表面改性技术在微动摩擦学领域中的应用_徐桂珍
表面改性技术在微动摩擦学领域中的应用
写一篇表面改性技术在微动摩擦学领域中的应用的报告,600
字
报告题目:表面改性技术在微动摩擦学领域的应用
近年来,随着表面改性技术的进步,它已经在微动摩擦学领域发挥着十分重要的作用。
表面改性技术旨在改善表面的力学性能,使表面的特性更加具有耐磨性、耐腐蚀性以及优异的减摩效果,从而提高摩擦学相关领域中微动性能。
首先,对于表面摩擦领域,表面改性技术可以改变摩擦表面本身的特性。
常见的表面改性方法有化学表面处理、物理表面处理以及化学-物理联合表面处理。
这些表面改性技术可以改变
表面的结构、粗糙度以及表面的微观结构。
这将有助于提高摩擦表面的抗磨性、抗腐蚀性和耐冲击性等特性。
其次,表面改性技术也可以改变表面的润滑特性,从而提高表面的微动性能。
表面改性技术可以有效地改变表面的润滑状态,使表面更具有耐磨损性和降低摩擦力的能力。
此外,表面改性技术还可以改变表面的润滑剂分布状态,从而对表面的高效润滑的要求更有利。
最后,表面改性技术还可以改变表面的光学特性,从而优化表面的测量过程。
例如,表面改性技术可以改变表面的反射率或可见度等性能,从而优化表面的测量精度。
因此,表面改性技术在微动摩擦学领域中发挥着重要作用,对于微动摩擦相关领域的研究和应用具有重要意义。
综上所述,表面改性技术在微动摩擦学领域中的应用可以改变表面的力学性能、润滑性能和光学特性,从而改善表面的摩擦性能,使微动摩擦相关领域得以更加有效地开展研究和应用。
表面改性纳米SiO_2对铜基摩擦材料摩擦学性能的影响

表面改性纳米SiO_2对铜基摩擦材料摩擦学性能的影响许成法;韩建国;杜建华【期刊名称】《粉末冶金技术》【年(卷),期】2012(30)5【摘要】为提高铜基粉末冶金摩擦材料的综合性能,采用粉末冶金法分别制备了Cu和Ni包覆的纳米SiO2(n-SiO2)颗粒增强的铜基摩擦材料。
通过惯性试验,考核了摩擦材料的摩擦磨损和耐热性能;采用扫描电子显微镜(SEM)、显微硬度计研究了材料的显微组织、基体硬度和磨损机理。
结果表明:表面改性n-SiO2可细化铜基摩擦材料的基体组织,显著提高铜基体的硬度;添加Cu/n-SiO2和Ni/n-SiO2的摩擦材料的耐磨性能比添加未表面改性n-SiO2的摩擦材料分别提高3.95倍和7.46倍;n-SiO2颗粒增强铜基摩擦材料的主要磨损机理为犁沟式磨料磨损。
【总页数】5页(P358-362)【关键词】铜基摩擦材料;粉末冶金;纳米SiO2;包覆;摩擦磨损【作者】许成法;韩建国;杜建华【作者单位】杭州粉末冶金研究所;装甲兵工程学院装备再制造工程系【正文语种】中文【中图分类】TG174.444【相关文献】1.纳米铜改性酚醛树脂对摩擦材料摩擦磨损性能的影响 [J], 林荣会;王丰元;李淑玉;孙刚;王国元2.电流对碳纳米管增强铜基复合材料载流摩擦学性能的影响 [J], 许玮;胡锐;李金山;傅恒志3.石墨表面金属化对铜基复合材料摩擦学性能的影响 [J], 焦明华;尹延国;俞建卫;解挺;杜春宽;刘焜;吴玉程4.铜改性碳纳米管增强银基复合材料的力学性能和摩擦磨损性能 [J], 曲昀;张雷;孙阳;康潇;吴传宗5.微/纳米SiO_2增强铜基复合材料摩擦学性能的研究 [J], 李园园;杜建华;贾成厂因版权原因,仅展示原文概要,查看原文内容请购买。
表面织构技术改善发动机曲轴轴承摩擦学性能
表面织构技术改善发动机曲轴轴承摩擦学性能
陈文刚;毛宇坤
【期刊名称】《科学技术与工程》
【年(卷),期】2022(22)34
【摘要】表面织构技术是通过在材料表面制备出具有一定排列规则的几何阵列的技术,通过表面织构技术改性的材料能够有效改善机械零件、微零件材料的摩擦学性能,现已越来越广泛地用于众多工程领域。
近些年汽车发动机正向高功率、高速的方向发展,将表面织构技术应用于汽车发动机以改善曲轴轴承摩擦副的摩擦学性能,保证发动机在各种工况下也能够保持良好的性能起着重要作用。
首先介绍了近年来表面织构技术在摩擦学领域的主要成果;之后从表面纹理形状、深度、面积占有率、排列方式等不同方面进行了分类综述;根据摩擦系数、磨损量体现材料表面织构改性后的减摩抗磨性能。
为提升发动机的性能,使汽车发动机在恶劣条件下的使用寿命得到提高。
最后对表面织构应用于汽车发动机曲轴的今后发展趋势进行了展望与预测。
【总页数】12页(P14999-15010)
【作者】陈文刚;毛宇坤
【作者单位】西南林业大学机械与交通学院
【正文语种】中文
【中图分类】TH117.1
【相关文献】
1.织构滑移表面对滑块轴承摩擦学性能的影响
2.凹槽型织构对钻头滑动轴承表面摩擦学性能影响分析
3.表面织构对动压滑动轴承摩擦学性能的影响
4.利用激光表面织构改善钛锆合金乏油润滑摩擦学性能
5.激光表面织构化与固体润滑技术复合处理改善表面摩擦学性能的研究现状
因版权原因,仅展示原文概要,查看原文内容请购买。
二硫化钼表面改性及其摩擦性能研究
1.2.2 表面活性剂改性二硫化钼 通过表面活性剂对MoS2来进行改性。MoS2具有层状结
构,通常可以采用十六烷基三甲基溴化铵(C TA B)作为改 性剂。C TA B带有两亲分 子结 构,由疏 水 基和亲水 基 构成 的,CTAB在水溶液里会发生解离现象,因此,可以通过物 理吸附整齐吸附于二硫化钼粉体表面,也可以通过化学吸
用双马来酰亚铵树脂(BMI)和二甲基丙烯双酚A制作 预聚体,制备方法如下:
(1)称量5份双马来酰亚铵树脂分别置于5个烧杯中,并 用标签纸贴上序号。
(2)称量5份二甲基丙烯双酚A分别加入5个烧杯中。 (3)将称量 好的烧 杯放 入12 0 ℃油浴中加热 搅 拌 10~15 min,并同一反向进行搅拌,直到溶液变为烯稠状态。 (4)完成搅拌后,取出烧杯静置冷却。
作者简介:袁思涵(1996— ),女,陕西西安人。
- 50 -
第1期 2019年2月
现代盐化工·研究与开发
N o .1 Febr ua ry,2019
滑图层与金属对偶表面的相对滑动,形成了以Mo、S、Sb为 主的转移膜[10],但在润滑油介质中没有形成这类转膜,二硫
化钼涂层的表面有大量的、均匀分布的、直径小于3 μm的空 穴,起到了蓄油作用,更易于建立流体润滑条件[11],形成均
第1期 2019年2月
现代盐化工 Modern Salt a nd Chemical Industry
N o .1 Febr ua ry,2019
二硫化钼表面改性及其摩擦性能研究
袁思涵
(西安文理学院 陕西省表面工程与再制造重点实验室 化学工程学院,陕西 西安 710075)
表面工程摩擦学研究进展

表面工程摩擦学研究进展前言表面工程摩擦学是当前研究热点之一,其研究对象是乾摩擦、润滑摩擦以及滑动摩擦中涉及到的各种表面结构与化学性质,其目的是找到控制摩擦与磨损及提高表面性能的方法。
本论文将介绍近年来表面工程摩擦学领域的主要研究进展及未来发展方向。
一、表面粗糙度对摩擦的影响表面粗糙度是其中一个非常重要的研究方向。
表面粗糙度是由于机械制造时不可避免的加工误差而形成的。
同时,表面粗糙度会对摩擦系数产生影响。
当表面粗糙度增加时,摩擦系数也会增加,这是由于更多的表面接触形成了更多的摩擦点,这些摩擦点之间相互干涉,摩擦力加大。
因此研究粗糙表面与平滑表面之间的摩擦性质是表面工程摩擦学的另一个研究热点。
研究表明,合理的粗糙度可以降低表面的摩擦系数。
二、润滑剂在摩擦中的作用润滑剂在摩擦学中是一个热门研究领域。
研究润滑剂对摩擦系数的影响并不容易,因为润滑剂对摩擦系数的影响是非常复杂的,不同类型的润滑剂对摩擦系数的影响也有显著差异。
传统的润滑剂是油脂、脂肪酸等,纳米润滑剂是指通过纳米技术生产的润滑剂,包括表面改性纳米颗粒和表面改性纳米纤维。
三、表面微纳结构的研究进展表面微纳结构在表面工程摩擦学研究中也是热门话题。
通过控制表面微观结构,可以明显改善材料表面性能。
表面微纳结构包括摩擦系数、抗磨损性、润滑性等。
研究表明,通过表面微纳结构技术,可以在材料基体表面形成大小尺寸不同的微结构,进而改善材料表面摩擦性、磨损性等性能。
四、表面化学处理对摩擦性质的影响表面化学处理是指在表面化学反应中加入控制条件,通过改变材料表面化学性质来改善材料的表面性能。
表面化学处理在表面工程摩擦学中的应用也是研究热点。
材料表面化学性质主要涉及表面识别、电荷分布及表面化学反应等方面,这些性质的改变会直接影响到材料表面的摩擦性及其它性质。
总结表面工程摩擦学的研究领域十分广泛,从表面微纳结构到表面化学处理等都是当前研究热点。
这些研究对实现摩擦减小、磨损降低、材料寿命延长、节能降耗等方面有重要作用。
摩擦学与表面工程技术的研究进展
摩擦学与表面工程技术的研究进展摩擦学是一门独立的学科,以摩擦、磨损、润滑和表面工程等为核心,涉及工程、材料、化学、物理等多个领域。
随着科技的发展,摩擦学与表面工程技术的研究也越来越受到重视,成为一门前沿性、实用性和交叉性的学科。
本文将结合近年来的研究成果,探讨摩擦学和表面工程技术的发展现状及未来发展趋势。
一、摩擦学的发展及应用摩擦学被定义为研究摩擦、磨损和润滑等三个方面的科学。
摩擦是指两个物体相对运动时发生的阻力,磨损是指夹在两个物体之间的杂质或异物引起的表面磨损,润滑是指通过介质在两个物体表面上形成的润滑膜,降低摩擦和磨损。
现代工业的发展,摩擦学的研究与应用已经不仅仅是单纯定量化和测量摩擦系数,而是涉及各种传动和运动系统的设计、磨损的控制和润滑的改进,对于保障工业生产和科学发展具有重要意义。
摩擦磨损是机械加工和设备运转中普遍存在的问题,影响着机械设备的使用寿命和性能。
