高速铁路RPC盖板生产技术
RPC盖板预制工艺研究

RPC盖板预制工艺研究摘要:RPC由于其较好的力学性能和耐久性成为建筑工程研究的热点,在客运专线铁路、城际铁路盖板中广泛采用,本文从结合工程实践,对RPC盖板的工艺原理、关键工序和控制要点、质量控制等方面进行了研究,保证了产品质量。
关键词:RPC 盖板流水线工艺RPC即活性粉末混凝土(Reactive Powder Concrete,简称RPC),是继高强、高性能混凝土之后,在90年代中期通过采用常规的水泥等材料开发出的超高强度、高耐久性、高韧性和良好的体积稳定性水泥基复合材料。
它的基本配置原理是:通过提高组分的细度与活性,使材料内部的缺陷(孔隙与微裂缝)减小到最少,获得超高强度与耐久性。
原材料中活性组分由水泥、矿粉、石英砂、钢纤维等构成。
该材料已成为国际建筑工程领域的研究热点。
铁路桥人行道时铁路桥梁的附属设施,主要承受行人及小型养路机械设备等荷载,采用普通钢筋混凝土由于强度低、耐久性差,所以存在混凝土腐蚀掉块、板折断等现象,且板较重,支承人行道板的角钢支架养护维修量大、费用高。
采用RPC盖板,强度高、耐久性好,可减少构件尺寸和自重,提高使用寿命。
目前RPC盖板在客运专线铁路、高速铁路等均有应用。
本文从工厂化的流水线作业流程对RPC盖板的预制工艺进行研究探讨,相对普通混凝土盖板预制生产工艺流程,从混凝土原材料、配合比试配选型、搅拌、浇筑成型到蒸气养护等过程中,做到精细化施工和标准化管理,使产品质量达到了高标准的要求。
1 工艺原理选择合格的原材料,经过试配确定施工配合比。
钢纤维和少量中细石英砂先通过一级搅拌机充分分散,再在二级搅拌机里与专用硅灰、石英砂、专用外加剂以及水等搅拌的二次搅拌工艺; RPC混凝土通过精确的分料系统分散到相应规格的模具上,然后模具通过链式传送机输送到固定好的六个振动台。
振动成型抹面后,每四块模具为一层放置在蒸养架上。
使用叉车把蒸养架整体运到蒸养室进行RPC盖板高温蒸养。
整个混凝土搅拌、分料、振动成型和蒸气养护都处于精准的有效控制状态,从而形成满足各项性能指标的RPC混凝土,使产品质量能有效的得到保证。
高速铁路桥面系RPC产品的机械化生产

高速铁路桥面系RPC产品的机械化生产摘要根据成都至都江堰铁路彭州支线铁路工程施工的需要,对高速铁路桥面系rpc产品的机械化生产工艺和生产线进行了研究。
通过相关生产工艺试验,极大的改善了rpc产品预制场的生产环境,规范了产品预制作业规程,提高了产品质量的稳定性。
该生产线生产的产品表面光滑,图案清晰,抗折抗压强度好,可在桥面系工程中推广应用。
关键词桥面系;rpc产品;机械化生产线;工艺中图分类号u21 文献标识码a 文章编号 1674-6708(2011)52-0054-03随着社会科技的高速发展,混凝土技术也得到了空前发展,高性能混凝土的应用也越来越广泛。
rpc(reactive powder concrete,活性粉末混凝土)在保持超高强水泥基复合材料优异性能的基础上,克服了其抗拉强度低、脆性大、体积稳定性不良等缺陷与不足,在经济性和环保性方面都优于钢材,拓宽了超高强水泥基复合材料的应用领域。
成都至都江堰铁路彭州支线工程位于成都市郫县、彭州市境内,线路起于成灌铁路郫县西站,途经新民场、三道堰、古城镇至彭州市到达本工程终点,线路全长20.561km。
本工程沿线村镇密布,道路众多,交织成网,交通极为便利。
由于工程中的电缆沟槽盖板的需求数量非常大,工期紧,质量要求高,如果再依照原来的普通混凝土的预制方法,进行人工预制,预制的时间长,人工劳动强度大,产品质量差。
为了提高生产效率,控制产品质量,我们对rpc产品的生产线进行研究,以实现工厂机械化的流水生产,满足了工程实际需要。
1 rpc机械化流水线生产研究1.1 配料系统研究对生产中的基料选配,进行准确计量,同时长时间配料,计量系统要稳定。
配料中,要保证参料分散,以实现帮助后期搅拌均匀。
配料中要确保少扬尘,达到环保,减少环境污染。
1.2 搅拌系统研究由于rpc材料拌和物间粘度大,附着能力强,流动性差,搅拌阻力大,对搅拌装置的要求非常高。
高质量的搅拌,及长寿命的搅拌设备能提高了搅拌机的使用寿命,减少了维修周期。
最新rpc盖板技术交底
r p c盖板技术交底RPC盖板预制技术交底1.工程概况电缆槽盖板为预制结构,分为通讯、信号电缆槽盖板和电力电缆槽盖板两大类,盖板0.5m为一个单元,设6mm断缝,板宽494mm,梁端处根据桥跨的不同设置配板。
通讯、信号电缆槽盖板均采用D型;桥上不设置声屏障时,电力电缆槽盖板采用C型,设置声屏障时,电力槽的一般位置采用E型。
RPC盖板厚25mm。
盖板表面根据设计图纸设置防滑纹,盖板各方向的交角处均应设置3mm的倒角,以避免盖板的损坏。
桥梁上通信信号电缆合槽和电力电缆槽采用2块盖板分开覆盖,路基上采用1块盖板覆盖,型号及工程数量如表1-1、表1-2:部位桥梁型号C1 C2 C4 C5 C6 D1 D2 E1 E2 E4长×宽744×494744×324744×294394×394294×494444×494444×324594×494594×324594×294盖板数量80727 2513 440 298 24361123623438 28745 927 156表1-2 路基地段电缆槽盖板型号及数量表:2、技术要求2.1 设计图纸及标准规范①《无砟轨道预制后张法预应力混凝土简支整孔箱梁》(跨度31.5m,图号:通桥(2009)2009-Ⅳ)②《无砟轨道预制后张法预应力混凝土简支整孔箱梁》(跨度31.5m,图号:通桥(2009)2009-Ⅴ)③《客运专线铁路常用跨度梁桥面附属设施》(图号:通桥(2008)8388A)④《铁路路基电缆槽》(图号:通路(2010)8401)⑤《接触网基础预留图》(图号:西成客专施网-01-16(YY)~西成客专施网-01-19(YY))⑥《客运专线活性粉末混凝土(RPC)材料人行道挡板、盖板暂行技术条件》(科技基【2006】129号)⑦《活性粉末混凝土构件施工要点手册》(工管技【2009】77 号)⑧《铁路混凝土工程施工质量验收标准》(TB1424-2010)⑨《关于加强西成、宝兰客专小型预制构件施工管理的通知》(西成公司2015-077调度通知)2.2 RPC盖板主要技术指标:(1)盖板厚度:25mm;(2)设计荷载:电缆槽盖板承受作业通道竖向静活载5kn/m2;(3)材料等级:强度等级为R130的活性粉末混凝土其中:抗压强度130MPa,抗拉强度18MPa,弹性模量≥48GPa,抗渗性>P50,抗冻性>F600,电通量<40C。
