钢结构零件及部件(制孔)质量检查记录
零件及部件加工检验批质量验收记录

零件及部件加工检验批质量验收记录编号:
填表说明:
1、检验批容量填写: 同一检验批内,填写构件的总数
2、最小/实际检查数量栏中,实际检查数量:按实填写且不少于最小数量。
1)材料进场:质量证明文件全数检查;抽样数量按进场批次和产品的抽样检验方案确定。
2)2~5:全数检查。
3)螺栓球、焊接球加工:每种规格抽查 5%, 且不应少于3个。
4)制孔:按钢构件数量抽查 10%, 且不应少于3件。
5)材料规格尺寸:全数检查。
6)钢材表面质量:全数检查。
7)切割精度:按切割面数抽查 10%, 且不应少于3个。
8)矫正质量:全数检查。
9)边缘加工精度:按加工面数抽查 10%, 且不应少于3个。
10)螺栓球、焊接球加工精度:每种规格抽查 5%, 且不应少于3个。
11)管件加工精度:按杆件数抽查 10%, 且不应少于3个。
12)制孔精度:按规格抽查 10%, 且不应少于3个。
表头中“施工依据”栏目应依照实
际的施工操作依据填写,如施工企业的操作规程、工法、施工工艺标准。
钢构件(单节、多节钢柱)组装检验批质量验收记录编号:。
钢结构加工焊接焊缝外观质量检查记录

钢结构加工焊接焊缝外观质量检查记录工程名称: 检查日期缺陷类型未焊满 根部收缩 咬边弧坑裂纹结果允许偏差(mm)二级 三级 二级三级二级三级 二级 三级≤0.2+0.02t ≤1.0≤0.2+0.04t ≤1.0≤0.2+0.02t ≤1.0 ≤0.2+0.04t ≤1.0≤0.05t 、≤0.5连续长度《100 ≤0.1t 、≤1.0允许存在个别长度≤0.2的弧坑裂纹每100.0焊缝内缺陷总长≤25.0长度不限焊缝两侧咬边总长≤10%焊缝全长长度不限检查构件 焊缝 检查情况构件名称 编号 数量 类型 条数 钢柱 GZ1 25 0.3 0.6 0.3 0.6 √ 0.5 √ 合格1、每条检查一处,总抽查数不小于10处。
2、焊缝感观质量,每批同类构件抽查10%,且不小于3处,被抽查件中每件焊缝按数量各抽查5%,总抽查处不少于5处。
3、二级焊缝咬边深度≤0.5,但不得超过焊缝长度≤100%。
焊工: 质检员:钢结构零件及部件加工(矫正和成型)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.3.1条钢材矫正后的允许偏差(㎜)表面质量冷矫正加工环境温度碳素钢和低合钢热矫正时加热温度钢板的局部平面度(△)型钢弯曲矢高角钢的垂直度槽钢翼缘对腹板的垂直度工字钢、H型钢翼缘对腹板的垂直度不能有明显的凹面和损伤及划痕碳素钢低合金结构钢t≤14t>14允许偏差(㎜)不低于不应超过900℃1.5 1.0l∕100,≯5.0b∕100,双肢栓接不得大于90°b∕80b∕100,≯2.0划痕深度≯0.5且≯负偏差的1∕2﹣16℃﹣12℃构件号零部件抽查件检查情况(㎜)规格数量编号数量GZ2a 8 3 1.2 2.0 0.1注:1、冷矫正的加工温度全数检查制作工艺报告和施工记录; 2、钢材矫正后允许偏差,按矫正件抽查10%,不少于3件;3、t-为加工件厚度,l-为构件长度,M-为1米长度范围,b-为型钢肢宽;4、7.3.1条为主控项目。
钢结构工程检验批质量验收记录表
钢结构工程检验批质量验收记录表旁站监理方案本文介绍了钢结构零部件加工工程的检验批质量验收记录表,以及钢构件组装工程检验批质量验收记录表。
其中,钢结构天桥和吊车梁(桁架)是本文中需要进行验收的两个部位。
钢结构零部件加工工程检验批质量验收记录表中,需要检验的内容包括材料品种、规格、钢材复验、切面质量、矫正和成型、边缘加工和制孔等方面。
