半固态电磁搅拌器
电磁搅拌器的原理
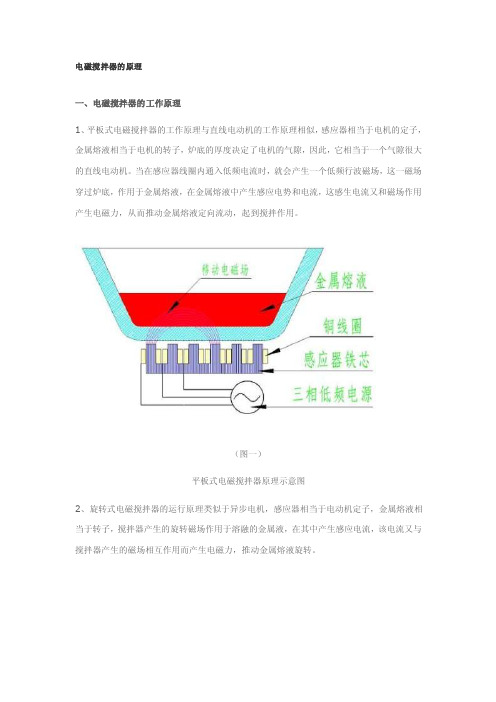
电磁搅拌器的原理一、电磁搅拌器的工作原理1、平板式电磁搅拌器的工作原理与直线电动机的工作原理相似,感应器相当于电机的定子,金属熔液相当于电机的转子,炉底的厚度决定了电机的气隙,因此,它相当于一个气隙很大的直线电动机。
当在感应器线圈内通入低频电流时,就会产生一个低频行波磁场,这一磁场穿过炉底,作用于金属熔液,在金属熔液中产生感应电势和电流,这感生电流又和磁场作用产生电磁力,从而推动金属熔液定向流动,起到搅拌作用。
(图一)平板式电磁搅拌器原理示意图2、旋转式电磁搅拌器的运行原理类似于异步电机,感应器相当于电动机定子,金属熔液相当于转子,搅拌器产生的旋转磁场作用于溶融的金属液,在其中产生感应电流,该电流又与搅拌器产生的磁场相互作用而产生电磁力,推动金属熔液旋转。
(图二)旋转式电磁搅拌器原理示意图(图三)旋转式电磁搅拌器三维示意图由此可知,电磁搅拌是靠电磁力对金属液体进行非接触搅拌的,不会象用机械搅拌那样污染熔体。
通过改变电流的大小即可调整搅拌力,改变两相电流的相位即可改变搅拌方向,因此搅拌方便而充分,使熔体的温度和合金成分均匀,这在合金熔铸过程中是很重要的。
电磁搅拌装置一般设有强搅、弱搅、正搅、反搅、自动搅拌等多种搅拌方式,可以满足生产过程的不同需要,电磁搅拌装置是冶金熔铸行业不可替代的设备。
二、搅拌效果采用先进的电磁搅拌技术,经过国内外大量的实验与工业生产通过使用电磁搅拌所达到的主要效果:降低夹渣含量;减少中心缩孔;消除宏观偏析;增加等轴晶比率;改善凝固组织等;三、系统组成变频电源:通过交-直-交变频方式将单相或三相50HZ工频电源转换为频率0.5-30HZ连续可调,电压0-380V可调的相位互差90度两相或120度三相电源供给感应器产生磁场。
感应器:感应器为能量转化部件,将电能转化为磁能作用于金属熔体作功,达到搅拌效果。
加热系统:完成金属加热熔炼及恒温控制功能,通过PID有效调节加热功率以达到炉温的有效设定控制。
北京科技大学科技成果——半固态铝合金流变成形技术及设备

北京科技大学科技成果——半固态铝合金流变成形技术及设备成果简介在传统的半固态铝合金触变成形技术中,电磁搅拌和电磁感应重熔加热的功率较大、效率很低、能耗很高,半固态坯料的液相分数不能太高,成形非常复杂零件毛坯时遇到困难,而且坯料的锯屑、坯料重熔加热时的流失金属、浇注系统和废品不能马上回用,增加了触变成形的生产成本。
因此如何进一步降低生产成本成为当今半固态铝合金成形技术应用的最重要的主题。
在国家九五、十五和十一五“863”高技术发展计划的支持下,我校研制开发的先进铝合金半固态流变成形技术已经成熟,成功地流变成形了汽车零件,如图1所示。
与一般半固态铝合金触变成形相比,该半固态铝合金流变成形的生产工艺流程大大缩短,设备投资也将大幅度减少,半固态流变成形零件的生产成本将会明显降低。
目前该项目已经通过国家“863”计划组织的专家委员会的验收。
图1 半固态铝合金成形零件毛坯左边为邮政分拣论,右边为汽车制动总泵壳由于半固态铝合金流变成形不易发生喷溅、裹气少、凝固收缩小,流变成形的零件毛坯致密,能够热处理强化,因此采用本半固态流变成形技术成型的铝合金零件的力学性能远远超过铝合金压铸件的力学性能,满足国家技术标准。
而且,流变成形的零件毛坯不存在宏观偏析,力学性能更均匀;可以实现近终化成形,大为减少机加工量,降低加工成本;易于实现机械化或自动化操作,生产效率高;减轻了模具的热冲击,提高了模具的寿命。
该技术具有电磁搅拌和均热能耗低,浆料表面氧化程度轻,输送方便,浆料的固相分数可以灵活控制,便于成形各种复杂零件,而且半固态铝合金浆料流变成形后的浇注系统、废品将直接在本车间回用,降低原料成本。
与传统的半固态铝合金触变成形相比,半固态铝合金流变成形的生产工艺流程大大缩短,设备投资也将大幅度减少,半固态流变成形零件的生产成本将会明显降低。
该技术以北京科技大学拥有的中国发明专利00109540.4为支撑,具有原创性及完全的知识产权。
磁力搅拌器的工作原理

磁力搅拌器的工作原理磁力搅拌器(Magnetic Stirrer)是一种利用磁场来实现液体搅拌的常用实验仪器。
