/ mi n)对
切 削速 度/ 1 1 1 1 1 1 ・ ai r n
图 3 相 同靶距 下压力 、速度与切割厚度 的关 系
F i g . 3 Re l a t i o n s h i p o f P r e s s u r e , Ve l o c i t y wi t h Cu t t i n g Th i c k n e s s a t S a me Ta r g e t Di s t a n c e
收稿日 期: 2 0 1 2 ・ 0 5 - 1 8 ; 修面_ 日 期:2 0 1 2 . 0 9 . 1 8
吕仙镜 等 :高压磨料水射 流水 下切 割不 锈钢的实验研究
l 6 5
由净 化 系统进 行净 化处 理 。
2 . 2 实验 方 法
实验中被切割材料为 0 6 C r 1 8 N i I l T i不锈钢。
构件的退役切割。 反应 堆 堆 内构件 材料 以不锈 钢 为 主 ,材 料 厚 度从几毫米到 1 0 0 m i n 不等 。高压磨料水射流切 割时 ,根据被切割体的厚度 ,需调整切割参数 , 以达到最佳 的切割效率。本项 目采用 自行研制的 高压磨料水射流切割装置对不锈钢进行水下切割 实验 ,分析水淹没状态下高压磨料射流切割参数 对不锈钢切割性能的影响 ,并通过建立切割参数 数学模型 ,为反应堆退役切割过程中根据切割厚 度选取最优切割参数提供参考 。
《高压磨料水射流切割玻璃纤维增强塑料的试验研究》范文

《高压磨料水射流切割玻璃纤维增强塑料的试验研究》篇一一、引言随着现代工业技术的不断发展,玻璃纤维增强塑料(GFRP)因其优异的性能在航空、汽车、建筑等领域得到了广泛应用。
然而,对于这种材料的切割加工,传统的方法往往存在效率低下、切割质量差等问题。
高压磨料水射流切割技术以其高效、精确和环保的特点,为解决这一难题提供了可能。
本文通过试验研究,深入探讨了高压磨料水射流切割玻璃纤维增强塑料的工艺参数及性能表现。
二、试验材料与方法1. 试验材料试验所使用的玻璃纤维增强塑料材料来源于市场上的标准样品。
该材料具有优异的力学性能和化学稳定性,适用于各种切割加工需求。
2. 试验设备试验采用的高压磨料水射流切割设备包括高压泵、喷嘴、切割头等部分。
其中,高压泵提供稳定的射流压力,喷嘴负责将水流聚焦成高速射流,切割头则用于控制切割轨迹。
3. 试验方法(1)根据不同的工艺参数(如射流压力、磨料类型和浓度等),进行多组切割试验。
(2)记录各组试验的切割速度、切割质量等数据。
(3)通过扫描电子显微镜(SEM)观察切割表面的微观结构,分析切割质量。
三、试验结果与分析1. 切割速度与质量试验结果表明,随着射流压力的增加,切割速度显著提高。
然而,过高的射流压力可能导致切割表面质量下降,出现裂纹、毛刺等问题。
在合适的射流压力下,添加适量的磨料可以进一步提高切割速度和质量。
2. 切割表面微观结构通过SEM观察发现,高压磨料水射流切割的玻璃纤维增强塑料表面具有较小的热影响区和较低的表面粗糙度。
与传统的机械切割方法相比,水射流切割能更好地保持材料的原始性能。
3. 工艺参数优化综合考虑切割速度、表面质量和设备成本等因素,可以得出最优的工艺参数组合。
在保证切割质量的前提下,选择适当的射流压力和磨料类型及浓度,以实现高效、环保的切割加工。
四、讨论与展望1. 讨论高压磨料水射流切割技术在切割玻璃纤维增强塑料时表现出明显的优势。
其高速、高精度的特点能有效提高生产效率,同时减少对材料性能的破坏。
磨料水射流冲蚀工件仿真及实验研究

d 1
磨 料 水 射 流 冲蚀 工 件 仿 真 及 实验 研 究
苗新 刚 ,武美萍 ,缪小进
(1.江 苏省 食 品先 进制 造装 备技 术 重点 实验 室 ,江苏 无锡 214122; 2.江南大学 机械T程学院,江苏 无锡 214122)
DYNA有限元分 析软件对磨料 水射流加丁 过程进行 了仿 真 , 将仿真结 果与对应 的实验结果进 行对 比分析 ,得 …仿真结果 与实验结
果 有 很 好 的 …·致 性 。
关键词 :磨料水射 流 ;T 岂参数 ;材料 去除率 ;有 限元分 析
中 图 分 类 号 :THl37;THI6;TG73
chining technology has no heat afected zone,high m achining range,f lexible,and can realize the f ine m achining of hard br ittle m aterials.To
obtain the inf luence law of the process parameters to abrasive water jet machining ef iciency,we simulated the process of abrasive water jet
(1.Jiangsu Key Laboratory ofAdvanced Food M anufacturing Equipment& Technology,W uxi 214122,China; 2.School ofMechanical Engineering,Jiangnan University,Wuxi 214122,China;)