具体的验收标准和规定在表格中有详细说明。
钢构件组装工程检验批质量验收记录表中,需要检验的内容包括焊接H型钢接缝、焊接H型钢精度、焊接组装精度、顶紧接触面、轴线交点错位、焊缝坡口精度、铣平面保护和外形尺寸等方面。
同样,具体的验收标准和规定在表格中有详细说明。
在进行验收时,需要由专业工长(施工员)进行检查评定,并由施工单位进行检查评定记录。
如果符合验收标准和规定,则为合格,否则为不合格。
最后,本文提供了监理(建设)单位验收结论的空白表格,需要由专业监理工程师进行填写,并由建设单位项目专业技术负责人进行签字确认。
总之,本文提供了一份完整的钢结构零部件加工工程和钢构件组装工程的验收记录表格,有助于确保工程质量的合格性。
项目经理XXX加强分包项目经理施工执行标准名称及编号为《钢结构工程施工质量验收规范》(GB-2001)。
其中,多层板叠螺栓孔第9.2.1条规定施工单位检查评定记录监理(建设)单位验收记录通过率应达标。
经检查,主控项目符合要求,一般项目抽样检查均符合设计及规范要求。
针对涂料性能第4.9.1条,涂装基层验收、涂层厚度、涂料质量、表面质量、附着力测试、标志等方面的验收,施工单位检查评定记录应符合设计标准要求。
经检验,涂层符合要求,无结皮、结块、误涂、漏涂,标志清晰。
施工班组长表示主控项目检验合格,一般项目抽样检验符合设计及规范要求。
针对钢结构防火涂料涂装工程的验收,施工单位检查评定记录应符合《钢结构工程施工质量验收规范》(GB-2001)的规定。
涂层表面质量的验收应符合第14.3.6条。
钢结构(零件及部件加工)分项工程检验批质量验收记录
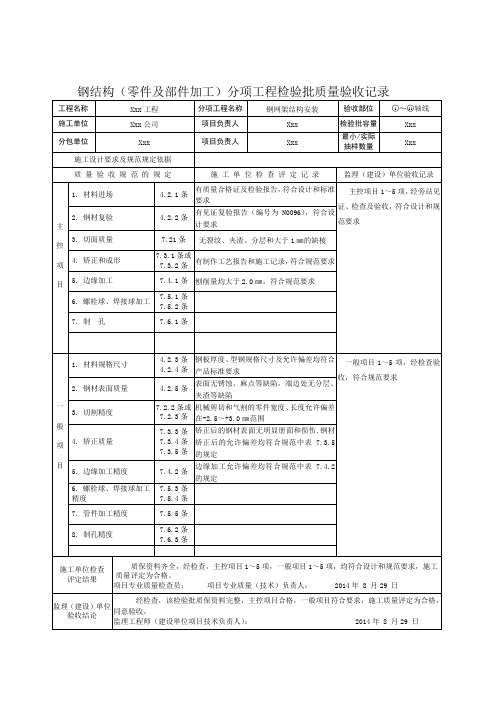
SG—T066填写说明一、本表适用于钢结构(零件及部件加工)分项工程检验批质量的检查验收记录.钢零件及部件加工工程,可按相应的钢结构制作工程或钢结构安装工程检验批的划分原则划分为一个或若干个检验批。
二、主控项目中:1.钢材、钢铸件的品种、规格、性能等应符合产品标准和设计要求;进口钢材产品的质量应符合设计要求和合同规定标准的要求。
2.国外进口钢材;钢材混批;板厚≥40mm,且设计有Z向性能要求的厚板;建筑结构安全为一级,大跨度钢结构中主要受力构件所采用的钢材;设计有复验要求的钢材;对质量有疑义的钢材等均应进行抽样复验,其复验结果应符合产品标准和设计要求。
3.钢材切割面或剪切面应无裂纹、夹渣、分层和大于1mm的缺棱。
4.碳素结构钢在环境温度低于±16℃,低合金结构钢在环境温度低于-12℃时,不应进行冷矫正和冷弯曲。
碳素结构钢和低合金结构钢在加热矫正时,加热温度不应>900℃。
低合金结构钢在加热矫正后应自然冷却。
零件采用热加工成形时,加热温度应控制在900℃~1000℃;碳素结构钢和低合金结构钢在温度分别下降至700℃和80O℃之前,应结束加工;低含金结构钢应自然冷却。
5.气割或机械剪切的零件,需要进行边缘加工时,其刨削量不应小于2.0mm。
6.螺栓球成形后,不应有裂纹、褶皱、过烧。
钢板压成半球后,表面不应有裂纹褶皱;焊接球其对接坡口应采用机械加工,对接焊缝表面应打磨平整。
7.A、B级螺栓孔应具有H12的精度,孔壁表面粗糙度Ra不应大于12.5μm。
其孔径的允许偏差应符合表7.6.1-1的规定。
C级螺栓孔,孔壁表面粗糙度Ra不应大于25 μm,其允许偏差应符合表7.6.1-1的规定。
C级螺栓孔,孔壁表面粗糙度Ra不应大于25μm,其允许偏差应符合表7.6.1-1的规定。
三、一般项目中:1.钢材厚度和型钢的规格尺寸以及允许偏差应符合其产品设计标准的要求。
