全自动锂电池卷绕机的设计
全自动锂电池电芯卷绕机张力与纠偏控制关键技术
全自动锂电池电芯卷绕机张力与纠偏控制关键技术摘要:全自动化锂电池,其内部电芯的卷绕机占据重要位置,对其实施张力及纠偏的有效控制,可维持整个系统更加高效化运行及控制状态。
鉴于此本文主要围绕着全自动化锂电池内部电芯的卷绕机张力和纠偏控制各项关键技术开展深入地研究和探讨,期望可为后续更多技术专家和学者对此类课题的实践研究提供有价值的参考。
关键词:全自动;锂电池;电芯;卷绕机;张力;纠偏控制;关键技术;前言:全自动化锂电池内部电芯的卷绕机实际运行期间,料带进给操作之下,因各部位有速度差存在,会有微小弹性形变产生,相对性位移促使张力形成。
料带卷绕期间,张力载体是料带,借助卷针、过渡辊、放卷轮等实现有效传递。
因而综合分析全自动化锂电池内部电芯的卷绕机张力和纠偏控制各项关键技术,有一定的现实意义和价值。
1.在张力控制层面关键技术1.1.在控制机理层面通过分析放卷轮模型,了解到F=f(n,r,M)属于时变系统,因料带薄故edr/dt相对小些,放卷的角速度会影响到放卷张力波动,对电机电磁的转矩所产生平衡性张力波动起到一定调节作用;通过分析极片的张力所产生基础模型,了解到料带变形属于累积的过程,张力应当维持恒定状态,确保料带所有部分维持同等线速度状态,恒张力把控层面问题,其实则为把控恒线速度的问题,而张力控制整个系统属于线速度有效跟踪系统;再通过分析滑动式摩擦力基础模型可知,滑动对于张力变化较为敏感,并不会过大影响到动态化转矩平衡。
卷辊上面若无滑动摩擦,仅为粘滞摩擦,其料带速度和卷辊线速度处于同等状态[1]。
1.1.在控制方法层面该系统内部张力辊设为摆臂形式。
料带进给期间,改变带上张力参数值,带动着张力逐渐摆动着辊运动,张力传感装置测好摆辊的角位移后,将其输出至控制装置,控制装置处理所检测到的信号,借助张力的控制算法实现对低摩擦性气缸驱动式张力辊的摆动控制。
在一定程度上张力辊整个机构属于储能机构,可缓冲吸收范围较大张力波动,对张力范围较大波动起到遏制作用。
锂离子电池芯体卷绕设备的设计与分析
190
1\13011111617 0681^11 &
第 10期 2009 年 10 月
文 章 编 号 :1001-3997(2009)10-0190-02
锂离子电池芯体卷绕设备的设计与分析
肖艳春赵庚张宇 (河北工业大学机械学院,天 津 300130〕
811*1101111*31 06 519 门 3 门亡 3113178 18 0 于1116 1^011111011 00|1|||31710111 1〇「11111111171 1011 匕3 打6 「163
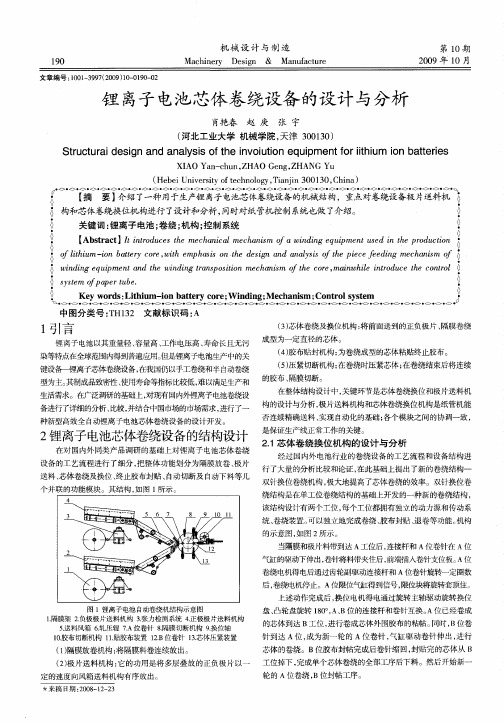
2 锂离子电池芯体卷绕设备的结构设计
在对国内外同类产品调研的基础上对锂离子电池芯体卷绕 设备的工艺流程进行了细分,把整体功能划分为隔膜放卷、极片 送料、芯体卷绕及换位、终止胶布封贴、自动切断及自动下料等几
1.隔 膜 架 负 极 极 片 送 料 机 构 3^张 力 检 测 系 统 I 正 极 极 片 送 料 机 构 5^送 料 风 箱 6 轧 压 辊 7』 位 卷 针 隔 膜 切 断 机 构 1 换 位 轴
0 ^ 1111x111111-1071 6 (2 1 1 6 ^ 0 0 ^6 ^101111 6171^)11(1818 0X1 1^16 ^631^11 011(1 01101^815 0 ^ 1^16 ^ 1 6 0 6 6(1,171^ 171601101113171 0 ^
10111(1111^ 6(^111^)1716111 0,71(1 1^16 1^171(1111^ 1^(1718^)08111011 77160)1(17113171 0 ^ 1^16 0 0 ^6 ^ 17101711011116 1111X0^110& 1^16 00X11X01
卷绕式聚合物锂离子电池设计规范