它通过一个旋转磁子和一个磁力驱动的承载磁铁,使液体瓶中的磁力悬浮导磁子沿旋转轴旋转,进而带动液体的旋转搅拌,实现液体的均匀混合。
磁力悬浮导磁子是一个特殊设计的磁体,在其内部有一个空心孔,并且磁子的表面具有特殊的形状,通常是圆柱形。
这种设计可以实现对液体中导磁体的精确悬浮。
磁子通常由稀土磁体材料如永磁铁氧体或钕铁硼制成,以产生足够强的磁场,使磁铁承载装置能够准确地控制其旋转运动。
磁铁承载装置通常由固定在磁搅拌器底座上的一个磁铁和一个旋转磁器组成。
磁铁承载装置通常使用电磁铁或永磁铁制成,以便产生强大的磁场。
通过改变电磁铁的电流或调整永磁铁的位置,可以精确地调节磁场的强度和方向,从而控制导磁子的旋转运动。
当磁铁承载装置被置于磁力搅拌器底座上时,磁力悬浮导磁子会被磁铁吸引并悬浮在容器液体中。
一旦打开磁力搅拌器的电源,磁铁承载装置中的磁场会引起磁子的旋转运动。
导磁子的旋转会通过涡流效应和磁滞损耗在容器液体中生成涡旋磁场,从而引起液体的旋转搅拌。
1.容器选择:容器必须是具有磁导性的材料,如玻璃。
同时,容器的形状也会影响搅拌效果。
2.液体选择:液体的粘度和浓度会影响磁悬浮导磁子旋转的速度和搅拌效果。
对于粘度较高的液体,需要选择高功率的磁力搅拌器。
3.磁力搅拌器的运行:在开始操作磁力搅拌器之前,应先将磁力悬浮导磁子放置在容器中,并确保磁力搅拌器底座和容器之间没有隔离物。
打开磁力搅拌器电源后,可以通过调节电磁铁电流或移动永磁铁的位置来控制导磁子的旋转速度和搅拌效果。
总之,磁力搅拌器利用磁场产生的旋转力矩来实现液体的搅拌效果。
通过改变磁场的强度和方向,可以精确地调节搅拌效果,使其适用于各种实验需求。
3~4半固态成型

半固态铸造生产线及自动化
半固态流变成形生产线 该系统由铝合金熔化炉、挤压铸造机、转盘式制 浆机、自动浇注装置、坩埚自动清扫、喷涂料装置等 组成。其工艺过程为:浇注机械手3将铝液从熔化炉2 中浇入制浆机4的金属容器中冷却;同时浆料搬运机 械手5从制浆机的感应加热工位抓取小坩埚,搬运至 挤压铸造机并浇人压射室中成形;随后继续旋转将空 坩埚返回送至回转式清扫装置上的空工位,并从另一 个工位抓去一个清扫过的小坩埚旋转放置到制浆机上; 制浆机和清扫机同时旋转一个角度,进入下一个循环。
半固态铸造成形装备
半固态铸造成形装备主要包括半固态浆料 制备装备、半固态成形装备、辅助装置等。 按流变铸造和触变铸造分类,又有流变铸 造装备和触变铸造装备。 半固态浆料的制备方法主要有机械搅拌、 电磁搅拌、单辊旋转冷却、单/双螺杆法等。 其基本原理都是利用外力将固液共存体中的固 相树枝晶打碎、分散,制成均匀弥散的糊状金 属浆料。最新发展的还有倾斜冷却板法、冷却 控制法、新MIT法等。
半固态铸造成形装备
一步法— 流变铸造 半固态铸造成形是在液态金属凝固的过程中进行强烈 的搅动,使普通铸造凝周易于形成的树枝晶网络骨架被打 碎而形成分散的颗粒状组织形态,从而制得半固态金属液, 然后将其铸成坯料或压成铸件。 根据其工艺流程的不同,半固态铸造可分为流变铸造 二步法— 和触变铸造两大类。 触变铸造 流变铸造是将从液相到固相冷却过程中的金属液进行 强烈搅动,在一定的固相分数下将半固态金属浆料压铸或 挤压成形,又称“一步法”; 触变铸造是先由连续铸造方法制得具有半固态组织的 锭坯,然后切成所需长度,再加热到半固态状,再压铸或 挤压成形,又称“二步法”。
半固态铸造的其他装置
流变铸造采用“一步法”成形,半 固态浆料制备与成形联为一体,装备 较为简单; 触变铸造采用“二步法”成形,除 有半固态浆料制备及坯料成形装备外, 还有下料装置、二次加热装置、坯料 重熔测定控制装置等。
磁力搅拌器课件PPT

工作原理
工作原理
磁力搅拌器通过磁场力驱动搅拌棒旋 转,带动容器内的液体或固体物质进 行旋转、振动或往复运动,从而实现 混合、分散或溶解等操作。
磁场产生
磁力搅拌器通常采用直流或交流电源 产生磁场,磁场强度和方向可以通过 调节电源参数进行控制。
。
在生物实验中的应用
细胞培养
磁力搅拌器可用于细胞培养,提供恒 定的搅拌环境,促进细胞生长和繁殖。
生物分子提取
磁力搅拌器可用于提取生物分子,如 蛋白质、核酸等,提高提取效率和纯 度。
生物反应