后混合磨料水射流对金属的抛光机制及实验研究

Ke y wo r d s :A b r si a v e w a t e r j e t ;P o l i s h i n g m e c h ni a s m;P oc r e s s p a r a me t 械产品在致力于提 高加工精度 的同时 ,更 注重提高零件表层质量和表面
Ab r a s i v e Wa t e r J e t
S ONG Yue g a n, S ONG Da n l u, W ANG Ku n
( C o l l e g e o f Ma n u f a c t u i r n g a n d E n g i n e e i r n g ,S o u t h w e s t U n i v e r s i t y o f S c i e n c e a n d T e c h n o l o g y ,
me a s u i r n g i n s t r u me n t Wa s u s e d t o ma k e me a s u r e me n t a n d a n ly a s i s .I t i s f o u n d t h a t t h e me t l a s u r f a c e r o u g h n e s s d e c r e a s e s f r o m t h e o r i g — i n l a 2 . 2 0 3 m t o 1 . 1 9 5 m. T h e r e s u l t s s h o w t h a t b y c o n t r o l l i n g t h e a p p op r ia r t e p oc r e s s p  ̄a me t e s,c r o l d p o l i s h i n g p r o c e s s c a n b e ma d e f o r me t l, a a n d g o o d s u fa r c e q u li a t y c a n b e g a i n e d .I t p r o v i d e s a he t o mt i e l a b si a s nd a p r a c t i c l a g u i d a n c e f o r c o l d p o l i s h i n g o f t h e s h a p e d S u fa r c e .
《2024年高压磨料水射流切割玻璃纤维增强塑料的试验研究》范文

《高压磨料水射流切割玻璃纤维增强塑料的试验研究》篇一一、引言随着现代工业的快速发展,玻璃纤维增强塑料(GFRP)因其优良的物理性能和低廉的成本在多个领域得到了广泛应用。
然而,对于这种材料的切割加工,传统的方法往往存在效率低下、易损伤材料表面等问题。
高压磨料水射流技术作为一种新型的切割方式,以其高效、环保和低损伤的特点受到了广泛关注。
本文旨在通过实验研究高压磨料水射流切割GFRP的工艺及性能,以期为该技术的应用提供理论依据和实践指导。
二、实验材料与方法1. 实验材料实验所使用的材料为玻璃纤维增强塑料(GFRP)板,其具有优异的机械性能和良好的耐腐蚀性。
2. 实验设备实验设备主要包括高压磨料水射流切割系统、供水装置、供料装置及数据采集处理系统。
其中,高压磨料水射流切割系统为实验核心设备,负责实现高压力的水流与磨料的混合喷射。
3. 实验方法实验通过调整水压、磨料浓度、切割速度等参数,探究不同工艺参数对GFRP切割效果的影响。
同时,通过观察切割表面的形貌、分析切割断面的微观结构,评估切割质量。
三、实验结果与分析1. 切割表面形貌观察通过显微镜观察切割后的GFRP表面,发现采用高压磨料水射流切割后,表面光滑,无明显的热损伤和机械损伤痕迹。
与传统切割方式相比,该方法能有效减少对材料的损伤。
2. 切割断面微观结构分析对切割断面进行SEM扫描,结果显示,高压磨料水射流切割的断面纤维保持完整,没有出现断裂、撕裂等现象。
这表明该切割方式在保证切割效率的同时,能够保持材料的完整性。
3. 工艺参数对切割质量的影响实验发现,水压、磨料浓度和切割速度等工艺参数对切割质量有显著影响。
适当提高水压和磨料浓度,以及选择合适的切割速度,能够获得更好的切割效果。
然而,过高的水压和磨料浓度可能导致材料过度损伤,因此需要在实际操作中根据材料性质和需求进行合理调整。
四、讨论高压磨料水射流切割GFRP的优点在于其高效、环保和低损伤的特点。
与传统的机械切割、激光切割等方式相比,该技术能够在保证切割效率的同时,有效减少对材料的热损伤和机械损伤。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ke y w o r d s : s u b — m i x e d ; br a a s i v e ; w a t e r j e t ; ma e h i n bi a l i t y
1 引言
很慢的切割速度才能将其切穿。 本文将粉碎过程 的能量分析 引入 水射流 切