一、卷绕式聚合物锂离子电池设计规范1. 设计容量根据客户需要的最小容量来确定设计容量。
设计容量(mAh)= 要求的最小容量×设计系数(1)设计系数一般取1.05~1.15。
2.极片方式正极负极正极负极1.竖卷式2.横卷式根据电池的宽度确定极片的设计方式,一般宽度<20mm的电池采用第一种竖卷的设计方式;宽度≥20mm的电池采用第二种横卷的设计方式。
3.卷针的确定卷针的宽度Wj由以下公式确定:Wj = W-T-λ(2)其中:W —电池的宽度;T —电池的厚度;λ—卷芯与包装袋在宽度方向的空隙差值,一般取2~3mm。
卷针厚度Tj由卷针的宽度决定,具体见表1表1.卷针的宽度4. 卷芯尺寸的确定4.1 卷芯厚度卷芯的厚度T'是指正负极片卷绕成的电芯卡紧后的厚度(不包括包装膜的厚度),一般是根据实际电池的厚度确定的,有以下关系:T' = T-Φ(3)其中:T —电池的厚度;Φ—系数,一般取0.7~0.9mm,具体数值根据电池的厚度决定。
4.2 卷芯宽度卷芯的宽度w'是极片卷绕后的电芯的宽度,由以下公式确定:w' = w j+T j+T'+δ(4)其中:w j—卷针的宽度;T j —卷针的厚度;T'—卷芯的厚度;δ—系数,一般取0.5~1。
5.极片的设计5.1 极片宽度的确定:极片的宽度Wa根据卷绕的方式不同分别由以下公式确定(正、负极极片的宽度相同):横卷:Wa = L-ω(5)其中:L —电池的长度;ω—系数,根据电池的厚度决定,一般≤3mm的电池取值6.5~7.5mm;>3mm 的电池取值7.0~7.5mm。
竖卷:Wa = L-φ(6)其中:L —电池的长度;ω—系数,一般取值2.5~3.0mm。
5.2 极片长度、面密度的确定:5.2.1试卷电芯极片长度的计算:试卷电芯正极极片长度Lc的计算:以390g/m2的面密度来计算试卷电芯的极片长度。
Lc = C设÷140÷η÷390÷Wa÷2﹢2Wj﹢T'+8 (7)其中:C设—电池的设计容量;η—配方中正极活性物质的百分含量;Wa —极片的宽度;Wj —卷针的宽度;T' —卷芯的厚度。
基于PC104与PLC的锂电池全自动卷绕机控制器设计
图 4 系统任务管理流程图
RT2L inux自 身 提 供 了 两 种 方 式 , 实 时 管 道 RT2 F IFO 和共享内存 [ 627 ] 。 RT2L inux提供的 mbuff的内存 管理机制 ,进程可以指定名字分配一块内存 ,其他进程 以相同名字分配内存时 ,即可完成对该内存的共享 。 共享内存的优点是可以完成大量数据传送并保证极高 的传送速率 。
基于 PC /104和 PLC的卷绕机系统是以任务分解为
如果超时 ,控制器应该重新发送请求 [ 10 ] 。
基础 ,采用基于嵌入式 RT2L inux实时操作系统的方法来
实现。利用 RT2L inux开放性 、模块化
和可扩展性系 统结 构特 性 [4 ] 和多 线
程 /多任务系统环境 ,将复杂的电机控
Geesun Co. L td. Electronic R & D , Shenzhen 518055, China)
A b stra c t:
2
/
’
2
2
2
2
Key words:
2
0 引言
锂离子电池卷绕机 [ 1 ]是锂离子电池制造过程中的 核心生产设备 ,目前锂电池全自动卷绕机仍靠进口日 本和美国设备为主 , 国内设备厂商也取得了 一些 成 果 [ 11 ] ,但大都采用多个 PLC (可编程逻辑控制器 )协作 完成控制系统设计的 。采用 PLC控制 ,开发周期短 、逻 辑控制开发简单 、硬件可靠性高 ,但 PLC在复杂系统中 控制周期长 ,实时性难以保障 。在复杂的控制系统中 , 不同的控制模块实时性要求不同 ,采用统一扫描的方 式 ,影响了实时性要求高的模块 ,导致整个系统的性能 下降 ;其次 PLC对电机的控制策略简单 ,难以实现变速 度高精度的控制 ,并且控制电机越多 , PLC的编程复杂
卷绕式单体锂离子电池设计
卷绕式单体锂离子电池设计前言:目前,电动车包括电动汽车(EV )、电动摩托和电动自行车三大类。