2.钢材的表面外观质量应符合国家有关标准的规定,且应符合下列规定:①当钢材的表面有锈蚀、庥点或划痕等缺陷,其深度不得大于该钢材厚度负允许偏差值的1/2;②钢材表面的锈蚀等级应符合GB8923《涂装前钢材表面锈蚀等级和除锈等级》规定的C级及C级以上;③钢材端边或断口处不应有分层、夹渣等缺陷。
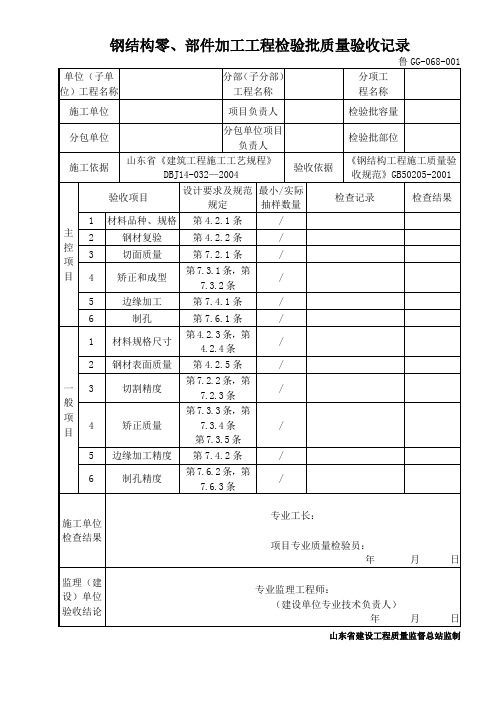
鲁GG068钢结构零、部件加工工程检验批质量验收记录
山东省建设工程质量监督总站监制
钢结构零、部件加工工程检验批质量验收记录
鲁GG-068-001
单位(子单位)工程名称
分部(子分部)工程名称
分项工
程名称
施工单位
项目负责人
检验批容量
分包单位
分包单位项目负责人
检验批部位
施工依据
山东省《建筑工程施工工艺规程》DBJ14-032—2004
验收依据
《钢结构工程施工质量验收规范》GB50205-2001
主
控
项
目
验收项目
设计要求及规范规定
最小/实际抽样数量
检查记录
检查结果
1
材料品种、规格
第4.2.1条
/
2
钢材复验
第4.2.2条
/
3
切面质量
第7.2.1条
/
4
矫正和成型
第7.3.1条,第7.3.2条
/
5
边缘加工
第7.4.1条
/
6
制孔
第7.6.1条
/
一
般
项
目
1
材料规格尺寸
第4.2.3条,第4.2.4条
/
2
钢材表面质量
第4.2.5条
/
3
切割精度
第7.2.2条,第7.2.3条
/
4
矫正质量
第7.3.3条,第7.3.4条
第7.3.5条/5边缘加工精度第7.4.2条
/
6
制孔精度
第7.6.2条,第7.6.3条
/
施工单位检查结果
专业工长:
项目专业质量检验员:
年月日
监理(建设)单位
验收结论
钢结构工程检验批质量验收记录表
钢结构工程检验批质量验收记录表
施工测量放线报验单工程名称:贡山县丹当公园修复(二期)工程
土方开挖工程检验批质量验收记录表TJ4.1.1
钢结构零件及部件加工工程检验批质量验收记录
GB50202-2001
钢结构零件及部件加工工程检验批质量验收记录
GB 50205-2001
钢结构防火涂料涂装工程检验批质量验收记录
钢结构制作(安装)焊接检验批质量验收记录
钢构件(钢梯、平台及栏杆)安装检验批质量验收记录表
T
防腐涂料涂装检验批质量验收记录表
技术交底记录GJ1.4
注:本记录一式两份,一份交接受交底人,一份存档。
结构工程质量控制资料核查表GJ1.7
钢结构工程观感质量检查记录GJ1.9
焊缝检查记录GJ2.3.1(通用表)(强制性条文检查通用表)。
钢结构施工检查记录表(1-24)
施工检查记录表钢构001 工程名称及部位:年月日项目负责人:班长:质检员:零部件切割加工施工检查记录表工程名称及部位:年月日钢构002项目负责人:班长:质检员:钢构件组装、焊接H型钢施工检查记录表工程名称及部位:年月日钢构003项目负责人:班长:质检员:焊接连接制作组装质量施工检查记录表工程名称及部位:年月日钢构004项目负责人:班长:质检员:单层钢柱制作外形尺寸施工检查记录表工程名称及部位:年月日钢构005项目负责人:班长:质检员:钢桁架制作外形尺寸施工检查记录表工程名称及部位:年月日钢构006项目负责人:班长:质检员:焊接实腹梁外形尺寸施工检查记录表工程名称及部位:年月日钢构007项目负责人:班长:质检员:多节钢柱制作外形尺寸施工检查记录表工程名称及部位:年月日钢构008项目负责人:班长:质检员:钢平台、钢梯和防护栏杆外型尺寸施工检查记录表工程名称及部位:年月日钢构009项目负责人:班长:质检员:墙架、檩条、支撑系统外型尺寸施工检查记录表工程名称及部位:年月日钢构010项目负责人:班长:质检员:压型金属板制作施工检查记录表工程名称及部位:年月日钢构011项目负责人:班长:质检员:构件焊接施工检查记录表工程名称及部位:年月日钢构012项目负责人:班长:质检员:构件涂装隐蔽工程施工检查记录表工程名称及部位:年月日钢构013项目负责人:班长:质检员:钢构件预拼装施工检查记录表工程名称及部位:年月日钢构014项目负责人:班长:质检员:主体结构安装施工检查记录表工程名称及部位:年月日钢构015项目负责人:班长:质检员:多层及高层钢结构中构件安装检查记录表工程名称及部位:年月日钢构016项目负责人:班长:质检员:钢结构普通紧固件连接施工检查记录工程名称及部位:年月日钢构017项目负责人:班长:质检员:高强度螺栓连接施工检查记录工程名称及部位:年月日钢构018项目负责人:班长:质检员:钢平台、钢梯和防护栏杆安装施工检查记录表工程名称及部位:年月日钢构019项目负责人:班长:质检员:墙架、檩条等次要构件安装施工检查记录表工程名称及部位:年月日钢构020项目负责人:班长:质检员:压型金属板安装施工检查记录表工程名称及部位:年月日钢构021项目负责人:班长:质检员:钢管构件制作外形尺寸施工检查记录表工程名称及部位:年月日钢构022项目负责人:班长:质检员:金属门窗(涂色镀锌钢板门窗)安装施工检查记录表工程名称及部位:年月日钢构023项目负责人:班长:质检员:特种门安装施工检查记录表工程名称及部位:年月日钢构024项目负责人:班长:质检员:。
钢结构检验批验收记录表(全)
2
钢材表面质量
第7.2.5条
10/12
抽查12处,合格12处
100%
3
切割精度
第7.2.2条
第7.2.3条
全/10
抽查10处,合格10处
100%
4
矫正质量
第7.3.3条
第7.3.4条
第7.3.5条
10/10
抽查10处,合格10处
100%
5
边缘加工精度
第7.2.4条
10/10
抽查10处,合格10处
/
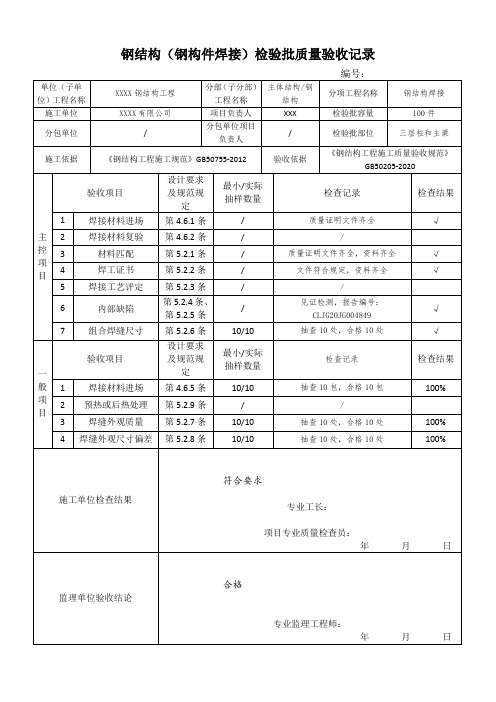
检验批部位
1轴~10轴
施工依据
《钢结构工程施工规范》GB50755-2012
验收依据
《钢结构工程施工质量验收规范》GB50205-2020
主控项目
验收项目
设计要求及规范规定
最小/实际
抽样数量
检查记录
检查结果
1
基础验收
第10.2.1条、
第10.2.2条、
第10.2.3条、
第10.2.4条
10/10
抽查10处,合格10处
验收依据
《钢结构工程施工质量验收规范》GB50205-2020
主控项目
验收项目
设计要求及规范规定
最小/实际
抽样数量
检查记录
检查结果
1
焊接材料进场
第4.6.1条
/
质量证明文件齐全
√
2
焊接材料复验
第4.6.2条
/
/
3
材料匹配
第5.2.1条
/
质量证明文件齐全,资料齐全
√
4
焊工证书
第5.2.2条
/
文件符合规定,资料齐全
主要材料、构配件质量检查记录
主要材料、构配件质量检查记录
1. 主要材料的质量检查,对于制造产品所使用的主要材料,需
要进行严格的质量检查。
这包括原材料的外观、尺寸、化学成分、
物理性质等方面的检验。
例如,如果使用金属材料,需要检查其硬度、强度、延展性等机械性能;如果使用塑料材料,需要检查其耐
热性、耐化学腐蚀性等特性。
质量检查记录应包括原材料的供应商
信息、批号、检验结果等内容。
2. 构件的质量检查,对于产品的构配件,需要进行尺寸、外观、装配性能等多方面的检查。
尺寸检查要求符合设计图纸的要求,外
观检查要求无明显的表面缺陷,装配性能要求能够满足产品的功能
要求。
质量检查记录应包括构配件的编号、检验项目、检验结果等
信息。
3. 检验记录的保存和管理,质量检查记录应当及时、完整地填写,并保存在指定的质量档案中。