如何减少摩擦、抗磨损和提高润滑是摩擦学研究的重要课题。
这些问题也成为了近年来摩擦学研究的热点和难点。
目前,在摩擦学方面,研究成果的应用范围极广,例如汽车行业中的摩擦材料、气体透平的润滑与密封、高速列车的降噪与减振等。
同时,很多领域的发展和研究,也得益于起源于摩擦学研究的专业技术。
比如飞机工程中的超短起飞和垂直起降技术,机器人设计中的优化系统运动控制和精度改进,以及医疗器械的精细化设计等都需要靠摩擦学。
二、表面工程技术的研究与发展表面工程技术可以被定义为对于材料表面的物理和化学性能进行改变或增强的处理过程。
表面工程技术通过对于材料表面的处理,可以改善材料的机械性能、耐腐蚀性、和分子交互的物理化学性质等,提高其整体性能,实现对于材料结构和性质等的调控。
表面工程技术应用非常广泛,可应用于航空、工业、建筑等多个领域。
传统的表面工程技术主要包括表面喷涂、气相沉积、表面改性、表面镀膜和激光表面处理等。
近年来,随着纳米技术和电子显微镜技术的发展,表面工程技术也呈现出了新的发展趋势。
单晶硅表面改性及其微观摩擦学性能研究进展

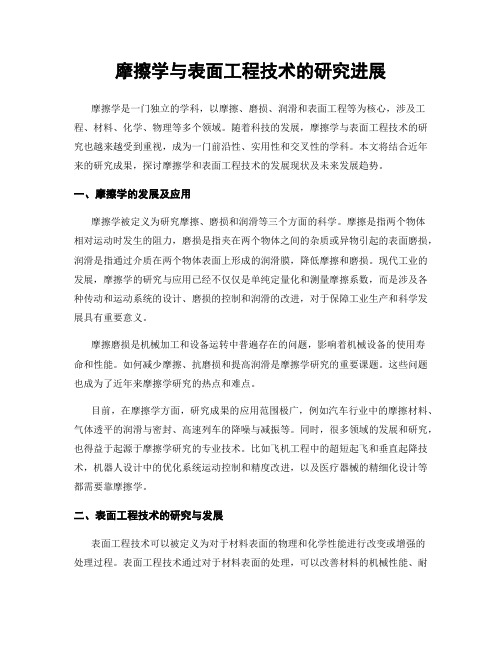
第24卷 第4期摩擦学学报V o l24, N o4 2004年7月TR I BOLO GY July,2004单晶硅表面改性及其微观摩擦学性能研究进展孙 蓉1,2,徐 洮1,薛群基1(1.中国科学院兰州化学物理研究所固体润滑国家重点实验室,甘肃兰州 730000;2.河南大学特种功能材料重点实验室,河南开封 475001)摘要:评述了单晶硅表面改性及其微观摩擦磨损性能研究现状和进展,就单晶硅微观机械性能和摩擦磨损性能、单晶硅表面沉积薄膜和氧化层的微观机械和摩擦学性能及硅材料表面离子注入和表面纳米化等相关研究进行了归纳总结;指出应当继续深化硅材料表面改性技术及改性层微观摩擦学性能的研究,特别是应当加强硅材料表面离子注入及表面纳米化的研究,从而满足M E M S N E M S等高技术领域的应用和发展需要.关键词:M E M S N E M S;硅材料;表面改性;微观摩擦学性能中图分类号:TQ174.75+8.12文献标识码:A文章编号:100420595(2004)0420382204 硅材料在微型机电系统(M E M S N E M S)中的应用日益受到重视,这是由于其具有硬度高、成本低廉、表面粗糙度小,以及可实现集成制造和器件微小型化等特点.与此相适应,有关硅材料微观摩擦学的研究已成为国际摩擦学领域的前沿课题[1~3].研究表明[4,5],未经表面处理的硅材料脆性较高,表面裂纹在较低张应力作用下能迅速扩展,易发生剥层磨损和脆性断裂,难以满足使用要求.因此,有必要用表面改性技术来提高硅材料表面微机械性能,以改善硅材料的微观摩擦磨损性能,满足微型机电系统的应用需要.B hu shan等[6~9]针对硅材料表面粗糙度、粘着及摩擦磨损行为开展了较为系统的研究工作,考察了M E M S N E M S系统中多种材料的摩擦磨损行为,深入探讨了磁纪录设备中磁盘和磁头的边界润滑问题. L uo等[10~18]针对纳米薄膜的微摩擦特性[10]、薄膜润滑机理和数学建模[12]、硅材料离子注入和表面纳米化[14,18]等开展了广泛多样的研究工作,在微观和纳米摩擦学研究领域取得了长足进展.然而,针对M E M S N E M S的微观摩擦磨损和润滑本质的研究及相关认识还远未臻于完善,关于硅材料表面改性技术及改性层微观摩擦学性能的研究仍亟待深入,有关争议仍有待于澄清.鉴于此,本文就硅材料表面改性技术及其改性表面摩擦学性能研究现状和进展加以总结评述,并试图指出其发展方向,以期为硅材料在信息和微电子等高技术领域的应用提供指导.1 单晶硅的微观机械和摩擦磨损性能D ing等[11]发现,硅材料在宏观和微观尺度下的机械性能存在一定的差异.从在ME M S N E M S系统的设计角度而言,材料在微 纳米尺度上的微结构和微机械性能研究具有重要意义.研究表明,单晶硅在室温下具有硬脆性,在宏观外力作用下很难产生位错和滑移,几乎无塑性变形,抗拉应力远大于抗剪应力[7],因此其磨损失效主要归因于摩擦过程中剪切应力导致的脆性断裂.随着微加工技术和纳米压入技术的发展,单晶硅微观机械性能研究受到了广泛关注. L i等[19]采用连续刚度测定法(CS M)测定了梯形截面纳米尺度单晶硅片(长6Λm,宽400nm和800nm,厚255nm)的抗弯强度和断裂机制,发现纳米尺度硅片的抗弯强度(断裂应力)为17.5GPa,是以往测得的小尺寸硅片抗弯强度[20](6GPa)的近3倍.其原因在于,位于表面的原子比锁定在晶格内部的原子更容易运动,而纳米尺度单晶硅样品表面原子的比率同微小或常规尺度硅片相比较高,从而有利于抑制表面裂纹盟生,提高抗弯强度.Ch ilam aku ri等[20]指出,材料的疲劳失效对其微观摩擦磨损性能具有较大影响;就M E M S系统而言,由于部件处于循环运转状态,因此必须高度关注材料的抗疲劳性能.通常认为疲劳仅见于具有韧性的固体,但M uh lstein等[21]发现,在室温大气环境中,循环外力可加速裂纹生长,从而导致单基金项目:国家自然科学基金资助项目(50172052,50175105);中国科学院“百人计划”资助项目.收稿日期:2003210220;修回日期:2003212220 联系人薛群基,e2m ail:qjxue@.作者简介:薛群基,男,1942年生,研究员,博导,中国工程院院士,目前主要从事聚合物摩擦学、陶瓷磨损与添加剂摩擦化学等方面的研究.晶硅表面薄膜疲劳失效.这同L i等[19]针对纳米尺度硅片的疲劳试验结果结果一致.Gatzen等[22]研究表面粗糙度对微小载荷下单晶硅磨损性能影响,针对表面粗糙度R a分别为1.4nm、50.0nm及200.0nm的单晶硅片的研究结果表明,随着滑动距离的增大,磨损量呈线性增大;其中R a为200.0nm的单晶硅片的磨损量最大,R a为1.4nm和50.0nm的单晶硅片磨损量较小;R a为1.4nm和50.0nm的单晶硅片的磨损表面粗糙度有所增大,而R a为200.0nm的单晶硅片的磨损表面粗糙度降低为165.0nm.这是由于表面粗糙度较大的单晶硅片表面粗糙峰被磨削所致.A ndo等[23]考察了硅材料表面粗糙度对粘着力和摩擦力的影响,指出粘着力和摩擦力同表面微突体曲率半径成正比关系,而随着表面微突体数量的增加,粘着力和摩擦力均有所降低.2 单晶硅沉积薄膜及微机械和摩擦学性能在M E M S N E M S工业中应用最为广泛的硅基材料存在耐高温性较差以及韧性和耐磨性能不佳等缺陷,因此有必要对单晶硅进行表面改性处理,以改善其力学和摩擦学性能;其中沉积薄膜在硅表面改性领域占据重要地位.通常可以将单晶硅表面沉积薄膜划分为硬质薄膜和软质薄膜两大类;目前,针对硅表面硬质薄膜微观机械和摩擦学性能的研究较多,而针对软质薄膜的研究较为欠缺.L i等[24]在单晶硅表面制备了多晶硅、Si O2、Si C、N i2P及A u薄膜,并采用纳米压入仪考察了改性表面的微观机械性能,结果表明:Si C薄膜的弹性模量和硬度最高;多晶硅薄膜的断裂韧性最高,原因在于其晶界可阻止裂纹生长;Si C薄膜的划痕临界载荷最高,这归因于其高弹性模量和高硬度;N i2P薄膜和A u薄膜的抗弯强度较高,这归因于其较好的延展性及弹塑性.A nder等[25]利用真空电弧沉积技术在单晶硅表面制备了厚70~100nm的碳膜,并考察了碳膜的微观结构、微观硬度和微观摩擦性能,发现碳膜同金刚石对摩时的摩擦系数为0.09~0.10.Hou ston等[26]在Si(100)表面制备了类金刚石碳薄膜(DL C),发现薄膜表面平整光滑,水接触角为87°,经SF6等离子处理后则水接触角提高到99°,表面粘着力降低20%.B eerschw inger等[27]对比研究了单晶硅表面DL C、Si C及Si3N4薄膜的微观摩擦磨损性能,并初步探讨了固体润滑薄膜的磨损机理.W ang 等[28]研究了硅表面CN x涂层同金刚石对摩时磨粒产生机理和摩擦周期对表面损伤的影响,发现厚10nm 的CN x涂层可显著减轻硅的摩擦磨损,相应的摩擦系数仅为硅的1 4.王吉会等[13]利用磁控溅射技术在Si(100)表面沉积了M oS2薄膜,探讨了薄膜表面污染物及薄膜结构对其微观摩擦磨损性能的影响;他们还利用离子束增强交替溅射技术在Si(100)基片上组装了T eflon Si3N4多层膜,考察了多层薄膜的结构以及力学和微观摩擦学性能,发现T eflon Si3N4多层膜的强度略低于Si3N4薄膜的强度,但韧性明显较优.3 硅材料表面离子注入和表面纳米化硅材料是典型的脆性材料,其磨损行为主要取决于接触表面的微观结构和形貌,并强烈依赖于接触表面的物理化学性质.离子注入可以改善材料表面和近表面区域的性能,尤其是表面韧性和抗疲劳性能,在硅材料表面改性方面得到了广泛应用.对单晶硅表面的离子注入研究始于20世纪80年代,早期的相关研究大多着眼于离子注入对表面结构的影响[29].20世纪90年代以来,针对单晶硅表面C+、N+及A r+等多种离子注入改性层的摩擦学性能研究受到了高度重视,并取得了长足进展.Gup ta等[30]利用循环纳米压入试验考察了单晶硅和多晶硅表面不同剂量O+、N+、P+和A s+注入改性层的化学性质和抗变形能力,发现硅表面经O+和N+注入处理后化学性质发生变化,从而导致表面抗变形能力有所提高,卸载过程中的滞后现象明显减弱,而P+和A s+注入改性效果不明显.L ekk i等[31]考察了单晶硅表面A r+注入改性层的摩擦磨损性能,发现注入过程中的化学反应不能改善表面改性层的摩擦磨损性能,而A r+离子束轰击导致硅次表面产生缺陷,从而有利于降低摩擦力.Ko2 dali[32]等采用不同剂量的C+、N+以及C++N+对单晶硅(100)表面进行注入处理,发现经不同剂量C+注入后硅表面的摩擦磨损性能明显改善,其原因在于改性层中形成了非晶Si C,而N+注入改性效果不明显.