在当前环保的倡导下,电动自行车无疑是社会的最佳选择。
电动自行车以车载电池为动力源,可实现零排放,彻底解决尾气污染,而且动力要求也不错。
铅酸电池技术成熟,成本低,性能稳定,原材料丰富,是目前电动车的的常用电池,但由于铅酸电池比容量不够大,体积较大,铅是污染性金属,较之锂离子电池,锂离子电池比容量高,是铅酸电池的三倍以上,自放电小,循环寿命长,一般在500-1000次,无记忆效应和污染较小等优点,所以锂离子电池在不久的将来必然会成为电动车的理想能源。
1.0设计任务1.设计一种电动自行车用卷绕式单体锂离子电池,额定容量10Ah ; 2.给出所设计的电池制造的工艺流程。
本设计的锂离子电池的电化学表达式为:62()()n C LiPF PEO EC DEC DMC LiCoO --++++ 锂离子电池的成流反应 正极反应:LiCoO 2 ←→ Li 1-x CoO 2 + xLi + + xe 负极反应:6C + xLi + + xe ←→ LixC 6 电池反应:LiCoO 2 + 6C ←→ Li 1-x CoO 2 + LixC 6 1.1正极材料正极活性物质选择LiCoO 2,因为它制备工艺简单,开路电压高,比能量大,循环寿命长,能快速充放电,电化学性能稳定,现已商品化。
LiCoO 2合成方法(溶胶-凝胶法)将Li (Ac )2按一定配比加入溶有PAA (聚丙烯酸)的去离子水中,加热至95℃形成凝胶体,将凝胶在空气气氛下加热至500℃分解,研磨,再将分解产物于700℃左右煅烧3h 得到LiCoO 2。
正极集流体:铝箔 厚度18微米正极配方1.2负极材料负极活性物质选择中间相碳微球(MCMB ),颗粒直径大小在10微米左右,这种颗粒放射状结构,从轴心向外的石墨晶面以之字形取向排列,外侧被一薄覆盖,该薄层的底晶面几乎覆盖了纤维柱的全部表面,纤维的机械结构坚固,即使经过1000次循环,结构也不会破坏。
一种锂电池全自动卷绕装置[实用新型专利]
![一种锂电池全自动卷绕装置[实用新型专利]](https://img.taocdn.com/s3/m/3a05ef060975f46526d3e17e.png)
专利名称:一种锂电池全自动卷绕装置专利类型:实用新型专利
发明人:孟占巍
申请号:CN202021353057.7
申请日:20200710
公开号:CN212783565U
公开日:
20210323
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种锂电池全自动卷绕装置,涉及电池卷绕领域,为达到上述目的,本实用新型的技术方案包括供料辊、卷绕辊和牵引装置;所述牵引装置设置于所述供料辊和所述卷绕辊之间,隔膜纸自所述供料辊穿过所述牵引装置连接至所述卷绕滚;所述牵引装置包括并列设置的第一牵引辊和第二牵引辊,所述第一牵引辊和所述第二牵引辊之间留设有供所述隔膜纸经过的牵引通道,所述第一牵引辊在电机带动下保持与所述卷绕辊相同线速度转动,所述第一牵引辊外围包裹有环形橡胶气囊层,通过向所述环形橡胶气囊层内充气对所述隔膜纸进行夹持。
避免对隔膜纸造成刚性破坏,使得在牵引的过程中更加稳定的进行,提高卷绕的成品率。
申请人:吉安冠佳新能源开发有限公司
地址:343800 江西省吉安市万安县工业园二期
国籍:CN
更多信息请下载全文后查看。
锂电池卷绕机卷绕机毕业设计[管理资料]
![锂电池卷绕机卷绕机毕业设计[管理资料]](https://img.taocdn.com/s3/m/091c5f8f27284b73f3425022.png)
毕业设计说明书题目名称:锂电池卷绕机卷绕机构院系名称:机电学院班级:机自 xxx 班学号:xxxx学生姓名: xxx 指导教师:xxx2001年 05月摘要锂电池卷绕机卷绕机构是锂电卷绕设备中的重要的组成部分,它对电池的质量和寿命有很大的影响,它的设计对电池的自动化会有很大的作用。
其设计的实质是,在完成总体的设计方案以后,就指各个主要零部件的设计、安装、定位等问题,并对个别零件进行强度校核和试验。