磁力搅拌器可用于促进生物反应,如 酶促反应、发酵反应等,提高反应效 率和产物产量。
辅助生物分析
磁力搅拌器可用于辅助生物分析,如 免疫分析、核酸检测等,提高分析的 准确性和灵敏度。
06
磁力搅拌器的实验案例
实验一:化学反应中的磁力搅拌效果
总结词
探究磁力搅拌对化学反应速率的影响
详细描述
通过对比实验,研究在相同条件下,使用磁力搅拌器与手动搅拌方法对化学反 应速率的影响,分析磁力搅拌在提高反应效率方面的作用。
实验二:生物培养中的磁力搅拌应用
总结词
验证磁力搅拌在生物培养中的优势
详细描述
混合化学试剂
磁力搅拌器可用于混合化学试 剂,提高化学反应的均匀性和
效率。
促进化学反应
通过磁力搅拌器的搅拌作用, 可以促进化学反应的进行,提 高产物的纯度和产量。
加速结晶过程
在结晶过程中,磁力搅拌器可 以增加结晶速度和晶体质量。
辅助化学分析
磁力搅拌器可用于辅助化学分 析,如光度分析、色谱分析等 ,提高分析的准确性和稳定性
电磁搅拌制备半固态浆料的研究及应用现状
用于工业条件的仍然是搅拌法 , 特别是 电磁搅拌法在有色合金 的半 固态浆料制 备中占有绝对优势 。 1 电磁搅拌的特点
电磁搅 拌( l tm geiSi n , Ee r ant tr g简称 E ) co c r i MS 是借助电磁力
成形技术。半 固态浆 料的制备 是半 固态成形 的基础 , 3 在 0多
年 的研究开发中 , 人们 已经提出了十几种制 备方 法 , 是 , 但 真正
电磁搅拌磁场 的分析 以及电磁搅 拌技术 的数值模拟等 。 国内外 的实验研究指 出, 随着 电磁搅拌 电压的增 大 , 属 金 浆料搅拌速度 ( 机械搅拌 ) 的增大 , 组织将越来 越细 , 并由枝状 、 条状 向块状 、 粒状转变 ; 另外 , 比之 下 , 同搅拌 电压 下所得 相 相
低熔点合金的半 固态电磁搅拌技术研究较早且较为广泛 , 并取得了一系列的研究成果 。上海大学 的许 珞萍 等研 究 了电 磁搅拌作用下非枝 晶铝 合金组织 的演变过程 的数学描述 , 出 提 了磁场感 应强度和凝 固过程 中的冷却速度 对非树枝 晶初生颗
粒平均尺 寸和 形状 因 子的 综合 影 响 的数学 表 述 : = ( D 口十
1
强化铸坯 内未凝 固金 属溶 液 的流动 , 而改变 凝 固过程 的流 从
动、 传热和传质 , ห้องสมุดไป่ตู้到 晶粒细化 、 改善铸坯质量的 目的 。电磁搅 拌具 有以下特点 :
a非 接 触性 。借 助 电磁 感 应 实 现 能 量 的 无 接 触 转 换 , 而 ) 因
柚) S I( +k ) : ~, = n÷ B + 。康世维对电磁搅拌条件下凝
对 电磁搅拌装置的研究 也取得 了一些进展 。重 庆大学 的
四、半固态金属加工技术

(b) 连续式
图4-5 半固态机械搅拌装置示意图
几种机械搅拌装置示意图 (a)棒式 (b)螺旋式 (c)底浇式 (d)倾转式
2、电磁搅拌法
电磁搅拌法是利用感应线圈产生的平行于或者垂直于 铸形方向的强磁场对处于液-固相线之间的金属液形成强 烈的搅拌作用,产生剧烈的流动,使金属凝固析出的枝晶 充分破碎并球化,进行半固态浆料或坯料的制备。
剪切速率对表观粘度的影响
(3)冷却速度对表观粘度的影响
不同冷却速度下ηa—fs曲线
(4)合金成分对表观粘度的影响
不同合金成分的ηa—fs曲线
3、流变性与组织的关系
半固态金属材料的性质(如表观粘度)必然受到材料内 部微观组织状态的影响。
部分凝固合金的内部组织状态由它的固相组织状态决定。
固相的数量、大小、形状和分布等参数决定了表观粘度的高 低。
(1) 固相分数
固相分数越高,部分凝固合金液相量越少,流动性 越差。表观粘度随固相分数增加而上升。 (2) 搅拌强度对半固态组织的影响
电磁搅拌用磁感应强度描述搅拌强度,电磁搅拌造 成“晶粒倍增”。
不同搅拌强度下Al-6.6%Si合金组织
在电磁搅拌作用下,铝液的湍流对流不断将热脉冲带到液 固界面,加速枝晶臂的熔化,枝晶臂被分离后,随湍流带到 稍微过冷的液体中,形成新的晶体,造成晶粒倍增。 搅拌强度越大,晶粒倍增现象越明显,晶粒越细小。
(3)随着固相分数的降低,呈现黏性流体特性,在微小外力作用下
