广汽VDA6.3(2016)培训-2.过程管理
VDA6.3-2016--过程审核培训教材

编制: 日期:2017年05月8日
1
目录
什么是VDA 三类审核的区别 VDA 6.3前言 VDA 6.3简介 VDA 6.3使用说明 过程审核员要求 审核过程 潜力分析(P1) 评价材料产品的过程审
核 审核问卷
2
VDA 是什么
VDA
VDA 6.3过程审核是分析过程的一个重要而很好的方法。通过对项目阶段和支持职能以及现场工艺的实际性能 的评价,以评价过程的有效性。
VDA 6.3第一版出版于2008,2010年进行了修订。随着2016版,我们已经使用我们的集体经验,以更新并 优化。 VDA 6.3过程审核标准包含审核检查表和评价标准,此外,包括对过程审核员资格和过程审核的准备和实施的 要求。
结果: • 缺陷的识别 • 评估/QKZ值 • 改进 • 返工
5
审核的不同类型
体系审核
关注焦点:质量管理
体系的有效性
确定质量管理体系的 质量能力;
根据具体的管理体系 标准(ISO9001,
TS16949,VDA6.1… )以及顾客的特殊要求 ,检查质量管理体系基 本程序的充分性、适宜
性和有效性
对于潜力分析(X1)见章节5。 对过程要素P2 到 P4的使用重点是产品开发过程的早期阶段(X2 + X3)。无论是过程要素P2和P3是理想的 过程要素分析承包后的规划活动(X2)。 过程要素P4可以安排在稍后的时间分析,评价与过程要素按照规划P3活动实施(X3)。
如果应用适当,分解的过程要素提供潜在审核活动的可能。 应用过程要素P2到P4是用于早期识别的成熟度级别和过程风险,从分包阶段到SOP。
通过VDA6.3 的过程审核,可对产品开发过程直至SOP前的过程进行分析,用于 评价成熟度风险和过程风险。
VDA6.3-2016过程审核培训(车企)

6
5、审核员要求
专业方面的 前提条件
掌握质量管理方面的基础知识(熟悉现行标准及规范); 了解具体的产品/过程; 通过VDA6.3培训的证明。
工作经验
至少三年工业领域的工作经验(特别是汽车生产型企业); 至少1年与质量管理和或过程管理的工作经验。
专业知识的 持续更新
须不断提高自己的专业能力;并与所处专业领域内最新的发展始终保 持同步。(可参加论坛、专家培训/指导、供应商经验交流等方式)
P6.6
P6.2
如何运作(管理)过程?
工作内容
实施的控制:说明/程序/方法
如何完全有效实施过程?
效率
绩效指标:目标要求(内外部目 标)、对过程和质量数据开展评 定、不符合项整改措施等
P6.5
10
2、审核流程
评审 评审委托
计划 根据评审要求,编
制评审计划
“过程导向”的审核
准备工作
具体落实
评价
针对新的要求,不 断调整评审计划
VDA-QMC(Quality Management Center) 德国汽车工业联合会 ,质量管理中心
VDA(德国汽车工业联合会)的 构成
13家整车厂(如大众、奔驰、宝马等) 75家服务商; 490家零件供应商(如博世、采埃孚、 大陆、麦格纳等)
VDA 质量手册的编制成员
8家整车(大众有4家、宝马、戴姆勒等) 8家供应商(如博世、大陆等代表服务商和供应商) 2家组织(VDA与VDA-QMC)
符合率(EG%) VDA6.3
积累know how、专业组 审核 重点识别工艺标准、过程 管控问题点 以改善产品质量为最终目 的
产品审核 产品或服务
对成品的质量特性 进行评定
VDA6.3讲解培训课件
• —熟悉最新的标准及文献 • —审核人员应具备的专业知识 • —过程知识。
3.4.3.3 被审核企业/组织/职能部门
– 提供所有必要的信息 – 过程负责人员参与 – 提供专业人员 – 确定纠正措施 – 落实纠正措施 – 验证纠正措施的有效性。
4 审核流程
• 审核总是按相同的系统方法进行: • —准备 • —实施 • —报告和总结 • —纠正措施、跟踪、有效性验证。
–有目的地策划和落实这些基本前提并对其 进行不断的优化是非常必要的。
下例的列表说明了运用的领域:
方式
组织单位及职能部门
具体的过程
针对产品:
机械加工、 油漆车间、 装配车间
车削加工、 烘干、 装贴玻璃
针对服务:
检验策划、 人事部门、 物流、 保安
首批样品检验、 人员招聘、
零件供应、 企业安全
3.4 实施过程审核的前提
• 为了避免在末次会议上发生冲突,必须昼在现场澄清不明之处并达成到致意 见。
• 在审核时若发现严惩的缺陷,必须与过程负责人共同制订并采取紧急措施。
7 评分与定级
• 由于不同的企业其评定范围和目标要求可能不同,有时需要对总符 合率(百分率)定级的界限以及级别名称进行调整。可以使用定性 的评定方法,也可以只对个别的过程要素进行评定。但上述这些不 同的评定方法(例如:定性评定方法)必须由供方和顾客协商确定 并在审核报告中注明。
– 根据职业经验和素质选择合格的审核人员
– 安排审核任务。
3.4.3.2 审核员
– 按照审核计划或根据发生的事件实施过程审核
– 与被审核组织/职能部门进行协商(确定要审核的过程、 接口等)
– 准备审核(研究资料,制订审核提问表,邀请专家参加或 利用专业诀窍等)
VDA6.3过程审核培训PPT课件(共127页)

VDA6 质量 审核 一般 基础
VDA 6 第1部分
VDA 6 第3部分
VDA 6 第5部分
质量管理体系审核 批量生产
VDA 6 第2部分
质量管理体系审核 服务
VDA 6 第4部分
质量管理体系审核 生产设备
过程审核 产品开发过程/批量生产 服务开发过程/服务提供
VDA 6 第7部分
过程审核 产品实现过程/单件生产
过程 ①
过程设计
输出 ⑦
PPAP资料 和合格产品
使用的关键准则是什么? (测量/评估) ⑤
设计目标..