并在相关专题中,对轴和轴承的寿命延长进行比较详细的分析。
在各个零部件的设计中,要包括材料的选择、尺寸的确定、加工的要求,结构工艺性的满足,以及与其他零件的配合的要求等。
在强度的校核是,要运用的相关公式,进行危险部位的分析、查表、作图和计算等。
并随后对整体进行安装、工作过程以及工作后的各方面的检查,同时兼顾到维修、保险装置等方面的问题,最后对两个主要工作零件的加工精度、公差选择进行分析,以保证卷绕机构最终设计的经济性和可靠性。
关键词:锂电池、卷绕机、经济性AbstractLithium battery winding machine winding winding device body is lithium important part of its quality and longevity of the battery has a great influence, and its automated design of the battery will have a significant role. The essence of its design, the completion of the overall design of the future, they refer to each of the major components of the design, installation, positioning and other issues, and checking the strength of individual components and testing. And related topics in the life of the shaft and bearings to extend the more detailed analysis. In various parts of the design, to include material selection, determine the size, processing requirements, the structure of the meeting process, and with other parts of the matching requirements. Check the intensity is related to the use of formula for risk parts of the analysis, look-up table, mapping and computing. And the subsequent installation of the whole work process and work in all aspects of the inspection, taking into account the maintenance, insurance, equipment and other issues, the last of the two main working parts of the machining accuracy, Tolerance analysis in order to ensure the winding Final design of economic institutions and reliability.Keywords: lithium battery, winding machine, economy前言时间匆匆,四年一挥而过,毕业在即,需要自己完成最后一个任务:完成毕业设计,为自己能毕业画上一个圆满的句号。
锂离子电池芯体卷绕设备的结构设计及其模拟仿真分析
2
河北工业大学硕士学位论文
A. 手工芯体卷绕机 (如图 1.1 示)