即可很容易变形流动; (4)当固相分数在极限值(约75%)以下时,浆料可以进行搅拌, 并可很容易混入异种材料的粉末、纤维等;
图4-2 半固态金属和强化粒子(纤维)的搅拌混合
(5)由于固相粒子间几乎无结合力, 在特定部位虽然容易分离,但由
电磁搅拌器的工作原理
电磁搅拌器的工作原理电磁搅拌器是工业中普遍应用的一种设备,它可以将熔体中的金属颗粒进行均匀分散,保证生产出的铸件质量。
电磁搅拌器的工作原理是指通过在熔体中产生交变电磁场,从而引起铁磁性粉末在熔体中做周期性运动,进而达到均匀搅拌的效果。
本文将详细介绍电磁搅拌器的工作原理及其应用。
一、电磁搅拌器的分类电磁搅拌器主要由搅拌线圈、电源、控制器、搅拌棒和熔体组成。
搅拌线圈是电磁搅拌器的核心部件,它通常由铜管或镀铜线圈绕成,用于产生交变电磁场。
电源是为电磁搅拌器提供稳定的电能,控制器则可以控制电磁搅拌器的工作状态,例如调节电磁场强度和频率。
搅拌棒则是传递电磁力到熔体中的部件,通常由铁磁性材料制成。
当电磁搅拌器工作时,电源会向搅拌线圈提供电能,使得线圈中产生交变电磁场。
这个电磁场与搅拌棒中的铁磁性材料发生作用,引起搅拌棒在熔体中做周期性运动。
这些运动会产生种种物理现象,例如渦流和电阻加热,其中电阻加热会使得熔体温度升高,从而加速金属的熔化和混合。
由于搅拌线圈的频率是可以调节的,因此可以控制运动的速度和方向,从而达到均匀搅拌的效果。
电磁搅拌器在铸造生产中有着广泛的应用。
它可以将熔体中的金属颗粒分散均匀,消除不均匀注入的含气现象,从而提高铸件质量。
电磁搅拌器也可用于生产其他合金材料,例如合金钢、镍合金、钴基合金等。
除了铸造行业,电磁搅拌器还被应用于化学、制药和食品行业等。
例如在制药领域中,电磁搅拌器可以被用于均匀混合粉末和液体;在食品行业中,电磁搅拌器可以被用于制作奶制品、巧克力和乳制品等。
1、可以在熔渣中进行均匀混合,提高铸件质量和产品性能。
2、可以较快地将冷却时间降低,从而有效地缩短生产周期。
3、电磁搅拌器的使用不会产生粉尘和噪音,对环境污染小。
4、电磁搅拌器的能耗比传统机械搅拌低,节约能源。
电磁搅拌器虽然有很多优点,但也存在一些局限性。
例如:1、电磁搅拌器的价格相对较高,对中小型企业来说有一定难度。
2、由于电磁场的干扰,它不能用于铸造一些高精度的零件。
第四章半固态金属加工技术PPT课件
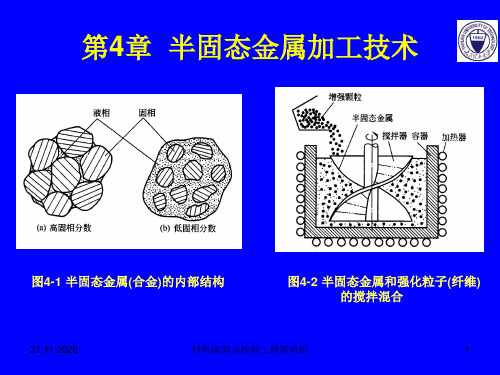
图4-19 压射室制备半固态合金浆料和流变成形示意图
21.11.2020
材料成型及控制工程教研组
19
第4章 半固态金属加工技术
图4-20单螺旋流变射铸工艺原理示意图 1—金属液输入管;2—保温炉;3—螺杆;4—筒体;5—冷却管;6—绝热管;
7—加热线圈;8—半固态金属累积区;9—绝热层;10—注射嘴;11—加热线圈; 12—单向阀
图4-23 低过热度浇注和短时弱机械搅拌制备
半固态合金浆料示意图
21.11.2020
材料成型及控制工程教研组
23
第4章 半固态金属加工技术
(a) 搅拌速度的影响
(b) 搅拌时间的影响
图4-24 搅拌速度和搅拌时间对半固态合金浆料初生固相形状因子的影响
21.11.2020
材料成型及控制工程教研组
24
11—射嘴
21.11.2020
材料成型及控制工程教研组
15
第4章 半固态金属加工技术
(a)各种通信设备的外壳
(b) 翻盖式手机外壳
(c) 相照机外壳,重量为98g
(d) 电脑显示器外壳
21.11.2020
材料成型及控制工程教研组
16
第4章 半固态金属加工技术
(e) 摩托车轮毂,直径40cm,重量1.8kg (f) 汽车方向盘,重量560g
10—压铸合金
21.11.2020
材料成型及控制工程教研组
3
第4章 半固态金属加工技术
(a) 间歇式
(b) 连续式
图4-5 半固态机械搅拌装置示意图
21.11.2020
材料成型及控制工程教研组
4
第4章 半固态金属加工技术
图4-6 转轮式制浆装置
半固态加工技术

半固态金属加工技术摘要: 半固态加工技术是一种新的材料成形技术。
作者综述了半固态金属的成形工艺、坯料制备工艺、微观组织、国内外研究应用情况, 展望了半固态金属加工技术的前景, 并提出了应对措施。
