装配线的平衡具体计算题分解
画装配工序先后顺序图 及装配线平衡教程文件

画装配工序先后顺序图及装配线平衡画装配工序先后顺序图装配线的平衡N:装配线的工位数C: 节拍: 第i 项任务的作业时间4)装配线平衡的步骤:a.确定装配线的节拍节拍c= 计划起有效工作时间/计划期产量注意:有效工作时间除去必要的停歇;产量包含不合格品。
b. 计算装配线需要的最少工位数N = [产品装配总作业时间/节拍] = [ ]c. 组织工位向每一个工位分配任务时必须满足下列条件:保证人物之间的顺序关系;每个工位分配的任务作业之和不能大于节拍;各工位的单件作业时间应尽量相等或接近节拍;使工位数尽量少后续任务数多的工作优先安排;加工时间长的工作优先安排。
d.计算装配线的负荷系数BD 为装配线平衡损失系数 ηη-=⨯=∑1BD C N ti一装配线计划每小时装配200件,每小时工作时间为50分钟,下表是各个工序及关系。
求(1)画出装配工序顺序图(2)计算装配线的节拍(3)计算每小时装配200件的最小工序数(4)进行装配线平衡,使时间损失率最小装配线工序及作业时间工序作业时间紧前工序a 0.2 -b 0.05 -c 0.15 -d 0.06 -e 0.03 a,bf 0.08 c,dg 0.12 e,fh 0.05 -i 0.05 -j 0.12 h,ik 0.15 jL 0.08 k解答:(1)画图略(2)节拍C = 50/200=0.25(分钟/件)(3)最小工作地数N = [工序作业时间之和/节拍]=[(0.2+0.05+0.15+0.06+0.03+0.08+0.12+0.05+0.05+0.12+0.15+0.08)/0.25] = 5 (4) 平衡结果:(a,b),(c,d,e),(f,g),(h,i),(j),(k,L).效率=83%。
产品原则布置计算题
30
45
C
30
15
工作地点2
B
40
35
E
15
20
工作地点3
F
65
10
工作地点4
D
35
40
G
40
0
工作地点5
H
25
50
按规则2:
作业
作业时间/s
剩余未分配时间/s
工作地点1
A
30
45
C
30
15
E
15
0
工作地点2
F
65
10
工作地点3
B
35
40D355 Nhomakorabea工作地点4
G
40
35
H
25
10
(4)按规则一计算:
平衡效率=275/(5*75)=73.3%
按规则二计算:
平衡效率=275/(4*75)=91.7%
最佳平衡效率是按照规则二分配工作为91.7%
最早开始时间/s
最早结束时间/s
A
-
30
B
30
65
C
30
60
D
65
100
E
60
75
F
60
125
G
125
165
H
165
190
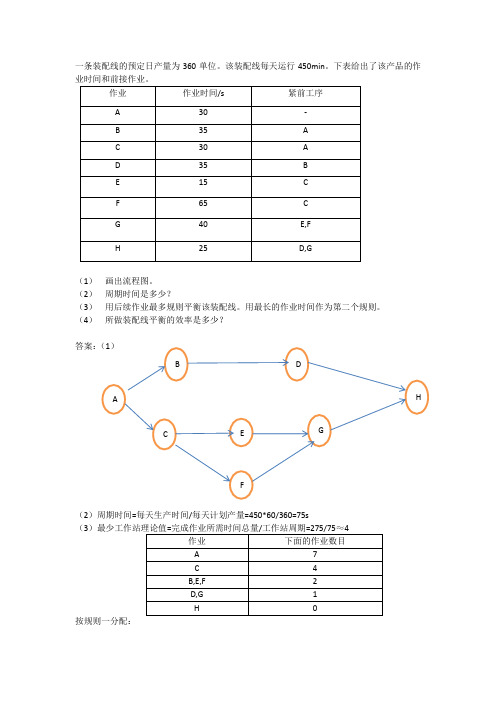
一条装配线的预定日产量为360单位。该装配线每天运行450min。下表给出了该产品的作业时间和前接作业。
作业
作业时间/s
紧前工序
A
30
-
B
35
A
C
30
A
D
35
B
现代企业管理概论计算题复习资料
(9 T
i 1
6
ei
)
2
12 12 2 2 2.45
试凑2:
5
①
3
② ④
③ ⑤
4
6
⑥
⑦
2
⑨
⑧
6
⑿
5
1 4
7
3
⑩
4
调整1:
工作地 1 2 3 4 5 6 工序 ①② ④⑤ ③⑥ ⑩⑾ Tei 差 8 9 9 8 1 0 0 1 0 2 工作地 1 2 3 4 5 6
⑾
调整2:
这两种表达方式都是要使各工作地的单件作业时间尽可能 接近节拍或节拍的整数倍。从而使每个工作地或工人的作 业空闲时间最少。
6.3 装配线平衡
装配线平衡的基本工作步骤 1.作业分解并用作业先后顺序图表示作业间的顺序关系。 该图由圆圈和箭头组成。圆圈代表单个作业,箭头代表 作业次序。 2.确定装配线节拍。
30
版权所有 违者必究
经济订货批量 所谓经济订货批量,就是从经济的观点出发在各种库存 情况下,考虑怎样选择订货批量,使得库存总费用最省 最经济。把这个使得库存总费用最省最经济的订货批量 ,叫经济订货批量。