这些记录对于产品的质量追溯和
质量管理具有重要意义,因此需要建立健全的档案管理制度。
总之,主要材料、构配件质量检查记录对于产品质量的控制和
保证至关重要,需要严格按照相关标准和规定进行操作。
只有确保
原材料和构配件的质量符合要求,才能生产出合格的产品,满足客户的需求。
1-1-9钢结构-5_钢结构(零件及部件加工)工程检验批质量验收记录
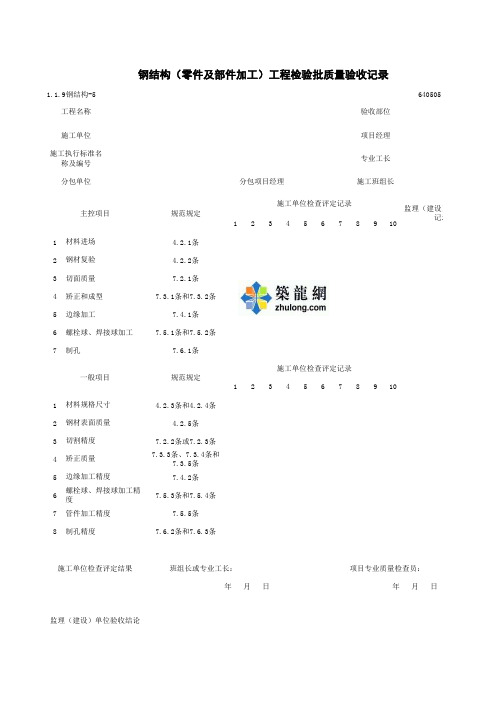
640505
1
2
3
4
5
6
7
8
9
10
1 4.2.1条
2 4.2.2条37.2.1条47.3.1条和7.3.2条
57.4.1条67.5.1条和7.5.2条
7
7.6.1条
1
2
3
4
5
6
7
8
9
10
1 4.2.3条和4.2.4条
2 4.2.5条37.2.2条或7.2.3条47.3.3条、7.3.4条和7.3.5条
57.4.2条
67.5.3条和7.5.4条77.5.5条8
7.6.2条和7.6.3条
监理(建设)单位验收部位项目经理专业工长施工班组长
项目专业质量检查员:
分包项目经理
施工单位检查评定记录
施工单位检查评定记录
班组长或专业工长:
年 月 日
年 月 日
制孔
材料规格尺寸一般项目
制孔精度
规范规定
规范规定
材料进场钢材复验切面质量矫正和成型边缘加工
螺栓球、焊接球加工施工单位检查评定结果监理(建设)单位验收结论
钢材表面质量切割精度矫正质量边缘加工精度
螺栓球、焊接球加工精度管件加工精度钢结构(零件及部件加工)工程检验批质量验收记录
1.1.9钢结构-5
工程名称施工单位
施工执行标准名称及编号
分包单位
主控项目
年 月 监理工程师(建设单位项目技术负责人):
注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量检查员等进行验收。
)单位验收记录日
月 日验收。
钢结构工程检验批质量验收记录表全套

垂直度
(H/2500+10.0),且≤50。0
12
10
30
40
10
24
整体
平面弯曲
L/1500,且≤25。0
10
8
11
19
12
9
一般项目
1
钢柱等主要构件中心线及标高基准点标记应齐全
钢柱Байду номын сангаас主梁的中心线标高基准点标识齐全
2
钢结构表面应干净,不应有疤痕、泥沙等污垢
表面干净、无疤痕、泥沙
3
构件安装允许偏差(mm)
钢结构
GB50202-2001
工程名称
大冶有色金属责任公司环境集烟系统综合处理项目
检验部位
45万方钢结构平台9.6m平台
总包单位
湖南株洲三特环保股份有限公司
项目经理
分包单位
山东省显通安装工程有限公司
分包项目经理
监理
(建设)
单位
验收
意见
执行企业标准名称及编号
《钢结构工程施工质量验收规范》GB50202—2001
三处3~4.5弧坑裂纹
电弧擦伤
-
允许存在个别擦伤
五处电弧擦伤
接头
不良
缺口深度0。05t且≤0.5
缺口深度0。1t且≤1.0
0.2
0.2
0.2
0。3
0.5
0。1
每1000。0焊缝不应超过1处
0
0
0
1
表面
夹渣
-
深≤0。2t,长≤0.5t
且≤20.0
12
4
11
5
4
12
表面
气孔
—
最新版 钢结构(零件及部件加工)分项工程检验批质量验收记录(范例)
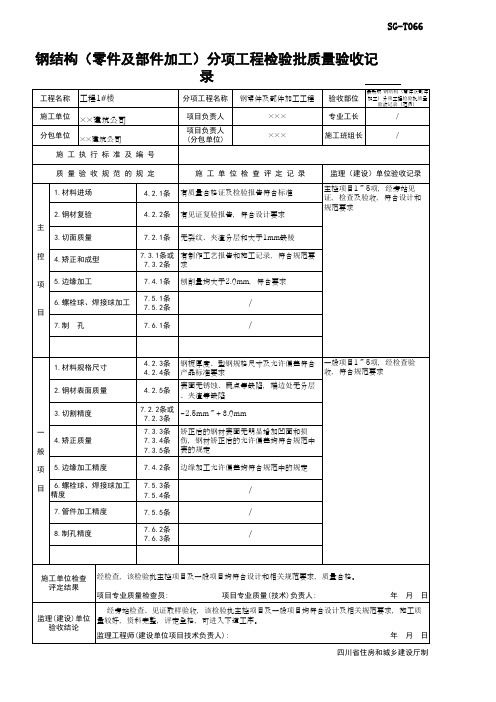
4.2.4条 产品标准要求
收,符合规范要求
4.2.5条
表面无锈蚀、麻点等缺陷,端边处无分层 、夹渣等缺陷
7.2.2条或 7.2.3条
-2.5mm~+3.0mm