关键词: 半固态; 成形工艺; 浆料; 加工技术Abstract: Semi-solid metal forming is a new process for metal form ing.The forming process, block preparation, mi-crostructure and its internal and external application are described in the paper.The prospect of semi-solid metal forming is displayed.Key words: semi-solid; forming process; serous material; forming引言:半固态金属加工技术(semi- solid metal forming ), 简称SSM。
它是利用半固态金属相当低的剪切应力以及很好流动性的特点, 将这种既非完全液态, 又非固态的金属浆料加工成型的一种新型加工方法。
SSM应用范围广, 存在固液两相区的合金均可实现, 并能适用于铸造、挤压、锻压、焊接等多种加工工艺。
其充型平稳, 加工温度低, 凝固收缩小, 因而铸件尺寸精度高, 表面平整光滑, 铸件内部组织致密, 气孔、偏析等缺陷少, 晶粒细小, 力学性能高。
另外, 半固态合金流动应力低, 成形速度快, 由于成形温度低, 对模具的热冲击低, 因而铸模寿命大幅提高, 并且与普通铸造相比可节约能源。
因此, 半固态金属成形技术得到了国际上的普遍重视, 成为材科学科的研究热点。
一、半固态成形工艺半固态金属加工工艺的工艺路线通常有两条: 一条是经搅拌获得的半固态金属浆料在保持其半固态温度的条件下直接进行半固态加工, 通常被称为流变成形(Rheocasting)。
复合电磁搅拌法连续制备半固态金属浆料的装置[实用新型专利]
![复合电磁搅拌法连续制备半固态金属浆料的装置[实用新型专利]](https://img.taocdn.com/s3/m/f8229cd531126edb6e1a1017.png)
专利名称:复合电磁搅拌法连续制备半固态金属浆料的装置专利类型:实用新型专利
发明人:张志峰,朱学新,徐骏,石力开,田战峰,杨必成,谢丽君申请号:CN200420112702.0
申请日:20041110
公开号:CN2745672Y
公开日:
20051214
专利内容由知识产权出版社提供
摘要:本实用新型属于半固态材料加工技术领域,特别涉及到一种施加复合电磁搅拌连续制备半固态金属浆料的装置。
包括有上下连通的中间包(4)和导流管(5),导流管(5)位于中间包(4)的下方,且中间包(4)和导流管(5)同轴安装,围绕在中间包(4)、导流管5的壁外分别安装加温器(8)、(11)和冷却器(9)、(12),绝热管(10)、(13),中间包(4)之外设置上电磁搅拌器(6),导流管(5)之外设置下电磁搅拌器(7),在中间包(4)中,由其上顶部到其下底部贯穿一根塞杆(16),塞杆(16)的下端设有活塞,该活塞与导流管(5)的进口配合塞接。
其优点在于:利用该装置进行施加复合电磁搅拌连续制备半固态金属浆料,其方法工艺先进、设备简单、维护方便、实用性强;制备的半固态金属浆料成本低、产量大、质量高。
申请人:北京有色金属研究总院
地址:100088 北京市新街口外大街2号
国籍:CN
代理机构:北京北新智诚知识产权代理有限公司
代理人:程凤儒
更多信息请下载全文后查看。
半固态金属铸造工艺
半固态金属铸造工艺3.1概述3.2工艺原理在普通铸造过程中,初晶以枝晶方式长大,当固相率达到0.2左右时,枝晶就形成连续网络骨架,失去宏观流动性。
如果在液态金属从液相到固相冷却过程中进行强烈搅拌,则使普通铸造成形时易于形成的树枝晶网络骨架被打碎而保留分散的颗粒状组织形态,悬浮于剩余液相中。
这种颗粒状非枝晶的显微组织,在固相率达0.5-0.6时仍具有一定的流变性,从而可利用常规的成形工艺如压铸、挤压,模锻等实现金属的成形。
3.3合金制备)、控制3.3.1-铝合金和铝-3.3.219933.3.3SIMA3.3.4状组织。
该方法的特点是,不需要加入合金元素也无需搅拌。