31
版权所有 违者必究
理想的经济订货批量计算公式 年总成本 =年采购成本 + 年订货成本 +年库存成本
28
版权所有 违者必究
设单位物资单位时间的保管费为K,平均库存量为 Q,则 T期间的总保管费C为: 如每次订货量为Q0。对于瞬时到货的情况,如图4-3, 则平均库存量: Q
Q
0
C Q T K
则T期间内的保管费为: Q0 C T K 2
2
装配线的平衡具体计算题-文档资料
问题:如果市场要求每天生产100台电风扇,节 拍时间如何确定?
答案:
需要的节拍时间= 每天的生产时间 每天的生产量
= 420分钟/天 100台/每天
=4.2分钟/台
9
装配线平衡例-确定理论最少的工作站数量(2 )
问题:这个装配线,工作站的最少数目是多少?
答案:
理论最大工作站数目为Nt,则:
Nt= 工艺总时间 节拍时间
3
1
2
1.2
2
0.5
1
1
1
1
0
1.4
工作站 2
工作站 3
C (4.2-3.25)=.95
16
2
1.2
1
A
B
G
C
D
E
3.25
1
.5
工作站 1
A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2)
空闲= .2
1.4 H
F 1
工艺 A C D B E F G H
后续工艺数 时间 (Mins)
7
装配线平衡例:
• 下面是一个电风扇装配工序:
工艺 A B C D E F G H
时间 (Mins) 工艺说明
2
安装座架
1.2 安装开关
3.25 装配电机罩
1
将电机罩装上座架
0.5
安装叶片
1
装配安全罩
1
装电缆
1.4
测试
总时间
11.35
前工艺
无
A
无
A, C D E B
F, G
8Hale Waihona Puke 装配线平衡例-确定节拍时间(1 )
装配线设计与平衡

1.每天有420分钟工作,产出率是每天10件,则节拍为(6.0分)A.42分钟/件B.41分钟/件C.40分钟/件我的答案:A√答对2.单位产品总装配时间120分钟,节拍50分钟/件,则最少工作站数为(6.0分)A.1B.2C.3我的答案:B×答错3.单位产品总装配时间120分钟,节拍50分钟/件,最少工作站数为3,则负荷系数为(6.0分)A.80%B.90%C.100%我的答案:A√答对4.单一产品流水线可生产产品品种数(6.0分)A.1B.2我的答案:A√答对5.某道工序加工时间为9分钟,节拍为5分钟/件,则这道工序需要设备数(6.0分)A.1.8台B.2台我的答案:B√答对1.狭义的生产过程指(8.0分))A.生产技术准备B.原料投入C.在制品生产我的答案:BC√答对2.生产过程的适应性指适应(8.0分))A.品种变化能力B.产量变化能力C.设备更新我的答案:AB√答对3.组织生产的基本要求(8.0分))A.连续性B.平行性D.均衡性E.适应性我的答案:ABCDE√答对4.广义的生产过程指(8.0分))A.生产技术准备B.原料投入C.在制品生产我的答案:ABC√答对5.生产过程的构成(8.0分))A.技术准备过程B.基本生产过程C.辅助生产过程D.生产服务过程E.副业生产我的答案:ABCD×答错1.生产过程的适应性指适应品种和产量变化的能力。
(6.0分)我的答案:正确√答对2.生产过程的均衡性指在相等的时间间隔生产的产量大致相等或递增数量的产品。
(6.0分)我的答案:正确√答对3.广义的生产过程指从生产技术准备开始直到把产品制造出来为止的全部过程。
(6.0分)我的答案:正确√答对4.节拍是指流水线上连续生产两件制品的时间间隔。
(6.0分)我的答案:错误×答错5.狭义的生产过程指从原材料投入生产开始直到产品最后制造出来为止的全部过程。
(6.0分)我的答案:正确√答对。
【精品】生产运作计算题

线性规划法实例:运输问题设有三个产煤地(简称产地)A1,A2,A3,其产量分别为9吨,10吨,6吨,另有四个城市(简称销地)B1,B2,B3,B4需要销煤,其销量分别为6吨,6吨,3吨,10吨,已知从每个产地到各销地的单位运价如表4所示。