最近,基于离子束、电子束及光子束轰击或喷丸处理的整体材料表面纳米化研究受到了高度关注,在材料表面强化方面显示了巨大的应用潜力[33].当整体材料的晶粒尺度达到纳米量级(1~100nm)时,其本身具有量子尺寸效应、小尺寸效应、表面效应和宏观量子隧道效应,因而显示出许多特有的物理化学性质.与此同时,晶粒尺寸达到纳米量级的纳米结构材料可能具有超塑性,从而显示出优异的变形能力[34].研究表明,利用离子注入可使陶瓷表面发生纳米化并形成纳米微晶,从而显著改善表面微观摩擦磨损性能.徐洮等[14~18]系统研究了离子注入对Si O2单晶表383第4期孙 蓉等: 单晶硅表面改性及其微观摩擦学性能研究进展层结构和摩擦学性能的影响,发现随N+离子注入剂量的增加,Si O2单晶表层由单晶结构转变成晶粒尺寸为2Λm左右的多晶结构以及晶粒尺寸为10~60nm 的纳米微晶结构,并最终导致Si O2单晶表层形成非晶结构,从而在不同程度上改善Si O2单晶的抗磨性能.其原因在于,当Si O2单晶的次表层产生完全非晶化而其表层处于由晶态向非晶态转化的中间状态即纳米微晶态时,Si O2表面在保持较高硬度的同时具有很强的塑性变形能力,从而使Si O2单晶表面的抗磨性能大幅度提高.因此可以认为,离子注入导致的Si O2单晶表面纳米化效应是其抗磨性能显著提高的主要原因.Jagielsk i等[35]对多晶Α2A l2O3陶瓷表面进行了A r+、K r+和In+注入处理,发现A l2O3陶瓷表面经8×1016i on c m2的In+注入后形成了尺寸为80~100nm的纳米微晶,从而使得摩擦系数及其波动均显著减小.4 结束语关于硅材料表面改性及其微观机械性能和摩擦磨损性能的研究业已取得长足进展,与之相关的材料和技术在M E M S N E M S系统中具有广阔的应用前景.然而,针对M E M S N E M S的微观摩擦磨损和润滑本质的研究和相关认识还远未臻于完善,关于硅材料表面改性技术及改性层微观摩擦学性能的研究仍有待于深入;对改性层微观结构同其微观力学和摩擦学性能之间内在联系的认识仍有待于深化;今后应着重加强有关硅材料表面离子注入及表面纳米化的研究,从而满足M E M S N E M S等高技术领域的应用和发展需要.参考文献:[1] Yan J,Syo ji K,T am ak i J.Som e observati ons on the w ear ofdiamond too ls in ultra2p recisi on cutting of single2crystal silicon[C].In:P roceedings of14th Internati onal Conference on W earof M aterials,W ash ington D C,U SA,2003.[2] Am ato I.Fo r m enting a revo luti on,in m iniature[J].Science,1998,282:4022405.[3] Sh ro triya P,A llam eh S M,Soboyej o W O.O n the evo luti on ofsurface mo rpho logy of po lysilicon M E M S structures during fa2tigue[J].M echanics of M aterials,2004,36:35244.[4] M uh lstein C L,How e R T,R itch ie R O.Fatigue of po lycrys2talline silicon fo r m icroelectrom echanical system app licati ons:crack grow th and stability under resonant loading conditi ons[J].M echanics of M aterials,2004,36:13233.[5] Gatzen H H,Beck M.Investigati ons on the fricti on fo rceaniso tropy of the silicon lattice[J].W ear,2003,254:112221126.[6] Bhushan B,Israelachvili J N,L andm an U.N ano tribo logy——F ricti on,w ear and lubricati on at the atom ic2scale[J].N ature,1995,374:6072616.[7] Bhushan B.H andbook of M icro N ano tribo logy,2nd Editi on[M].Boca R aton(FL):CRC P ress,1999.[8] L iu H W,Bhushan B.N ano tribo logical characterizati on ofmo lecularly th ick lubricant fil m s fo r app licati ons to M E M SN E M S by A FM[J].U ltram icro scopy,2003,97:3212340. [9] Bhushan B,A graw al G B.F inite elem ent analysis of nano2structures w ith roughness and scratches[J].U ltram icro scopy,2003,97:4952507.[10] L uo J ianbin,H uang P ing,W en Sh izhu,et a l.Characteristicsof fluid lubricati on fil m s at the nano2scale[J].A S M E T rans,JT ribo logy,1999,121(4):8722878.[11] D ing J N,M eng Y G,W en S Z.Scale dependence of tensilestrength of m icrom ach ined po lysilicon M E M S structures duo tom icro structural and di m ensi onal constrains[J].Ch inese ScienceBulletin,2001,46(16):4362440.[12] 张朝晖,温诗铸,雒建斌.薄膜中的应力偶润滑效应[J].摩擦学学报,2002,22(6):4862489.Zhang Zhaohui,W en Sh izhu,L uo J ianbin.Effect of coup lestress in th in fil m lubricati on[J].T ribo logy,2002,22(6):4862489.[13] 王吉会,路新春,温诗铸.微组装T eflon Si3N4多层膜的结构和微观摩擦磨损性能[J].金属学报,1998,34(6):6552660.W ang J ihui,L u X inchun,W en Sh izhu.Structure and m icro tri2bo logical behavi o r of teflon Si3N4m icro2assem bling fil m[J].A cta M etallurgica Sinica,1998,34(6):6552660.[14] Xu T ao,T ian Jun,Xue Q unji.T he influence of nitrogen i oni m p lantati on on the w ear behavi o r of single2crystal silica[J].JPhysics D:A pp lied Physic,2000,33:4262429.[15] XuT ao,L u J injun,Xue Q unji.Effect of i on m ixing by C+i m2p lantati on on fricti on and adhesi on of amo rphous carbon fil m onSi O2[J].M aterials Science and Engineering A,2000,284:51255.[16]L u J injun,Xu T ao,Zhang P ingyu,et a l.Effect of C+i m p lan2tati on on the structure and tribo logical p roperties of th ree m et2al2Si O2system s[J].T h in So lid F il m s,2002,416:1532159. [17] 徐洮,薛群基.氮离子注入Si O2单晶磨损机理的SE M研究[J].