7.3.3条 矫正后的钢材表面无明显增加凹面和损 7.3.4条 伤,钢材矫正后的允许偏差均符合规范中 7.3.5条 表的规定
项 5.边缘加工精度 目 6.螺栓球、焊接球加工
精度
7.4.2条 边缘加工允许偏差均符合规范中的规定
7.5.3条 7.5.4条
/ห้องสมุดไป่ตู้
7.管件加工精度
7.5.5条
/
8.制孔精度
7.6.2条 7.6.3条
/
施工单位检查 评定结果
经检查,该检验批主控项目及一般项目均符合设计和相关规范要求,质量合格。
项目专业质量检查员:
项目专业质量(技术)负责人:
年月日
经旁站检查、见证取样验收,该检验批主控项目及一般项目均符合设计及相关规范要求,施工质
SG-T066
钢结构(零件及部件加工)分项工程检验批质量验收记 录
工程名称 工程1#楼 施工单位 ××建筑公司 分包单位 ××建筑公司
施工执行标准及编号
分项工程名称
项目负责人 项目负责人 (分包单位)
钢零件及部件加工工程 ××× ×××
验收部位 专业工长
最新版 钢结构(零件及部件 加工)分项工程检验批质量
控 4.矫正和成型
7.3.1条或 有制作工艺报告和施工记录,符合规范要 7.3.2条 求
项 5.边缘加工
6.螺栓球、焊接球加工 目
7.制 孔
7.4.1条 刨削量均大于2.0mm,符合要求
7.5.1条 7.5.2条
钢结构分项工程检验批质量验收记录

1
材料规格尺寸
第4.2.3条和
第4.2.4条
合格
合格
/
2
钢材表面质量
第4.2.5条
合格
合格
/
3
切割精度
第7.2.2条和
第7.2.3条
合格
合格
/
4
矫正质量
第7.3.1条、
第7.3.2条、
第7.3.3条和第7.3.5条
合格
合格
/
5
边缘加工精度
第7.4.2条
合格
合格
/
6
螺栓球、焊接球加工精度
第7.5.3条和
第8.4.2条
合格
合格
/
7
铣平面保护
第8.4.3条
/
/
/
8
外型尺寸
第8.5.2条
合格
合格
/
施工单位检验评定结果
班组长质检员
或专业工长:或项目技术负责人:
年月日年月日
监理(建设)单位验收结论
监理工程师(建设单位项目技术人员)年月日
钢结构(钢结构焊接)分项工程检验批质量验收记录
工程名称
检验批部位
施工单位
标志
第14.2.5条
合格
合格
/
施工单位检验评定结果
班组长质检员
或专业工长:或项目技术负责人:
年月日年月日
监理(建设)单位验收结论
监理工程师(建设单位项目技术人员)年月日
钢结构(高强度螺栓连接)分项工程检验批质量验收记录
工程名称
检验批部位
施工单位
项目经理
监理单位
总监理工程师
施工依据标准
钢结构工程施工质量验收规范
材料、构配件进场检验记录表
材料、构配件进场检验记录表
摘要:
一、引言
二、不锈钢焊接件退火温度的概念和作用
三、退火温度对不锈钢焊接件的影响
四、不锈钢焊接件退火处理的具体方法
五、总结
正文:
一、引言
不锈钢焊接件在焊接过程中,由于高温和压力的影响,会产生残余应力和晶间腐蚀倾向。
为了消除这些不良影响,需要对焊接件进行退火处理。
退火温度是退火处理过程中一个非常关键的参数,它直接影响到不锈钢焊接件的性能和质量。
二、不锈钢焊接件退火温度的概念和作用
退火温度是指将不锈钢焊接件加热到一定温度,并保持一段时间,以消除焊接残余应力和晶间腐蚀倾向的热处理过程。
退火温度的选择需要综合考虑不锈钢的材质、焊接方式、焊接材料等因素。
三、退火温度对不锈钢焊接件的影响
退火温度对不锈钢焊接件的影响主要表现在以下几个方面:
1.退火温度过高,会导致不锈钢中的碳化物析出,引起晶间腐蚀,降低焊接件的性能。
2.退火温度过低,无法有效消除焊接残余应力和晶间腐蚀倾向,影响焊接件的使用寿命。