有假定运费与运量成正比,问应如何安排调拨计划,才能使总的运费最省?表4单位运价(吨/元)线性规划法列出目标函数和约束方程如下:343332312423222114131211425425339410m in x x x x x x x x x x x Z ++++++++++=步骤1.建立运输矩阵2。
用最低成本法—-确定初始方案 3。
优化初始方案(闭回路法) 4。
计算总费用约束条件:s.t)4,3,2,1;3,2,1(0103666109342414332313322212312111343332312423222114131211==≥=++=++=++=++=+++=+++=+++j i x x x x x x x x x x x x x x x x x x x x x x x x x ij ∑=ijij Q P Z min装配线平衡方法J型玩具马车要在一个传送带上组装,每天需生产500辆。
每天的生产时间为420分钟,表2中列出了玩具马车的组装步骤及其时间。
请根据节拍和作业次序的限制,求使工作站数量最少的平衡方式(2)计算节拍.必须把时间单位换算为秒,因为作业时间是以秒表示的。
r=每天的工作时间/每天的产量=60(秒)×420/500(辆)=50。
4秒/辆(3)工作站数量的理论最小值(实际可能大些)Smin=[T/r]=195秒/50.4秒=[3.87]=4(取整):由最后一道工序,按编组过程反方向检查每一工作地,用于寻找本分支节点上是否存在Sij<S’(分支定界数4)的节点。
本问题不存在Sij〈S'的节点,则:S’为最优,即节点数为4。
装配线平衡重点

装配线的平衡一、流水生产的基本概念一)、流水生产的特点二)、流水生产线的种类三)、流水生产的组织二、装配线的平衡一、流水生产的基本概念流水生产——是劳动对象按照一定的工艺过程、规定的顺序和速度,连续不断地通过各个工作地进行加工,完成工序作业的一种生产过程组织形式。
流水生产是将高度的对象专业化的生产组织和劳动对象的平行移动方式有机地结合起来。
流水生产的主要特点是:1,各工作地按照劳动对象的加工顺序排列。
2.每个工作地固定地完成一道和少数几道工序,工作地的专业化程度高。
3.流水线上各工序的加工时间之间成相等或整数倍数关系。
4,按照一定的节拍进行生产。
流水生产线的种类1.按流水线的连续程度——连续流水线和间断流水线2.按在流水线上加工对象的数目——单一对象流水线和多对象流水线3.按流水线上的劳动对象是否移动——制件固定流水线和制件移动流水线4.按流水线的节拍——强制节拍流水线和自由节拍流水线5,按流水线的机械化程度——手工流水线和机械化流水线组织流水生产的条件组织流水生产需要具各一定条件,这些条件主要有:1),产品结构和工艺要相对稳定。
2).产品、零件和部件的产量要大,足以保证工作地的正常负荷。
在产品品种多,产量不大的企业中,组织流水生产时,可通过成组工艺来增大同种零件的产量三、装配线平衡(一)、为什么要进行生产线平衡?浪费时间资源忙闲不均,引起矛盾浪费人(二)生产线平衡的目的物流快速﹐缩短生周期减少或消除物料或半成品周转场所消除生产瓶颈﹐提高作业效率提升工作士气﹐改善作业秩序稳定产品质量(三)装配线平衡的技巧1、如何消除瓶颈1)作业分割——将此作业的一部分分割出来移至工时较短的作业工序。
2)利用或改良工具﹑机器——将手工改为工具;或半自动或全自动机器;或在原有工具;夹具做改善;自可提升产量﹐缩短作业工时。
3)提高作业者的技能——运用工作教导,提升作业者的技能4 )调换作业者——调换效率较高或熟练作业人5 )增加作业者——上面几项都做了﹐还未达到理想﹐可能就得考虑增加工序人手了。
生产运作管理计算题标准步骤(2)

生产运作管理共有五道计算类型题:标黄色的表示做题时,必须要阐述写清的。
一、装配线平衡的方法1.(在答题纸上划出题中要求的网络图)2.节拍计算:节拍r=计划期有效工作时间/计划期计算产量3.计算满足节拍需要的工作地的最小数量理论值。
S min=[工序时间之和/节拍](最终结果进位取整)4.组织工作地。
按节拍要求分配组织各工作地的工序(在网络图上标)。
