加工单元毕业设计
食品加工专业毕业论文

毕业论文题目食品加工新技术在食品中的应用学号班级专业食品加工技术系别作者姓名完成时间2011.5.10指导教师职称食品加工新技术在食品中的应用摘要跨入新世纪,越来越多的高新技术应用于食品加工领域。
食品加工业也呈现出前所未有的繁荣景象,这与新的技术革命密切相关。
本文介绍了在食品加工领域日益扩大应用的现代食品分离技术、微波处理技术、膨化技术、超高温瞬时杀菌技术、包装新技术、软胶囊和微胶囊化技术、高压加工技术、辐射技术、纳米技术、食品生物技术、电磁技术和真空技术。
以便理解食品工业与高新技术唇齿相依的关系。
关键词:高新技术;食品加工一、各种新技术对食品工业的推动作用民以食为天,食物是千百年来人们赖以生存的物质基础之一。
在任何历史阶段,在任何管家,食物始终是重要的战略物资。
二十世纪中后期以来的科学技术革命对食品加工行业也产生了深远的影响。
越来越多的新技术新方法应用于食品加工业,尤其是多种技术的综合运用,对食品行业的发展起了巨大的推动作用。
综观影响和应用于食品加工的新技术有以下几个方面:二、简介各种新技术(一)现代食品分离技术1.膜分离膜分离技术主要为电渗析、精虑,超滤和反渗透,是在常温下以膜两侧的压力差或电位差为动力对溶质和溶剂进行分离、浓缩、纯化等的操作过程。
膜技术在脱盐、饮用水净化等领域已取得了成功。
目前我国研究比较多的是微波、超滤、反渗透在饮料方面的应用。
在发达国家,膜技术已用于食用色素的精制、调味液精制、脱色处理、牛奶浓缩杀菌及香气成分回收等。
2.超临界萃取技术在食品工业领域,超临界流体萃取技术作为一种安全、卫生、高品质、高效率、节省能源的食品加工方法,越来越受到人们的重视。
目前,超临界二氧化碳在食品工业中的应用虽然仅有20~30年的历史,但发展十分迅速。
迄今为止,在食品工业中的应用研究主要集中在如下4个方面:(1)提取风味物质,如香心料、呈味物质的提取等。
(2)食品中某些特定成分的提取额或脱除,如从可可豆、大豆、咖啡豆、棕榈籽、向日葵中提取植物油脂,从鱼油和肝油中提取高营养价值和药物价值的不饱和脂肪酸,从油炸食品中脱除脂肪,从乳脂中脱除胆固醇等。
毕业设计论文千斤顶螺杆零件的加工工艺分析和编程
摘要(毕业设计或论文内容概况)数控技术和数控机床在当今机械制造业中占据重要地位,是传统机械制造业提升改造,实现自动化、柔性化、集成化生产的重要手段和标志。
本文主要内容有:一、介绍数控加工技术的特点,数控车床和数控铣床简介,数控程序的格式。
二、论述了千斤顶螺杆的加工工艺规程。
为了达到相应的技术要求,保证零件的加工质量、提高生产率和降低制造成本,制定千斤顶螺杆的加工工艺规程一般可分为以下几步:一、分析零件图,确定加工类型;二、毛坯和选择;三、加工工艺分析的过程、热处理、工序的划分;四、装夹方案;五、切削用量、刀具的选择和及编程等。
【关键词】(论文中与主要内容相关的词语)数控加工技术数控机床螺杆加工工艺编程目录摘要第一章.数控加工技术简介---------------------------------------------1 一数控机床的概述------------------------------------------------ 1 二数控机床的产生和发展------------------------------------------ 1 三数控机床组成-------------------------------------------------- 3 四数控原理------------------------------------------------------ 3 五数控机床加工特点---------------------------------------------- 3 第二章.零件的工艺分析和刀具选择----------------------------------- 3 一加工工艺与参数分析-------------------------------------------- 3 (一)零件的工艺分析--------------------------------------------- 4 (二)加工方法的选择--------------------------------------------- 4 (三)机械加工工艺路线拟定--------------------------------------- 5 (四)加工阶段的划分--------------------------------------------- 6 (五)工序分散--------------------------------------------------- 6 (六)工序顺序的安排--------------------------------------------- 6 二装夹方案------------------------------------------------------ 7 (一)工件的装夹------------------------------------------------- 7 (二)自制夹具及装夹方式------------------------------------------ 8 三刀具及切削用量的选择----------------------------------------- 8 (一)刀具材料选择----------------------------------------------- 8 (二)切削用量的合理选择----------------------------------------- 8 第三章.数控工艺卡及程序的编辑------------------------------------- 9 一数控车加工部分-------------------------------------------------9 二四轴加工中心加工部分----------------------------------------- 13 三数控铣床加工部分--------------------------------------------- 15结束语------------------------------------------------------------ 19 参考文献---------------------------------------------------------- 20 答谢辞------------------------------------------------------------ 21千斤顶螺杆零件的加工工艺分析和编程随着社会生产和科学技术的不断进步,各类工业新产品层出不穷,为适应新世纪科技、经济与社会的飞速发展和日趋激烈的竞争。
自动化生产线的设计毕业论文

自动化生产线的设计毕业论文目录第一章自动化生产线装备的概述---------------------1-1 YL-335B的基本组成------------------------1-2 YL-335B的基本功能-------------------------1-3 YL-355B的结构与认知-----------------------1-4 YL-355B的整体控制-------------------------第二章装配单元的结构------------------------------- 2-1 装配单元的功能------------------------------- 2-2 装配单元的结构组成-------------------------- 2-3 气动控制回路--------------------------------- 第三章装配单元的PLC的控制------------------------ 3-1 PLC的I/O的接线原理-----------------------3-2 装配单元的编程----------------------------- 结论--------------------------------------------- 参考文献--------------------------------------------- 致谢--------------------------------------------- 附录---------------------------------------------第一章自动化生产线装备的概述1-1 自动生产线的基本组成自动生产线实训考核装备由安装在铝合金导轨式实训台上的送料单元、加工单元、装配单元、输送单元和分拣单元5个单元组成。
其中,每一工作单元都可自成一个独立的系统,同时也都是一个机电一体化的系统。
机械工程学院机械工程及自动化专业届本科毕业设计论文答辩

机械工程学院机械工程及自动化专业2014届本科毕业设计(论文)答辩分组答辩时间:2014年5月13日、14日两天(周二、周三),早上8:10开始.第一组:答辩地点:机械楼508室答辩教师:祝爱萍(组长)董丽刘俊萍张莉娟姜碧琼第二组:答辩地点:机械楼510室答辩教师:虎恩典(组长)慕松邵金龙丁莉君梁云峰第三组:答辩地点:机械楼512室答辩教师:段建中(组长)许义泉金奇志康少付纪华第四组:答辩地点:机械楼514室答辩教师:陈晓峰(组长)佘永卫赖惠鸽马国华马伏龙第五组:答辩地点:机械楼518室答辩教师:刘晶(组长)尚欣邓安强杨树川陈宇秘书:由学院指派说明:(1)答辩前一天,毕业设计(论文)评价表必须由导师亲自交到教学办侯惠萍处统一交到各组秘书处,学生不得转交和代交,无毕业设计(论文)评价表的学生不得安排答辩.(2)本次参加答辩的毕业生中,具有答辩资格的毕业生共有107人,具体分组名单见附表。
(3 ) 答辩时能用图纸(工程图、流程图等)讲述清楚的,要求学生尽量采用图纸(打印),如确需使用电脑进行动画或结果演示时,无投影仪和计算机的情况下,要求学生自备计算机演示。
(4 ) 毕业论文的格式必须严格符合学院要求,论文装订统一在学院机械楼二楼制图室装订,要求每个专业毕业论文封面颜色必须统一,图纸、论文打印及装订具体负责人是邵金龙和丁璞老师。