摩擦学学报,1999,19(4):2892293.Xu T ao,Xue Q unji.Investigati on of the w ear m echanis m ofN+i on i m p lanted single2crystal Si O2by SE M[J].T ribo logy,1999,19(4):2892293.[18] 徐洮,薛群基,杨生荣,等.离子注入对Si O2表面非晶碳膜的化学状态及摩擦学性能的影响[J].摩擦学学报,2001,21(1):629.Xu T ao,Xue Q unji,Yang Shengrong,et a l.Effect of i m p lan2tati on on the interface chem ical states and tribo logical behavi o rof amo rphous carbon fil m on Si O2substrate[J].T ribo logy,2001,21(1):629.[19] L i X iaodong,Bhushan B,et a l.Fatigue studies of nano scale483摩 擦 学 学 报第24卷structures fo r M E M S N E M S app licati ons using nano inden 2tati on techniques [J ].Surface and Coatings T echno logy ,2003,1632164:5212526.[20] Ch ilam akuri S,Bhushan B.Effect of peak radius on design ofW 2type donut shaped laser textured surfaces [J ].W ear ,1999,230(2):1182123.[21] M uh lstein C L ,B row n S B ,R itche R O .H igh 2cycle fatigue ofsingle 2crystal silicon th in fil m s [J ].J M icroelectrom ech Sys ,2001,10:5932600.[22] Gatzen H ,Beck M .W ear of single crystal silicon as a functi onof surface roughness [J ].W ear ,2003,254:9072910.[23] A ndo Y ,J iro I .F ricti on and pull 2off fo rce on silicon surfacemodified by F I B [J ].Senso rs and A ctrato rs ,1996,57(2):83289.[24] L i X D ,Bhushan B .M echanical characterizati on of m icronano scale structures fo r M E M S N E M S app licati ons using nano indentati on techniques [J ].U ltram icro scopy ,2003,97(124):4812494.[25] A nder S ,Kom vopoulo s K .Effect of vacuum arc depo siti on pa 2ram eters on the p roperties of amo rphous carbon th in fil m s [J ].Surface and Coatings T echno logy ,1994,68269:3882393.[26] Houston M R ,How e R T ,Kom vopoulo s K .D iamond 2like car 2bon fil m s fo r silicon passivati on in m icroelectrom echanical de 2vices [J ].M ater R es Soc Symp ,1995,383:3912402.[27] Beerschw inger U ,A lbrech t T .W ear at m icro scop ic scales andligh t loads fo r M E M S app licati ons [J ].W ear ,1995,1812183:4262435.[28] W ang D F ,Kato K .Effect of fricti on cycles on w ear particlegenerati on of carbon nitride coating against a spherical diamond [J ].T ribo logy Internati onal,2000,33:1152122.[29]D earnaley G .N uclear techniques and equi pm ent fo r non 2sem i 2conducto r app licati ons of i on i m p lantati on [J ].Inst M ethods ,1980,189:1172121.[30]Gup ta B K ,Bhushan B .N ano indentati on studies of i on i m p lant 2ed silicon [J ].Surface and Coatings T echno logy ,1994,68269:5642570.[31] L ekk i J ,Statchura Z ,P reik schas N ,et a l .F ricti on and w ear ofargon 2i m p lanted silicon 2crystals [J ].J M ater R es ,1994,9:91295.[32]Kodali P ,H aw ley M ,W alter K C ,et a l .T ribo logical p roper 2ties of carbon 2and nitrogen 2i m p lanted Si (100)[J ].W ear ,1997,205:1442152.[33] L u K ,L u J .Surface nanocrystallizati on of m etallic m aterialsp resentati on of the concep t beh ind a new app roach [J ].Journal of M aterial Science &techno logy ,1999,15(3):1932197.[34] L u L ,Sui M L ,L u K ,et a l .Superp lastic extensibility ofnanocrys 2talline copper at room temperature [J ].Science ,2000,287:146321466.[35]Jagielsk i J ,P iatkow ska A ,L ibrant Z ,et a l .F ricti on p ropertiesof i on i m p lanted A l 2O 3ceram ic [J ].N uclear Instrum ents and M ethods in Physics R esearch B ,2003,206:109721100.Research Progress i n Surface M od if ication and M icro -Tr ibolog icalBehav ior of Si ngle -Crystal SiliconSUN Rong1,2,XU T ao 1,XU E Q un 2ji 1(1.S tate K ey L aboratory of S olid L ubrication ,L anz hou Institu te of Che m ical P hy sics ,Ch inese A cad e m y of S ciences ,L anz hou 730000,Ch ina ;2.S p ecial F unctional M aterials K ey L aboratory ,H enan U niversity ,K aif eng 475001,Ch ina )Abstract :A review w as given on the research p rogress in the su rface m odificati on and m icro 2tribo logical be 2havi o r of single crystal silicon .T hu s the studies on the m icro 2m echan ical and tribo logical p roperties of single crystal Si and the depo sited fil m s and ox ide layers thereon ,and that on the i on i m p lan tati on and su rface nanocrystallizati on of the single crystal Si w ere summ arized and discu ssed .It w as suggested