高速铁路RPC盖板生产技术
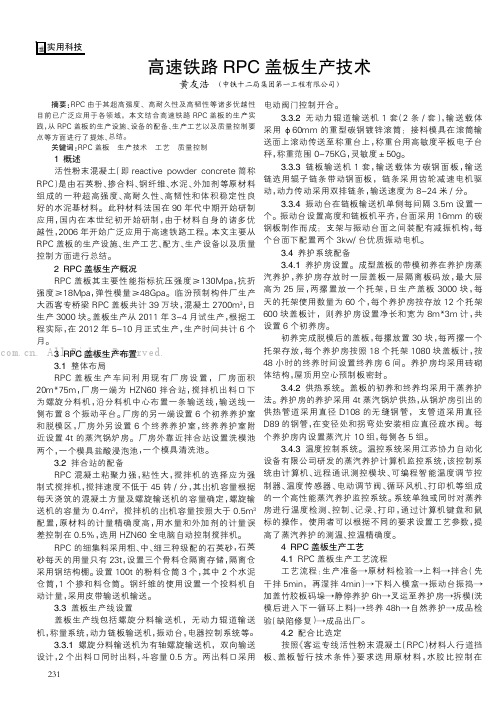
摘要:RPC由于其超高强度、高耐久性及高韧性等诸多优越性目前已广泛应用于各领域,本文结合高速铁路RPC盖板的生产实践,从RPC盖板的生产设施、设备的配备、生产工艺以及质量控制要点等方面进行了提炼、总结。
关键词:RPC盖板生产技术工艺质量控制1概述活性粉末混凝土(即reactive powder concrete简称RPC)是由石英粉、掺合料、钢纤维、水泥、外加剂等原材料组成的一种超高强度、高耐久性、高韧性和体积稳定性良好的水泥基材料。
此种材料法国在90年代中期开始研制应用,国内在本世纪初开始研制,由于材料自身的诸多优越性,2006年开始广泛应用于高速铁路工程。
本文主要从RPC盖板的生产设施、生产工艺、配方、生产设备以及质量控制方面进行总结。
2RPC盖板生产概况RPC盖板其主要性能指标抗压强度≥130Mpa,抗折强度≥18Mpa,弹性模量≥48Gpa。
临汾预制构件厂生产大西客专桥梁RPC盖板共计39万块,混凝土2700m3,日生产3000块。
盖板生产从2011年3-4月试生产,根据工程实际,在2012年5-10月正式生产,生产时间共计6个月。
3RPC盖板生产布置3.1整体布局RPC盖板生产车间利用现有厂房设置,厂房面积20m*75m,厂房一端为HZN60拌合站,搅拌机出料口下为螺旋分料机,沿分料机中心布置一条输送线,输送线一侧布置8个振动平台。
厂房的另一端设置6个初养养护室和脱模区,厂房外另设置6个终养养护室,终养养护室附近设置4t的蒸汽锅炉房。
厂房外靠近拌合站设置洗模池两个,一个模具盐酸浸泡池,一个模具清洗池。
3.2拌合站的配备RPC混凝土粘聚力强,粘性大,搅拌机的选择应为强制式搅拌机,搅拌速度不低于45转/岀分,其机容量根据每天浇筑的混凝土方量及螺旋输送机的容量确定,螺旋输送机的容量为0.4m3岀,搅拌机的机容量按照大于0.5m3配置,原材料的计量精确度高,用水量和外加剂的计量误差控制在0.5%,选用HZN60全电脑自动控制搅拌机。
铁道部科技司--客运专线RPC人行道挡板、盖板技术条件

或同条件下成型,并随构件同条件养护。 4.4.2.9 试件的留置与试验
RPC 材料抗压强度、抗拉强度、弹性模量、氯离子渗透系数、抗冻融性能 测定试件,应在 RPC 材料的浇注地点随机抽样制作,其试件的取样与留置 应符合下列规定: 1)RPC 材料力学特性(含立方体抗压强度、弹性模量、抗拉强度)每 50m3
客运专线活性粉末混凝土(RPC)材料人行道 挡板、盖板暂行技术条件
二〇〇六年十月
前言
客运专线桥梁采用整体式人行道挡板时,由于振动荷载、风力及列车风载较大,使 得挡板尺寸大,自重较重;人行道盖板作为客运专线桥梁检查车的移动通道要承担相应 的荷载,需增加其截面高度,自重也将加大。客运专线桥面设施多,各种设施的组合使 铺设在桥面之上的二期恒载较重。采用活性粉末混凝土材料,可大大减轻桥面二期恒载, 提高桥面设施的耐久性,减轻安装难度。同时由于活性粉末混凝土具有较高的抗拉强度, 并且在设计时留有了足够的富余量,可保证在使用过程中构件不开裂,整体性较好,能 够很好地满足构件的使用性能和耐久性。
3
客运专线活性粉末混凝土(RPC)材料人行道挡板、盖板暂行技术条件
干料先预搅拌 5 min,加水、外加剂再搅拌 4min。 4.4.2.5 RPC 材料拌合物坍落度应小于 180mm。 4.4.2.6 搅拌完毕的 RPC 材料拌合物应在 30min 内灌注完毕。构件宜连续灌注,
RPC盖板预制工程生产运行及产品质量控制
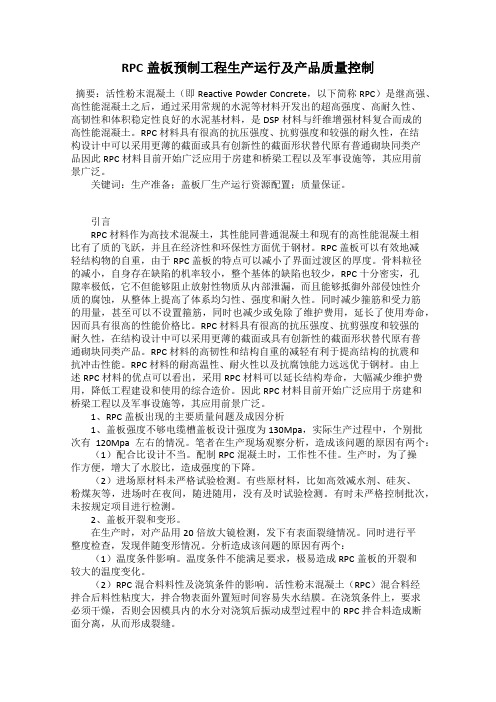
RPC盖板预制工程生产运行及产品质量控制摘要:活性粉末混凝土(即Reactive Powder Concrete,以下简称RPC)是继高强、高性能混凝土之后,通过采用常规的水泥等材料开发出的超高强度、高耐久性、高韧性和体积稳定性良好的水泥基材料,是DSP材料与纤维增强材料复合而成的高性能混凝土。
RPC材料具有很高的抗压强度、抗剪强度和较强的耐久性,在结构设计中可以采用更薄的截面或具有创新性的截面形状替代原有普通砌块同类产品因此RPC材料目前开始广泛应用于房建和桥梁工程以及军事设施等,其应用前景广泛。
关键词:生产准备;盖板厂生产运行资源配置;质量保证。
引言RPC材料作为高技术混凝土,其性能同普通混凝土和现有的高性能混凝土相比有了质的飞跃,并且在经济性和环保性方面优于钢材。
RPC盖板可以有效地减轻结构物的自重,由于RPC盖板的特点可以减小了界面过渡区的厚度。
骨料粒径的减小,自身存在缺陷的机率较小,整个基体的缺陷也较少,RPC十分密实,孔隙率极低,它不但能够阻止放射性物质从内部泄漏,而且能够抵御外部侵蚀性介质的腐蚀,从整体上提高了体系均匀性、强度和耐久性。
同时减少箍筋和受力筋的用量,甚至可以不设置箍筋,同时也减少或免除了维护费用,延长了使用寿命,因而具有很高的性能价格比。