9
过程审核概述
风险分析:识别过程风险
4
过程是使用哪些物料实现的?
物料资源
设备,设施
1
输入什么?
I
PS
1
O
2
接口
过程是如何进行的?
工作内容
输入
操作规程:作业指导书,程序,方法
P5:供应商管理 P6:过程分析/生产 P7:客户支持,客户满意度,服务
16
过程审核概述
使用提问表-问题的结构
1
过程要素6:过程分析/生产
2
P6.4 通过了哪些资源落实了过程(物质资源)
新供应商
×
新的工艺技术
×
新的生产场地(搬迁)
×
要求(标准、客户及法律法规要求)
×
管理(过程)、核心(工艺)以及支持性过程 发生过程变更
×
过程外包引起的变更
×
投产保障和过程验收
×
×
×
×
××
×
×
×
×
×
××
×
×
××
×
VDA6.3 2016 -过程审核培训教材
德国汽车工业联合会
德国汽车质量管 理组织
DGQ:德国质量协会 VDA:德国汽车工业联合会 VDA-QMC:德国汽车工业联合会 质量管理中心
4
审核的不同类型
体系审核
审核涉及: • 目标 • 成本管理 • 人员的资质 • 产品责任 • 任务,能力,责任
结果: • 目标更改 • 资质培训措施 • 质量管理体系文件更改 • 责任的更改
体系审核 关注焦点:质量管理体系的 有效性 确定质量管理体系的质量 能力; 根据具体的管理体系标准 (ISO9001,TS16949, VDA6.1…)以及顾客的特 殊要求,检查质量管理体系 基本程序的充分性、适宜性 和有效性
过程审核
产品审核
关注焦点:产品质量和相关 过程的质量能力
针对选择的有质量能力的 产品/产品组,检查已策划 开发以及生产过程的适用性、 合理性。 针对产品不能满足要求和 /或产品在进一步加工使用 过程中可能出现的问题,对 其潜在风险开展评价。
15
2.2 过程审核的应用领域
P5到P7的过程要素(X4的)可以应用在SOP,达到VDA MLA成熟度水平RG 6。批量生产过程过程要素元素串行 P5到P7(X5的)可以用来定期的监控批量生产过程或支持基于事件的反应过程分析。 在产品开发和生产阶段,原则上每个用户/公司将有权使用过程要素要满足他们的需求。
3.0 过程审核的要求
Requirements for Process Auditors
21
3.1 审核员资格
审核员资格是实现审核目标的先决条件。审核结果和可比性受到审核
员资格的影响。除最低要求外,各组织确定其审核员的资格。该组织确定 和文件化的审核员评估的程序,包括审核人员资格的批准,维护和改进 (例如观察在审核时/批准和见证审核)。
VDA6.3过程审核培训资料
过程审核过程审核前言买方市场上顾客要求的不断提高给企业的质量管理提出了更新更复杂的任务。
在许多工业领域,“广泛的"质量管理体系是企业战略的一个组成部分,是满足产品和过程高质量要求的先决条件.通过质量体系审核对质量管理体系的有效性进行定期的评审.随着产品/服务从设计到生产/实施的周期越来越短,要求企业各部门的工作流程不断地向平行化发展,这就给过程提出了越来越高的要求。
在质量要求不断提高的情况下,只有通过受控的、有能力的过程才能实现自我评价和降低检测费用。
这不仅适用于产品诞生过程/批量生产,也适用于服务诞生过程/服务的实施。
必须对企业的各个过程进行持续的监控,以保证其可靠性或在发现缺陷时及时采取适当的纠正措施。
对过程进行监控的重要手段是过程审核。
1体系审核、过程审核及产品审核之间的关系体系审核、过程审核及产品审核是三种审核方式。
举例这三种审核方式并不说明不存在其他审核方式。
比较:这些分别独立的审核方式在一定程度上存在的共性。
2关于过程审核的规定2.1 任务过程审核用于对质量能力进行评定,使过程能达到受控和有能力,能在各种干扰因素的影响下仍然稳定受控。
通过以下各点来达到上述目的:2。
1.1 预防预防包括识别和指出缺陷可能性,以及采取措施防止缺陷的首次出现.2.1。
2 纠正纠正是指对已知的缺陷进行分析,采取措施消除并避免缺陷的再次出现。
2。
1.3 持续改进过程(KVP)持续改进的意义在于用许多细小的改进来优化整个体系。
过程审核的措施落实以后可以改进过程,使过程更有能力、更稳定可靠。
2。