3.退火温度的选择应根据不锈钢的材质和焊接条件来确定,一般应在300-350 度之间,不应超出450 度。
四、不锈钢焊接件退火处理的具体方法
不锈钢焊接件退火处理的具体方法如下:
1.将焊接件加热到预定的退火温度,保温一定的时间。
2.保温结束后,采用水浴或空气冷却的方式,使焊接件快速冷却至室温。
3.退火处理后的焊接件,需要进行严格的质量检测,确保其性能和质量满足要求。
五、总结
不锈钢焊接件退火温度是退火处理过程中非常关键的参数,选择合适的退火温度,可以有效消除焊接残余应力和晶间腐蚀倾向,提高焊接件的性能和质量。
钢零部件加工检验批质量验收记录

/
第4.2.5条
/
第7.2.2条和 第7.2.3条
/
第7.3.3条、
第7.3.4条和
/
第7.3.5条
第7.4.2条
/
第7.6.2条和 第7.6.3条
/
施工单位 检查结果
专业工长: 项目专业质量检查员:
年月日
监理单位 验收结论
专业监理工程师: 年月日
检查记录
检查 结果
2
主3 控 项 目4
5
钢材复验 切面质量 矫正和成型 边缘加工
第4.2.2条
/第7Βιβλιοθήκη 2.1条/第7.3.1条或 第7.3.2条
/
第7.4.1条
/
6 1 2 一3 般 项 目4 5 6
制孔 材料规格尺寸 钢材表面质量
切割精度 矫正质量 边缘加工精度 制孔精度
第7.6.1条
/
第4.2.3条和 第4.2.4条
单位(子单位) 工程名称
钢零部件加工检验批质量验收记录
GD-C5-71183 0 0 1
00
分部(子分部) 工程名称
分项工程名称
施工单位
项目负责人
检验批容量
分包单位
施工依据
验收项目
1
材料品种、规格
分包单位 项目负责人
设计要求及 规范规定
第4.2.1条
验收依据
最小/实 际
抽样数量
/
检验批部位
《钢结构工程施工质量验收规范》 GB50205-2001
钢结构工程监理平行检验记录(附填表指南)

企业logo 企业文化
XXX项目
XX标段
钢结构监理平行检验记录XX建设项目管理有限公司
监理工程师平行检验记录钢结构普通紧固件连接工程
监理工程师平行检验记录钢结构零件及部件加工工程
监理工程师平行检验记录钢结构构件组装工程
监理工程师平行检验记录
钢构件焊接工程
钢构件预拼装工程
单层结构安装工程
多层及高层结构安装工程
监理工程师平行检验记录钢管桁架结构安装工程
钢结构高强度螺栓连接工程
钢结构防腐涂料涂装工程
钢结构防火涂料涂装工程
压型金属板工程。
钢构质量检查记录表

不允许
B﹤20:0-3.0 B﹥20:0-4.0
d﹤0.15t,且≦2.0
(表-2)
每50.0焊缝长度 内允许直径≦0.4 t,且≦3.0的气 孔2个,孔距≧6
倍孔径
B﹤20:0-4.0 B﹥20:0-5.0
缺口深度0.05 缺口深度0.1t,
t,且≦0.5
且≦1.0
表面夹渣
不允许
深≦0.2t,长≦ 0.5t,且≦20.0
表面气孔
对接焊缝余高 c
对接焊缝错边 d
T形接 头、十 字接头 、角接 接头等 要求熔 透的对 接和角 对接组 合焊缝
设计有 疲劳验 算要求 焊 的吊车 脚 梁或类 尺 似构件 寸 的腹板 与上翼 缘连接
平脚面 的翘曲
△ 柱身弯 曲矢高
梁长度 L
梁端头 接板处
焊缝
柱底面 处焊缝
牛脚处 的焊缝
檩条连 接支座
间距
端部有凸缘支座板 其它形式
不允许有缺陷 不允许有缺陷 不允许有缺陷
2.0 H/1200且不应
大于12.0 0-5.0 ±L/20000 ±10.0
焊缝饱满均匀
焊缝饱满均匀
焊缝饱满均匀
±5.0
存在问题
零件编号
检查数量
检查项目 外观检查
质量要求
检查数量
实检情况