答辩地点:机械楼508室答辩时间:2013年5月13、14日早8:10答辩组长:祝爱萍答辩教师:董丽刘俊萍姜碧琼张莉娟秘书:张新敏答辩地点:机械楼510室答辩时间:2013年5月13、14日早8:10答辩组长:虎恩典答辩教师:慕松邵金龙丁莉君梁云峰秘书:赵艺答辩地点:机械楼512室答辩时间:2013年5月13、14日早8:10答辩组长:段建中答辩教师:许义泉金奇志康少付纪华秘书:皮进宝答辩地点:机械楼514室答辩时间:2013年5月13、14日早8:10答辩组长:陈晓峰答辩教师:佘永卫赖惠鸽马国华马伏龙秘书:倪丽答辩地点:机械楼518室答辩时间:2013年5月13、14日早8:10答辩组长:刘晶答辩教师:尚欣邓安强杨树川陈宇秘书:雷远春。
大专机械毕业设计题目

大专机械毕业设计题目通常要求学生结合所学的机械知识和技能,解决实际问题或进行创新设计。
以下是一些机械毕业设计题目:1. 数控机床改造设计:针对某一型号的普通机床进行数控化改造,提高其自动化水平和加工精度。
2. 自动化生产线设计:设计一条自动化生产线,包括输送系统、自动化装配单元、控制系统等。
3. 机器人应用设计:设计一款机器人,用于特定的任务,如焊接、搬运、装配等。
4. 机械零件设计与制造:设计并制造某一机械设备的零件,要求考虑材料选择、加工工艺、装配等。
5. 模具设计与制造:设计并制造一套模具,用于注塑或冲压等生产过程。
6. 机械传动系统设计:设计一个机械传动系统,包括齿轮、皮带、链条等传动部件的设计和计算。
7. 液压系统设计:设计一个液压系统,用于提升或推动某一机械装置。
8. 气动系统设计:设计一个气动系统,用于控制或驱动某一机械部件。
9. 机械结构强度分析:对某一机械结构进行强度分析,包括计算和仿真。
10. 制造工艺优化:针对某一产品的制造过程,进行工艺优化,提高生产效率和降低成本。
11. 设备维护与故障排除:研究某一设备的使用和维护,编写维护手册,分析常见故障并提出解决方案。
12. 机械设计软件应用:使用CAD/CAM软件进行机械设计,包括三维建模、工程图绘制、仿真分析等。
13. 绿色制造与可持续设计:研究并设计一款符合绿色制造原则的机械产品,考虑其整个生命周期的环境影响。
14. 智能制造与物联网:设计一个集成了物联网技术的智能制造系统,实现设备的数据采集、远程监控等功能。
15. 机器人编程与控制:编写程序并控制一款机器人完成特定任务,如路径规划、动作编程等。
这些题目可以根据学生的专业方向、兴趣和实际条件进行调整和选择。
毕业设计应注重实践性和创新性,鼓励学生运用所学知识解决实际问题,提升他们的综合能力。
毕业设计---减速器传动轴的加工
毕业设计(论文)题目_减速器传动轴的加工_摘要随着机电一体化的加工技术的迅猛发展,数控机床的应用已日趋普及,机械制造业正在越来越多地采用数控技术来改善其生产加工方式,社会对其相应技术人才的需求也越来越高.减速机利用齿轮的速度转换器将电机的回转数减速到所需要的回转数,它主要是一种动力传达的机构。
在当前用于传递动力与运动的机构中,减速机的应用非常广泛,可以说,几乎在各式机械的传动系统中都可以见到其踪影。
从大动力的传输工作到小负荷、精确的角度传输都可以见到减速机的身影,而且在工业的应用上,减速机具有减速及增加转矩的功能,因此减速机广泛用在速度与扭矩的转换设备中。
减速机的功用主要有两个方面:一是降速同时提高输出的扭矩,扭矩的输出比列按电机的输出乘以减速比,但不能超出减速机的额定扭矩;二是减速同时降低负载的惯量,惯量的减少是减速比的平方,一般情况下电机都有一个惯量值。
因此,本人概述了轴类典型零件的加工工艺及加工方案,通过自己所学专业知识和实际加工经验并把数控机床与普通机床合理的结合在一起,更好的应用到实际当中.本次毕业设计主要的内容是对于减速机输出轴的加工采用数控车床C616A进行加工,采用线切割技术把毛坯切好进行热处理,再用车床进行粗加工,先把轴的端面车好,留下一定的余量,对加速轴的两外端进行倒角。
接着对键槽用铣刀进行半精加工,最后用C616A数控车床进行精加工磨砂保证亮端面的平行度偏差不超过0.1,外圆的尺寸保证在φ68。
让各部位尺寸都达到标准。
关键词:机械加工数控加工加工工艺目录摘要 (2)1绪论 (4)2数控加工工艺与分析 (5)3刀具的选择 (12)4输出轴类零件加工 (13)5输出轴的毛坯,材料及热处理 (15)6输出轴的加工工艺 (17)7切削用量选择 (19)8输出轴的加工 (21)9展望 (24)结束语 (25)参考文献 (26)1绪论1.1数控起源与发展1946年诞生了世界上第一台电子计算机,这表明人类创造了可增强和部分代替脑力劳动的工具。
【原创】基于PLC的自动化零件装配线系统本科毕业论文设计

毕业设计(论文)题目: 基于PLC的自动化零件装配线系统设计柳州职业技术学院毕业设计(论文)任务书机电工程系(部)电气自动化技术专业 3 班学生XXXX学号XXXXXXXX一、毕业设计(论文)题目:基于PLC的自动化零件装配线系统设计二、毕业设计(论文)工作规定进行的日期:2012年7月10 日起至2012年11 月15日止三、毕业设计(论文)进行地点:XXXXX四、任务书的内容:目的:毕业设计是高职高专全程教学中必修的关键教学环节,是实现教学科研与工程实践相结合的重要途径,是培养学生综合运用所学专业知识和技能去分析和解决本专业范围内的一般工程技术问题的能力之重要手段。
建立正确的设计思想,掌握工程技术设计的一般程序,是学生毕业前应具备的基本技能。
自动化生产线是产品生产过程所经过的路线,即从原料进入生产现场开始,经过加工、运送、装配、检验等一系列生产按照规定的程序自动进行所构成的路线。
狭义的生产线是按对象原则组织起来的,完成产品工艺过程的一种生产组织形式,即按产品专业化原则,配备生产某种产品(零、部件)所需要的各种设备和各工种的工人,负责完成某种产品(零、部件)的全部制造工作,对相同的劳动对象进行不同工艺的加工。
自动化生产线综合应用机械技术、控制技术、传感技术、驱动技术、网络技术、人机接口技术等知识。
通过毕业设计,使学生在掌握自动化生产线技术的基础上,还能培养学生创新精神和实践能力,并且在这个过程中还能锻炼我们调查研究、阅读收集文献资料、撰写设计说明书或者论文报告的能力、思维能力、文字表达能力等。
使学生能较快适应未来的工作岗位,具有较强的应用所学专业知识和技能,解决工程实际问题的能力。
任务:1、方案设计:完成一个工件的拆卸、分拣工作,模拟一个生产流水线的生产过程。
首先由供料站提供原料,运输站将其送至加工站加工,然后送至装配站进行安装,最后由分拣站进行分拣。
设计以送料、加工、装配、输送、分拣等工作单元作为自动生产线的整体设计,构成一个典型的自动生产线的机械平台2、技术设计:以PLC编程控制技术、变频器控制技术、气动机械控制技术、传感器技术和伺服电机控制技术等,设计出包括供料单元、分拣单元、输送单元、加工单元及装配单元在内的五个单元的程序,各单元为一个工作站,每个工作站均设置一台PLC承担其控制任务,各PLC之间通过RS-485串行通信线实现互连,构成分布式的控制系统。
楼宇智能化plc毕业设计

毕业设计(论文)任务书专业楼宇智能化工程技术一、课题名称:基于PLC的亚龙YL-335B型自动生产线控制系统的设计二、主要技术指标:1. 装置侧的接线端口的接线端子采用三层端子结构,上层端子用以连接DC24V电源的+24V端,底层端子用以连接DC24V电源的0V端,中间层端子用以连接各信号线2. 各工作站PLC配置如下:⑴输送单元:S7-226 DC/DC/DC 主单元,共24点输入,16点晶体管输出。
⑵供料单元:S7-224 AC/DC/RLY主单元,共14点输入和10点继电器输出。
⑶加工单元:S7-224 AC/DC/RLY主单元,共14点输入和10点继电器输出。
⑷装配单元:S7-226 AC/DC/RLY主单元,共24点输入,16点继电器输出。
⑸分拣单元:S7-224 XP AC/DC/RLY主单元,共14点输入和10点继电器输出。
3. YL-335B采用了昆仑通态(MCGS)TPC7062KS触摸屏作为它的人机界面TPC7062K是一款以嵌入式低功耗CPU为核心(主频400MHz)的高性能嵌入式一体化工控机。
该产品设计采用了7英寸高亮度TFT液晶显示屏(分辨率800×480),四线电阻式触摸屏(分辨率4096×4096),同时还预装了微软嵌入式实时多任务操作系统(中文版)和MCGS嵌入式组态软件(运行版)。
4.外部供电电源为三相五线制AC 380V/220V,总电源开关选用DZ47LE-32/C32型三相四线漏电开关。
系统各主要负载通过自动开关单独供电。
其中,变频器电源通过DZ47C16/3P三相自动开关供电;各工作站PLC均采用DZ47C5/2P单相自动开关供电。
此外,系统配置2台DC24V6A开关稳压电源分别用作供料、加工和分拣单元,及输送单元的直流电源。
三、工作内容和要求:亚龙YL-335B型自动生产线实训考核装备由安装在铝合金导轨式实训台上的送料单元、加工单元、装配单元、输送单元和分拣单元5个单元组成。
数控机床毕业设计论文【范本模板】

题目数控机床的组成加工原理与工艺系部:机电工程系专业:机电一体化指导老师:班级:学生姓名:目录绪论。
.。
.。
....。
.。
.。
......。
.。
..。
.。
....。
...。
.。
.。
.。
.。
.。
....。
.(1) 第一章数控车床的基本组成和工作原理。
.。
.......。
.。
..。
. (4)1.1 任务准备...。
...。
....。
..。
...。
..。
.。
..。
.。
.。
..。
.。
.。
...。
(4)1。
1.1 机床结构.。
..。
.。
..。
.。
.。
..。
.。
.....。
.。
.。
...。
.。
.。
.。
..。
(4)1。
2 工作原理。
..。
......。
.。
....。
.。
..。
.。
.。
.。
...。
..。
(6)1.3 数控车床的分类.....。
...。
......。
.。
.。
.。
...。
.。
.。
.。
.。
.。
..(6) 1。
4 数控车床的性能指标...。
...。
.。
.。
.。
..。
....。
.。
...。
.。
.。
.。
. (7)1。
5 数控车床的特点.。
.。
.。
.。
.。
.。
..。
.。
..。
.。
.。
..。
.。
(8)第二章数控车床编程与操作。
.。
... .。
...。
.。
..。
...。
...。
...。
(10)2.1 数控车床概述。
.。
..。
.。
.。
..。
..。
.。
...。
.。
...。
.。
.。
.。
..。
.。
(10)2.1.1数控车床的组...。
.。
.......。
...。