1.4 质量管理评审过程审核帮助企业最高管理者得出质量管理体系的各部分是否有效的结论。
2。
2 原因过程审核可以分为计划内(针对体系和项目)和计划外(针对事件)审核。
2.2.1 计划内的过程审核针对体系的审核过程审核作为企业质量管理体系组成部分,必须按审核计划进行。
对于批量供货和潜在的供方,若其质量管理体系已经得到了认证,则根据需要对其进行审核,即只对于供货范围直接有关的过程(减少费用)或计划用于供货范围的过程进行审核。
VDA6.3-2016--过程审核培训教材

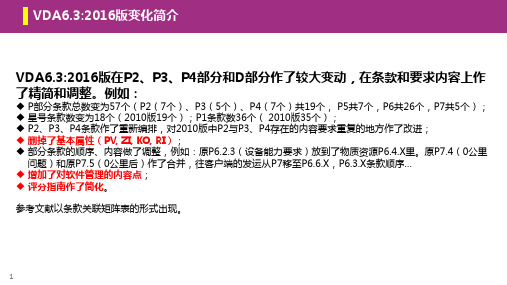
VDA 6.3:2016
4.0 针对物质类产品的过程审核的评价
Evaluating a process audit for material products
16
4.1 对各问题的评价 - Evaluation of the individual questions
针对每个提问,应根据有效满足相关的要求以及存在风险的情况,开展具体的评价。每个提问的评分可以是0 分, 4 分,6 分,8 分或10 分,在这里,证实了的、对要求的落实情况被作为打分依据。
发包定点
供应商预选: 潜在供应商分 析
图:可能使用过程要素
产品/过程开发的实现
SOP
批量生产
顾客服务 (售后)
组织 VDA6.3
报价过程 (合同评审)
P1
VDA MLA
概念阶段
定义和设计 产品/过程
X1
P2/P3
供应商预选: 潜在供应商分 析
产品/过程开发的实现
X2
P2 – P4
P5 – P7
批量生产
审核员可能需要立即采取行动,这取决于发现结果的风险。
如果一个问题没有回答(NA),必须说明理由。每个评价的过程要素、子要素或过程步骤至少有2/3的问题必须回 答。为保证可比性,VDA 6.3过程要素在整个问题中清单应全面覆盖。
如果有不符合是以前的审核的重复发生的,对纠正措施的实施缺乏也可以看做一种偏差:例如:“原因分析”、 “措施实施”、“满足客户需求”。
10
3.3 分类过程审核-潜力分析-在供应链中的应用范围
顾客 组织 供方
产品/ 过程 定义
授予合同
预选供方 潜力分析
产品/过程开发
SOP
批量生产
VDA6.3(2016版培训教材

VDA6.3 (2016版) 培训教材1. 引言在汽车行业中,供应商质量管理是至关重要的环节。
VDA6.3是一项广泛使用的质量管理系统,用于评估和审查供应商的质量管理体系。
本教材将介绍VDA6.3的基本概念、要求和实施步骤,以帮助企业了解和应用该标准。
2. VDA6.3概述VDA6.3是德国汽车工业协会(VDA)制定的质量管理评估标准。
它旨在帮助企业评估供应商的质量管理体系,并提供持续改进的方法和工具。
VDA6.3的核心原则包括质量、流程和能力导向,以确保供应商能够满足汽车行业的高要求。
3. VDA6.3要求VDA6.3标准包含一系列要求,供应商必须满足这些要求才能通过评估。
以下是VDA6.3的主要要求:3.1 质量管理系统的建立与维护供应商必须建立和维护一套完整的质量管理体系,包括质量政策、质量目标和质量手册等文件。
该体系应能确保产品和服务的质量符合客户的要求和期望。
3.2 流程管理供应商必须具备有效的流程管理能力,以确保核心业务流程的规范和一致性。
这包括过程定义、过程审核和流程改进等活动,以提高业务效率和质量水平。
3.3 能力评估和改进供应商应定期评估自身的能力,并采取措施改进不足之处。
这涵盖了供应商的组织能力、资源管理、员工培训和供应商评估等方面,以确保持续的提高和卓越表现。
4. VDA6.3评估步骤为了评估供应商的质量管理体系是否符合VDA6.3标准,以下是评估的主要步骤:4.1 预评估预评估是一项初步评估活动,用于确定供应商是否准备好进行正式的VDA6.3评估。
评估人员将与供应商沟通、收集相关资料,并提出改善建议和意见。
4.2 正式评估正式评估是根据VDA6.3标准的要求进行的全面评估活动。
评估人员将使用一系列评估工具和方法,包括文件审核、现场考察和面试等,来评估供应商的质量管理体系。
4.3 结果和改进评估结束后,评估人员将提供评估报告和改进建议。
供应商应根据报告中的发现和建议,制定改进计划并实施。
