闸阀阀体加工工序
阀门加工工艺

阀门的生产过程和工艺过程阀门产品制造时,将原材料或半成品转变为成品的各有关劳动过程的总和,称为生产过程。
对于结构比较复杂的阀门产品,其生产过程主要包括下列过程:(1)生产技术准备过程这个过程主要应完成阀门产品投入生产前的各项生产和技术准备工作。
如对产品标准和法规的研究;产品的设计;工艺设计和专用工艺装备的设计与制造,各种生产资料的准备以及生产组织等方面的准备工作。
(2)毛坯的制造过程如铸造(砂铸或精密铸造)、锻造(自由锻或模锻)和压延或焊接。
(3)零件的各种加工过程如机械加工、焊接、热处理和其他表面处理等。
(4)产品的组装过程包括部件组装、总装、试验与检验和涂装等。
(5)各种生产服务活动如生产中原材料、半成品、标准件和工具的供应、运输、保管以及产品的包装和发运等。
由以上过程可以看出,阀门产品的生产过程是相当复杂的。
为了便于组织生产和提髙劳动生产率,现代阀门工业的发展,要求组织专业化生产,即一种产品的生产(尤其是比较复杂的产品)是分散在若千个工厂进行的。
例如,石油、天然气长距离运输的管线球阀,球阀上的控制装置、仪表、注脂阀、球体、密封件等许多零部件都是由专业厂协作生产,最后由阀门厂完成配套并组装成完整的产品——管线球阀。
产品按专业化组织生产后,各有关厂的生产过程就比较简单,有利于保证质量、提髙生产率和降低成本。
在阀门产品的生产过程中,对于那些与原材料变为成品直接有关的过程,如毛坯制造、机械加工、热处理、焊接和组装等,称为工艺过程。
采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量,使之成为产品零件的过程称为机械加工工艺过程。
2.1.2机械加工工艺过程的组成机械加工工艺过程是比较复杂的。
在这个过程中,根据被加工零件的结构特点和技术要求,常常需要采用各种不同的加工方法和设备,并通过一系列加工步骤,才能将毛坯变成零件。
为了比较客观地反映这一过程,也为了便于对这一过程进行分析和描述,就需要研究这一过程的组成,并对其组成单元作出科学的定义。
阀门加工工艺流程

阀门加工工艺流程
《阀门加工工艺流程》
阀门是一种用来控制流体流动的装置,广泛应用于石油、化工、冶金等工业领域。
阀门加工工艺流程是指在制造阀门过程中所涉及的加工工艺流程,包括原材料准备、铸造或锻造、热处理、加工、装配等环节。
首先,阀门的加工工艺流程需要进行原材料准备。
通常阀门的材料包括铸铁、钢、不锈钢等。
在原材料准备阶段,需要根据客户的要求选择合适的材料,并进行原材料的采购和入库管理。
接下来是铸造或锻造环节。
根据阀门的种类和规格,选择合适的铸造或锻造工艺进行生产。
铸造是将液态金属注入到模具中,经过凝固后形成铸件,而锻造是通过对金属材料进行挤压和变形来获得所需形状的零部件。
随后是热处理环节。
热处理是将材料加热至一定温度,然后经过保温和冷却过程,以改变其组织结构和性能。
通过热处理可以提高阀门零部件的硬度、强度和耐磨性。
然后是加工环节。
加工包括数控机床精密加工、铣削、车削、磨削等工艺,将铸件或锻件加工成符合设计要求的零部件。
在这个阶段需要严格控制尺寸精度和表面质量,确保阀门的使用性能。
最后是装配环节。
将经过加工的零部件组装成成品阀门。
在装
配过程中,需要进行严格的检测和调试,确保阀门的密封性和操作灵活性。
总的来说,阀门加工工艺流程是一个复杂的过程,需要严格遵循相关的工艺标准和技术规范,以确保阀门的质量和性能。