图 1.1 手工芯体卷绕机 Fig. 1.1 Manual coiling machine for the battery (1)手工芯体卷绕机的优点: ①卷绕速度可调。 ②设备简单可靠,维护方便。 ③脚踏开关控制,操作简单。 ④造价低廉。 (2)手工芯体卷绕机的缺点: ①只能适应小批量的生产,不能满足大量生产的需要。 ②生产效率低下。 ③质量无法保证,主要取决与手工操作者的技术熟练程度。 B. 电池半自动芯体卷绕机(见图 1.2) (1)半自动芯体卷绕设备的优点: ①隔膜张力连续可调。 ②在卷绕过程中电芯一致性好,隔膜极片相对位置精度高。 ③隔膜连续,极片在卷绕过程中具有除尘和清除掉粉功能,电芯微短路和自放电小。 ④设备操作简单。 ⑤设备调试时间短,用料少;换型容易,调整时间短。 ⑥设备故障率低,维护容易。 (2)半自动芯体卷绕设备的缺点: ①生产效率仍然不能满足大规模生产的要求。 ②造价相对较高。
其它如广东、北京、上海、深圳、福建、湖北、湖南、贵州、东北等地都在启动锂离子电池生产项 目。
1-2-2 当前国内外锂离子电池生产设备概况 1、 锂离子电池的生产工艺 锂离子电池由于不同的市场需求,分为圆柱形、扁形、方形等不同的种类。但其生产工艺流程基本
相同。 以圆柱电池的生产为例。其一般的工艺流程为:绝缘底圈入筒→卷绕电芯入筒→插入芯轴→焊负极
In this paper,we subdivision the process flow of the involution equipment for core of lithium ion battery, the global function was devided into some parallel functional module such as unreeling of the separator、feeding of electrode、involution and transposition of the core、 pasting of coated fabric、auto cutting of separator and coated fabric.Based on this, correlative mathematical model was analysesed and the structure was designed.
关于全自动锂电池卷绕机的设计分析
随着科技的快速发展,许多行业在生过程中都实现了全自 动化,同时全自动化生,可以提高生产效率,并且能够减少生产 过程中,因为人工操作失误而引起的故障,确保生产的安全性。 锂电池生产是一项对技术要求较高的工作。
在锂电池生产过程中,如果采用半自动卷绕机,将其作为生 锂电池电芯的设备,具体生产过程中,则需要通过人工方式,将 生产中采用的极片放入到生产设备中,这种生产方式不仅会降 低锂电池生的整体效率,而且容易对生产过程中采用的极片造 成污染,会对最终生的锂电池的性能造成影响。可见,加强全自 动锂电池卷绕机的设计研究意义重大。
卷绕部有 3 个工位,包括 3 个卷绕头,在生产锂电池过程中, 应当依次完成卷绕、贴胶、下料作业,各项作业的质量都达到要 求标准,不得存在作业达不到要求标准情况,以免对最终生产的 锂电池的性能产生不良影响。完成卷绕作业后,电芯成品有由下 料机械手在下料工位取下,并且要对其是否存在短路情况进行 检测,再送到传输装置,通过光电传感器器计数后,利用输送带 完成所有成品的输送,将其运输到成品箱中,如果检测到质量存 在问题的成品,则应当将其剔除,其应当被输送到次品箱中。
卷绕式锂离子电池设计规范

卷绕式锂离子电池设计规范一、观察给定型号和客户需求1、型号制定了电池的尺寸(以063048为例,尺寸为6.0×30×48mm)2、客户要求的容量和电池的放电类别(动力型、高温型、普通型),通常而言电池所能达到的容量一般为普通型>高温型>动力型(以便确定所需要的材料)3、材料的选用:3.1容量≥1000mAh的型号,如果客户无容量或高温要求的用正极CN55系列3.2有高温要求的型号,正极材料必须使用Co系列,电解液必须用高温电解液二、卷芯设计1、容量设计根据客户要求的最小容量来确定设计容量。