V.Dobatkin等人提出了在液态金属中加细化剂,并进行超声处理后获得半固态铸锭的方法,称之为超声波处理法,如图1所示。
图1超声波处理法示意图3.4成形方法半固态合金成形方法很多,主要有:(1)流变铸造(Rheoforming,Rheocast)图2触变铸造工艺示意图1压铸合金2连续供给合金液3感应加热器4冷却器5流变铸锭6压射室7压铸模在金属液从液相到固相冷却过程中进行强烈搅动,在一定固相分数下,直接将所得到的半固态金属浆液压铸或挤压成形,见图2。
如R.Shibata等人曾将用电磁搅拌方法制备的半固态合金浆液直接送入压铸机射室中成形。
该方法生产的铝合金铸件的力学性能较挤压铸件高,与半固态触变铸件的性能相当。
问题是,半固态金属浆液的保存和输送难度较大,故实际投入应用的不多。
(2)触变铸造(Thixoforming,Thixocast)将已制备的非枝晶组织锭坯重新加热到固液两相区达到适宜粘度后,进行压铸或挤压成形,如图3所示。
图3触变铸造工艺示意图1坯料2软度指示计3坯料重新加热装置4压射室5压铸模美国的EOPCO、HPMCorp.、PrinceMachine、THTPresses以及瑞士的Buhler公司、意大利的IDRAUSA、ItalpresseofAmerica、加拿大的ProducerUSA、日本的ToshibaMachineCorp和UBEMachineryServices等均已能生产半固态铝合金触变成形专用设备。
电磁半固态铸造的原理及应用现状
收稿日期:2004207220; 修订日期:2004208211基金项目:国家自然科学基金资助项目(No.50274018)作者简介:任振国(19792 ),河北魏县人,硕士.研究方向:金属凝固.Em ail :renzhenguo2000@电磁半固态铸造的原理及应用现状任振国,曹志强,秦学智(大连理工大学铸造中心,辽宁大连116024)摘要:介绍了半固态铸造的特点,半固态浆料电磁搅拌的制备方法、优点以及电磁搅拌法的分类和原理,半固态铸造在美国、欧洲、日本工业生产上的应用、发展和带来的社会效益;并介绍了半固态铸造在中国的研究现状、进展以及所取得的成果和电磁半固态铸造应重点研究的方向。
关键词:电磁搅拌;半固态铸造;非枝晶组织中图分类号:TG 249.7 文献标识码:A 文章编号:100028365(2004)7720880203Principle and Application Actu ality of Electromagnetic Semi 2solid C astingREN Zhen 2guo ,CAO Zhi 2qiang ,Q IN Xue 2zhi(Research Center of Foundry Engineering ,Dalian University of Technology ,Dalian 116024,China )Abstract :The characteristics of semi 2solid casting and the fabrications of semi 2solid slurry through electromagnetic agitation method were discussed.The sorts ,merit and theory of electromagnetic agitation are also introduced.The application of semi 2solid casting in American ,European and Japanese industries and its development and social benefit are introduced.The current state ,development and production of the research and themain subject ofelectromagnetic semi 2solid casting in our country are also introduced.K ey w ords :Electromagnetic agitation ;Semi 2solid casting ;Non 2dendritic Structure 金属半固态铸造是由美国麻省理工学院(MIT )的D.B S pencer 和M.C Flemings 教授在20世纪70年代初提出的[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