RPC材料具有很高的抗压强度、抗剪强度和较强的耐久性,在结构设计中可以采用更薄的截面或具有创新性的截面形状替代原有普通砌块同类产品。
RPC材料的高韧性和结构自重的减轻有利于提高结构的抗震和抗冲击性能。
RPC材料的耐高温性、耐火性以及抗腐蚀能力远远优于钢材。
由上述RPC材料的优点可以看出,采用RPC材料可以延长结构寿命,大幅减少维护费用,降低工程建设和使用的综合造价。
因此RPC材料目前开始广泛应用于房建和桥梁工程以及军事设施等,其应用前景广泛。
1、RPC盖板出现的主要质量问题及成因分析1、盖板强度不够电缆槽盖板设计强度为130Mpa,实际生产过程中,个别批次有120Mpa左右的情况。
rpc盖板生产工艺

rpc盖板生产工艺RPC盖板是一种电力设备配件,广泛用于低压开关柜、电力设备和电缆分支箱等场所。
它承载着重要的功能和安全责任,因此其生产工艺必须严格控制,以确保产品的质量和性能。
首先,RPC盖板的生产过程开始于材料的选取。
优质的材料对于产品的质量至关重要,一般使用高强度、耐磨损的钢板作为基材,并进行化学成分分析和物理性能测试,以确保材料的符合要求。
同时,根据不同的盖板要求,还可能使用具有特殊功能的材料,比如防火材料、绝缘材料等。
接下来是材料加工。
钢板被经过切割机、剪板机等机械设备进行切割和整形,以获得所需的尺寸和形状。
然后通过折弯机对钢板进行弯曲,形成盖板的外观。
在整个加工过程中,操作人员需要严格按照制度和操作规程进行,以确保产品的一致性和稳定性。
接下来是表面处理。
钢板表面经过除油、脱脂等工艺处理,以去除表面的油污和杂质,保证后续工序对钢板的粘接效果。
然后在钢板表面进行表面处理,如喷涂、电镀、烤漆等,以提高其防护能力和美观度。
然后进行组装。
将生产好的各个部件按照工艺要求进行组装,通过焊接、拼接等工艺将其连接在一起。
在组装的过程中,需要严格控制每个部件的尺寸和位置,以确保产品的一致性和准确性。
最后是品质检验。
对已经组装好的产品进行品质检验,包括外观质量、尺寸精度、功能性能等方面的检测。
通过各种检测仪器和设备,对产品进行全面的检测,以确保产品符合相关标准和规范。
总之,RPC盖板的生产工艺需要经过材料选取、材料加工、表面处理、组装和品质检验等多个环节。
只有严格控制每个环节的质量和工艺要求,才能获得高质量、高性能的产品。
浅谈哈大铁路客运专线RPC盖板安装技术

浅谈哈大铁路客运专线RPC盖板安装技术摘要:文章基于哈大铁路客运专线RPC盖板的施工安装,分析了RPC盖板施工技术、安装工艺流程,并提出安全文明施工的要求。
关键词:RPC盖板安装技术施工Abstract:This paper,according to the construction installment of RPC cover plate under the passenger line from Haerbin to Dalian, analyzed the PRC cover plate construction technology, and process, and put forwards to the construction requirements for the construction safety.Key Words: PRC cover plate; installment technology; construction引言活性粉末混凝土(即Reactive Powder Concrete ,以下简称RPC)是继高强、高性能混凝土之后,在90年代中期通过采用常规的水泥等材料开发出的超高强度、高耐久性、高韧性和体积稳定性良好的水泥基材料,是DSP材料与纤维增强材料复合而成的高性能混凝土。
采用RPC材料可以延长结构寿命,大幅减少维护费用,降低工程建设和使用的综合造价。
因此RPC材料目前开始广泛应用于房建和桥梁工程以及军事设施等,其应用前景广泛。
一、工程概况哈大客运专线是指在中国黑龙江省哈尔滨市与辽宁省大连市之间建设的高速客运专用铁路,为京哈客运专线的一部分。
哈大客运专线线路正线全长904公里,途径东北3省4个副省级城市和6个地级市,其中辽宁省境内553公里,吉林省境内270公里,黑龙江省境内81公里。
已于2007年8月23日正式开工建设,2010年6月28日开始铺轨,同年12月28日全线铺通,预计2012年7月1日建成并通车。
RPC盖板工艺
RPC盖板工艺RPC板材是由高强度水泥、石英粉及硅质材料(主要成分是SiO2)和掺合料并加入适量镀铜钢纤维或碳纤维做增强材料,经各粉料仓、液体仓、纤维料仓实行人机界面电子微机分料、配料、搅拌、输送至流水线进入模盒(模板)震动、辊压后经40度恒温欲成型、80°以上蒸压养护及烘干、分拣、入库等工序制成的一种新型高压、高强、高韧性、具有优良耐侯性、抗渗性、隔热性能的材料。
RPC板有别于传统的水泥类板材生产,它对技术配方和生产设备等有较高的要求。
高质量的RPC板的生产取决于产品的原料质量、工艺配方及先进的生产设备和管理经验。
该产品可进行锯、钻、钉、刨等加工,RPC板表面通过模盒设计可任意进行凹凸防滑饰纹处理,可广泛应用于建筑工程如发电厂、高速铁路、城际铁路、地铁桥隧、市政工程的沟盖板、电缆槽盖板,再如建筑工程的钢结构、木结构建筑物的内墙围护、楼层隔板及体育、剧场、会议室的吸音板、楼梯脚踏板等。
与其它材料配合还可制成各种防火、隔声、节能的复合墙板、声屏障等;RPC板生产过程中最大的特点是一道工序叫"蒸压养护",即产品在80-180℃高温、1MPa高压的釜内经过24小时化学反应生成一种性能稳定的"托贝莫来石"晶体。