VDA6.3-2016过程审核完整培训资料
To see ISO19011 质量和(或)环境管理审核指南
8
VDA6.3 PROCESS AUDIT
内审是对管理系统运或过程做客观\独立的评价,并通过发现改进机会,尤其 是系统性的改进机会,推动分享、固化优秀经验,达到增值目的。
内审中经常出现的问题:
没有发现有深度的提升进会,没有发挥内 审增值作用。
审核目的: • 对产品及其过程的质量能 力进行评定
产品审核
审核对象: • 审核产品或服务
审核目的: •对产品的质量特性进行评定
11
VDA6.3 PROCESS AUDIT
按审核的对象分
体系审核
关注焦点:质量管理体系的 有效性
确定质量管理体系的质 量能力;
根据具体的管理体系标准 (ISO9001,TS16949, VDA6.1…)以及顾客的特 殊要求,检查质量管理体系 基本程序的充分性、适宜性 和有效性
时间短,以制造过程为关注重点 主要精力放在与采购的产品有关 的过程上。 产品使用领域的专业经验丰富, 推动力强。
缺少对产品和制造过程的了解 理想者 对过程风险了解较深,审核专业 经验丰富,有一定推动力。 有时会产生“干涉”。
13
VDA6.3 PROCESS AUDIT
14
9.2.2.1 内部审核方案
注: 能表明符合或不符合审核准则,或指出改进机会。
7
VDA6.3 PROCESS AUDIT
委托方 受审核方 审核组 技术专家:向审核组提供特定知识或技术的人员 审核方案:特定时间段内所策划,具有特定目的的一组(一次或多次)审核。 审核计划:对一次审核活动和安排的描述 审核范围:审核的内容和界限。
(2016版)
1. 欢迎参加过程审核培训课程 2. 讲师介绍 3. 学员介绍
VDA6.3-2016版 新版(完整版) 过程审核培训教材
VDA 6
认证规定
VDA 6.1 VDA 6.2 VDA 6.4
VDA 6.1
质量管理体 系审核 -批量生产
VDA 6.2
质量管理体 系审核 -服务
VDA 6.4
质量管理体 系审核 -生产设备
通知:实施技术审计前一天通过传真或其它 方式书面通知供应商管理层或质量部门 对象:TRL针对一个产品组或零件号 评价:单项提问按照交通灯系统(红黄绿灯) 进行评价,将每个单项问题的评分相加,得到 总定级结果(同样按照交通灯系统评价) 红灯的结果将会触发升级程序(如“风险供 应商”计划)
DNV GL © 2013
第16页
问题分析(PA)与专项应用审计(AR)
问题分析PA
原因:通常是客户用货厂内投诉频繁, 用于改进外购件质量和质量绩效以及排 除当前的质量问题或售后问题
通知:可在前一天通过传真或其他方 式书面通知供应商的管理层或质保部负 责人
对象:始终针对零件,通过有目的地 确定和消除制造过程中的薄弱环节,产 生缺陷的原因将得到消除
生产过程的专项应用审计由客户方的 授权专家实施,单项问题评价以及总体 分级评价均依照交通灯系统进行
DNV GL © 2013
第17页
VDA 6.3 过程审核
第1版 第2版 第3版
1998 2010 2016
DNV GL © 2013
VDA 6.X
▪ 依据VDA 6.3标准的过程审核属于VDA战略“德国汽车工业联合会质量标准”的组成部分(VDA6.X)。
体系审核 按计划、一般是一年一次 质量管理体系各要素
VDA6.3过程审核培训

• 审核人员的人数姓名(若有两个或两个以上的审核员,必须确定一个审核组 长;一般来说,外部审核为2名审核员,内部审核为1名审核员)。
• 每个被审核组织单位/职能部门派人参加,例如: • -- 过程负责人 • -- 专业人员 • -- 接口代表。 • 需要时邀请专家参加(在外部审核时必须与被审核方协商)。 • 首末次会议的参加人员。
• 为了避免在末次会议上发生冲突,必须尽量在现场澄清不明之处并达成一致 意见。
• 在审核时若发现严重的缺陷,必须与过程负责人共同制订并采取紧急措施。
过程审核 VDA6.3V来自A系列培训7 评分与定级
• 按计划进行的(计划内的)过程审核采取定量评定方法,因此审核结果以及 对审核报告的分析具有可比性,而且按KVP的观点可能看出与以往审核的差 异。
VDA系列培训
10
8
,
6
,
4
,
.