焊成凹形的角焊缝,焊缝金属与母材间 应平缓过渡;加工成凹形的焊缝,不得
在其表面留下切痕
每批同类构件抽 查10%,且不应
少于3件
焊缝感观应达到:外形均匀、成型较好, 焊道与焊道、焊道与基本金属间过渡较平
钢结构零部件加工检验批质量验收记录
钢结构零部件加工检验批质量验收记录日期:2024年5月10日地点:钢结构零部件加工厂项目:大型钢结构建筑项目一、检验单位:第三方检测机构二、被检单位:钢结构零部件加工厂三、检验人员:质检工程师、工程技术人员四、检验内容:钢结构零部件加工质量验收五、检验标准:国家有关钢结构零部件加工技术标准及设计图纸要求六、检验装备:测量工具、设备等七、检验结果:符合/不符合八、检验记录:如下一、样品准备在检验前,从被检单位随机抽取了各类钢结构零部件样品作为抽样检验的对象。
被检单位按照检验单位的要求将样品整理妥善,并送至检验单位进行检验。
二、检验项目1.钢板尺寸:对钢板尺寸进行测量,与设计图纸要求进行比对,确认尺寸是否符合要求。
2.焊缝质量:对钢结构零部件的焊缝进行目测和无损检测,检查焊接质量是否符合相关标准要求。
3.表面处理:对钢结构零部件的表面处理质量进行目测和触摸检查,确认表面处理是否均匀、光滑。
4.材料检验:对钢结构零部件的材料进行化学成分分析和物理性能测试,确认材料是否符合相关标准要求。
5.组件安装:对钢结构零部件的组件安装进行检查,确认安装是否正确、牢固。
6.预紧力检测:对钢结构零部件的螺栓紧固力进行检测,确认螺栓紧固是否符合相关标准要求。
7.表面涂层:对钢结构零部件的表面涂层进行目测和厚度检测,确认涂层质量是否符合相关标准要求。
三、检验过程1.钢板尺寸:对每个钢板进行测量,记录尺寸数据,并与设计图纸要求进行比对,确认尺寸是否符合要求。
2.焊缝质量:对焊缝进行目测,观察焊缝的形状和质量,并对焊缝进行无损检测,使用超声波检测仪对焊缝进行探伤,记录检测结果。
3.表面处理:对钢结构零部件的表面进行目测和触摸检查,确认表面处理质量是否符合要求。
4.材料检验:从每个样品中采取适量的材料进行化学成分分析和物理性能测试,使用光谱仪分析钢板材料的化学成分,使用硬度计测试钢板材料的硬度,记录分析结果。
5.组件安装:观察钢结构零部件的组件安装情况,检查安装是否正确、牢固。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢结构零件及部件(制孔)质量检查记录(7.6.1,7.6.2,7.6.3条)
GB50205-2001 检查批次:共3 批,第1 批
2、对螺孔孔距偏差超过标准值时,应采用与母材相匹配的焊条补焊班组长质检员:
后重新钻孔。
对补孔数量进行全数检查;或专业工长:金勇或项目技术负责人:沈永辉4、7.6.1条为主控项目。
2013年6月15 日2013 年6 月18 日
表13
钢结构零件及部件(制孔)质量检查记录(7.6.1,7.6.2,7.6.3条)
GB50205-2001 检查批次:共3 批,第2 批
2、对螺孔孔距偏差超过标准值时,应采用与母材相匹配的焊条补焊班组长质检员:
后重新钻孔。
对补孔数量进行全数检查;或专业工长:金勇或项目技术负责人:沈永辉4、7.6.1条为主控项目。
2013年6月16 日2013 年6 月18 日
表13
钢结构零件及部件(制孔)质量检查记录(7.6.1,7.6.2,7.6.3条)
GB50205-2001 检查批次:共3 批,第3批
2、对螺孔孔距偏差超过标准值时,应采用与母材相匹配的焊条补焊班组长质检员:
后重新钻孔。
对补孔数量进行全数检查;或专业工长:金勇或项目技术负责人:沈永辉4、7.6.1条为主控项目。
2013年6月18 日2013 年6 月18 日。