设计容量(mAh)= 要求的最小容量×设计系数=(长×2-刮粉)×宽÷10000×面密度×理论克容量注:设计系数:标称容量≤200mAh设计系数一般取1.10~1.20;标称容量200<C≤350mAh设计系数一般取1.08±0.02;标称容量C>350mAh设计系数一般取1.07±0.02。
2、卷针的设计2.1 卷针的宽度Wj=电芯的宽度-卷针厚度-电芯的厚度-1.7(根据实际情况而定)2.2 卷针厚度Tj由卷针的宽度决定,具体见卷针统计表。
3、包装膜尺寸设计3.1包装膜膜腔长度的确定:膜腔长度=成品高-顶封宽度(5mm)3.2包装膜膜腔长度的确定:膜腔宽度=成品宽-1.2mm3.3 槽深的设计:槽深H与电芯厚度的关系如下:H = T-α其中:T —电芯的厚度;α—当型号为双坑电池时,α取0.2当型号为单坑电池时,α取-0.23.4 包装袋长、宽尺寸的确定:3.4.1 包装袋宽度:a. 厚度≤5mm的电池铝塑膜宽度为电池本体宽度+(45~50mm),取代5mm的整数倍为规格;b. 厚度﹥5mm的电池铝塑膜宽度为电池本体宽度+(55~60mm),取代5mm的整数倍为规格;3.4.2包装袋长度:铝塑膜长度=成品电池长度×2+10mm5、极片的设计:5.1隔膜宽度=卷芯高度=电芯高度-5mm,(客户容量要求高的小型号电池或极片较宽的各别型号除外);5.2负极片宽度=电芯高度-7mm(客户容量要求高的小型号电池或极片较宽的各别型号除外);5.3正极片宽度=电芯高度-(8~9 mm),(客户容量要求高的小型号电池或极片较宽的各别型号除外);5.4正极片长度设计原则:容量达到客户要求,控制面密度和卷绕圈数5.5负极片长度=正极片长度-半圈长度5.6隔膜长度=负极长度×2+(20~30mm)6、面密度比:6.1 1000mAh以下,面密度比为2.25~2.3,优选2.25;6.2 1000-2000mAh,面密度比为2.2~2.25,优选2.2;6.3 2000-4000mAh面密度比为2.15~2.2,优选2.15;6.4 4000mAh以上,面密度比为2.1~2.15,优选2.1;6.5 CN55系列,面密度比为1.75~1.9,优选1.85;6.6 Mn系列,面密度比为2.5~2.9,NM28为2.5,NM19为2.7,Mn为2.9;6.7 Fe系列,面密度比为2.35;7、极片厚度的确定:为保证极片中活性物质的性能发挥,涂布后的极片要进行适当压片,一般根据材料的压实密度来确定不同面密度的极片的压片厚度。
【毕业论文范文】理科本科毕业论文范文:电池极片卷绕机控制系统设计原理

已重新整理排版,欢迎下载支持【关键字】毕业论文范文理科本科毕业论文范文:电池极片卷绕机控制系统设计原理摘要:关键词:由于电池芯体卷绕设备对各机构的步序和动作精度要求较高,因此本文计划采用plc、张力传感技术等相关的控制技术以及并联机构的协调控制原理来实现预定动作的精确有序。
本设计中要建立初始画面,画面上要分别设置按钮开关,在开关上分别写上压力-、压力+、自动调节、原点回归、压力校正、伺服急停等字样,控制画面如下图:在主机控制窗口中,最主要的是轧辊电机调速控制。
在触摸屏中,电机的启动和调速是一个平滑过程,因此要选用多状态设定元件对plc的数据寄存器内数值进行修改。
以主电机加速粗调节按钮为例,设置为多状态设定元件,其输出地址是d25,设定类型是递加(减速则为递减),递加值是8,轧辊电机转速不能太高。
所以变频器频率上限设成50hz。
根据d/a输出模块转换特性,要将上限值设定成512,对应变频器的51.2hz。
对于减速按钮,要设下限值设为0。
这样限定的d/a模块转换时数值区间是0~512。
元件迟滞时间设置为0.6s,执行速度为0.2s,即按下按钮的时间应不超过0.6s,则d25内的数值加8,如果按住不放的时间超过0.6s,则每隔0.2s,d25内数值就自动增加。
细调时设定需将递加/递减值设置成1,执行速度变成0.1s。