0
过程要素符合率Ee计算公式:
Ee
(%)
=
各相关问题实际得分的总和 各相关问题满分的总和
* 100%
过程审核 VDA6.3
VDA系列培训
8 过程审核提问表的运用:
生产(对各道工序评分)平均值计算公式:
Epg (%) =
E1 + E2 + … + En 被评定工序的数量
(%)
过程审核总符合率计算如下:
Ep (%) =
Ede + Epe + Ez + Epg + Ek 被评定过程要素的数量
(%)
过程审核 VDA6.3
8 过程审核提问表的运用:
过程审核的定级:
( %)
90 100
VDA6.3 2016案例--答案
4
4
*
VDA6.3过程审核---P3---产品和过程开发的策划
一小型家族企业(员工人数少于10人),管理层有两人,总经理负责生产和技 术,他妹妹负责商务。该企业生产内饰、坐垫套和内门板用的弹性面料。在生 产方面有三位师傅,另有3名员工负责按图样加工纺织品和面料:
审核发现
条款
评分 4
是否*提问
研发的过程记录在案。您在审核中可以看出, 3.3 生产信息,检测计划和生产计划不完整。通 过询问后得知,相应的信息由总经理直接给 出,只有他一人有记录这些信息并存放在他 的电脑上面。 在研发新产品的时候,没有对日期,成本, 过程质量和产品质量做出书面的规定。 3.1
0 0
*
VDA6.3过程审核---P7---顾客关怀、顾客满意、服务
审核发现
条款
评分 0
是否*提问 *
产品在工厂内部发生了投诉,并采取了措施。 7.4 后来,又同样地在客户端发生了相同的问题, 经确认,因为之前没有找到根本原因,也没 有验证措施的有效性。 顾客在审核时发现,组织并未对产品进行年 度重新认证,但是顾客有声明该要求。 组织没有规定市场上反馈的不良件如何进行 分析。 7.1 7.4
工艺规定,隧道烤炉的转速为80/min,没有 公差。审核员通过实际测量发现只有70/min
6.2.1
4
6 0
生产反馈的质量问题,立即采取了对策,对 6.5.3 策是基于经验,但没有记录问题发生的原因。 6.1.1 审核员发现,目前确实没有不良发生,控制 计划和PFMEA未进行相应的更新,原因是 该两份文件仍由研发项目人员进行保存,但 他们不再参与量产。 产品进了一次设计变更,但审核人员在模具 部发现了旧的配件,没有文件知会这些旧的 配件不能使用,以及如何处理的方法。这些 旧的配件也没有标识。 6.1.5 6.4.5
VDA6.3及过程管理(共21张)

过程参数必须完整描述;工艺参数
生产和测试/检测文件放置在生产工位/检验工位;QRK点 过程控制图的控制线必须确定,并且是可探测并且可追溯的; 必须具备必要数量的工装设备(shèbèi),检验、测试和测量设备(shèbèi);
6.2.2关注要点: 在开始生产前,必须进行初始批准或者重新批准;首检
一旦有产品被抽取检验,那么在之后生产的产品必须被隔离直至抽取检验件被认可;
工艺参数设置计划、设置用辅助工具及基准件必须放置在相应工位;
6.2.3关注要点:
通过现有的生产设备,能够确保按照客户要求落实过程;
加工的产品必须符合技术规范要求;对于不能证明能力的特殊特性,必须开展100%全检。
VDA6.3及过程管理
备注: 基本上——所有相关的的要求在超过大约四分之三的实际应用情况中都被
证明得到了有效地落实,并且不存在任何特定的风险。
VDA6.3及过程管理
第4页,共21页。
第三章 过程(guòchéng)的基本出发点
四个基本出发点: (1)针对某个过程,必须有一名相关的负责人——权责关系PV; (2)必须在考虑到客户要求的前提下,以目标为导向组织安排过程——目标导向ZI; (3)应将重要的信息及时并且全面的提供给必要的人员——联络沟通KO;
第四章 VDA6.3/P6
6.5.1关注要点: 定义并且记录了产品和过程衡量指标;在设定值和实际结果之间开展了对比; 明确了具体(jùtǐ)的过程目标,并且开展了监控以及联络沟通;
对不符合项加以分析,同时采取了适当的改进措施; 不断挖掘潜在的改进可能 6.5.2关注要点:
编制了质量控制卡,对过程数据以及过程参数进行了监控;
VDA6.3过程审核培训资料ppt课件

过程审核 VDA6.3
VDA系列培训
•过程审核与其它审核方式区别:
过程审核 VDA6.3 • 过程审核审核提问表的应用
VDA系列培训
审核提问表是审核员进行审核的依据。审核员可以完全采用它, 也可从中选择一部分或增加一些提问。但是必须保持所有求的结构。 建议除了使用VDA6.3中的一般提问之外还应使用其他的 “Know-How (技术诀窍)”资料或相应的专业资料。 在过程审核时应优先从产品的角度来观察所审核的过程,因为过程对 产品的作用有着特别重要的意义。
VDA系列培训
过程审核 VDA6.3 6.4过程审核提问表: M4. 过程开发的落实
VDA6.3培训
4.1 过程P-FMEA 是否在项目过程中补充更新?已确定的措施是否已落实? 4.2 是否制订了质量计划? 4.3 是否已具备各阶段所要求的认可/合格证明? 4.4 是否为了进行批量生产认可而进行在批量生产条件下的试生产? 4.5 生产文件和检验文件是否具备且齐全? 4.6 是否已具备所要求的批量生产能力?