to fu rther the study on the su rface m odificati on techn iques and the m icro 2nano 2tribo logical behavi o rs of the m odified layers ,in p articu lar ,to p rom o te the study on the i on i m p lan tati on and su rface nanocrystallizati on of the Si 2based m aterials ,so as to m eet the need in the app licati on and developm en t of the h igh 2tech areas such as M E M S and N E M S .Key words :m icro nanoelectrom echan ical system s (M E M S N E M S );silicon ;su rface m odificati on ;m icro 2tri 2bo logical behavi o rAuthor :XU E Q un 2ji ,m ale ,bo rn in 1942,R esearch P rofesso r ,M em ber of the Ch inese A cadem y of Engi 2neering ,e 2m ail :qjxue @n s .lzb .ac .cn583第4期孙 蓉等: 单晶硅表面改性及其微观摩擦学性能研究进展。
材料表面改性技术进展
材料表面改性技术进展概述材料的表面性能对其整体性能和应用范围有着重要的影响。
为了改善材料的表面性能,提高其耐磨、耐腐蚀、耐高温、防尘、防水等特性,科学家们不断研究和开发各种材料表面改性技术。
这些技术的发展为材料制造业带来了巨大的进步和创新。
本文将介绍几种常见的材料表面改性技术及其在不同领域的应用。
1. 电子束表面改性技术电子束表面改性技术是通过使用高能电子束照射材料表面,以改变其结构和性能的一种方法。
电子束能够穿透材料表面,并与其相互作用,从而引起材料的结构改变。
这项技术主要应用于金属材料、陶瓷材料和聚合物材料的改性。
通过电子束表面改性,材料的硬度、耐磨性和耐腐蚀性能得到显著提高,使其在航空航天、能源等领域得到广泛应用。
2. 等离子体表面改性技术等离子体表面改性技术是利用高能等离子体束对材料表面进行处理以改变其性质的一种方法。
等离子体束可以产生高能粒子和离子,通过与材料表面相互作用,改变其物理和化学性质。
等离子体表面改性技术可以显著改善材料的耐磨性、耐腐蚀性和导电性能,广泛应用于航空航天、电子、光电子等领域。
此外,该技术还可用于制备功能性涂层,如超疏水涂层、防腐涂层等。
3. 溅射表面改性技术溅射表面改性技术是利用高能粒子束轰击材料表面,并将其上的原子或分子喷射到材料表面,以改变其物理和化学性质的一种方法。
通过溅射技术,可以在材料表面形成不同组分的薄膜,从而改善材料的硬度、耐磨性、导电性等性能。
溅射表面改性技术主要应用于薄膜材料的制备和功能性涂层的制备领域。
它在集成电路、光电子、显示器等高科技领域具有广泛的应用前景。
4. 化学表面改性技术化学表面改性技术是通过在材料表面形成化学反应,改变其表面化学性质的一种方法。
这种方法广泛应用于金属材料和聚合物材料等。
通过化学表面改性,可以改善材料的抗腐蚀性、耐磨性、润滑性等性能,并赋予其特殊的功能。
例如,通过化学表面改性,可以在金属表面形成自修复涂层,增加材料的耐蚀性能;在聚合物材料上引入亲水基团,使其具有优良的润湿性能。
表面改性技术在微动摩擦学领域中的应用

表面改性技术在微动摩擦学领域中的应用随着科技的不断进步,表面改性技术在微动摩擦学领域中得到了广泛的应用。
表面改性技术可以有效地改善材料表面的性能,从而对于微动摩擦学领域的研究起到了重要的作用。
本文将探讨表面改性技术在微动摩擦学领域中的应用。
首先,表面改性技术可以用于改善材料的润滑性能。
在微动摩擦学领域中,润滑性能是非常重要的。
表面改性技术可以通过在材料表面形成润滑层来改善材料的润滑性能。
例如,可以使用化学气相沉积法(CVD)在材料表面形成润滑层,从而减小微动摩擦系数。
此外,表面处理技术还可以通过改变材料表面的化学成分来改善其润滑性能。
其次,表面改性技术还可以用于改善材料的疲劳寿命。
在微动摩擦学领域中,材料的疲劳寿命是非常重要的。
表面改性技术可以通过压缩、滚压、电化学加工等方法对材料表面进行处理,从而增加材料的抗疲劳能力。
例如,在金属表面上形成纳米晶等细微结构可以大幅提高其抗疲劳性能。
此外,表面改性技术还可以用于改善材料的摩擦磨损性能。
在微动摩擦学领域中,摩擦磨损性能是非常重要的。
表面改性技术可以通过在材料表面形成复合材料、润滑层等措施来减小材料的摩擦系数和磨损量。
例如,可以利用离子注入、蒸镀等方法在材料表面形成石墨膜,从而减小材料的摩擦系数和磨损量。
综上所述,表面改性技术在微动摩擦学领域中具有广阔的应用前景。
通过对材料表面的改性处理,可以有效地改善材料的润滑性能、疲劳寿命和摩擦磨损性能,从而提高微动摩擦学领域相关领域的研究成果。
在今后的研究中,我们将进一步探索表面改性技术在微动摩擦学领域中的应用,以推动微动摩擦学领域的发展。
除了上述提到的应用,表面改性技术还可以用于改善材料的耐腐蚀性能以及提高材料的热稳定性。
在微动摩擦学领域中,材料的耐腐蚀性能和热稳定性同样也是非常重要的因素。
表面改性技术可以通过化学沉积、离子注入等方法在材料表面形成氧化物层、氮化物层等复合材料,从而增加材料的耐腐蚀性能和热稳定性。
现代表面改性技术的国内外最新研究进展.doc
现代表面改性技术的国内外最新研究进展摘要工业技术的发展使得制造工业产品所需的材料品种日益繁多,为了适应高强度、高硬度、耐磨、耐高温、耐腐蚀等不同要求,通常采用各种表面处理技术对普通金属材料表面进行加工,使其适用各种复杂的工作环境。
金属材料表面改性技术很多,除传统的热处理、电镀堆焊外,还包括激光表面改性、离子注入法、物理气相沉积法和热喷涂等。
本文概略的论述了金属材料表面改性技术的研究进展和国内外无机粉体表面改性的现状,概要的描述了现行的以及正在研究的表面改性技术。
关键字:表面改性技术、金属表面改性、粉体表面改性一、前言表面改性技术(surface modified technique)是采用化学的、物理的方法改变材料或工件表面的化学成分或组织结构以提高机器零件或材料性能的一类热处理技术。
它包括化学热处理(渗氮、渗碳、渗金属等);表面涂层(低压等离子喷涂、低压电弧喷涂、激光重熔复合等门薄膜镀层(物理气相沉积、化学气相沉积等)和非金属涂层技术等。
这些用以强化零件或材料表面的技术,赋予零件耐高温、防腐蚀、耐磨损、抗疲劳、防辐射、导电、导磁等各种新的特性。
使原来在高速、高温、高压、重载、腐蚀介质环境下工作的零件,提高了可靠性、延长了使用寿命,具有很大的经济意义和推广价值。
表面改性的特点是:(1)不必整体改善材料,只需进行表面改性或强化,可以节约材料。
(2)可以获得特殊的表面层,如果超细晶粒、非晶态、过饱和固溶体,多层结构层等,其性能远非一般整体材料可比。
(3)表面层很薄,涂层用料少,为了保证涂层的性能、质量,可以采用贵重稀缺元素而不会显著增加成本。
(4)不但可以制造性能优异的零部件产品,而且可以用于修复已经损坏、失效的零件。
表面改性技术广泛应用于机械工业、国防工业及航空航天领域,通过表面改性可以使材料性能提高,产品质量提高,降低企业成本。
表面技术的应用,在提高零部件的使用寿命和可靠性,提高产品质量,增加产品的竞争力,以及节约材料,节约能源,促进高科技技术的发展等方面都有着十分重要的意义。
提高材料摩擦学性能之稀土表面工程
提高材料摩擦学性能之稀土表面工程
杨勇;王铀;闫牧夫
【期刊名称】《热处理技术与装备》
【年(卷),期】2006(027)006
【摘要】表面改性过程中加入稀土元素对改善材料表面的摩擦学性能有显著的效果.稀土表面工程研究中可通过多种方法将稀土元素加入表面改性层,通常采用化学热处理、热喷涂和喷焊、激光表面处理等方法.本文综述了哈尔滨工业大学材料科学系的研究者们在该领域的研究情况,包括本文作者的研究和应用成果.
【总页数】4页(P1-4)
【作者】杨勇;王铀;闫牧夫
【作者单位】哈尔滨工业大学,材料科学与工程学院,黑龙江,哈尔滨,150001;哈尔滨工业大学,材料科学与工程学院,黑龙江,哈尔滨,150001;哈尔滨工业大学,材料科学与工程学院,黑龙江,哈尔滨,150001
【正文语种】中文
【中图分类】TG178
【相关文献】
1.稀土强韧化MoSi2材料的摩擦学性能 [J], 颜建辉;张厚安;唐思文
2.稀土化合物改性复合材料在油润滑下的摩擦学性能 [J], 何福善; 周子涵; 郑开魁; 高诚辉; 林有希; 江威
3.稀土型纳米复合材料的摩擦学及自修复性能研究 [J], 于旭东;于伟;白雪莲;吴斌
4.稀土处理玻璃纤维填充聚四氟乙烯复合材料在油润滑下的摩擦学性能 [J], 薛玉
君;程先华;谢超英
5.水润滑下稀土处理碳纤维填充聚四氟乙烯复合材料摩擦学性能 [J], 包丹丹;程先华
因版权原因,仅展示原文概要,查看原文内容请购买。
表层改性技术,机械制造的“内科”——访表面改性技术专家,同济大学教授高玉魁