...。
........。
...。
.。
.(10)2.1。
2数控车床的机械构成.。
.。
...。
......。
.....。
..。
.。
.。
....(11)2.1。
3数控系统。
..。
....。
.。
...。
.。
......。
.。
.。
.。
.。
.。
.。
.(11)2.1.4数控车床的特点。
.。
.。
.。
....。
..。
.....。
....。
.。
..(12) 2。
1.5数控车床的分类。
.。
...。
.。
..。
..........。
......。
. (13)2.1.6数控车床(CJK6153)的主要技术。
推动架零件的机械加工工艺及夹具毕业设计论文
毕业设计设计(论文)题目:推动架的工艺规程及夹具设计姓名岳国晋学院(系)机械电子工程系专业机械设计制造及其自动化年级 09级指导教师杜鹃2013 年6 月14 日摘要本设计的内容可分为机械加工工艺规程设计和机床专用夹具设计两大部分。
首先,通过分析B6065刨床推动架,了解到推动架在B6065刨床加工中的作用。
运用机械制造技术及相关课程的一些知识,解决推动架在加工中的定位、加紧以及工艺路线的安排等方面的相关问题,确定相关的工艺尺寸及选择合适的机床和刀具,保证零件的加工质量。
其次,依据推动架毛坯件和生产纲领的要求及各加工方案的比较,制定出切实可行的推动架加工工艺规程路线。
最后,根据被加工零件的加工要求,参考机床夹具设计手册及相关方面的书籍,运用夹具设计的基本原理和方法,拟定夹具设计的方案,设计出高效、省力、经济合理并且能保证加工质量的夹具。
夹具设计的主要内容是铣床夹具和钻床夹具,分别加工Φ50和Φ35端面和Φ16孔。
第一套夹具是通过利用一个大端面和一个定位销与一个挡销来完成定位,利用浮动压紧机构对零件进行夹紧;再配合两个定位块进行铣端面。
有支承板与底面的平行度误差和中心孔轴线与底面的垂直度误差。
第二套夹具是通过液压装置来进行夹紧,通过短心轴进行中心孔定位,定位方式与上一套类似。
此夹具存在的误差与上一套夹具的误差情况相同。
关键词机械加工、工艺规程、专用夹具、推动架ABSTRACTThe design of the content can be divided into a point of order processing machinery and machine tools designed for the two most fixture design. First of all, through the promotion of B6065-planer, that promote the B6065 planer-processing role. Use of machinery manufacturing technology and related programs of knowledge, promoting the solution-processing in the position to step up and the line of the arrangement, and so on related issues, establishing the process and choose a suitable size and machine tools, spare parts processing quality assurance . Secondly, the basis for promoting the rough-pieces and production and processing requirements of the Programme of the programme, to promote the development of a practical point of order-processing line. Finally, in accordance with the requirements of the processing parts processing, machine tool fixture design reference manual and related aspects of the books, use of fixture design of the basic principles and methods, the programme drawn up fixture design, design efficient, effort, economic and reasonable to ensure the quality of processing Fixture.The main content of the fixture is milling fixture and drilling fixture, respectively processing Φ 50 and Φ35 face andΦ 16 hole the first set of fixture is through the use of a large end face and a positioning pin and a blocking pin to complete the positioning, using floating hold-down mechanism for clamping parts; Combined with two locating piece with support plate milling face and underside of the parallelism error and center hole axis and the underside of the perpendicularity error of a second set of fixture is through clamping hydraulic device, through the short mandrel center hole positioning, positioning method and a set of similar this fixture error and a set of fixture error conditions are the same.Key words: Machining, process planning, special fixture,To promote目录摘要...................................................... . (I)第1章引言................................................ .............................. (1)1.1机械加工工艺规程制订 (2)1.2机械加工工艺规程的种类 (3)1.3制订机械加工工艺规程的原始资料 (3)第2章零件的分析 (4)2.1零件的作用.................................... ............ ...... ......... (4)2.2零件的工艺分析.................. ..................... ............ ... (4)第3章工艺规程设计 (5)3.1确定毛坯的制造形式.................................... ............ ...... ......... (4)3.2基面的选择.................................... ............ ...... ......... (6)3.3制定工艺路线.................................... ............ ...... ......... (7)3.4机械加工余量、工序尺寸及毛皮尺寸的确定 (7)3.5确立切削用量及基本工时.................................... ............ ...... (8)第4章夹具设计 (16)4.1钻φ16孔的钻床夹具......... ............... ......... .................. (16)4.2铣槽端面铣床夹具 (23)4.2钻孔φ6... ............ ............ .................. (23)4.3钻M8底孔φ6.6 (24)结论............................................. ........................ (25)致谢 (26)参考文献...................................................... ........................ (27)第1章引言机械制造业是国民经济的支柱产业,现代制造业正在改变着人们的生产方式、生活方式、经营管理模式乃至社会的组织结构和文化。
金岭铁矿新选矿厂设计-矿物加工工程毕业设计说明书[管理资料]
![金岭铁矿新选矿厂设计-矿物加工工程毕业设计说明书[管理资料]](https://img.taocdn.com/s3/m/0ab32d8b1711cc7930b71692.png)
摘要本次设计以金岭铁矿选矿厂现有的工艺流程为基础,结合其现场资料以及相关的理论知识,设计一个新的选矿厂。
破碎筛分流程采用两段一闭路流程,原矿直接进入旋回破碎机破碎至104mm,破碎产物经预先筛分,得到-12mm的产物进入磨矿流程,筛上产物进行抛尾,精矿进入锤式破碎机,尾矿直接运到尾矿库,锤式破碎机与检查筛分形成闭路,晒下产物进入磨矿流程。
磨矿分级流程采用一段闭路流程,破碎产物经湿式预选,精矿进入球磨机,尾矿进入振动筛,筛出-2mm的产物与球磨机产物一起进入螺旋分级机,分级机的溢流进入选别作业,沉砂则返回球磨机。
选别的原则流程为先浮后磁流程,混合浮选的精矿为铜钴混合精矿,对此混合精矿进行铜钴分离浮选,得到铜精矿和钴精矿;混合浮选的尾矿进入磁选,经连续三次磁选后得到铁精矿。
关键词:破磨流程,浮选,磁选。