产品内生成的"托贝莫来石"晶体愈多,则产品的性能愈稳定,产品抗压可达130-400Mpa,是普通产品的百倍以上抗压;抗折可达30 Mpa-40 Mpa;弹性模量大于48 MΩ,抗渗性大于P50,28碳化深度0mm,600次抗冻融无变化,800次抗冻融弹性模量损失3.9%质量损失为零,导电性能测试结果大于250 MΩ,厚度40mm的板材空气隔音指数为38dB;RPC板具有绿色环保的优良特性,是国家建设部、铁道部、国防部推荐的新型建材产品之一。
RPC板有极好的防火性能、耐潮湿、高强度、性能稳定、使用寿命超长的优点,应用价值明显高于其它同类产品,看起来RPC板成本高,实际价格并不高普通板材一立方的用量RPC半立方既能超过并且降低了自身重量(RPC性能应用效果方面的特点产品介绍里说明)由于RPC材料出色的性能和实际的消防、防潮、耐冲击、耐久性的需要,越来越多的建筑需要这种建筑板。
RPC盖板安装技术交底.
RPC盖板安装技术交底1、目的明确RPC电缆槽盖板安装操作要点和相应的工艺标准,指导规范RPC电缆槽盖板施工。
2、编制依据《高速铁路铁路桥涵工程施工质量验收标准》《高速铁路铁路桥涵工程施工技术指南》《常用跨度梁桥面附属设施》《施工图设计文件》3.适用范围适用于郑徐铁路客运专线ZQZX04标段0-878#墩RPC电缆槽盖板铺设施工。
4.劳动力及机具组织4.1 RPC电缆槽盖板施工劳动力及机具组织每个铺设小组的人员配置如表4-1所示,每个工作面可安排多个小组同时作业。
表4-1 每个工作面人员配置表序号工种人数工作内容1 领工员 1 现场负责、协调2 技术员 1 测量、检查3 质检员 1 质量控制检查4 工人 3 电缆槽卫生清理、拌制砂浆、养生5 工人 2 问题部位处理6 工人 4 散板7 工人 6 盖板铺设8 安全员 2 安全防护表4-2 各工作面机具配置表序号器具名称单位数量备注1 笤帚把2 卫生清扫2 铁锹把 1 卫生清扫3 角磨机台 1 问题部位补充打磨4 墨斗副 1 弹线5 导轨切割机台 1 切板6 汽油发电机台 1 切割机电源7 灰斗个 4 盛放砂浆8 小铲把 4 铲砂浆9 橡胶锤个 4 调整盖板10 线绳副 4 拉线11 水平尺把 6 检查12 检查尺(3m)把 2 检查13 装饰条或扁钢个 6 板缝控制14 防护服套每人一套防护15 红黄旗面 4 防护5.施工程序1)对电缆槽内的防水层、混凝土防护层、排水坡向、接地端子等进行验收。
2)对A竖墙企口台阶、B竖墙、防护墙企口台阶顶部拉线进行测量。
一般截面盖板布置图3)分析测量结果,横桥向同一排的3个测点高程应保持基本一致。
顺桥向两点间在墙侧面弹线,对高出的部位切割打磨,对低的部位采用砂浆进行坐浆处理。
保证盖板安装后线形顺直并且不出现晃动现象。
4)为保证B竖墙上的盖板纵缝顺直,在梁两端拉细钢丝绳进行控制。
要求盖板边缘与防护墙和A竖墙间缝宽不小于2mm且不宜大于10mm,对如不满足要求的,切割打磨A竖墙,容许在不影响整体外观的前提下,少量移动B竖墙顶上的纵缝位置。
京沪高速TJ标段盖板厂生产组织实施方案
京沪高速TJ标段盖板厂生产组织实施方案————————————————————————————————作者:————————————————————————————————日期:京沪高速铁路TJ-5标段RPC盖板生产组织方案第一部分:项目概况中铁三局集团所承建的京沪高速TJ-5标段起止里程DK950+039~DK1148+522.48,正线长度171.176km,路基42.23km,桥梁125.112km,隧道3.834km。
根据设计图纸可初步计算出该标段RPC混凝土立方量如下:[(125.112×103×0.06)+(42.23×103×0.037)]=9069.23 m3,折合平面面积为36.28万平方米(隧道暂不考虑)。
计划选择线路中间点位置条件适宜的梁场/轨道板厂内建设RPC 盖板生产厂一座,配置双生产线,年产盖板能力45万平方米,在10个月内完成全线盖板生产。
选场要点:1、选择沿线既有的厂房租赁使用,面积考虑35亩左右;2、选场尽量选择靠近热力发电厂附近,利用既有热源满足RPC混凝土盖板的蒸汽养护。
第二部分:RPC盖板生产厂设计及成本计算本部分由北京惠诚基业工程技术有限责任公司提供,我们将进一步考察论证。
一、总指标1.生产用地22700m22.电力总容量450kw3.蒸汽用量≯3000kg/h4.日用水量≯80t/d5.职工人数198人(连续生产)6.建厂总投资801万元其中:设备451万元土建350万元7.产能:配置双生产线,全天双班单线运行,日产量37.5立方,合1500平方米/日,45000平方米/月,10个月总产量45万平方米,折合线路长度约190公里。
二、建厂投资组成设备部分名称数量费用(万元)搅拌计量2套66.0分料及配料系统2套38.0传送系统2套24.0成型工作台24台15.0养护支架180个18.0模具20000个200.0温控系统2套45.0叉车4台15.0锅炉1台30.0设备小计451.0土建部分名称数量费用(万元)主生产车间2880平米140.0原料库553.2平米16.0模具棚460平米8.0养护室2943平米116.0生活用房715平米30.0其他附属用房锅炉房、化验室等20.0水电汽管道300米20.0土建小计350.0建厂投资合计801.0[说明]场地使用费用未计在内。
高速铁路RPC盖板生产技术分析
高速铁路RPC盖板生产技术分析作者:容七英来源:《中国化工贸易·下旬刊》2020年第01期摘要:随着我国经济的快速发展,对高速铁路建设也提出了更高的要求。
RPC由于具有超高强度、高耐久性和高韧性等优势,目前已充分的应用于各领域当中。
本文主要针对高速铁路RPC盖板生产技术进行分析,结合具体的生产实践,从RPC盖板的生产设施、设备配套、生产工艺以及质量控制等方面进行了探讨,希望能够为相关工作人员起到一些参考作用。
关键词:高速铁路;RPC盖板;生产技术近些年来,随着我国经济的快速发展,城市轨道交通行业也取得了十分明显的进步。