分配时要遵循:保证各工序之间的先后顺序;各工作地的作业时间应尽量接近或等于节拍;工作地数目尽量少。
5.评价装配平衡的效率:装配线的效率=完成作业所需时间/实际工作地数*节拍二、用代表产品法或假定产品法计算设备生产能力1.代表产品法的步骤:①选定代表产品。
因*产品计划产量(或计划产量与台时定额之积)最大,故选*产品为代表产品。
②计算换算系数。
见表中第③项。
(以代表产品的台时定额为分母,其它产品的台时定额为分子,计算每种产品的换算系数。
)(将每个产品的换算系数填入表格中)③计算表中第④项。
(用每种产品的计划产量乘换算系数,得出用代表产品表示的产量。
并填入表中。
)④计算产量比重。
见表中第⑤项。
每个产品的产量/总产量⑤计算生产能力:表中第⑥项设备生产能力=设备年有效工作小时数/代表产品台时定额 = **=年有效工作日*每天工作小时数*设备台数*(1-设备检修率)/代表产品台时定额(生产能力取整,小数部分只舍不入),结果填入表中。
⑥按产量比重计算各产品生产能力⑦=生产能力⑥*比重⑤/换算系数③,将各产品生产能力填入表中。
⑦如生产能力大于计划产量,则表示能力满足计划需求;•(或如生产能力小于计划产量,则表示生产能力不足,企业应想办法增加生产能力来满足需求。
)2.假定产品法的步骤:①计算假定产品台时定额。
③=(每种产品的计划产量与台时定额乘积的和/总产量)=①A*②A+①B*②B+①C*②C+①D*②D/总产量②计算产量比重。
见表中第④项。
每个产品的产量/总产量③计算设备生产能力=设备年有效工作小时数/代表产品台时定额 = **=年有效工作日*每天工作小时数*设备台数*(1-设备检修率)/代表产品台时定额(生产能力取整,小数部分只舍不入),结果填入表中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.流水线上各工序的加工时间之间 成相等或整数倍数关系。 4. 按照一定的节拍进行生产。
流水生产线的种类
• 1.按流水线的连续程度 •
•
• •
——连续流水线和间断流水线 2.按在流水线上加工对象的数目 ——单一对象流水线和多对象流水线 3.按流水线上的劳动对象是否移动 ——制件固定流水线和制件移动流水线 4.按流水线的节拍 ——强制节拍流水线和自由节拍流水线 5,按流水线的机械化程度 ——手工流水线和机械化流水线
工作站 1 A (4.2-2=2.2) B (2.2-1.2=1)
工作站 2
工作站 3
2 A
1.2 B
1 G
1.4 H Fຫໍສະໝຸດ CDE3.25
1
.5
1
工艺 A C D B E F G H
后续工艺数 时间 (Mins) 6 2 4 3.25 3 1 2 1.2 2 0.5 1 1 1 1 0 1.4
工作站 1 A (4.2-2=2.2) B (2.2-1=1.2) G (1-1=0)
工作站 2 C (4.2-3.25)=.95
工作站 3 D (4.2-1)=3.2
空闲= .2
空闲 = .95
2 A
1.2 B
1 G
答案:
理论最大工作站数目为Nt,则:
Nt= 工艺总时间 节拍时间 =2.702 或者3
Nt=
11.35分钟/台 4.2分钟/台
装配线平衡例-工作站设计(3)
按以下条件向工作地分配小工序: 1)保证各工序之间的先后顺序。 2 )每个工作地分配到的小工序作业时间 之和,不能大于节拍。 3 )各工作地的作业时间应尽量接近或等 于节拍。 4)应使工作地数目尽量少。 • 首先: 安排后续工艺最多的工艺
工作站 2
工作站 3
空闲= 0
2 A
1.2 B
1 G
1.4 H F
C
D
E
3.25
1
.5
1
工艺 A C D B E F G H
后续工艺数 时间 (Mins) 6 2 4 3.25 3 1 2 1.2 2 0.5 1 1 1 1 0 1.4
工作站 1 A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2)
2 A
1.2 B
1 G
1.4 H
C
3.25
D
1
E
.5
F
1