另外,本系统中还设置了手动调节功能,以确保在自动调节出现问题的情况下及时进行补救。
咋触摸屏上我们设置了指示灯,可以显示此时的工作状态。
同时我们又在手动和自动指示灯中间部分,设置脉冲的输出指示,即伺服电机运转指示,当有脉冲输出的时候,会有“脉冲输出中”红色指示灯的出现。
当无红色指示灯显示的时候,即表示电机出现了故障,此时操作者就要根据伺服驱动器上显示异常字母进行故障查询,操作简单方便。
系统中以plc作为控制核心,触摸屏作为人机界面实现对电池极片生产线的自动控制,使操作简便生动。
可以减少操作上的失误,同时也能节省plc的的点数,降低成本,更加人性化,可靠性高,极大的提高电池极片的质量和生产效率。
一种全自动锂电池卷绕机构[实用新型专利]
![一种全自动锂电池卷绕机构[实用新型专利]](https://img.taocdn.com/s3/m/a157303cb9f3f90f77c61b45.png)
专利名称:一种全自动锂电池卷绕机构专利类型:实用新型专利
发明人:周志强
申请号:CN201820320495.X
申请日:20180307
公开号:CN208028183U
公开日:
20181030
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种全自动锂电池卷绕机构,包括:电池卷绕部,包括机架,以及可旋转安装在机架上的轮转齿轮,轮转齿轮内设置有多个以轮转齿轮的中心等角度均布设置的卷绕孔,多个卷绕孔内滑动套接有卷针组件;卷绕驱动部,用于驱动卷针组件以不同转速旋转;拔针机构,包括至少一个用于将卷针组件从卷绕孔内抽出的拔叉。
在同一平台上提供了三个工位,卷绕、贴胶和下料,通过轮转的方式使得三个工位不间断、独立地完成各自工序,机械构造合理巧妙,最大限度地利用了空间,大大提升了设备的工作效率。
申请人:周志强
地址:518000 广东省深圳市罗湖区文锦中路1010号锦绣大厦B栋
国籍:CN
代理机构:广州嘉权专利商标事务所有限公司
代理人:谭晓欣
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
杨振 宇 ,何 佳兵 ,姜 无 疾
(中 山职业 技术 学院机 械 系 ,广 东 中 山 528404)
摘 要 关键 设 备 .提 出了一 种 三卷 绕 头的 全 自动 锂 电
池 卷 绕机 ,描 述 了其 工作 过 程 和 总体 系统构 成 ,对 正 负极 片和 隔膜放 卷 纠偏 装 置 、三卷 绕 头卷 绕
2.1正 、负 极 片 和 隔膜 的 输送 部 件 正 、负极 片 和 隔 膜 的 输 送 装 置 主 要 由放 卷 架 、
张 力控 制 、除 尘 装 置 、纠 偏 装 置 、导送 装 置 等 组 成 。 (1)放卷 及 纠 偏 装 置 。正 、负 极 片 料 卷 及 隔 膜
料 卷 的放 卷 架 为 单悬 臂双 支 承 结 构 ,采 用 交 流 伺 服 电机 驱 动 ,主 动 放 卷 ,并 设 有 伺 服 系 统 自动 纠 偏 机 构 ,带 气 控 阀 的气 动 自动 胀 紧 装 卷 。
(2)张 力控 制 装 置 。 由张 力 摆 臂 、与 摆 臂 联 接 的 编 码 器 和 多个 过 渡 轮 构 成 ,形 成 对 摆 臂 位 置 偏 移 的 闭环控 制 ,可 实现 恒 张 力 控 制 ,张 力 可 通 过 人 机 界 面 进 行 参 数 设 定 ,以进 行 张 力调 节 。
(3) 除尘 装 置 。该 装 置 采 用 旋 转 毛 刷 双 面 清 理 ,负压 抽 吸 的方 式 除 去 极片 两 面 上 的灰 尘 。
收 稿 日期 :2011-06.27
产 方 式 ,需 要 人 工 放 入 极 片 ,不 但 生 产 效 率 低 下 , 而且容 易造成极片污染 ,卷绕 电芯也不能达到 良 好 的一致性 ,以保证锂 电池 具有高可靠 的安全性 能[1]。本 文 主 要 从 机 械 构 成 上 介 绍 一 种 三 卷 绕 头 的全 自动 锂 电池 电芯 卷 绕 机 的 设 计 。