现如今高速铁路的建设不断完善,而铁路网络的覆盖面积也在逐渐增大。
活性粉末混凝土,即RPC,是高速铁路建设过程当中十分重要的一种建筑材料,而目前已经在高速铁路工程施工当中得到了十分广泛的应用。
RPC具体是由石英粉、掺合料、钢纤维、水泥等原材料进行组成的,其具有高强度高耐久性、高韧性等特点,而RPC的质量好坏也影响着高速铁路的建设质量。
而在其建设过程当中,我们应该对RPC盖板的实际生产情况进行分析,并对RPC盖板的生产工艺进行完善,从而进一步提升RPC盖板的生产质量[1]。
1 RPC概述RPC主要是指活性粉末混凝土,其相关材料主要包括石英粉、掺合料、钢纤维和水泥,而且具有着强度高、耐久性强等相关优点。
该材料起初是在90年代中期法国开始进行研制和应用,而我国是在本世纪初进行研制,由于该材料具有着诸多优势,因此后来被广泛地应用于高速铁路工程的建设过程当中。
RPC盖板的具体性能指标包括以下几方面,首先其抗压强度≥130MPa,抗折强度≥18MPa,弹性模量≥48GPa。
在选择其原材料时,应该严格按照相关要求来进行选择,只有当其材料的质量和性能能够符合要求,才可以进入到施工现场。
而对于其相关材料的要求主要包括以下几方面,聚羧酸减水剂的减水率≥29%、掺合料的需水量≤105%、活性指数(1d)≥125%,这些质量控制指标直接影响RPC盖板质量的好坏。
RPC盖板预制施工工艺及方法

RPC盖板预制施工工艺及方法本段含RPC盖板集中预制,设小型预制场一处,进行集中预制、存放。
(1)主要工艺流程原材料计量→搅拌→分料入模→振捣成型→码垛→初养→拆模→码垛→终养→成品入库(2)施工方法①主要原材料生产RPC盖板所使用的原材料主要有:425R普通硅酸盐水泥、石英砂、钢纤维、微硅粉、矿渣粉及RPC专用外加剂、清水等。
②拌和物的制备首先加入石英砂、钢纤维,干拌不少于4min,然后加入水泥、矿渣粉、微硅粉,干拌2min;最后加入水、外加剂,搅拌4min出料。
准确控制用水量,不允许RPC拌和物出搅拌机后加水;首拌4min的搅拌时间不能过少,否则钢纤维就不能够完全分散均匀,加入水泥等粉料后钢纤维会抱团;RPC拌和料在常温下凝固速率非常快,粘性很大,容易粘壁,搅拌均匀的RPC拌和料,最好在30s内卸料完毕;运送RPC拌和料的模板和传送带,应不吸水,不漏浆,并保证卸料及输送通畅。
③振捣工艺RPC制品采用振捣成型工艺,要获得良好的振实效果,使RPC材料具有较高的强度和密实度,必须合理选择振捣工艺。
RPC拌和物的振动加速度与振动床一致,尽量避免跳跃式振动,减少能量损失,降低噪声,振动时间控制在2~4min。
④浇筑成型时抹平压光入模后的拌和物在振动床上边振动边用抹子抹平压光,达到标准要求的平整度,不外露钢纤维,模板周围不外漏拌和物,这样就会避免拆模后盖板周围出现毛边,影响整体美观,也可以省去大量的人工去打磨它。
RPC材料的凝固速率很快,搅拌完毕的RPC拌和物在30min内灌注完毕,构件宜连续灌注,最大间隔时间不超过6min。
⑤RPC制品的养护RPC制品的养护分静停、初养和终养,现场施工人员和温控室人员密切监控,把握好不同养护条件制品的转移,严控养护温度。
⑥RPC制品的静停将浇注成型后的RPC制品带模板平移于托架上,模板上方覆盖塑料薄膜,以减少RPC制品的水分蒸发散失,用叉车将托架放置于平坦的静停区静养,并检查制件的表面平整度,待拌和物表面初凝,静停时间控制在6h内。
RPC设备高铁预制构件盖板生产线生产操作使用说明书
郑州市浩瑞佳机械制造有限公司Zhengzhou haoruijia machinery manufacturing CO.,LTD.地址:河南省郑州市上街区科学大道西段石化路口电话:17051330512 邮编:450100RPC盖板生产线使用说明书目录-----------------------------------------------------------前言一、------------------------------------------------------RPC盖板生产线概况二、------------------------------------------------------设备结构三、------------------------------------------------------安全注意事项四、------------------------------------------------------机器的保养及检修前言《产品使用说明书》作为交付产品的组成部分之一。
它将向用户介绍RPC盖板生产线概况、设备结构、安全注意事项、机器的保养及检修。
本使用说明是操作和维修人员的必读资料。
同时也是订购和设备管理的必备资料。
它能让你详细的了解本搅拌站的主要技术参数、性能特点、正确的使用与维护方法等。
从而达到最佳的使用效果。
请用户务必注意以下几点:一、使用本机前必须详细阅读本说明书。
二、请严格按本使用说明书进行安装、使用、操作和维护,并严格执行国家有关安全标准。
三、操作人员必须经过严格培训。
四、必须使用我厂提供的零配件。
五、本说明书为通用说明,请以实际情况为准。
一、RPC盖板生产线概况浩瑞佳公司RPC盖板生产线是依据中华人民共和国铁道部科学技术司2006年10月23日发布的《客运专线活性粉末混凝土(RPC)材料人行道挡板、盖板暂行技术条件》,专为高速铁路客运专线生产RPC-活性粉末混凝土(Reactive Powder Concrete)盖板设计。
RPC电缆槽盖板施工工艺流程及控制要点- 泰尔斯达

RPC 电缆槽盖板施工工艺流程及控制要点一、电缆槽盖板施工工艺流程RPC电缆槽盖板生产工艺流程按RPC电缆槽盖板技术要求按现行铁道部相关技术标准和设计图纸,参照铁道部工程管理中心编写的《活性粉末混凝土构件施工要点手册》编制。