AbstractThis design is on the basis of existing circuits of Jinling Iron Mine, combining the on-the-spot data and relevanting theoretical knowledge to design a new ore-dressing concentrator.This design use two stages and one closed crushing ore enter into gyratory crushers directly to product goes to pre-screening to get -15mm mineral,into the grinding circuit,and the product on the screen is rejected gangue prior to the second crusher and the screen of checking are to be close-circuit, and the product under the screen into the grinding process.The grinding and classification process using one closed crushing circuit. Broken product is separated by wet caucus, concentrate entering ball mill,and tailing into the vibrating screen to get -2mm mineral,which goes into the spiral classifiers with the ball mill overflow of the spiral classifiers enters the sorting circuit,and the grit is returned to the ball mill.The principle separated circuits is floating and then mixing floatation concentrate is the mixture of copper and cobalt,and then separate this mixture to get copper concentrates and cobalt tailing of mixing floatation enter into the magnetic separation,iron concentrates is obtained by three magnetic separation continuously.Keywords: Crushing and grinding processes circuit, Flotation process, Magnetic separation.目录摘要 (I)ABSTRACT................................................................................................. I I 第一章引言.......................................................................................... - 1 - 选矿厂设计的目的和意义 .. (1)国内外研究现状 (1)发展总趋势..................................................................................... - 1 - 国外研究现状 ................................................................................. - 2 - 国内研究现状 ................................................................................. - 4 - 新建选厂设计可行性分析与预期指标 . (4)第二章金岭铁矿概况 .......................................................................... - 6 - 历史背景 .. (6)矿山地理位置、交通、气候等条件 (6)地理位置......................................................................................... - 6 - 交通条件......................................................................................... - 7 - 矿区气候特征 ................................................................................. - 7 - 矿区电力、建材、燃料及劳动力资源 . (7)供水................................................................................................. - 7 - 供电................................................................................................. - 7 - 劳动力资源..................................................................................... - 7 - 矿山资源和地质品位 . (8)矿山资源......................................................................................... - 8 -地质品位......................................................................................... - 8 - 矿石可选性研究 (8)矿石嵌布粒度 ................................................................................. - 8 - 矿石化学成分 ................................................................................. - 8 - 矿石物理性质 ................................................................................. - 9 - 有用矿石可选性研究分析............................................................ - 10 - 第三章现场工艺流程的评述 ............................................................ - 12 - 历年来现场流程变革情况 (12)选矿原则流程 (12)破碎流程....................................................................................... - 12 - 破碎筛分设备 ............................................................................... - 13 - 磨矿分级流程 ............................................................................... - 14 - 该磨矿分级流程的优点................................................................ - 15 - 磨矿分级设备 ............................................................................... - 15 - 磨矿分级主要工艺参数................................................................ - 15 - 浮选流程....................................................................................... - 16 - 浮选设备....................................................................................... - 17 - 磁选流程....................................................................................... - 17 - 磁选设备....................................................................................... - 17 - 选矿厂生产流程考察分析 (18)磨矿分级作业考察分析................................................................ - 18 - 浮选作业考察分析 ....................................................................... - 20 - 磁选作业考察分析 ....................................................................... - 21 -原生产流程图 (27)现场工艺流程总结 (27)第四章新工艺流程设计与计算......................................................... - 29 - 破碎筛分流程计算 (29)破碎车间设备的选择与计算 (33)粗碎设备的选择与计算:............................................................ - 33 - 细碎设备的选择与计算:............................................................ - 34 - 预先筛分设备的选择与计算........................................................ - 34 - 检查筛分设备的选择与选择........................................................ - 35 - 磨矿分级流程计算 (29)磨矿设备的选择与计算 (38)磨矿机的选择与计算.................................................................... - 38 - 分级机的选择与计算.................................................................... - 41 - 振动筛的选择与计算.................................................................... - 42 - 选别流程的选择与计算 . (36)矿浆流程的计算 (42)磨矿矿浆流程的计算.................................................................... - 55 - 浮选矿浆流程计算 ....................................................................... - 57 - 选别设备的选择. (65)干式磁选机的选择与计算............................................................ - 65 - 湿式预选设备的选择与计算........................................................ - 66 - 混合粗选设备的选择与计算........................................................ - 66 - 混合精选设备的选择与计算........................................................ - 68 -混合扫选设备的选择与计算........................................................ - 70 - 分离粗选设备的选择与计算........................................................ - 71 - 分离精选设备的选择与计算........................................................ - 72 - 分离扫选Ⅰ选设备的选择与计算 ................................................ - 73 - 分离扫选Ⅱ选设备的选择与计算 ................................................ - 75 - 磁选设备的选择与计算................................................................ - 76 - 辅助设备的选择与计算 . (65)矿仓的计算................................................................................... - 77 - 给矿设备的计算 ........................................................................... - 77 - 胶带运输机的计算 ....................................................................... - 81 - 搅拌槽的选择与计算.................................................................... - 81 - 起重设备的选择与计算................................................................ - 82 - 第五章选矿厂总体布置与设备配置......................... 错误!未定义书签。
毕业设计亚龙YL-335B型自动生产线加工站
毕业设计说明书设计题目亚龙YL-335B型自动生产线---加工站院系电子电气工程学院专业电气自动化技术摘要随着社会的进步科技的发展,人们不愿再花很大力气去手工操作机器,而PLC技术在正好应用于这一点,通过PLC内部的处理能把许多之前手动操作的加工机器改为自动运行,这样不仅解放了人力,生产效率也有很大的提升。
PLC以其高抗干扰能力、高可靠性、高性能价格比且编程简单而广泛地应用在现代化的自动生产设备中,担负着生产线的大脑——微处理单元的角色。
对本设计而言,加工站机构采用气动驱动技术,系统控制方式采用一台PLC承担其控制任务,加工单元的功能是完成把待加工工件从物料台移送到加工区域冲压气缸的正下方;完成对工件的冲压加工,然后把加工好的工件重新送回物料台的过程。
在TPC7062KS人机界面上组态画面,触摸屏上电并进行权限检查后运行,将直接切换到“运行界面”。
人机界面上增加了操作加工站的操作方式,易于观察,提供了远程控制使加工与控制分离,易于操作。
关键词:加工站 PLC 人机界面组态目录前言 (2)一、加工单元的结构 (3)(一)加工单元结构认知 (3)1.物料台及滑块机构 (3)2.磁性开关 (4)3.漫射式光电接近开关 (5)(二)加工(冲压)机构 (6)(三)加工单元的气动元件 (7)1.薄型气缸 (7)2.气动手指(气爪) (7)3.电磁阀组 (8)4.磁感应接近开关 (9)二、加工单元的气路设计与连接 (10)三、加工单元的PLC及编程 (11)(一)加工单元PLC的选择及其介绍 (12)(二)加工单元的PLC的接线分配表及I/O分配表 (12)(三)加工单元的PLC的I/O接线图 (14)(四)加工单元的PLC的编程 (14)1.工作任务 (15)2.子程序流程图 (15)3.PLC程序的编写 (15)四、加工单元的本地控制 (16)五、加工单元的人机界面控制 (17)1.根据工作任务,对工程分析并规划 (17)2.“运行画面”组态 (17)3.制作指示灯 (18)4.数据显示 (19)5.工程通信 (20)6.工程下载 (21)7.工程运行 (22)六、总结 (23)七、参考文献 (24)八、附录 (25)前言现代化的自动生产设备(自动生产线)的最大特点是它的综合性和系统性,在这里,机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是,生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。
毕业论文 机床夹具的设计
摘要这次专业设计是专业的一个十分重要的学习环节,是对入学以来所学的机械方面的知识进行了一次全面的检查、巩固和提高。
这次课程设计是应用所学基础理论、专业知识与技能去分析和解决生产实际问题的一次综合训练。
把所学的知识能够综合运用到实际零件的加工中。
通过本次设计使我巩固了已学的知识,加深了印象,使自己能够运用所学的机械加工知识解决一些具体的问题。
此次课程设计涉及的知识面有夹具设计、零件安装、加工工艺、数值计算、刀具的性能、测量技术、CAD制图外还涉及到金属材料、公差配合及加工设备等多方面的知识。
通过这次课程设计我发现了自己还有许多知识还没有掌握牢固。
但更多的是通过这次设计使我提高、巩固、扩大了自己所学到的理论知识与技能,提高自己设计计算、制图、编写技术文件的能力‘学会正确使用技术资料、标准、手册等工具书’并在这次设计中培养了我对机械设计的独立工作能力、初步树立了正确的实际思想,掌握了一定的机械加工设计方法步骤和思路为以后的学习和设计工作打下了良好的基础。
同时,也使我体会到了老师平时对我们的谆谆教导、用心良苦。
由于本人水平有限,设计还有许多不足之处,希望时老师给予批评和指正!