工艺 A C D B E F G H
后续工艺数 时间 (Mins) 6 2 4 3.25 3 1 1.2 2 2 0.5 1 1 1 1 0 1.4
工作站 1
工作站 2
工作站 3
2 A
1.2 B
1 G
1.4 H F
C
D
E
3.25
1
.5
1
工艺 A C D B E F G H
三、装配线的平衡
(一)流水生产的基本概念 一)、流水生产的特点 二)、流水生产线的种类 三)、流水生产的组织条件 (二)装配线的平衡
(一)流水生产的基本概念
流水生产——是加工对象按照一定的工 夏利汽车生产线 艺过程、规定的顺序和速度,连续不断地通 过各个工作地进行加工,完成工序作业的一
种生产过程组织形式。 流水生产的主要特点是: 1.各工作地按产品的加工顺序排列。 2.每个工作地固定地完成一道和少 数几道工序,工作地的专业化程度高。
工作站 2 C (4.2-3.25)=.95
工作站 3
空暇= .2
2 A
1.2 B
1 G
1.4 H F
C
D
E
3.25
1
.5
1
工艺 A C D B E F G H
后续工艺数 时间 (Mins) 6 2 4 3.25 3 1 2 1.2 2 0.5 1 1 1 1 0 1.4
工作站 1 A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2)
后续工艺数 时间 (Mins) 6 2 4 3.25 3 1 2 1.2 2 0.5 1 1 1 1 0 1.4
工作站 1 A (4.2-2=2.2)
工作站 2
工作站 3
2 A
1.2 B
1 G
1.4 H F
C
D
E
3.25
1
.5
1
工艺 A C D B E F G H
后续工艺数 时间 (Mins) 6 2 4 3.25 3 1 2 1.2 2 0.5 1 1 1 1 0 1.4
(4)计算工作地时间损失系数 / 装配线的效率。
装配线平衡例:
• 下面是一个电风扇装配工序:
工艺 A B C D E F G H
总时间
时间 (Mins) 2 1.2 3.25 1 0.5 1 1 1.4
11.35
工艺说明
安装座架 安装开关 装配电机罩 将电机罩装上座架 安装叶片 装配安全罩 装电缆 测试
(二) 装配线平衡
装配线平衡又称工序同期化,即使流水 线各工序/工作地的单件作业时间与节拍 相等或成整倍数关系。 为什么要进行生产线平衡? ★忙闲不均 ★浪费资源 ★ 效率低
观看视频
你看到了什么?
1. 装配线设计与平衡方法
(1)确定装配流水线节拍。
(2)计算装配线上需要的最少工作地数。
(3)组织工作地。
工作站 2 C (4.2-3.25)=.95
工作站 3
空闲= .2
空闲 = .95
2 A
1.2 B
1 G
1.4 H F
C
D
E
3.25
1
.5
1
工艺 A C D B E F G H
后续工艺数 时间 (Mins) 6 2 4 3.25 3 1 2 1.2 2 0.5 1 1 1 1 0 1.4
工作站 1 A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2)
组织流水生产的条件
组织流水生产需要具各一定条件,这些条件主要有:
1),产品结构和工艺要相对稳定。 2).产品、零件和部件的产量要大,足以保证工作 地的正常负荷。在产品品种多,产量不大的企业中, 组织流水生产时,可通过成组工艺来增大同种零件 的产量
两个重要的基本概念
1.节拍 节拍——流水线上连续出产两件相同产 品的时间间隔。 2.工序同期化 —— 使流水线各工序/工作 地的单件作业时间与节拍相等或成整倍 数关系。 工序同期化是组织流水线的必要条件。
前工艺
无
A
无
A, C D E B F, G
装配线平衡例-确定节拍时间(1 )
问题:如果市场要求每天生产100台电风扇,节 拍时间如何确定?
答案:
需要的节拍时间= 每天的生产时间 每天的生产量 420分钟/天
=
100台/每天
=4.2分钟/台
装配线平衡例-确定理论最少的工作站数量(2 )
问题:这个装配线,工作站的最少数目是多少?