RPC砼电缆槽盖板主要生产工艺流程依照“原材料配料—搅拌—分料—震捣成型—脱模—养护—降温—成品”进行,工艺流程框图如下:二、RPC电缆槽盖板施工控制要点1、原材料要求①:原材料应有供应商提供的出厂检验合格证书,并应按有关检验项目、批次规定,严格实施进场检验。
②:水泥应采用品质稳定、强度等级不低于低碱硅酸盐水泥或低碱普通硅酸盐水泥,水泥熟料中C3A含量不应大于8%。
其性能应符合GB175-1999规定,不得使用其他品种水泥。
③:骨料应采用SiO2含量大于97%的石英砂,分粗粒径石英砂(~)、中粒径石英砂(~)、细粒径石英砂~0.16 mm)及超细粒径石英(0.16 mm以下)四个粒级,含泥量不应大于0.5%,筛分试验按TB10210-2001规定进行。
④:所采用的钢纤维应满足:直径~,长度12~14mm,抗拉强度不得低于2850MPa,其他性能应满足JG3064-1999技术要求。
⑤:外加剂应符合GB8076规定,并检验合格后方可使用。
严禁掺入氯盐类外加剂,且减水率不得低于29%,硫酸钠含量不得大于2%。
外加剂掺量由试验确定。
⑥:拌和物用水应符合JGJ63-1989的要求。
凡符合饮用标准的水,均可使用。
2、配合比试验预制盖板厂建立实验室,根据设计或研发单位提供的RPC砼配合比和原材料的品质和施工工艺进行配合比设计,通过试配、试件检测合格后确定施工配合比,报建设单位批准后方可生产。
试件的性能指标应满足设计要求的抗压强度、抗拉强度、弹性模量、氯离子渗透系数、抗冻性能等参数。
拌合物的坍落度应满足施工要求。
监理单位对活性粉末混凝土原材料、试验报告进行全部检查。
3、生产厂家初次生产RPC盖板应进行型式检验,抽检频率为初次生产产品总数的1%。
RPC盖板建厂方案doc资料
新建石武铁路客运专线(河南段)RPC电缆槽盖板建厂方案及生产工艺建议书编制部门:编制:审核:批准:中铁四局石武客运专线河南段RPC盖板厂二0一0年三月RPC砼电缆槽盖板建厂方案及施工工艺一、工程概况新建铁路石家庄至武汉客运专线河南段是北京-广州-深圳-香港铁路客运专线的一部分,线路北起河南省与河北省省界,南至河南与湖北省交界,经董寨国家自然保护区西侧进入湖北境内。
正线起讫里程:DK490+248~DK1044+360,全长506.843km。
遵照铁道部建设司技电(2009)52号文和铁道部工程管理中心(2009)75号文件精神,以及按照京广铁路客运专线河南有限责任公司印发《石武客专河南段全线电缆槽盖板建厂规划及实施的指导意见》(京广客专豫工【2010】2号)文件通知的要求,我项目经理部将积极筹建RPC砼电缆槽盖板厂以满足三标、四标、五标、六标四个标段的电缆槽RPC盖板生产供应任务,产品供应线路全长183.4km(DK700+800~DK914+044),按照图纸计算各型RPC砼电缆槽盖板约43.6万m2。
二、RPC电缆槽盖板设计标准和性能参数活性粉末混凝土(Reactive Powder Concrete,简称RPC)是由超细活性粉末、水泥、优质石英砂、矿物掺和料、高强度纤维等组成,通过最优化级配设计,经高温热合等特定工艺制备而成的高技术复合材料。
具有高强度、高耐久性和质量稳定、易于制造、外形美观等特点。
该材料结合了超细粒聚密材料设计原理与纤维增强技术,结构尺寸薄,相同承载能力下RPC盖板为普通混凝土盖板重量的40%左右,安装方便。
电缆槽盖板分为通讯、讯号和电力电缆槽盖板两大类。
盖板0.5m 为一单元,设6mm断缝,板宽494mm,板厚25mm,梁端根据桥跨的不同设置配板。
通讯、信号电缆槽盖板采用D型板,桥上不设置声屏障时,电力电缆槽盖板采用C型,设置声屏障采用E型,设计载荷作业通道竖向静活载5KN/m。
一种高铁客运专线RPC沟盖板的制备方法[发明专利]
![一种高铁客运专线RPC沟盖板的制备方法[发明专利]](https://img.taocdn.com/s3/m/feed938f011ca300a7c390c2.png)
专利内容由知识产权出版社提供
专利名称:一种高铁客运专线RPC沟盖板的制备方法 专利类型:发明专利 发明人:魏乃信 申请号:CN201711111591.X 申请日:20171113 公开号:CN1077Biblioteka 1277A 公开日:20180223
摘要:本发明公开了建筑材料技术领域的一种高铁客运专线RPC沟盖板的制备方法,改制备方法 的具体步骤如下:S1:称取原料;S2:预拌和物;S3:拌和物;S4 :RP C砂浆;S5:振捣成型; S6:热养护,本发明采用粉煤灰代替部分水泥,可降低生产成本,增加RPC的应用性价比,还可改善 RPC拌合物的工作性能,增补硅灰颗粒粒径与水泥颗粒之间的空白,改善凝胶材料的颗粒级配组成, 提高RPC的密实度,从而提高RPC的力学性能和耐久性,同时在制备工程中添加钢纤维,增强RPC的 韧性以及延展性。
RPC技术及产品介绍
技术指标-高强度
活性粉末混凝土力学性能等级(GB/T 31387—2015)
等级
抗压强度/MPa
抗折强度a/MPa
弹性模量/GPa
RRC100
≥100
≥12
≥40
RRC120
≥120
≥14
≥40
RRC140
≥140
≥18
≥40
RRC160
≥160
≥22
≥40
RRC180
≥180
≥24
≥40
a:当对于混凝土的韧性或延性有特殊要求时,混凝土的等级由抗折强度决定,抗压 强度不应低于100MPa。
产品 超高强砼盖板 超高强砼盖板 超高强砼盖板 超高强砼盖板 超高强砼盖板 超高强砼盖板 超高强砼盖板 超高强砼盖板 超高强砼盖板 超高强砼盖板 超高强砼声屏障 超高强砼声屏障
工程量 17万平米 18万平米 250万平米 94万平米 150万平米 16万平米 18万平米 106万平米 263万平米 74万平米 4400米
谢 谢!