随着工艺技术的不断进步,阀门加工工艺也在不断改进和提升,以满足市场对阀门的不断增长的需求。
阀门制造工艺流程(3篇)

第1篇一、引言阀门作为管道系统中不可或缺的组成部分,其质量直接影响到管道系统的正常运行。
阀门制造工艺流程是保证阀门质量的关键,本文将从原材料采购、工艺设计、加工制造、装配检验、包装运输等环节详细阐述阀门制造工艺流程。
二、原材料采购1. 材料选择:根据阀门用途、工作介质、工作温度和压力等因素,选择合适的金属材料。
如碳钢、不锈钢、合金钢等。
2. 材料采购:按照设计要求,从正规供应商处采购所需原材料,确保材料质量符合国家标准。
三、工艺设计1. 设计方案:根据阀门用途、工作介质、工作温度和压力等因素,确定阀门结构形式、连接方式、密封形式等。
2. 工艺方案:根据设计方案,制定合理的加工工艺,包括热处理、机加工、装配、检验等环节。
四、加工制造1. 零件加工:按照工艺方案,对原材料进行切割、锻造、热处理、机加工等工序,加工出合格零件。
2. 零件检验:对加工出的零件进行尺寸、形状、表面质量等检验,确保零件符合设计要求。
3. 零件装配:将检验合格的零件进行装配,包括阀体、阀盖、阀杆、密封件等。
4. 装配检验:对装配后的阀门进行外观、尺寸、密封性能等检验,确保阀门符合设计要求。
五、装配检验1. 装配:将加工合格的零件按照设计要求进行装配,包括阀体、阀盖、阀杆、密封件等。
2. 检验:对装配后的阀门进行外观、尺寸、密封性能等检验,确保阀门符合设计要求。
3. 性能试验:对阀门进行压力、流量、密封等性能试验,验证阀门在实际使用中的性能。
六、包装运输1. 包装:将检验合格的阀门进行清洁、擦干,然后按照要求进行包装,确保阀门在运输过程中不受损坏。
2. 运输:将包装好的阀门运输至客户指定地点,确保运输安全、快捷。
七、售后服务1. 技术咨询:为客户提供有关阀门选型、安装、维护等方面的技术咨询。
2. 故障排除:在客户使用过程中,如遇到阀门故障,及时为客户提供故障排除服务。
3. 维修保养:为客户提供阀门维修、保养等服务,确保阀门长期稳定运行。
阀门制造工艺流程
阀门制造工艺流程
《阀门制造工艺流程》
阀门是一种用于控制流体流动的装置,广泛应用于石油、化工、水利、电力等行业。
其制造工艺流程涉及多个环节,包括设计、原材料采购、加工、装配等。
首先,阀门的制造始于设计阶段。
设计师根据客户需求和使用环境,确定阀门的型号、规格及材料,然后绘制详细的制造图纸。
这些图纸将作为制造工艺的依据,包括阀门的结构尺寸、材料要求、加工精度等。
其次,原材料采购是制造流程中至关重要的一环。
阀门制造所需的原材料包括钢材、铝合金、铜合金等。
制造商需要根据设计图纸和技术要求选购合适的原材料,并对原材料进行质量检验和严格控制。
接下来是加工环节,包括锻造、铸造、机械加工等工艺。
根据设计图纸,制造商将原材料加工成各个零部件,如阀体、阀盖、阀芯等。
在加工过程中,需要注意材料的热处理和表面处理,以确保阀门的强度、耐腐蚀性和密封性。
随后是组装和测试环节。
在组装阶段,各个零部件根据制造图纸进行组装,需要确保每个零部件的尺寸、间隙和装配顺序符合要求。
随后进行阀门的密封性、耐压性、流量和操作性能测试。
最后是包装和交付阶段。
完成测试合格的阀门将进行清洗、包装和贴签,然后交付给客户。
同时,制造商还需要对阀门的质量和售后服务进行追踪和管理。