过程审核 VDA6.3 6.4 过程审核提问表的运用:
过程要素的单项评分: Ee (%)
VDA系列培训
10 8 6 4 0 , , . ,
过程要素符合率Ee计算公式: 各相关问题实际得分的总和 Ee (%) = 各相关问题满分的总和
* 100%
过程审核 VDA6.3 6.4 过程审核提问表的运用:
过程审核 VDA6.3 6.4 过程审核提问表: M1. 产品开发的策划.
1.1 1.2 1.3 1.4 1.5 1.6 是否已具有顾客对产品的要求? 是否具有产品开发计划,并遵守目标值? 是否策划了落实产品开发的资源? 是否了解并考虑到了对产品的要求? 是否调杳了以现有要求为依据的开发可行性? 是否已计划/已具备项目开展所需的人员与技术的必备条件?
IATF16949-2016VDA6.3过程审核及VDA6.5产品审核培训教材

Key changes in new VDA6.3
主要变化点
变化点2
Discontinuation of the evaluation according to the generic approach 基本出发点不再使用
Simplification of the assessment system,Part1 评价系统的简化,第一部分
Key changes in new VDA6.3
主要变化点
变化点1 All questions will contribute to the result with equal weighting
所有问题对结果的贡献一致
Simplification of the assessment system,part2 评估系统简化,部分2
Key changes in new VDA6.3
主要变化点 2.Supplier auditors(second-party audit)/供应商审核员,第二方
Specialist certification 专业资源:
Auditor qualification on the basis of EN ISO 19011 (e.g. VDA6.3 basic training, 1st/2nd_ party auditor for DIN EN ISO 9001, ISO/TS 16949, or VDA 6.1) ISO19011的 审核员资质 Successful participation (learning check passed)in VDA 6.3 training conducted by VDA QMC or the license partner of the same. 成功参加 VDA6.3培训(通过检查), 由VDA QMC或有资质的合作方
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
VDA6.3-P6(2016)培训(条款及典型推进案例)P6.2过程管理P6.2所有生产过程是否受控(过程管理)? 6.2.1控制计划的要求是否完整并得到有效落实︖ ①文件齐全、受控(现场作业文件、检验文件、设备文件等齐全且签批受控); ②特性控制明确,文件一致性正确(关键重要产品/过程特性说明完整、检验内容、设备、方法、频次、测量工具、合格范围); ③作业内容完善(详细说明作业步骤、方法、要点、区分多人作业,检验发现不合格时的异常处置,返工/返修的条件、方法、标记、记录要求); ④记录表单有且规范(不合格记录、异常处置、过程问题整改记录规范);……参考要素第3页改进前 改进后作业现场无作业指导书。
作业现场配有作业指导书,员工易于获取并用以来指导作业。
6.2.1控制计划的要求是否完整并得到有效落实?第 4页改进前 改进后现场作业指导书中,对于操作时所涉及的过程参数/产品特性未进行完整说明。
更新后的作业指导书,对作业时所涉及的过程参数/产品特性的控制限予以量化的描述。
6.2.1控制计划的要求是否完整并得到有效落实?第5 页改进前 改进后未对作业时所使用的设备、工具、辅料等进行说明。
对作业所使用的设备、工具、辅料等进行了说明(名称、型号、规格等)。
6.2.1控制计划的要求是否完整并得到有效落实?第6 页改进前 改进后未对监测过程参数和检验产品特性的频次进行规定。
在作业指导书中,对监测过程参数和检验产品特性的频次进行规定。
6.2.1控制计划的要求是否完整并得到有效落实?第7页改进前 改进后作业指导书 ,未就作业内容中的关键/重要控制点进行识别。