半固态电磁搅拌器
产品简介: 本文介绍半固态电磁搅拌器概述,半固态电磁搅拌器工艺原理,半固态电磁搅拌
器展望以及半固态实验用电磁搅拌器的工作原理,系统组成,系统优点,主要技术参数,系统概况,基本功能,安装注意事项
1、半固态电磁搅拌器概述
自1971年美国麻省理工学院的 D.B.Spencer和M.C.Flemings发明了一种搅动铸造(stir cast)新工艺,即用旋转双桶机械搅拌法制备出Srr15%pb流变浆料以来,半固态金属(SSM)铸造工艺技术经历了20余年的研究与发展。
搅动铸造制备的合金一般称为非枝晶组织合金或称部分凝固铸造合金(Partially Solidified Casting Alloys)。
由于采用该技
术的产品具有高质量、高性能和高合金化的特点,因此具有强大的生命力。
除军事装备上的应用外,开始主要集中用于自动车的关键部件上,例如,用于汽车轮毂,可提高性能、减轻重量、降低废品率。
此后,逐渐在其它领域获得应用,生产高性能和近净成型的部件。
半固
态金属铸造工艺的成型机械也相继推出。
目前已研制生产出从600吨到2000吨的半固态铸造用压铸机,成形件重量可达7kg以上。
当前,在美国和欧洲,该项工艺技术的应用较为广泛。
半固态金属铸造工艺被认为是21世纪最具发展前途的近净成型和新材料制备技术之一。
2、半固态电磁搅拌器工艺原理
在普通铸造过程中,初晶以枝晶方式长大,当固相率达到0.2左右时,枝晶就形成连续网
络骨架,失去宏观流动性。
如果在液态金属从液相到固相冷却过程中进行强烈搅拌,则使普通铸造成形时易于形成的树枝晶网络骨架被打碎而保留分散的颗粒状组织形态,悬浮于剩余
液相中。
这种颗粒状非枝晶的显微组织,在固相率达0.5-0.6时仍具有一定的流变性,从而可利用常规的成形工艺如压铸、挤压,模锻等实现金属的成形。
3、半固态压铸工艺工艺优势和产品优势
工艺优势
1)不需加任何晶粒细化剂即可获得细晶粒组织,消除了传统铸造中的柱状晶和粗大树枝晶。
2)成形温度低(如铝合金可降低1200℃以上),可节省能源。
3)模具寿命延长。
固较低温度的半固态浆料成形时的剪切应力,比传统的枝晶浆料小三个数量级,故充型平稳、热负荷小,热疲劳强度下降。
4)减少污染和不安全因素。
因作业时摆脱了高温液态金属环境。
5)变形阻力小,采用较小的力就可实现均质加工,对难加工材料的成形容易。
6)凝固速度加快,生产率提高,工艺周期缩短。
7)适于采用计算机辅助设计和制造,提高了生产的自动化程度
产品优势
1)件质量高。
因晶粒细化、组织分布均匀、体收缩减少、热裂倾向下降,基体上消除了缩松倾向,力学性能大幅度提高。
2)凝固收缩小,故成型体尺寸精度高,加工余量小,近净成形。
3)成形合金范围广。
非铁合金有铝、镁、锌、锡、铜、镍基合金;铁基合金有不锈钢、低合金钢等。
4)制造金属基复合材料。
利用半固态金属的高粘度,使密度差大、固溶度小的金属制成合金,也可有效地使不同材料混合,制成新的复合材料。
4、半固态电磁搅拌器展望
尽管半固态连铸技术还没有达到大规模工业应用的水平,但在现有的试验研究及小规模生产
中已经显示出了极强的生命力。
综合国内外的有关研究不难看出,半固态连铸技术将在下列领域具有光明的应用前景:
(1)高合金和难变形材料成形
高合金和难变形材料的成型一直是材料加工领域的一个难题。
半固态连铸坯在半固态温度下具有类似于液态直接成型的成型优势,为高合金材料无偏析无缺陷连铸和难变形材料的顺利成型找到了一条可行的技术路线。
本课题组的研究表明,通常认为不能锻造的白口铁及高锰
钢,制成半固态连铸坯后,在半固态温度下可以顺利成型壁厚2mm,长度100mm以上的复杂零件。
因此,半固态连铸在难变形材料成型用坯的生产方面将大有可为。
(2)新一代钢铁材料研制
目前世界各国都在进行超级钢的研究,我国也已经启动重大基础规划项目“新一代钢铁材料研究”。
新一代钢铁材料要求高洁净、超细化、超高强度,同时还要有大规模应用的可能。