耐久 轻质
安全 可靠
RPC 产品
工业化 生产
节能 环保
性价 比高
产品特点
预应力结构
非预应力结构
RPC 钢结构
在同荷载、同跨度情况下,不同材料结构截面对比
可以使“粗、笨、厚、重”混凝土 构件变得“细、薄、巧、轻”。
产品特点
传统电缆槽盖板与RPC电缆槽盖板对比图
桥名 Horisaki River
Torisaki river Akakarn Tahara
400米
完成日期 2007年 2008年 2009年 2009年 2010年 2011年 2011年 2011年 2012年 2012年 2014年 2015年
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高速铁路RPC盖板生产技术RPC由于其超高强度、高耐久性及高韧性等诸多优越性目前已广泛应用于各领域,本文结合高速铁路RPC盖板的生产实践,从RPC盖板的生产设施、设备的配备、生产工艺以及质量控制要点等方面进行了提炼、总结。
标签:RPC盖板生产技术工艺质量控制1 概述活性粉末混凝土(即reactive powder concrete简称RPC)是由石英粉、掺合料、钢纤维、水泥、外加剂等原材料组成的一种超高强度、高耐久性、高韧性和体积稳定性良好的水泥基材料。
此种材料法国在90年代中期开始研制应用,国内在本世纪初开始研制,由于材料自身的诸多优越性,2006年开始广泛应用于高速铁路工程。
本文主要从RPC盖板的生产设施、生产工艺、配方、生产设备以及质量控制方面进行总结。
2 RPC盖板生产概况RPC盖板其主要性能指标抗压强度≥130Mpa,抗折强度≥18Mpa,弹性模量≥48Gpa。
临汾预制构件厂生产大西客专桥梁RPC盖板共计39万块,混凝土2700m3,日生产3000块。
盖板生产从2011年3-4月试生产,根据工程实际,在2012年5-10月正式生产,生产时间共计6个月。
3 RPC盖板生产布置3.1 整体布局RPC盖板生产车间利用现有厂房设置,厂房面积20m*75m,厂房一端为HZN60拌合站,搅拌机出料口下为螺旋分料机,沿分料机中心布置一条输送线,输送线一侧布置8个振动平台。
厂房的另一端设置6个初养养护室和脱模区,厂房外另设置6个终养养护室,终养养护室附近设置4t的蒸汽锅炉房。
厂房外靠近拌合站设置洗模池两个,一个模具盐酸浸泡池,一个模具清洗池。
3.2 拌合站的配备RPC混凝土粘聚力强,粘性大,搅拌机的选择应为强制式搅拌机,搅拌速度不低于45转/分,其岀机容量根据每天浇筑的混凝土方量及螺旋输送机的容量确定,螺旋输送机的容量为0.4m3,搅拌机的岀机容量按照大于0.5m3配置,原材料的计量精确度高,用水量和外加剂的计量误差控制在0.5%,选用HZN60全电脑自动控制搅拌机。
RPC的细集料采用粗、中、细三种级配的石英砂,石英砂每天的用量只有23t,设置三个骨料仓隔离存储,隔离仓采用钢结构棚。
设置100t的粉料仓筒3个,其中2个水泥仓筒,1个掺和料仓筒。
钢纤维的使用设置一个投料机自动计量,采用皮带输送机输送。
3.3 盖板生产线设置盖板生产线包括螺旋分料输送机,无动力辊道输送机,称量系统,动力链板输送机,振动台,电器控制系统等。
3.3.1 螺旋分料输送机为有轴螺旋输送机,双向输送设计,2个出料口同时出料,斗容量0.5方。
两出料口采用电动阀门控制开合。
3.3.2 无动力辊道输送机1套(2条/套),输送载体采用φ60mm的重型碳钢镀锌滚筒;接料模具在滚筒输送面上滚动传送至称重台上,称重台用高敏度平板电子台秤,称重范围0-75KG,灵敏度±50g。
3.3.3 链板输送机1套,输送载体为碳钢面板,输送链选用辊子链条带动钢面板,链条采用齿轮减速电机驱动,动力传动采用双排链条,输送速度为8-24米/分。
3.3.4 振动台在链板输送机单侧每间隔3.5m设置一个。
振动台设置高度和链板机平齐,台面采用16mm的碳钢板制作而成;支架与振动台面之间装配有减振机构,每个台面下配置两个3kw/台优质振动电机。
3.4 养护系统配备3.4.1 养护房设置。
成型盖板的带模初养在养护房蒸汽养护,养护房存放时一层盖板一层隔离板码放,最大层高为25层,两摞置放一个托架,日生产盖板3000块,每天的托架使用数量为60个,每个养护房按存放12个托架600块盖板计,则养护房设置净长和宽为8m*3m计,共设置6个初养房。
初养完成脱模后的盖板,每摞放置30块,每两摞一个托架存放,每个养护房按照18个托架1080块盖板计,按48小时的终养时间设置终养房6间。
养护房均采用砖砌体结构,屋顶用空心预制板密封。
3.4.2 供热系统。
盖板的初养和终养均采用干蒸养护法。
养护房的养护采用4t蒸汽锅炉供热,从锅炉房引出的供热管道采用直径D108的无缝钢管,支管道采用直径D89的钢管,在变径处和拐弯处安装相应直径疏水阀。
每个养护房内设置蒸汽片10组,每侧各5组。
3.4.3 温度控制系统。
温控系统采用江苏协力自动化设备有限公司研发的蒸汽养护计算机监控系统,该控制系统由计算机、远程通讯测控模块、可编程智能温度调节控制器、温度传感器、电动调节阀、循环风机、打印机等组成的一个高性能蒸汽养护监控系统。
系统单独或同时对蒸养房进行温度检测、控制、记录、打印,通过计算机键盘和鼠标的操作,使用者可以根据不同的要求设置工艺参数,提高了蒸汽养护的测温、控温精确度。
4 RPC盖板生产工艺4.1 RPC盖板生产工艺流程工艺流程:生产准备→原材料检验→上料→拌合(先干拌5min,再湿拌4min)→下料入模盒→振动台振捣→加盖竹胶板码垛→静停养护6h→叉运至养护房→拆模(洗模后进入下一循环上料)→终养48h→自然养护→成品检验(缺陷修复)→成品出厂。