在作业指导书中,对作业内容中影响产品和过程的操作要点进行了详细描述。
6.2.1控制计划的要求是否完整并得到有效落实?第8 页改进前 改进后未在作业指导书中说明发生过程或产品不符合时的反应措施。
在作业指导书中,对发现过程或产品不符合时的反应计划进行说明。
6.2.1控制计划的要求是否完整并得到有效落实?第9页改进前 改进后未对在线发现的不合格的标识进行说明。
在WI 中对作业过程中发现的不合格,规定了标识的方法,以便于区别。
6.2.1控制计划的要求是否完整并得到有效落实?P6.2所有生产过程是否受控(过程管理)?6.2.2是否进行了生产启动的重复性放行︖①设备能力确认(设备专业的点检、如开班前参数的确认),开班前设备点检,首车检验(依据检验规范或指导书)要求执行并记录数据;②针对过程中设备故障或材料切换,恢复生产后是否对产品进行检验确认;③不可量化的检验标准现场有用于检验的(检具送检)封样件(极限样件);④设备能力(精度测量、频次、周期等)数据收集、过程中断、再认可信息/记录收集;……参考要素第11 页改进前 改进后冲压生产时未进行首件检验(上检具),有批量风险产生和流出的风险。
按规定开展冲压件首件检验,在经过批准后,开始批量生产,降低批量质量风险。
6.2.2是否进行了生产启动的重复性放行?改进前改进后制订首件检验的规范,指导专职检验人员开展首件检验,具体零件的首件检验项目/参数按对应零件的首件检验要求。
6.2.2是否进行了生产启动的重复性放行?第12 页第13 页改进前 改进后现场无标准样件/缺陷样件/极限样件等,不便于检验人员进行的判定。
检验现场悬挂了缺陷样件,便于检验人员识别缺陷。
6.2.2是否进行了生产启动的重复性放行?第14 页改进前 改进后无检具操作的作业指导书,无法对检验人员的检测方法和判定标准进行规范。
通过检具操作的作业指导书,规范检验人员的作业方法。
6.2.2是否进行了生产启动的重复性放行?第15页改进前 改进后首件未留样,当本批/本班次的生产发生异常或变化时,无法对当时开班确认OK 情况的进行追溯。
首件OK 后进行留样,便于追溯首件的状态,在本批/本班次生产结束后,一起包装入库。
6.2.2是否进行了生产启动的重复性放行?第16页改进前 改进后检验文件只识别了正常生产的开班首件检验,未识别其他生产中断后重启生产的首件确认。
修订后的冲压检验文件规定了六种需要开展首件检验的情形,确保批量生产质量。
6.2.2是否进行了生产启动的重复性放行?第17页改进前 改进后检验文件未策划批量生产过程中首、巡、末检验的时机、频次及对应检验要求等。
检验文件策划了批量生产过程中的首、巡、末等的检验时机、频次及对应检验要求,以保障零件质量稳定。
6.2.2是否进行了生产启动的重复性放行?第 18页改进前 改进后对特殊过程的批量生产,进行了批准,如涂装前处理,在对前处理设备运行参数、槽液分析结果确认后,进行进车批准。
6.2.2是否进行了生产启动的重复性放行?第19 页 改进前 改进后对于需对过程参数达到要求进行确认时,未在过车前确认并记录过程参数。
对于需对过程参数达到要求进行确认时,必须在过车前确认并记录过程参数,如:涂装前处理,记录了开线状态、过程参数满足工艺状态所需时间、首台车过车时间等。
6.2.2是否进行了生产启动的重复性放行?第 20页 改进前 改进后如涂装前处理,按控制计划,对设备开启、进车前、定期巡检等时机,对过程参数进行记录。
6.2.2是否进行了生产启动的重复性放行?第 21页改进前 改进后如电泳,按检验规程的要求,挂板取样,检测电泳漆膜性能。
6.2.2是否进行了生产启动的重复性放行?第 22页改进前 改进后如电泳,制订《漆膜附着力测定》等检验指导书,对电泳挂板样进行漆膜性能检测。
6.2.2是否进行了生产启动的重复性放行?第 23页改进前 改进后对样品按日期进行标识,并按保留期限进行保存。
6.2.26.2.2是否进行了生产启动的重复性放行?改进前改进后6.2.2是否进行了生产启动的重复性放行? 第 24 页检验文件只识别了正常生产的开班生产批准,未识别其他生产中断后重启生产的批准。
修订后的检验文件规定了六种需要开展生产重新的批准的情形,确保批量生产质量。
第25页改进前 改进后文件未策划“当产品首件或过程批准发生异常时,必须要反应措施,如隔离、返工等“。
文件规定:当首件批准未通过时,已批量生产的零件,按不合格品处置流程处理。