关键词工件的定位及定位元件;工件的夹紧夹紧装置;夹具体分度装置;夹具的设计ABSTRACTThe professional design is one of the important link of the study, it is learned since admission knowledge of mechanical conducted a comprehensive examination, consolidate and enhance. This course is designed to apply their basic theory and specialty knowledge and skills to analyze and solve practical problems of production. Combine the knowledge to use to the actual machining. Through the design that I have learned knowledge consolidated, deepen the impression, make oneself can use some specific knowledge of mechanical processing.This course design involves knowledge have clamp design, installation, processing, parts of numerical calculation, tools and measuring technology, the properties of the CAD drawing was involved in metal materials, tolerance and processing equipment, etc.Through this course design, I found the oneself still have many knowledge has not mastered the firm. But more and more are through this design makes me improve, consolidate and expand their knowledge to the theoretical knowledge and skills, improve their design calculation, drawings, writing ability of technical documents to correctly use the technical data ", standard, manual tool in the design of "and I trained on mechanical design of the ability to work independently, set up the correct actual preliminary thoughts, grasped certain mechanical processing design methods and steps for the future study and design work, and laid a good foundation. At the same time, also make me realize teacher usually teach in our earnestly, good intentions.Because of my limited, design has many shortcomings, hope the teacher give criticism and correct!KEYWORDSThe machine tool's fixture, workpiece position and orientation of clamping workpiece components, and clamping device, concrete and indexing device, fixture design.目录摘要 (Ⅰ)关键词 (Ⅰ)ABSTRACT (Ⅰ)KEYWORDS (Ⅰ)绪论 (1)1.机床夹具概述 (2)2.工件的定位及定位元件 (3)2.1 工件在夹具中的定位 (3)2.2 定位误差分析 (4)3.工件的夹紧和夹紧装置 (4)3.1 夹紧装置的组成 (4)3.2 夹紧力的确定 (5)4.夹具体及分度装置 (5)4.1 夹具体 (5)4.2 分度装置 (6)5.阀体零件工艺分析 (6)5.1 零件的功用、材料和性能 (6)5.2 形体分析 (7)5.3 技术要求分析 (7)5.4 零件的加工工艺性分析 (8)5.5 安排加工工艺路线 (8)6.阀体零件的车床夹具设计 (10)6.1 车床夹具的主要类型 (11)6.2车床夹具的设计要点 (11)6.3阀体零件的车床专用夹具的加工误差分析...... (12)6.4阀体零件的车床夹具的加工误差分析 (12)结论 (14)致谢 (15)参考文献 (15)绪论随着科学技术的不断进步,机械制造业向着高柔性、高效率、高自动化迅猛发展。
柔性制造系统中自动供料单元控制系统设计
陕西航空职业技术学院毕业设计(论文)毕业设计题目:柔性制造系统中自动供料单元控制系统设计系(部)机电工程专业机电一体化技术学生姓名黄阳阳班级学号*******指导教师王周让2011 年12月20日毕业设计任务书机电工程系机电一体化技术专业学生姓名黄阳阳学号 0954218一、毕业设计题目:柔性制造系统中自动供料单元控制系统设计二、毕业设计时间 2011 年10月17日至2011年12月 20日三、毕业设计地点:陕西航空职业技术学院指导教师王周让 2011年 12月 20日摘要柔性制造系统是由统一的信息控制系统、物料储运系统和一组数字控制加工设备组成,能适应加工对象变换的自动化机械制造系统(Flexible Manufacturing System),英文缩写为FMS。
它是一种技术复杂、高度自动化的系统,它将微电子学、计算机和系统工程等技术有机地结合起来,理想和圆满地解决了机械制造高自动化与高柔性化之间的矛盾。
柔性制造系统的发展趋势大致有两个方面。
一方面是与计算机辅助设计扣辅助制造系统相结合,利用原有产品系列的典型工艺资料,组合设计不同模块,构成各种不同形式的具有物料流和信息流的模块化柔性系统。
另一方面是实现从产品决策、产品设计、生产到销售的整个生产过程自动化,特别是管理层次自动化的计算机集成制造系统。
在这个大系统中,柔性制造系统只是它的一个组成部分。
自动生产线的最大特点是它的综合性和系统性,综合性主要涉及机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。
本系统完成一个工件的拆卸、分拣工作,模拟一个生产流水线的生产过程。
首先由供料站提供原料,运输站将其送至加工站加工,然后送至装配站进行安装,最后由分拣站进行分拣。
机械毕业设计211MPS安装站机械设计
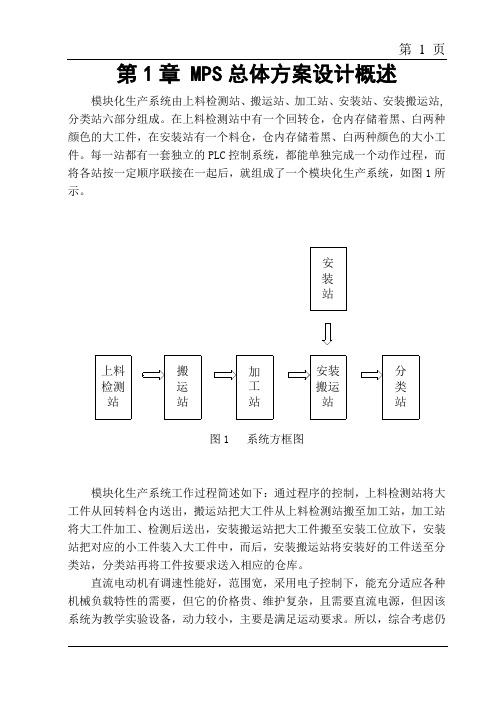
第1章 MPS总体方案设计概述模块化生产系统由上料检测站、搬运站、加工站、安装站、安装搬运站,分类站六部分组成。
在上料检测站中有一个回转仓,仓内存储着黑、白两种颜色的大工件,在安装站有一个料仓,仓内存储着黑、白两种颜色的大小工件。
每一站都有一套独立的PLC控制系统,都能单独完成一个动作过程,而将各站按一定顺序联接在一起后,就组成了一个模块化生产系统,如图1所示。
图1 系统方框图模块化生产系统工作过程简述如下:通过程序的控制,上料检测站将大工件从回转料仓内送出,搬运站把大工件从上料检测站搬至加工站,加工站将大工件加工、检测后送出,安装搬运站把大工件搬至安装工位放下,安装站把对应的小工件装入大工件中,而后,安装搬运站将安装好的工件送至分类站,分类站再将工件按要求送入相应的仓库。
直流电动机有调速性能好,范围宽,采用电子控制下,能充分适应各种机械负载特性的需要,但它的价格贵、维护复杂,且需要直流电源,但因该系统为教学实验设备,动力较小,主要是满足运动要求。
所以,综合考虑仍决定采用直流电动机来为系统提供部分动力源。
模块化生产系统(MPS)中电子传感器是一种独立器件,当它和微电子技术与微处理技术结合后,出现了新的突破。
现阶段正朝着集成化,智能化的方向快速发展。
如果把传感元件与信号处理的电路集成到一块芯片上,就成了信息型传感器;如果能把微处理器也集成到同一芯片上,就成了智能型传感器。
传感器技术是一门学科交叉型和知识密集型的应用技术。
它要求既要探索和了解传感技术,又要研究和制作敏感材料;既要熟悉待测对象各种变化习性,又要把所获取信号放大、传输、储存、反馈、处理、显示等。
在这套MPS设备中用到了无接近式传感器(电容传感器、电感传感器)、光电传感器、磁传感器(磁性开关)。
分别判别黑白工件;检测工件、系统机械传动装置及气缸运动是否到位等功能。
模块化生产系统(MPS)中气动回路部分的气压传动的优点:(1)气可以从大气中取之不竭,无介质费用的损失和供应上的困难,同时,可以将用过的空气直接放入大气,处理方便,万一空气管路有泄露,除引起部分能量损失外,不致产生不利于工作的严重影响。
立式加工中心X、Y方向进给系统以及床身的设计毕业设计正文1 精品
立式加工中心X、Y方向进给系统以及床身的设计1 引言1.1 快速成型技术的产生和发展1.1.1快速成型(RP)技术简介快速原型制造技术,又叫快速成型技术,英文:RAPID PROTOTYPING(简称RP技术),RAPID PROTOTYPING MANUFACTURING,简称RPM。
快速成型(RP)技术是在90年代发展起来的一项先进制造技术,是为制造业企业新产品开发服务的一项关键共性技术, 对促进企业产品创新、缩短新产品开发周期、提高产品竞争力有积极的推动作用。
它于20世纪80年代后期产生于美国,很快扩展到日本及欧洲,比喻20世纪90年代初期引进我国,是近20年来制造技术领域的一项重大突破,并由此产生一个新兴的技术领域。
它借助计算机、激光、精密传动、数控技术等现代手段,将CAD和CAM技术、数控技术、材料科学、机械工程、电子技术及激光技术的技术集成以实现从零件到三维实体原型制造一体化的系统技术。
它是一种基于离散堆积成型思想的新型成型技术,是又CAD 模型直接驱动的快速完成任意复杂形状三维实体零件制造的技术的总称。
快速成形(Rapid Prototyping, RP)技术基于离散/堆积原理,采用多种直写(Direct Writing)技术控制单元材料状态,将传统上相互独立的材料制备和材料成形过程合,建立了零件成形信息及材料功能信息数字化到物理实现数字化之间的直接映射,实现了从材料和零件的设计思想到物理时间的一体化[1]。
进入 21 世纪以来,间接快速制模技术成为 RP 最重要的应用领域;生物活性材料快速成形成为 RP 研究中一个新的热点,快速成形的生物材料进入细胞和大分子层次;RP 技术的研究重点逐步转移到快速制造(Rapid Manufacturing),主要是直接金属件的制造,快速成形技术的概念也由快速原型向快速制造转化[2]。
而基于喷射技术的熔融沉积成型(Fused Deposition Modeling,FDM)正是当前最活跃使用最广泛的 RP 技术之一。
毕业设计(论文)-数控车床上零件的加工工艺与编程
完整毕设
完整设计
o 新疆工业高等专科学校|机械工程系
数控车床上零件的加工工
艺与编程
专业
作者姓名指导教师
CAD09一10
定稿日期:2013年09月18日新疆工业高等专科学校机械工程系毕业设计(论文)任务书
新疆工业高等专科学校机械工程系毕业设计(论文)成绩表
评阅成绩,评阅教师签字
威绩.提问教师签字:
答辩成绩,答辩小组细长签字丨」