表层改性技术,机械制造的“内科”——访表面改性技术专家,同济大学教授高玉魁李丹【期刊名称】《航空制造技术》【年(卷),期】2017(000)004【总页数】3页(P20-22)【作者】李丹【作者单位】【正文语种】中文:电子束加工技术是近年发展起来的一种先进制造技术,在材料表层改性、打孔、焊接等方面已成为不可缺少的特种加工手段之一。
然而这只是其应用的一部分,还有巨大的潜力待挖掘。
您近年来年发表的论文中采用电子束对TC21钛合金进行表层改性并取得了较好的效果。
请简单为我们介绍一下,电子束表层改性的应用优势及其应用领域。
高玉魁:表层改性近年来得以重视,一方面是因为表层加工质量不仅影响制造加工尺寸精度、纹理度、粗糙度和光洁度,而且还直接决定了零部件的抗疲劳、耐腐蚀及磨损等使用性能。
这里谈表层改性,主要是体现出改性层的深度和梯度特性。
近年来电子束表层改性技术因能量利用率高、真空下无氧化或污染、便于精确控制等而被重视得以研发并逐渐应用到以下领域:(1)抛光与净化。
绝大多数零部件失效是由于其表层失效造成的,提高材料的表层性能,是延长零部件使用寿命、合理配置性能、保障系统安全稳定服役的关键。
而抛光处理是材料表面加工的关键工序,所以各工业发达国家均深入地开展了这方面的研究。
目前,对材料表面抛光的主要方法有机械抛光、电解抛光、化学机械抛光、化学抛光、激光抛光等。
机械抛光是目前工业生产中应用最广泛的加工方法,并将在很长一段时间内占据主导地位,但其速率较低且成本高,此外机械抛光产生的热量和振动会导致工件形成加工硬化形变层及残余拉应力。
电解抛光可以增加工件表面抗腐蚀性且成本低廉,主要应用于原始表面粗糙度较低的金属制品,但电解抛光质量与电解液及电流电压的规范有关,需要经过大量试验获得,所以难以广泛应用。
化学机械抛光引起的冲击与振动有时会使工件受损。
激光抛光易在表层形成氧化或造成某些相的脆化,难以大量投入实际生产。
电子束抛光技术是21世纪出现的新型材料表层改性技术,它是用高密度能量的电子通过聚焦形成电子束轰击材料表面,而使其表层熔化或蒸发从而获得粗糙度较低、杂质较少且力学性能较好的加工技术。
抗疲劳制造原理与技术概论

抗疲劳制造原理与技术概论一、抗疲劳制造定义1964年国际标准化组织(ISO)在《金属疲劳试验的一般原理》中给疲劳下了一个描述性定义:金属材料在应力或应变的反复作用下所发生的性能变化叫疲劳。
所谓的抗疲劳制造技术是指在不改变零件材料和截面尺寸的前提下,通过在制造工艺过程中改变材料的组织及应力分布状态来提高零部件疲劳寿命的制造技术。
这种技术的一个突出的特点是不改变零件的结构和材料,不增加材料重量,但能大幅度提高材料的疲劳寿命。
二、抗疲劳制造设计与制造的重要性在现代工业各个领域中,大约有50-90%以上的结构强度破坏都是由于疲劳破坏造成的,如轴、曲轴、连杆、齿轮、弹簧、螺栓、压力容器、海洋平台、汽轮机叶片和焊接结构等,很多机械零部件的结构件的主要破坏方式都是疲劳,而且遍布在工业、交通、军事等要害部门,给航空、造船、交通运输、动力机械、化工机械、工程机械等工业造成严重威胁[1-2]。
因此,认识疲劳,了解疲劳破坏的机理,探求抗疲劳制造的方法并去指导现代工业技术的发展,已经成为现代工业生产中的重要课题。
三、抗疲劳制造技术的原理疲劳是一个非常复杂的过程,疲劳寿命受许多因素的影响,其中包括零件表面残余应力、表面显微组织、缺口效应、尺寸效应、表面效应、材料静强度以及腐蚀环境等多种因素。
一些对材料或构件的静态特性影响很小的因素,如构件和结构的表面状态、缺口形式等,在疲劳现象中却起到非常显著的作用。
因此,提高金属材料抗疲劳性能应主要从以下四方面来进行:(l)合理选材,注意零件的细节设计,提高加工精度和降低表面粗糙度,尽量减少形成应力集中的各种因素。
(2)在金属材料表层,特别是局部应力集中的薄弱部位引人高的残余压应力。
(3)细化材料的表层显微组织,细化亚晶粒,减少材料内部的非金属夹杂物,提高冶炼精度。
(4)在保证芯部具有足够强度的前提下,提高材料表层的硬度和强度,抑制在循环应力作用下表层产生局部塑性形变。
四、疲劳设计方法1、无限寿命设计法。
表面改性纳米粒子在摩擦学领域的应用
锆盐 、锌 盐 、镉 盐等 ,包覆机 理有物理和 化学两种 , 无 机物 改性 纳米粒子 在摩擦 学上 的应用较 少 。有机物 包覆 是利用 物 理或化学 吸 附原理 ,将 包覆 材料均 匀 附着 在被
米粒子 的表面 改性就是对纳米粒子 进行新 的加工 , 其 使 物性 ( 如粒度 、 动性、电气特性 ) 流 得到进一步 的改善 。
2 纳 米粒子 表面 改性
纳米 粒子 的表 面改 性方法 按 其改 性原 理可 分为表 面物理改性和表面化 学改性两大类 【,物理改性是指 在 】 】 表 面吸 附包裹改性剂 , 学改性是指 改性物可 以和纳米 化
赵彦 保 等制备 了P / TO 复合纳米微 球, 】 SMA.i 2 研究
了复合 纳米微球作 为润 滑油添加剂 的摩 擦学性能 , 试验 得 出微球 在 很低 的添 加浓度 下就 能起 到很 好 的抗磨 作
不到理想 的性 能。因此 ,为 了改善纳 米粒子在液体 介质 中的分散稳定 性,改善纳米粒子与 其他 物质 的相 容性,
纳 米 Z O, 使 得 粉 体 在 溶 剂 中 得 到 了较 好 的分 散 。 n Siat【 r nh6 k 】等在纳米F 粒子 上包覆 了聚苯 乙烯 ,对表面 e
性质产 生了影响 。 陈丽 娟【等 在 制备 的 纳米S O 表 面 先用 油酸 钠处 1 7 J n2 理, 再接枝聚合P MMA , 得到 了 以S O 为核 、以P n2 MMA
表 面大 、 面能高 , 得纳米粒子在 液体介质 中易发 生 表 使 团聚 ,团聚的二次粒子难 以发挥 其纳米效应 ,使材料 达
和3 0 0 N条件 下进 行试 验 。在 加入 复合纳米 微球 的石蜡
油 作用下 的磨 斑要 比纯石蜡 油 作用下 的磨 斑小 ,说 明 P MMA S O 作为添加剂具有一 定的抗磨损性 能。 .n 2
离子束表面改性及其在摩擦学中的应用

离子束表面改性及其在摩擦学中的应用
张绪寿;冶银平
【期刊名称】《摩擦学学报》
【年(卷),期】1992(12)1
【摘要】本文对离子束表面改性的各种方法和技术水平及其在摩擦学中的应用进行了综述,讨论了为使这种技术更加广泛地应用于实际摩擦学体系还必须研究的一些问题。
大量文献资料表明,离子注入是改善材料摩擦学性能的一种有效方法。
离子束辅助涂层是新近发展起来的一种离子束表面改性技术,包括离子束增强沉积或离子束辅助沉积、离子束混合和离子束反冲注入。
利用它可以制得0.05到几个微米厚的涂层。
由于界面的相互扩散混合,离子束辅助涂层能更强地与底材结合,并且常比物理或化学气相沉积的涂层更密实。
作者认为,离子束技术今后将在两个相关领域中发展,即直接的离子注入和离子辅助涂层,并且指出离子补助涂层技术将拓宽离子束技术在摩擦学中的应用范围。
【总页数】10页(P8-17)
【关键词】离子束;表面改性;涂层;摩探磨损
【作者】张绪寿;冶银平
【作者单位】中国科学院兰州化学物理研究所固体润滑开放研究实验室
【正文语种】中文
【中图分类】TH117
【相关文献】
1.表面改性纳米粒子在摩擦学领域的应用 [J], 王德岩
2.离子注入材料表面改性及其在摩擦学中的应用 [J], 张光胜
3.纳米粒子表面改性及在摩擦学领域应用的研究进展 [J], 司现宝;陈立功;朱立业;任连岭;邓才超
4.金属材料的激光表面改性及其在摩擦学中的应用 [J], 杨德华;张绪寿
5.离子注入表面摩擦学改性及其应用 [J], 高诚辉;林有希;刘映球
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
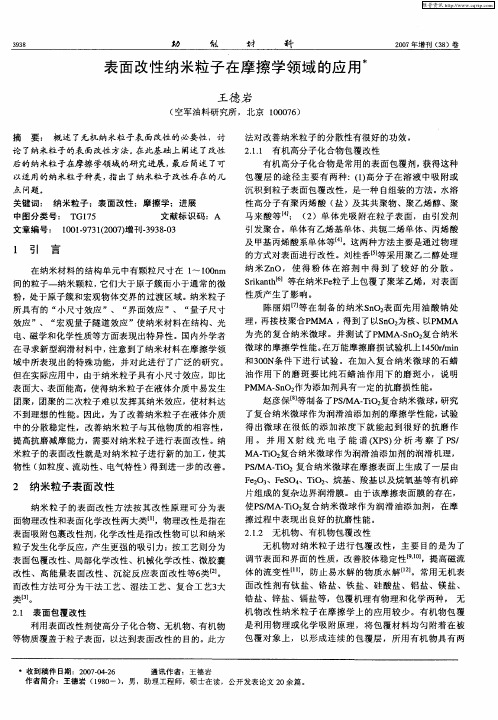
第18卷 第2期摩擦学学报V o l18, No2 1998年6月T RIBO LOGY Jun,1998评述与进展(185~190)表面改性技术在微动摩擦学领域中的应用*徐桂珍 刘家浚周仲荣(清华大学摩擦学研究所 北京 100084) (西南交通大学摩擦学研究所 成都 610031)摘要 对近年来国内外在采用表面改性技术改善材料的抗微动损伤性能方面的研究和进展做了简要的综述.分析了各种表面改性层在微动摩擦学中的应用和作用机制.指出采用多种表面改性手段,如表面机械强化、表面化学处理及表面涂覆等可不同程度地提高材料的抗微动损伤性能,延长零件的服役寿命.关键词 微动磨损 微动疲劳 表面改性 表面涂层分类号 T H113.22微动损伤是在结构振动或交变应力作用下相互配合并紧密固定在一起的部件之间相互接触并发生微小振幅的相对运动所引起的磨损现象[1].它是一种非常复杂的现象,可能同时伴有磨损、疲劳和腐蚀.微动损伤在运输、航空航天、发动机、核电等行业已成为导致材料损伤的主要原因.因此,关于微动损伤机理的研究一直是人们关注的焦点.特别是近10余年来,由于高科技发展的需要,采用新材料和表面防护来改善材料微动损伤性能的研究取得了长足的进展.但是许多试验结果缺乏可比性,有些结果甚至互相矛盾.为此有必要从微动损伤的基本理论出发,考察影响微动损伤过程的关键因素,分析各种表面改性层在微动中的作用机理,最终为合理选择表面改性技术指明方向.1 微动损伤机制及其主要影响因素微动损伤机理较为复杂,它牵涉到粘着、腐蚀、疲劳及磨粒磨损等多种磨损机制.磨损和疲劳作为主要的微动失效方式,往往在同一接触面内发生,其作用机理既有区别,又互相影响.磨损的特征表现为磨屑脱落.微动磨损主要由振动或位移引起,滑动振幅的大小是影响微动磨损的主要因素.