6.2.2是否进行了生产启动的重复性放行?第26页改进前 改进后在首件未完成确认时,生产的零件已经按合格品入库,存在当首件确认有质量问题时,批量生产出的有风险的零件已流出。
在未完成上检具确认尺寸前的生产出的零件,挂“临时存放”标识,不能作业合格件入库;待首件确认完成后,生产出的零件状态才是合格状态。
6.2.2是否进行了生产启动的重复性放行?第27 页改进前 改进后文件策划缺失,未识别“对于在中断/故障后不能立即启动批准的过程,对于在生产重新批准前生产的产品,必须确保可以追溯” 程序文件规定:对于故障中断后重启生产时,重新进行首件批准未确认时,生产出的零件也按挂“临时存放”标识,待首件确认批准后转为合格状态。
6.2.2是否进行了生产启动的重复性放行?P6.2所有生产过程是否受控(过程管理)? 6.2.3*是否对生产中的特殊特性进行了管理︖①特性参数控制和监控,如:冲压的原料材质、尺寸,焊装非破坏检验点、焊接参数,涂装电泳参数、炉温曲线,总装的扭矩等; ②控制计划中是否标记特殊的产品特性及过程参数并针对关键重要特性开展SPC ,统计分析中出现不符合时,需采取纠正措施并经过认可; ③是否按控制计划中要求对产品特殊特性进行过程能力调查,调查结果是否满足?(关键工序:CPK≥1.67,一般工序:CPK≥1.33); ④纠正措施是否落实并检查其有效性,是否将有效的纠正措施引入FMEA ; ⑤是否对监控和纠正措施进行了记录和管理;…… 参考要素第29 页改进前 改进后如:涂装前处理,磷化,通过对CP 要求定期监测的过程参数开展监控,来对磷化过程进行管理。
6.2.3*是否对生产中的特殊特性进行了管理第30 页改进前 改进后如前处理过程监控,当槽液分析的参数发生偏差时,按CP ,由化验员通知操作工进行加料调整,并由化验员重新分析槽液。
6.2.3*是否对生产中的特殊特性进行了管理第31页改进前 改进后如:涂装过程CP 的A 类过程特性,面漆烘干温度,设置了“质量控制点”,由设备操作工每2H 对温度监视设备探测到的数据进行巡检确认。
6.2.3*是否对生产中的特殊特性进行了管理改进前 改进后6.2.3*是否对生产中的特殊特性进行了管理第 32 页 如:涂装过程CP 的A 类过程特性,面漆烘干温度,将实现此过程的“面漆烘干”工序定义为“关键工序” 。
第33页改进前 改进后如面漆烘干,当炉温低于设定值时,通过设备防错防止进车;当炉温达到设定值时,设备允许进车。
6.2.3*是否对生产中的特殊特性进行了管理第 34页改进前 改进后如测量面漆色差的色差仪,经过第三方机构进行校准。
6.2.3*是否对生产中的特殊特性进行了管理P6.2所有生产过程是否受控(过程管理)? 6.2.4*是否对未放行和/或缺陷零件进行了管理︖ ①受控的不合格品管理规定/规范,且过程参照规定执行; ②零件状态明确,能识别出报废、返工件等; ③不合格品处置及时、合理且存贮、标识明确(不合格件被隔离、置于不同区域,存放不合格件的容器满足要求、区域标明缺陷特性、数量等信息); ④不合格件返工、报废记录齐全,可追溯,并对记录做了统计、分析,导入到过程改进中;……参考要素第36 页改进前 改进后不合格零件未贴不合格标签来进行标识,有不合格零件被使用的风险。
对不合格零件贴“不合格”标签,与正常零件进行区分,防止不合格件被误用。
6.2.4*是否对未放行和/或缺陷零件进行了管理?第37页改进前 改进后放置不合格零件的容器、区域,未进行的明显的区别,与正常零件使用同样的容器或存放在同一区域,有不合格件被误用的风险。
使用红色标记的不合格件存放专用容器或区域,便于区分隔离和提醒存放在此处的零件状态,防止不合格件被误用。
6.2.4*是否对未放行和/或缺陷零件进行了管理?第 38页改进前 改进后不合格物料/产品未设置隔离区,直接放置在现场,易造成不合格品被误用。
设置红色不合格品隔离区域,并做明显的“不合格品”标识,隔离不合格物料/产品,防止不合格品被误用。
6.2.4*是否对未放行和/或缺陷零件进行了管理?第39 页改进前 改进后未设置返修区域。
设置专用于返修的区域,并标识,与正常生产场所区分。
6.2.4*是否对未放行和/或缺陷零件进行了管理?第40 页改进前 改进后对返修、及返修后报废零件的情况未进行记录。
完善不合格品处置流程,对返修后确认无法修复的零件,经判定后报废,并记录。
6.2.4*是否对未放行和/或缺陷零件进行了管理?第41页改进前 改进后未策划返修作业的操作指导,及返修流程。