零件的加工工艺
數控车床上与编程
摘要
在数控机床中得到广泛应用的数控技术,是一种采用计算机对机械加工过程中各种控制信息进行数字化运算、处理,并通过高性能的驱动单元对机械执行构件进行自动化控制的高,i技术。
当前己有人量机械加工装备采用了数控技术,其中最典型而应用山最广的是数控机床。
,山于机械加工工艺的多样性和加工零件的复杂性,使数控机床的规格、昷种多样,性能差异极大,控制参数复杂,调试操作繁琐,因此在将不断飞速发展的通用计算机技术及其体系结构、现代自动控制理论及现代的电力电了技术应用于新一代数控机床时,要强调使其具有“开放式”与“智能化”的特点。
C6140车床数控改造毕业设计论文
毕业设计任务书毕业设计题目:经济型C6140车床数控改造内容和要求:内容:司服进给系统的校核计算和微机数控系统硬件电路设计,完成普通C6140车床的数控化改造及相关图纸。
技术要求:利用微机对纵、横向进给系统进行开环控制,纵向(Z向)脉冲当量为0.01mm/脉冲,横向(X向)脉冲当量为0.005mm/脉冲,驱动采用步进电机,传动系统采用滚珠丝杠,刀架采用自动转位刀架。
工作质量要求:方案设计合理,理论计算准确,结构设计合理,图纸图面清楚,投影正确,标注完整,设计及绘图过程符合国家要求等。
软硬件条件:个人计算机;参考书;AutoCAD(或其他绘图条件)指导教师(签字):年月日机床作为机械制造业的重要基础装备,它的发展一直引起人们的关注,由于计算机技术的兴起,促使机床的控制信息出现了质的突破,导致了应用数字化技术进行柔性自动化控制的新一代机床-数控机床的诞生和发展。
计算机的出现和应用,为人类提供了实现机械加工工艺过程自动化的理想手段。
用经济型数控系统改造普通机床,在投资少的情况下,使其既能满足加工的需要,又能提高机床的自动化程度,比较符合我国的国情。
到目前为止,已有很多厂家生产经济型数控系统。
可以预料,今后,机床的经济型数控化改造将迅速发展和普及。
关键词:机床, 数控机床, 伺服进给系统, 单片机1.前言 (1)1.1 概述 (1)1.2 数控机床和数控技术 (1)1.3 数控机床的特点 (2)1.4 数控机床的发展 (3)2.总体方案的设计 (4)2.1 设计任务与要求 (4)2.1.1 课程设计的目的 (4)2.1.2 课程设计的主要技术参数 (4)2.2.3 课程设计的内容 (5)2.2.4 课程设计的要求 (5)2.2.5 课程设计的图纸 (5)2.2 总体方案的设计 (5)2.2.1 数控系统运动方式的确定 (5)2.2.2 伺服进给系统的改造设计 (6)2.2.3 数控系统的硬件电路设计 (6)3.伺服进给系统的计算 (8)3.1 确定系统脉冲当量 (8)3.2 切削力的计算 (8)3.2.1 纵车外圆 (8)3.2.2 横切端面 (8)3.3 滚珠丝杠螺母副的计算与选型 (9)3.3.1 纵向进给丝杠 (9)3.3.2 横向进给丝杠......................................... .11 3.3.3 纵向和横向滚珠丝杠螺母副几何参数..................... .143.4 齿轮传动比计算 ........................................ .15 3.4.1 纵向进给齿轮箱传动计算 .............................. .15 3.4.2 横向进给齿轮箱传动计算 .............................. .15 3.5 步进电动机的计算和选型 ................................ .16 3.5.1 纵向进给步进电动机计算 .............................. .16 3.5.2 横向进给步进电动机的计算和选型 ...................... .20 4.微机数控系统硬件电路设计............................... .21 4.1 微机控制系统硬件的选择 ................................ .21 4.2 8255A可编程并行I/O口扩展芯片......................... .23 4.3 8255端口的寻址........................................ .26 4.4 可编程键盘,显示器接口—Intel8279 ..................... .27 4.5 部分硬件接口电路及辅助电路设计 ........................ .28 4.6 数控系统软件设计 ...................................... .30 结论 ................................................... ..32 致谢 .................................................... .33 参考文献 .................................................. .34 附件 .. (35)1 前言1.1 概述整个人类社会的文明史,就是制造技术不断演变和发展的历史。
基于PLC控制的自动供料及加工系统设计 毕业设计
毕业设计(论文)任务书论文题目:基于PLC控制的自动供料及加工系统设计要求:(时间自至)指导教师:下达时间:设计说明(论文)摘要:一、设计题目基于PLC控制的自动供料及加工系统的设计(PLC在自动生产线中的应用)二、题目来源亚龙自动生产线AL335型号实验实训装置的使用三、设计的目的1)掌握自动供料及加工系统的工作原理、工作过程以及其控制操作方式。
2)掌握电气控制元件的选择与计算方法。
3)掌握电气控制系统的设计方法。
4)掌握用PLC改造电气设备的方法选择。
5)掌握PLC控制的设计方法以及编程方法。
6)掌握系统调试方法以及故障检测及排除方法。
四、设计要求结合所学内容根据要求选择合适型号的PLC,用于实施系统的PLC控制操作。
1)完成系统的电气控制线路的设计、调试任务,能够按照要求实施电气控制操作。
2)完成PLC对自动供料及加工系统实施控制操作的设计任务,并进行程序编写以及调试,按照要求完成各项控制操作。
注意:(1)机械手各项动作的先后顺序。
(2)各种动作间联锁关系。
(3)相关动作的工作状态指示。
3)能够进行现场组态监控操作。
五、完成的任务(1)完成电气元器件的选择,电气控制线路的设计,位置分布图及安装接线图的设计及绘制。
(电气绘图软件的使用,如PCschematic 7.0,或AOTCAD2008电气绘图软件)(2)选择PLC型号,分配I/O端口,设计I/O电路、选择元件,绘制梯形图、编织语句表。
(3)组态软件的选择、应用,系统设计、程序编写及通讯调试工作的完成。
目录第1章绪论................................. . (6)1.1 设计的目的和要求 (6)1.2 亚龙自动生产线概述 (6)第2章生产线简介 (9)2.1 生产线基本情况 (9)第3章电器元件、设备的选择 (11)3.1 PLC机型的选择 (11)3.2 传感器 (12)3.3 电磁阀 (14)第4章控制系统的软硬件设计 (15)4.1 控制系统的硬件设计 (15)4.2 控制系统的软件设计 (30)第5章设计小结 (38)参考文献 (40)毕业设计(论文)说明书专用纸第1章绪论1.1 设计目的及要求目前,PLC在国内外已广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业,因此PLC在控制领域取得广泛应用。
(完整版)年产10万吨合成氨合成工艺设计毕业设计论文
优秀论文审核通过未经允许切勿外传宁夏大学本科生毕业设计工艺设计姓名:王康洲指导教师:陈学文院系:化工学院专业:化学工程与工艺提交日期:目录中文摘要 (2)外文摘要 (3)1.总论 (4)1.1设计任务的依据 (4)1.2概述……………………………………………………………………………1.2.1设计题目 (7)1.2.2设计具体类容范围及设计阶段 (7)1.2.3设计的产品的性能、用途及市场需要 (8)1.2.4简述产品的几种生产方法及特点 (8)1.3产品方案 (8)1.4设计产品所需要的主要原料规格、来源 (8)1.4.1设计产品所需要的主要原料来源 (8)1.4.2涉及产品所需要的主要原料规格 (8)1.5生产中产生有害物质和处理措施 (8)1.5.1氨气和液氨 (8)1.5.2合成氨废水 (8)2.生产流程及生产方法的确定 (8)3.生产流程简述 (14)4.工艺计算 (16)4.1原始条件 (16)4.2物料衡算 (16)4.2.1合成塔物料衡算……………………………………………………184.2.2氨分离器气液平衡计算 (19)4.2.3冷交换器气液平衡计算 (19)4.2.4液氨贮槽气液平衡计算 (25)4.2.5液氨贮槽物料计算 (29)4.2.6热交换器热量计算 (35)4.2.7水冷器热量计算 (36)4.2.8氨分离器热量核算 (39)5.主要设备选型 (39)5.1废热锅炉设备工艺计算 (40)5.1.1计算条件 (40)5.1.2官内给热系数α计算 (41)5.1.3管内给热系数αi计算 (42)5.1.4总传热系数K计算 (43)5.1.5平均传热温差mΔt计算 (44)5.1.6传热面积 (45)5.2主要设备选型汇总 (46)6.环境保护与安全措施 (47)6.1环境保护 (48)6.1.1化学沉淀—A O 工艺处理合成氨废水 (49)6.1.2合成氨尾气的回 (50)6.2安全措施 (51)6.2.1防毒 (52)6.2.2防火 (53)6.2.3防爆 (54)6.2.4防烧伤 (55)6.2.6防机械伤 (56)6.2.5防触电 (57)结束语 (40)注释………………………………………………………………………………40 参考文献 (42)致谢…………………………………………………………………………………4 3 附录…………………………………………………………………………………43年产10万吨合成氨合成工艺设计指导老师:王绪根摘要:介绍合成氨合成生产工艺流程,着重通过对此工艺流程的物料衡算,能量衡算确定主要设备选型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录绪论第一章加工单元的基本结构1、加工单元的基本功能2、加工单元的基本结构2.1旋转工作台模块2.2钻孔模块2.3检测模块3、继电器4、CP阀组5、加工单元的主要技术数据6、加工单元的功能第二章物料台及滑动机构滑动物料台的工作原理第三章加工(冲压)机构冲压台的工作原理第四章PLC控制系统1、PLC的基本概念2、PLC的基本结构3、扫描技术3.1 输入采样阶段3.2 用户程序执行阶段3.3 输出刷新阶段4、PLC内部5、PLC接入方式运作方式6、PLC的I/O接线图第五章顺序功能图第六章参考程序1、编程要点2、加工单元的编程要点第七章结束语绪论加工单元主要组成机构由旋转工作模块、钻孔模块、钻孔检测模块等构成。