为实现这一目标,必然需要采用连铸技术制坯,而现有的连铸坯普遍存在柱状晶区大,宏观偏析严重的缺陷。
半固态连铸坯晶粒细小,宏观偏析少的优势无疑会为新一代钢铁材料的制坯提供一条值得探索的技术路线。
(3)复合材料制坯与成型
复合材料是材料科学的一枝新秀,但迄今为止,复合材料的制备及其大规模成材仍是一个难题。
半固态连铸在解决这一难题方面会大有作为,这已被众多的试验研究所证实[7]。
总之,半固态连铸技术在高合金材料、难变形材料、细晶均质化钢铁材料及高附加值的新材料成型方面有着独到的技术优势
5、电磁搅拌法
1 )电磁搅拌器的原理:
电磁搅拌器的基本结构就交流感应方式而言,实际上是一个能激发磁场的感应器,它类仿于电机的定子,结晶器相当于转子。
感应器产生的磁场作用于结晶器内熔融的金属液,并与金属液有相对运动,金属液又是导电体,因此,也就在其中产生感受应电流,该电流与感应器产生的磁场相互作用而产生电磁力,推动金属液的运动。
运动的方式由磁场方式决定,目前,普遍应用的磁场有旋转磁场和行波磁场。
电磁搅拌法是利用电磁感应力的作用将析出的树枝晶破碎成颗粒状,属于非接触式搅拌。
因此,金属液纯净,不卷入气体,控制方便,产量大,是目前工业应用的主要方法之一。
这种方法也适用熔点较高的合金。
目前,在工业生产中占主导地位的电磁搅拌技术称为MHD(Magnetohydrofynamic),用于生产连续流变锭料,其中铝合金锭的直径达50—
110mm。
2)搅拌效果
采用先进的电磁搅拌技术,经过国内外大量的实验与工业生产通过使用电磁搅拌所达到的主要效果:
降低夹渣含量;
减少中心缩孔;
消除宏观偏析;
增加等轴晶比率;
改善凝固组织等;
6、半固态实验用电磁搅拌器
1)工作原理
电磁搅拌方法则利用电磁感应在半凝固的金属液中产生感应电流,感应电流在外加磁场的作用下促使金属固液浆料激烈地搅动,使传统的枝晶组织转变为非枝晶的搅拌组织。
2)系统组成
本系统以INTER高性能十六位单片机为核心组成的交--直--交变频电源、电磁感应器、操作控制界面、冷却系统等组成。
3)系统优点
为了实验室研究方便,感应器内半固态金属液受力与枝晶的关系。
本系统采用了电压、频率、搅拌时间连续可调,使半固态金属液受力情况一目了然。
简洁操作控制界面,人机接口简单明了,所有操作在控制面板上可立即完成。
4)主要技术参数
我公司可根据用户需求定制设备
5)系统概况:
1系统采用IPM智能电源模块作为核心器件,其本身具有短路、过流、过热、欠压保护功能,系统设计中又增设了可靠的缓冲电路和其他抗干扰电路。
2、采用工业级单片机作为核心控制,其能适应于恶劣的工业现场,数据采集准确,处理速度快。
3、开关、接触器、整流、滤波、缓冲电路等电子器件,一律选用可靠器件,在设计中选用了较大的耐压、过流、散热保护系数。
4、在结构设计和制造方面尽量做到减少分布电容、电感和提高抗辐射,感应和耦合干扰的能力。
5、参数和程序设计严密,系统投入和停机逻辑,能较好的防止误码操作和事故停电造成的系统损坏。
6)基本功能:
1、有输入电压,输出电流表盘指示,工作频率,工作电压数码指示。
2、电流、频率在设定的工作范围内无级调节。
3、系统在搅拌状态可以通过调节电压改变工作电流。
4、有正搅,反搅,自动搅拌三种搅拌方式,任何搅拌状态下搅拌时间,搅拌停止时间,换相停止时间可在参数范围内任意设定。
5、故障指示分为系统停机故,障,搅拌停止故障和报警故障三类。
A、系统停机故障:包括冷却风机失灵,IPM模块故障,整流熔断器故障,主接触器故障,控制电源故障等。
B、搅拌停止故障:包括:冷却水严重不足,搅拌器绕组严重过热,冷却风机停。
C、报警故障:包括:水流量、水压不足,过流、欠压三相电流不平衡等。
7)安装注意事项
1、电源进线应严格保证接线正确,否则不能正常工作。
2、各连接电缆规格必须符合厂方要求。
3、整套设备各部分外壳均应可靠接地,以防干扰。
4、所有线路要保证绝缘良好。
同类设备典型应用用户
1、清华大学
2、福州大学
3、武汉科技大学
4、昆明理工大学
5、江西科学院
6、西南交通大学
7、内蒙古工业大学
8、江西南昌大学
9、大连理工大学
*以上文字材料知识产权归属石家庄爱迪尔电气有限公司禁止一切抄袭与转载。