文 献标 识码 :B
文 章编 号 :1004—4507(201 1)07—0053.04
The Design of Autom atic Lithium -ion Batteries W inding M achine
YANG Zhenyu,HE Jiabing,JIANG Wuji
(Zhongshan Polytechnic,Zhongshan 528404,China)
锂 离 子 电 池 由于 高 效 、清 洁 、使 用 方 便 等 优 点,得到越来越广泛地应用 ,锂 离子 电芯卷绕机是 生产锂离子 电池 的关键设备 。 目前我 国的大多数 锂 电生 产 行 业 仍 采 用 两 工 位 、两 卷 绕 头 的 半 自动 卷 绕 机 作 为 锂 电池 电芯 生 产 的主 要 方 式 , 这 种 生
专用 设 备 设 计
电 子 工 业 毫 用 设 备
-
1 全 自动 卷 绕 机 的 工 作 过 程
2 全 自动 卷 绕 机 的 总 体 结 构 设 计
全 自动 锂 电池 卷 绕 机 主 要 解 决 自动 放 料 、卷 绕 、贴终止胶带、下料 4个主要工序 的 自动化衔 接 问题 ,以大 幅 提 高 生产 效 率 ,保 证 电芯 成 品 的 卷 绕 精 度 和 一 致 性 。 全 自动 卷 绕 机 的工 作 过 程 如 图 1 所 示 。
Abstract: Lithium-—ion batteries winding machine is the key equipment of lithium·-ion batteries production,this paper presents a three-winding autom atic lithium battery winding machine,describes its w orking process and the overall system structure.The paper further describes in detail the design and implementation of the unreeling and deviation rectif ication mechanism of electrode f ilm s or the separator f ilms and the three-winding-head winding m echanism .The autom atic lithium batter y winding m achine solves the problem s of autom ated interface of the four main processes such as the automatic unreeling,winding,pasting of coated fabric and baiting,increases the production ef i ciency Keywords:Lithium -ion battery;Batter y cell;Autom atic winding machine;W inding
全 自动 锂 电池 卷 绕 机 主 要 由正 负 极 片 、 隔 膜 输 送 部 件 ,卷 绕 部 件 ,终 止 胶 带 贴 胶 装 置 ,下 料 机 械 手 及 检 测 装 置 ,成 品传 送 和 分 检 ,以及 电气 控 制 和 人 机 控 制 系 统 所 构 成 ,其 总 体 结 构 如 图 2所 示 。
机 构 设 计 的 实现进 行 了阐述 ,解 决 了 自动放 卷 、卷绕 、贴 终 止胶 带 、下料 4个 主要 工序 的 自动 化衔
接 问题 ,大幅提 高 了生产 效 率 。
关 键 词 :锂 离 子 电池 ;电芯 ;全 自动 锂 电池 卷绕 机 ;卷 绕
中图分 类 号 :TM91 1.48