而疲劳的特征表现为裂纹形核和扩展及由此引起的疲劳断裂失效.裂纹一般在微动接触区的应力集中处形核,随后裂纹的扩展方向主要受滑动振幅的影响.当滑动振幅较大时,裂纹的扩展方向趋于与接触表面平行,结果当裂纹扩展至表面时,磨屑颗粒脱落产生麻坑而不形成扩展疲劳裂纹,因此增加滑动振幅有利于延长疲劳寿命[2,3].但Nishio ka和Hirakawa[4]发现,增加滑动振幅可降低微动疲劳强度.Funk[5]在早期的工作中也得到了类似的结果.Field和Wa ters[6]则发现,在临界值以下,增加滑动振幅可降低微动疲劳强度,但在临界值以上增加滑动振幅则可增大微动疲劳强度,这可能是由于在疲劳裂*国家自然科学基金和四川省青年科学基金项目/1997-11-28收到初稿,1998-06-10收到修改稿/通讯联系人徐桂珍.徐桂珍 女,30岁,博士生,主要从事表面工程和微动摩擦学的研究.刘家浚 男,66岁,教授、博士生导师,主要从事摩擦学材料和表面工程研究,发表论文130余篇,专著4部.周仲荣 男,34岁,教授,主要从事摩擦学表面工程和材料的摩擦磨损研究,发表论文20余篇.186摩 擦 学 学 报第18卷纹达到最小临界长度之前已被磨损掉所致.从组织结构而言,疲劳裂纹的形核与白亮层的形成有关.白亮层因强烈的剪切变形产生,其形成与材料从一个表面转移到另一个表面所发生的结构转变有关.表面磨损对疲劳的影响体现在多个方面[7].在某些情况下,磨损可以控制疲劳裂纹的产生.由于表面磨损的作用,表面接触形状发生变化,使得接触应力随之变化.如果这种接触应力的重新分布降低了接触应力集中,则对微动疲劳裂纹的形核及扩展起抑制作用.另外,由微动磨损产生的磨屑分布在接触面之间,隔离了对磨表面,对抑制粘着和降低接触应力集中也是有益的.微动损伤的复杂性不仅来自于多种磨损机理的交叉作用,而且来自于影响微动损伤因素的多样性,如载荷的性质及大小、滑动振幅、环境条件、材料因素以及微动过程中接触形状的改变所引起的变化等.其中,滑动振幅和材料本身的机械或摩擦学性能起着决定性的作用.因此,在选择表面改性技术提高材料的抗微动损伤性能时,必须注意研究和分析两者在微动过程中的变化及相互作用.2 表面改性技术及改性层的微动作用机理表面改性技术种类繁多,从表面改性层的特征可分为表面化学处理、表面机械处理、金属涂层和非金属涂层等;从表面改性的工艺方法可分为化学热处理、表面热处理、表面机械强化、电化学处理、化学转变处理、堆焊技术、热喷涂技术、化学气相沉积(CVD)和物理气相沉积(PVD)等.2.1 表面化学热处理表面化学热处理的工艺方法很多,如磷化、阳极氧化、渗C、N、S、B、Al、Cr、Si及碳氮共渗、硫氮共渗等.磷化层的抗微动磨损性能很好,但其抗微动疲劳性能较差.阳极氧化层可以提高某些材料的抗微动磨损性能,但由于阳极氧化法损害了材料的常规疲劳性能,因此其抗微动疲劳性能较差.渗氮层的抗微动疲劳性能优于渗碳层.Car to n[8]研究了渗氮层的微动性能,发现其表面损伤程度随表面机械强度的提高而降低,特别是残余压应力和较高的屈服强度降低了表面承受的有效载荷,使裂纹形核时间延长,扩展速率降低,因而磨损减小,抗微动疲劳性能大大提高.Tay lor和Wa terhouse[9]发现碳氮共渗层可减小接触应力,使微动疲劳性能增加.渗B、Al、Cr、Si和渗C相似,但这些表面改性层用于改善微动疲劳性能的可行性还有待于进一步研究.2.2 表面机械处理研究表明,表面机械处理如喷丸强化、滚压强化等因在表面引入压应力,因而减少了疲劳应力作用下裂纹的形核并抑制裂纹的早期扩展,结果使微动疲劳性能显著提高.Chiv ers 和Go rdelier[10]从提高表面强度和降低应力集中的角度出发对3.5Ni-Cr-Mo-V钢进行了表面喷丸强化处理,发现其疲劳强度有所提高.这是由于表面压应力抵销了滑动接触中的张应力所致.Waterho use和Trow sdale[11]研究了表面喷丸强化处理引入的残余压应力和粗糙度对改善材料微动疲劳性能的作用,发现喷丸处理增加了表面粗糙度,由于真实接触面是一些离散的较小的面,达不到形成裂纹的临界体积,因而抑制了微动疲劳裂纹的产生.2.3 金属涂层金属涂层可分为硬质金属涂层和软质金属涂层.硬质金属涂层因为硬度很高,因而多用于抗微动磨损.Bill[12]用等离子喷涂法在Ti6Al4V合金上沉积Co粘结的W C涂层,结果降低了与其对磨的Ti6Al4V合金的微动磨损.据分析,这与W C-Co涂层中Co粘结剂的作用有关.一方面,Co 粘结剂本身具有抗粘着性能,可以防止涂层的粘着破坏和金属转移;另一方面,Co 通过形成一层薄膜而减轻硬质陶瓷颗粒的磨粒磨损作用.H a rris 等[13]研究了火焰喷涂M o 涂层、电弧喷涂Fe-13%(以质量分数计,下同)Cr 涂层、18Cr-8Ni 不锈钢涂层、低Ni-Al-Mn 合金涂层、Fe-13%Cr +Ni-Al-M n 复合涂层、化学镀Ni-P 涂层等在室温和高温下的微动磨损性能.发现各种涂层的摩擦学性能随循环次数和温度的变化而表现出不同的变化特征.火焰喷涂Mo 涂层,因存在弥散分布的M oO 2硬质相,在室温下MoO 2能均匀分布于微动磨损表面,阻止了金属间的接触并降低了摩擦因数;当温度由20℃升高至300℃时,Mo 涂层的磨损率有所增加.推测这是由于温度升高时M oO 2部分转变成MoO 3,M oO 3产生了磨粒磨损所致.电弧喷涂Fe -13%Cr 和18Cr -8Ni 涂层在喷涂过程中形成弥散分布的铁和铬的氧化物.如图1所示,在室温下,微动磨损初期,表面氧化物阻止了摩擦因数Fig 1 W ea r r ate o f lo w alloy steel and stainless steel1-Low alloy steel(826M 31),2-Fe-13%Cr coating ,3-Ni-Al-M n coating ,4-Fe-13%Cr +Ni-Al-M n composite coating,5-18Cr-8Ni coating,6-316L stain les s steel coating图1 低合金钢与不锈钢的各种电弧喷涂涂层的磨损率1-826M 31低合金钢,2-Fe-13%Cr 涂层,3-Ni -Al -M n 涂层,4-Fe -13%Cr +Ni -Al -M n 复合涂层,5-18Cr -8Ni 涂层,6-316L 不锈钢涂层187第2期徐桂珍等: 表面改性技术在微动摩擦学领域中的应用188摩 擦 学 学 报第18卷的升高,当微动循环次数达到104次时,由于表面氧化物不足以分离金属表面,因此粘着和微动破坏导致了摩擦因数的升高,其磨损率则与基体材料相近.当温度升至475℃时,随着M3O4型氧化物的形成,Fe-13%Cr和18Cr-8Ni涂层的抗微动磨损性能显著提高.此时快速形成的氧化膜有利于降低其摩擦因数和磨损率.低Ni-Al-Mn软质合金涂层内含有少量氧化物,在室温微动摩损条件下金属间很快接触使摩擦因数急剧升高,随后发生表面粘着和撕裂.当温度升高至475℃时,其磨损率依然很高.而当温度升至700℃时,因氧化物的快速生长起到了充分的保护作用,而使得摩擦因数显著下降.复合涂层在磨损初期的微动性能类似于Fe-13%Cr涂层,这可能是因为金属粒子之间存在Fe-Cr氧化物所致.而复合涂层中含有50%Ni-Al-Mn,使Fe-Cr氧化物在其中分布更为离散,所以在几百次循环时金属间发生了粘着和微动破坏.在温度为475℃时,M3O4型氧化物大面积生成并保护了富Ni区,此时复合涂层的微动磨损性能类似于相同温度时的Fe-13%Cr涂层,即摩擦因数降低,磨损率减小.与室温相比,化学镀Ni-P层在350℃下的微动磨损性能较差,而当温度达到600℃时,其摩擦学性能显著提高.这是因为当温度达到350℃以上时形成五氧化磷并升华,使磨屑变软并生成具有良好保护作用的光亮氧化镍膜层,从而使摩擦因数维持低值.总的来说,硬金属涂层在成形过程中易产生张应力,所以不宜用于改善材料的微动疲劳性能.软金属涂层如镀镉层在汽车工业中已得到广泛应用,镀银层的抗微动损伤性能也受到广泛重视.但是Car ton[8]和Chiv ers[10]研究发现,镀镉及镀金、银和铜等软金属层由于与基体的附着性差,容易从表面脱落,因此它们在抗微动损伤中的应用受到限制.2.4 非金属涂层非金属涂层有软、硬之分.硬质非金属涂层主要是一些陶瓷涂层,如等离子喷涂陶瓷粉末涂层、离子镀层、溅射陶瓷涂层及类金刚石涂层等;软质非金属涂层主要指固体润滑剂涂层及高分子涂层等,其特点是柔韧性好,摩擦因数小.B ill[12]考察了等离子喷涂硬质保护性抗磨损涂层(包括Al2O3-13%TiO2涂层,Cr2O3涂层,Al青铜涂层),乳化液喷涂软质聚合物型减摩涂层(包括聚酰亚胺涂层,聚酰亚胺+60%石墨片涂层,聚酰亚胺+75%Mo S2涂层,甲基苯硅树脂+M o S2+Sb2O3涂层)及溅射M o S2、TiC、TiB2涂层等多种非金属涂层对Ti6Al4V合金的抗微动磨损性能的影响,发现在相同的试验条件下,各种涂层具有不同的抗微动磨损性能.其中Al青铜+芳香型聚酯涂层作为牺牲涂层,可用作易磨损机件的表面涂层.等离子喷涂Al2O3-13TiO2涂层作为抗磨损能力最强和对湿度最不敏感的硬质涂层可用作易磨损或疲劳机件的表面涂层.溅射M o S2涂层在干燥空气下可有效降低微动磨损,但在饱和湿度空气下无效.溅射TiC和TiB2能显著降低微动磨损,其有效作用主要缘于减少了微动早期的粘着转移和破坏,而不是象M o S2那样通过形成润滑膜来降低磨损.Ca rto n[14]研究了2种有机涂层(环氧树脂中添加PTFE固体润滑剂和聚酰亚胺树脂中添加PT FE固体润滑剂)的抗微动磨损性能,发现其机械性能虽然比钢基体差,但微动接触的运行条件均有明显改善,从而使钢基体免受磨损和开裂.