总的来说,阀门制造工艺流程涉及多个环节,需要严格控制每个环节的质量和工艺要求,以确保最终产品的质量。
同时,不断优化工艺流程、提高生产效率和降低成本也是企业持续改进的方向。
阀门制造工艺
阀门制造工艺简单介绍
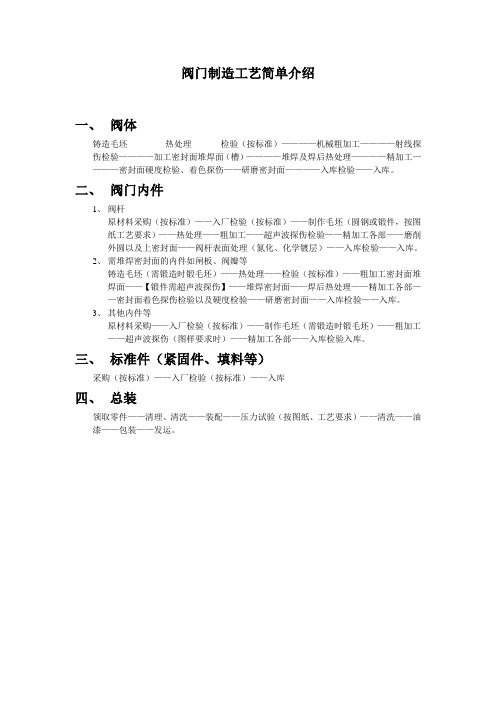
一、阀体
铸造毛坯-------------热处理----------检验(按标准)————机械粗加工————射线探伤检验————加工密封面堆焊面(槽)————堆焊及焊后热处理————精加工————密封面硬度检验、着色探伤——研磨密封面————入库检验——入库。
二、阀门内件
1、阀杆
原材料采购(按标准)——入厂检验(按标准)——制作毛坯(圆钢或锻件,按图纸工艺要求)——热处理——粗加工——超声波探伤检验——精加工各部——磨削外圆以及上密封面——阀杆表面处理(氮化、化学镀层)——入库检验——入库。
2、需堆焊密封面的内件如闸板、阀瓣等
铸造毛坯(需锻造时锻毛坯)——热处理——检验(按标准)——粗加工密封面堆焊面——【锻件需超声波探伤】——堆焊密封面——焊后热处理——精加工各部——密封面着色探伤检验以及硬度检验——研磨密封面——入库检验——入库。
3、其他内件等
原材料采购——入厂检验(按标准)——制作毛坯(需锻造时锻毛坯)——粗加工——超声波探伤(图样要求时)——精加工各部——入库检验入库。
三、标准件(紧固件、填料等)
采购(按标准)——入厂检验(按标准)——入库
四、总装
领取零件——清理、清洗——装配——压力试验(按图纸、工艺要求)——清洗——油漆——包装——发运。
阀门加工过程

阀门加工过程阀门主要零部件加工工艺过程一、阀体、阀盖、阀瓣(阀板)对于DN≥50的阀门,阀体、阀盖采用铸件,DN<50的采用锻件。
阀门在浇铸之前,对钢液进行炉前取样分析,当该炉原材料的化学成分都达到相应标准后,进行浇铸。
并对阀体进行磁粉探伤,对于高温高压阀门则进行X射线探伤。
浇铸完成后对铸件进行相应的热处理,主要起到细化晶格、消除内应力的作用。
金加工前,对铸件喷丸处理(表面处理),以提高表面硬度及清除表面杂质。
对于不锈钢阀门则进行酸洗,以去除表面氧化层。
锻件毛坯选用力学性能和化学成份都合格的棒料进行锻造。
锻造成型后,进行正火处理;金加工后根据需要进行表机处理,改善锻件防腐蚀能力。
二、密封面常用密封面材料分为两大类:软质材料和硬质材料。
其中,硬质密封面材料主要为铜合金(T)、不锈钢(H)、硬质合金(Y)等。
H型密封面选用507Mo和577两种焊条堆焊。
密封面堆焊完成后进行焊后热处理,以消除内应力、提高表面硬度。
其中,507Mo堆焊金属硬度较高(HRC35~40),适用于阀瓣(阀板)密封面;577堆焊金属硬度稍低(HRC28~33),适用于阀体阀座密封面。
选用两种不同硬度的材料堆焊,密封副之间产生硬度差,从而使两密封面获得良好的配合和抗檫伤性能。
Y型密封面则选用D802和D812焊条堆焊。
密封面堆焊完成后进行焊后热处理,以消除内应力、提高表面硬度。
其中,D812堆焊金属硬度较高(HRC46~50),适用于阀瓣(阀板)密封面;D802堆焊金属硬度稍低(HRC40~45),适用于阀体阀座密封面。
选用两种不同硬度的材料堆焊,密封副之间产生硬度差,从而使两密封面获得良好的配合和抗檫伤性能。
金加工完成后,进行表面研磨,表面粗糙度为Ra0.4以下、平面度达到0.03以下,从而使阀门获得良好的密封性能。
对于不锈钢阀门的密封面常为本体加工,即密封面直接在阀体或阀瓣上加工而成。