4.2 配合比选定按照《客运专线活性粉末混凝土(RPC)材料人行道挡板、盖板暂行技术条件》要求选用原材料,水胶比控制在0.2以下,塌落度控制在180mm。
抗压强度、抗折强度、弹性模量、氯离子渗透系数和抗冻性能符合设计要求。
4.3 模具配备模具的配备具有足够的强度、刚度及平整度,外形尺寸合格。
模具采用ABS 注塑模具,表面光滑平整。
模具清理采用稀释后的浓盐酸(浓度控制在3%)浸泡2小时,再开始清洗,清洗采用高压水枪冲洗浸泡后的模具表面,避免使用锋利的铁铲清理刮伤模具表面,影响盖板的外观。
清洗的模具表面用抹布擦去剩余污渍,晾干码放,以备使用。
4.4 混凝土搅拌对进场的各项混凝土原材料进行严格进场检验,符合要求的方可进场;称量系统砂料误差控制在±2%,粉料误差控制在±1%,钢纤维误差控制在±1%,水和外加剂的误差控制在±0.5%。
混凝土搅拌前对石英砂的含水率进行检测,计算施工配合比,混凝土每盘搅拌方量根据螺旋分料机的容量按0.5方设定。
混凝土原材料的上料顺序应先为石英砂、钢纤维、水泥和掺合料,干拌5分钟后,再加入水和外加剂湿拌4分钟,湿拌过程中要注意搅拌机电流变化,从而掌握混凝土的和易性,塌落度一般控制在180-210mm合适。
混凝土拌和完成后,下料至螺旋分料机,反向螺旋的转动将RPC混凝土均匀分到两端下料口,下料口处的电动闸板阀控制下料至各个模盒内,无动力辊道输送机输送到称量装置上,根据每种模具的理论混凝土方量调整模盒内混凝土方量,误差控制在±0.2kg/盒。
4.5 混凝土的振动链板输送机将模具和混凝土输送至振动台附近后,模具移至振动台上。
每个振动台配备2人,大模具可放置4个,小模具可放置6个同时进行振动。
构件连续浇筑,时间间隔不超过6分钟。
振动时,操作工人应按照“填角、压边、抹面、清边”的顺序进行,模具到达振动台后迅速填补四角,压边,压边要做的不漏压、不少压,一般根据砼的状况调整压边次数,抹面要以表面平整为标准,清边要做到仔细,认真,不留余料。
操作过程中要根据砼状况控制好振捣时间,在混凝土塌落度180-210mm时,振动时间60-90s。
成型的盖板每层放置竹胶板依次码放整齐,码放最大高度25层。
RPC混凝土的胶凝材料大,水泥的水化热大,混凝土的温度高,混凝土表面极易失水风干开裂,从湿拌到振动完成宜越早越好,一般控制在15分钟内完成。
4.6 RPC盖板养护RPC盖板的养护分为初养和终养两个阶段,为避免冷凝水污染盖板表面,盖板的养护均采用干蒸法养护。
每个托盘堆码完成后,及时叉运盖板送入初养房进行静停养护,静停6小时后,开始升温养护。
初养养护温度控制在40℃-45℃,养护时间一般为20h-24h。
初养完成养护房间温度和外界温度在15℃以内时,将盖板运送至脱模区进行脱模。
脱模后的RPC盖板整齐的码放在木托盘及时运送至终养室进行终养,终养养护时间48h。
养护过程分为升温、恒温、降温三个阶段,升温速度不大于12℃/h,降温速度不大于15℃/h。
恒温温度控制在80±5℃。
撤除保温设施时,构件表面温度与环境温度之差不超过20℃。
终养完成的盖板运送至存储区后应覆盖再自然养护7天。
5 质量控制要点5.1 原材料的质量控制中,选定配合比后要重点控制聚羧酸减水剂的减水率(≥29%)和固含量指标(≥22%),此两个指标对混凝土的和易性影响大;掺合料的需水量(≤105%);活性指数(1d≥125%)也是重要控制指标。
此外石英砂的硅含量以及钢纤维的长短对混凝土的强度也有很大影响。
5.2 模具表面浸泡盐酸清洗时,要保证模具完全浸泡,模具表面不能残留混凝土渣和盐酸,否则生产出的构件表面色差、毛面粘皮。
5.3 混凝土的搅拌要严格执行干拌5min(使各种材料融合均匀,避免钢纤维结团)后再加水和外加剂后湿拌,加水后的搅拌时间不宜过长,控制在4-5min。
搅拌时间长的混凝土温度可达50℃以上,表面容易失水风干,表面干裂,除此外还需要对搅拌机洒水清洗降温。
5.4 每盘料的浇筑振动宜在15min内完成。
混凝土的塌落度控制在180-210mm,小于180mm时,混凝土振动时间长,表面几乎没有翻浆的情形,成型盖板很容易产生气泡蜂窝。
塌落度过大,不宜控制混凝土的强度,盖板表面的钢纤维容易沉底。
5.5 静停存放,地面均要尽量水平,托盘要抄平控制水平度,盖板厚度只有25mm,料少和码放不水平,极易造成四边厚薄不均或厚度不够。
5.6 养护,RPC混凝土的强度高,早期的高温养护很重要,在干蒸养护时,要严格执行养护规范,保证养护的湿度(≥95%)和温度(终养恒温80℃),初养脱模的RPC盖板要尽早进终养养护。
5.7 养护过程中不能有冷凝水落在RPC盖板表面,终养完成后的7d盖板表面也不能洒水或雨淋,否则表面泛白,影响外观。
6 结语RPC盖板生产我单位尚属首次,生产过程中不断的摸索、向有生产经验的单位、专业人士学习,克服了生产过程中的一些难题,生产的产品内实外美,取得较好成绩。
通过不断总结、创新,形成了一套成熟的RPC盖板生产工艺,为类似工程积累了宝贵经验。
参考文献:[1]铁道部科学技术司.客运专线活性粉末混凝土(RPC)材料人行道挡板、盖板暂行技术条件[S].科技基[2006]129号.[2]冯敏娟.RPC盖板预制工艺研究[J].工业技术科技资讯,2011 NO.07.[3]党智斌.RPC活性粉末混凝土工厂化生产制备过程中的影响因素分析[J].混凝土与水泥制品,2012NO.2.。