由于聚酰亚胺/PTFE涂层与基体材料的附着性好,屈服强度高,因此其抗微动损伤能力较高.应该注意的是,这2种有机涂层的寿命很大程度上依赖于加载状态特别是滑动振幅,如图2所示.由此可见,软质非金属润滑涂层抗微动磨损性能较差,一般只作牺牲涂层使用.但其摩擦因数低并可有效提高材料的微动疲劳性能.离子镀Ti2N涂层较厚且与基体的附着性好,因此与TiN涂层相比,Ti2N涂层有更高的抗微动磨损能力.Blanpain等[15]人发现,在给定的试验条件下,硬碳涂层如RF等离子沉积类金刚石涂层(简称DLC,下同),电弧离子镀DLC 涂层,激光沉积DLC 涂层及CVD Fig 2 Th e lifetime o f two o rga nic coa tings v ersus a mplitude 图2 2种有机涂层的磨损体积损失与滑动振幅的关系金刚石涂层等的抗微动磨损性能均优于PVD TiN 涂层.图3所示为不同涂层的微动磨损体积损失随循环次数的变化关系.可以看出,PV D TiN 涂层的磨损取决于TiN →TiO 2-x 的摩擦氧化,推测其氧化产物具有一定的润滑作用,可以使摩擦因数降低,但是氧化物磨屑对PVD TiN 涂层起磨粒磨损作用,因此使PVD TiN 涂层的磨损体积损失急剧增加.几种DLC 涂层的微动磨损性能与具有润滑性能的第3体的形成有关,因其磨屑以碳的石墨形态存在,可降低摩擦因数和磨损率.CVD 金刚石涂层与刚玉球对磨时,初始摩擦因数较高但随着循环次数的增加迅速降低,其磨损则可以忽略,这可能与金刚石表面上转移膜的形成有关.3 结束语综上所述,许多研究者在应用表面改性技术提高材料抗微动损伤性能方面做了很多尝试,研究范围几乎覆盖了各种表面改性技术,其中等离子喷涂、渗镀处理和喷丸强化处Fig 3 T he fre tting w ear v o lumes of v ariousco ating s v er sus numbe r of cy cles图3 不同涂层的微动磨损体积损失随循环次数的变化理技术应用较多;其次是阴极溅射、CV D 等.无论采用何种表面改性手段,从表面摩擦学的角度来看,所获得的表面改性层均可分为软质润滑性减摩涂层和硬质保护性抗磨涂层.前者通过润滑作用降低摩擦因数,改善微动运行条件,可有效提高材料的抗微动损伤性能;而后者通过提高微动接触面的硬度、屈服强度,即提高耐磨性来改善抗微动损伤性能.在一定的试验条件下,它们都能不同程度地改善材料的微动磨损性能.但在实际应用中必须注意涂层与基体的结合力和温度、湿度、环境等因素对微动磨损行为的影响.此外在防止微动损伤的理论和实践方面仍存在大量悬而未决的研究课题,如表面涂层的微动损伤机理,微动区内的应力场和温度场分布,第3体的形成过程及其作用等.因此有必要充分利用现有表面改性技术,结合实际应用中易微动磨损部件的服役条件,寻求采用表面改性技术提高其抗微动磨损性能的有效手段.189第2期徐桂珍等: 表面改性技术在微动摩擦学领域中的应用190摩 擦 学 学 报第18卷参考文献1 W aterhous e R B.Fretting Corrosion.Pergam on,Ox ford,1972.2 Bill Robert C.Review of factors th at influence fretting w ear.AS TM S TP780,ASTM,Philad elphia,1982,165~182 3 Beard J.An investigation in to th e mechanism s of fretting fatigue:[Ph D Thesis].University of Salford,19824 Nis hioka K,Hirakaw a K.Fundamen tal inves tigation of fretting fatigue-Part5.Bull JSM E,1972,12:692~6975 Funk W.A test process fo r inv es tigating the effect of fretting corrosion on fatigue streng th.M etalloberflach e22, 1968:362~3676 Field J E,W aters D H.Fretting fatigu e streng th of En26s teel.N EL R eport No.275,M in Tech,19677 Beard J.Palliativ es for fretting fatig ue.Fretting Fatigu e,ESIS18(Edited b y R B Waterh ouse and T C Lindley),M e-ch anical Engineering Publications,London,1994:419~4368 Carton J F,Vannes A B,Vincen t L.Basis of a coating ch oice meth odology.W ear,1995,185:47~579 Taylor D E,W aterhou se R B.Sp rayed molybden um coatings as a protection again st fretting fatigu e.W ear,1972,20: 401~40710 Chivers T C,Gordelier S C.Fretting fatigue palliatives:som e comparative experimen ts.Wear,1984,96:153~17511 W aterhous e R B,Trows dale A J.Resid ual stres s and s urface rough nes s in fretting fatig ue.J Ph ys D:Ap pl Phys, 1992,25:236~24312 Bill R C.Selected fretting-w ear-resis tan t coatings for Ti-60%Al-40%V alloy.Wear,1985,106:283~30113 Harris S J,Overs M P,Gould A J.Th e use of coatings to con troll fretting wear at am bien t and elevated temperature.W ear,1985,106:35~5214 Carton J F,Vannes A B,Zambelli G et al.An inves tigation of the fretting beh avior of low friction coating s on s teel.Tribology In ternational,1996,29:445~44915 Blanpain B,Celis J P,Roos J R et al.A comparative s tud y of th e fretting wear of hard carbon coatings.Thin Solid Films,1993,223:65~71Application of Surface Modification Technologyin Fretting TribologyXu Guizhen Liu Jiajun(T ribology Research Institute of T singhua University Beijing 100084 China)Zhou Zho ng rong(Tribology Research Institute of South west J iaotong University Chengdu 610093 China)Abstract A review is briefly giv en of the research and dev elopment on the improv ement o f fretting-resistant pro perties of materials at hom e and abroad.The fretting w ea r m echa-nisms o f va rio us surface m odificatio n coating s are analy zed after discussing the basic mech-anism of fretting dam ag e.It is sho w ed tha t the fretting-resista nt properties of ma terials and the lifetim e of co mponents can be improv ed by applying v arious surface mo dificatio n techniques such as surface ha rdening,coating,and allo ying.Key words fretting w ear fretting fatig ue surface mo dificatio n surface coa ting Classifying number TH113.22。