加工单元可以模拟钻孔加工及钻孔质量检测的过程,并通过工作台模拟物流传送的过程。
本设计目的则是熟悉MPS系统中加工单元的结构组成,查明加工单元中的PLC的I/O借口地址,进一步了解加工单元的结构、观察气动控制回路的组成情况,了解继电器的作用、传感器技术在加工单元的应用,各电控阀的电控信号、继电器线圈所对应的PLC接口地址(输出地址)。
本设计的主要内容包括:加工单元的组成、加工单元的结构、加工单元气动控制回路、加工单元的顺序编程等。
第一章加工单元的结构与控制一、加工单元的结构1.加工单元的基本功能加工单元可以模拟钻孔加工及钻孔质量检测的过程,并通过工作台模拟物流传送的过程。
2、加工单元的基本结构加工单元主要组成机构有:旋转工作模块钻孔模块钻孔检测模块等2.1旋转工作台模块旋转工作台模块主要由旋转工作台、工作台固定底盘、传动齿轮、直流电动机、定位凸块、电感式接近开关传感器、满反射式光电传感器、支架等组成。
在转动工作台上有四个工位,用于存放文件。
在每个工位的下面都有一个圆孔,用于光电传感器对工件的识别。
电感式接近开关传感器用于判断工作台的转动位置,以便于进行定位控制。
2.2钻孔模块钻孔模块主要由钻孔气缸、钻孔电机导向装置、夹紧气缸、钻孔模块支架等组成。
钻孔模块用于实现钻孔加工,在钻孔气缸的两端、夹紧气缸的两端都安装有磁感应式接近开关,分别用于判断两个气缸运动的两个极限位置。
2.3 检测模块检测模块用于实现对钻孔加工结果的模拟检测过程。
检测模块主要由检测气缸、检测气缸固定架、检测模块支架及磁感应式接近开关组成。
气缸杆能下降到位——孔深度加工合格:气缸不能下降到位——孔加工不合格。
气缸的位置通过安装在气缸两端的磁感应式接近开关来判断。
3、继电器继电器K1、K2,分别用于控制钻孔电机和工作台驱动电机。
4、CP阀组本单元的CP阀组由3个电磁阀组成,其中一个为带手控开关的双侧电磁先导控制阀,其余2个均为带手控开关的单侧电磁先导控制阀。
各个阀的结构类型(几位几通),请同学们通过实际操作设备,根据各个执行机构的动作特征判断出来。
5、加工单元的主要技术数据气源工作压力最小6bar,最大8barI/O接口开关量:8个输入/6个输出。
6、加工单元的功能加工单元的功能是完成把待加工工件从物料台移送到加工区域冲压气缸的正下方;完成对工件的冲压加工,然后把加工好的工件重新送回物料台的过程。
加工单元的结构组成加工单元主要结构组成为:物料台及滑动机构,加工(冲压)机构,电磁阀组,接线端口,PLC模块,急停按钮启动/停止按钮,底板等。
第二章物料台及滑动机构物料台用于固定被加工件,并把工件移到加工(冲压)机构正下方进行冲压加工,它主要由手爪气功‘手指’物料台伸缩气缸‘线性导轨及滑块’磁感应接近开关‘漫射式光电传感器组成。
滑动物料台的工作原理:滑动物料台在系统正常工作后的初始状态为伸缩气缸伸出,物料台气动手爪张开的状态,当输送机构把物料送到物料台上,物料检测传感器检测到工件后,PLC控制程序驱动机械手指将工件夹紧→物料台回到加工区域冲压气缸下方→冲压气缸活塞杆向下伸出冲压工件→完成冲压动作后向上缩回→物料台重新伸出→到位后机械手指松开的顺序完成工件加工工序,并向系统发出加工完成信号,并为下一次工件到来加工作准备。
在移动物料台上安装一个漫射式光电接近开关,若物料台上没有工件,则漫射式光电接近开关均处去常态:若物料台上有工件,则光电接近开关动作,表明物料台上已有工件。
该光电传感器的输出信号送到加工单元PLC的输出端,用以判别物料台上是否有工件需进行加工,当加工过程结束,物料台被伸出的活塞杆推到外端指定位置,PLC 通过通信网络,并恢复初始状态。
把加工完成信号回馈给系统,以协调控制。
第三章加压(冲压)机构加工机构用于对工件进行冲压加工。
它主要由冲压气缸、冲压头、安装板等组成。
冲压台的工作原理:当工件到达冲压位置并且伸缩气缸活塞杆缩回到位,冲压缸伸出对工件进行加工,完成加工动作后,冲压气缸缩回,为下一次冲压作准备。
冲头根据工件的要求,对工件进行冲压加工,冲头安装在冲压气缸头部。
安装板用于安装冲压气缸,对冲压气缸进行固定。
第四章PLC控制PLC主要是指数字运算操作电子系统的可编程逻辑控制器,用于控制机械的生产过程。
也是公共有限公司、电源线车等的名称缩写。
PLC = Programmable logic Controller,可编程逻辑控制器,一种数字运算操作的电子系统,专为在工业环境应用而设计的。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
是工业控制的核心部分PLC = Programmable Logic Controller,可编程控制器另外PLC还有以下几个名称:PLC = Power Line Communication,电力线通信,即我们俗称的“电力线上网”。
PLC = Public Limited Company,公共有限公司,股票上市公司。
PLC = Power-line Carrier,输电线载波,电力线载波,电源线车。
PLC = Power Loading Control,动力负载控制。
PLC = Preparative Layer Chromatography,制备层色谱法。
PLC = Programming Language Committee,程序设计语言委员会[美]。
1、PLC的基本概念可编程控制器(Programmable Controller)是计算机家族中的一员,是为工业控制应用而设计制造的。
早期的可编程控制器称作可编程逻辑控制器(Programmable Logic Controller),简称PLC,它主要用来代替继电器实现逻辑控制。
随着技术的发展,这种装置的功能已经大大超过了逻辑控制的范围,因此,今天这种装置称作可编程控制器,简称PC。
但是为了避免与个人计算机(Personal Computer)的简称混淆,所以将可编程控制器简称PLC,plc自1966年出现,美国,日本,德国的可编程控制器质量优良,功能强大。
2、PLC的基本结构PLC实质是一种专用于工业控制的计算机,其硬件结构基本上与微型计算机相同,基本构成为:a、电源PLC的电源在整个系统中起着十分重要的作用。
如果没有一个良好的、可靠的电源系统是无法正常工作的,因此PLC的制造商对电源的设计和制造也十分重视。
一般交流电压波动在+10%(+15%)范围内,可以不采取其它措施而将PLC直接连接到交流电网上去b. 中央处理单元(CPU)中央处理单元(CPU)是PLC的控制中枢。
它按照PLC 系统程序赋予的功能接收并存储从编程器键入的用户程序和数据;检查电源、存储器、I/O以及警戒定时器的状态,并能诊断用户程序中的语法错误。
当PLC投入运行时,首先它以扫描的方式接收现场各输入装置的状态和数据,并分别存入I/O映象区,然后从用户程序存储器中逐条读取用户程序,经过命令解释后按指令的规定执行逻辑或算数运算的结果送入I/O映象区或数据寄存器内。
等所有的用户程序执行完毕之后,最后将I/O映象区的各输出状态或输出寄存器内的数据传送到相应的输出装置,如此循环运行,直到停止运行。
为了进一步提高PLC的可靠性,近年来对大型PLC还采用双CPU构成冗余系统,或采用三CPU的表决式系统。
这样,即使某个CPU出现故障,整个系统仍能正常运行。
c、存储器存放系统软件的存储器称为系统程序存储器。
存放应用软件的存储器称为用户程序存储器。
d、输入输出接口电路1、现场输入接口电路由光耦合电路和微机的输入接口电路,作用是PLC与现场控制的接口界面的输入通道。
2、现场输出接口电路由输出数据寄存器、选通电路和中断请求电路集成,作用PLC通过现场输出接口电路向现场的执行部件输出相应的控制信号。
e、功能模块如计数、定位等功能模块f、通信模块如以太网、RS485、Profibus-DP通讯模块等3、扫描技术当PLC投入运行后,其工作过程一般分为三个阶段,即输入采样、用户程序执行和输出刷新三个阶段。
完成上述三个阶段称作一个扫描周期。
在整个运行期间,PLC的CPU以一定的扫描速度重复执行上述三个阶段。
3.1输入采样阶段在输入采样阶段,PLC以扫描方式依次地读入所有输入状态和数据,并将它们存入I/O映象区中的相应得单元内。
输入采样结束后,转入用户程序执行和输出刷新阶段。
在这两个阶段中,即使输入状态和数据发生变化,I/O映象区中的相应单元的状态和数据也不会改变。
因此,如果输入是脉冲信号,则该脉冲信号的宽度必须大于一个扫描周期,才能保证在任何情况下,该输入均能被读入。
3.2 用户程序执行阶段在用户程序执行阶段,PLC总是按由上而下的顺序依次地扫描用户程序(梯形图)。
在扫描每一条梯形图时,又总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,然后根据逻辑运算的结果,刷新该逻辑线圈在系统RAM存储区中对应位的状态;或者刷新该输出线圈在I/O映象区中对应位的状态;或者确定是否要执行该梯形图所规定的特殊功能指令。
在用户程序执行过程中,只有输入点在I/O映象区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映象区或系统RAM存储区内的状态和数据都有可能发生变化,而且排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起作用;相反,排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作用。
在程序执行的过程中如果使用立即I/O指令则可以直接存取I/O点。
即使用I/O指令的话,输入过程影像寄存器的值不会被更新,程序直接从I/O模块取值,输出过程影像寄存器会被立即更新,这跟立即输入有些区别。
3.3 输出刷新阶段当扫描用户程序结束后,PLC就进入输出刷新阶段。