割 过程 的 分 析 , 得 出 不 同 材 料 切 割 难 易 程 度 的
2 0 1 3 年第 4 1 卷第 5 期
文章编 号 : 1 0 0 5— 0 3 2 9 ( 2 0 1 3 ) 0 5— 0 0 0 7— 0 4
流 体
机
械
7
不 同金属材料在 磨料水射 流加工时 的 可 加工 性 的 试验 研 究
周 大鹏 。 段 雄 , 江 山
( 1 .中 国矿业大学 , 江苏徐州 2 2 1 0 0 8 ; 2 . 浩 通水射流科技有限公 司, 江苏徐州 2 2 1 0 0 4 ) 摘 要 : 通过对磨料水射流切割金属材 料过程的能量转移过程 的分析 , 并且将粉碎原理 中的比表 面能 的理 论引入切 割 深度 的分析 。得 出了不同金属材料被切割时 由于 比表面 能的不 同, 在相 同的切割参数 的情况下 达到相 同切割深 度时候 的切割速度不 同。并且通 过试 验加以验证 , 同时得 出 3 1 6不锈钢 和 6 0 6 1铝合金板材切割时 的可加工性 特征系数 。该 系 数可 以很好 的用 于磨 料水射流切割时候的参数设定 。 关键词 : 后混合 ; 磨料 ; 水射流 ; 可加工性
Wa t e r - j e t T e c h n o l o g y C o , L t d . , X u z h o u 2 2 1 0 0 4 , C h i n a ) Ab s t r a c t : T h e c r u s h i n g p i f n e i  ̄e nd a t h e o r y o f s p e c i i f c s u r f a c e e n e r y g w a s i n t r o d u c e d t o t h e a n a l y s i s f o c u t t i n g p r o c e s s t o p r e 。
Z HOU Da — p e n g , D UAN Xi o n g , J I ANG S h a n ( 1 . C h i n a U n i v e r s i t y o f Mi n i n g a n d T e c h n o l o g y , X u z h o u 2 2 1 0 0 8 , C h i n a ; 2 . X u z h o u H o o t e c h
wh e n c u t t i n g p a r a me t e s r a l e c e r t a i n .T he e n e r y g t r a n s f e r p r o c e s s e s i n c u t t i n g me n t a l ma t e r i ls a f o AWJ .Ma c h i n a b i l i t y c h a r a c t e r i s —
d i c t t h e d e p h t o f c u t a c h i e v a b l e .T h e s p e e d wa s d i s t i n c t t o a c h i e v e he t s a me d e p t h i n c u t t i n g d i f f e r e n t me t l a ma t e r i ls a wi t h AWJ
t i c p a r a me t e r o f s t a i n l e s s s t e e l g r a d e 3 1 6 a n d a l u mi n i u m ll a o y g r a d e 6 0 6 1 i n AW J wa s g i v e na ' f t e r e x p e r i me ts n .T he s p e c i i f c p a ‘ r a me  ̄r w i l l b e a g u i d a n c e t o s e t c u t t i n g p a r a me t e s r i n AW J .
中图分类号 : T H 3 文献标识码 : A d o i : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 5— 0 3 2 9 . 2 0 1 3 . 0 5 . 0 0 2
Ex p e r i me n t a l S t u d y o n Ma c h i n a b i l i t y Ev  ̄u a i f o n o f Di fe r e n t Me t a l Ma t e r i a l s Cu t b y AW J
原 因 。并 通 过试 验 得 出 不 同材 料 的 可 切 割 性 特
磨料水射 流 ( A WJ ) 是 高能水束 与磨 料粒子 相 混合 形 成 的 液 固 两 相 介 质 高 能 束 流 。 A WJ切 割 就 是利 用高 速 水 射 流束 带 动 磨 料 粒 子 , 通 过 磨 料 粒 子对 材 料 表 面 的 冲 成切缝 … 。 因为 该 系 统具 有 许 多 独 特 的优