根据用户需要亦可堆焊STL合金。
密封面金加工完成后进行渗透探伤,确保密封可靠。
Z41H-25-DN80楔式闸阀工序工时明细表

闸板
(铸件)
1、粗车两平面(含量体开档尺寸)
125~163
0.8
2、两平面堆焊不锈钢
77~100
1.3
3、精车两堆焊平面(含导向槽清理)
84~109
1.2
手轮
(铸件)
1、钻孔,车两端面定总长
112~145
0.9
2、刨键槽
223~289
0.45
压盖
(铸件)
1、各部尺寸车成
112~145
0.9
2、钻吊丝孔
1.3
6、打阀门编号
400~480
0.25
7、整体油漆(含除锈、描红字)
46~60
2.2
8、上标牌、合格证(圆)
334~400
0.3
9、成品阀门入库或装车
334~400
0.3
合计:
34.67
制表:审核:批准:
286~372
0.35
填料函
1、钻孔、车外圆、下料成、内外倒角(圆钢)
200~260
0.5
钳工
1、研磨密封面、磨配闸板
38~50
2.65
2、组装上体机架各零配件
84~109
1.2
3、冲中头密封石棉垫片
334~400
0.3
4、连接上下体
91~119
1.1
5、整体试压(含密封面、上密封以及强度试验)
77~100
0.5
4、钻机架耳孔
阀杆
(¢25圆钢)
1、锯床下料
334~400
0.3
2、平端面,钻中心孔
334~408
0.27
3、返向,定总长,倒角
360~440
阀门铸造加工工艺流程
VV valve有编制:陈平
审核:蒋三江
批准:江大亮
阀门产品主要组成部分有、阀体、阀盖、支架、压盖、手轮(铸件或锻件都是外协采购。)阀杆、铜螺母、轴承、标准件、密封件等配件。公司主要是外购半成品在、加工中心、数控车床、车床、洗床、镗床、刨床、钻床等各类机器上进行精加工。组装成品销售。材质有不锈钢、铸钢、铸铁等材料。
理
阀门工艺流程
阀门工艺流程
阀门是工业生产中常用的一种控制元件,其工艺流程对产品质
量和性能有着重要影响。
阀门工艺流程主要包括原材料采购、加工
制造、装配调试和质量检验等环节。
首先,原材料采购是阀门工艺流程的第一步。
在采购原材料时,需要对材料的质量、规格、数量进行严格把控,确保原材料符合生
产要求。
同时,还需要对供应商进行严格的审核和评估,选择具有
稳定供货能力和良好信誉的供应商合作。
其次,加工制造是阀门工艺流程的核心环节。
在加工制造过程中,需要根据产品的设计要求,进行材料切割、成型、焊接、加工
等工艺操作,确保产品的尺寸精度和表面质量达到要求。
同时,还
需要对加工设备进行定期维护和保养,确保设备的正常运转和生产
效率。
接着,装配调试是阀门工艺流程的重要环节。
在装配调试过程中,需要将加工制造好的零部件进行组装,进行密封性能测试、通
气性能测试、耐压性能测试等,确保产品的性能稳定和可靠。
同时,还需要对装配工艺进行不断改进和优化,提高装配效率和产品质量。
最后,质量检验是阀门工艺流程的最后一道关。
在质量检验过程中,需要对产品的外观质量、尺寸精度、性能指标等进行全面检测,确保产品符合相关标准和要求。
同时,还需要建立完善的质量档案和追溯体系,对产品的质量进行跟踪和管理。
总之,阀门工艺流程是一个复杂的系统工程,需要各个环节的紧密配合和协同合作。
只有严格执行工艺流程,不断优化和改进,才能生产出质量可靠的阀门产品,满足市场和客户的需求。
阀门工艺流程
阀门工艺流程
《阀门工艺流程》
阀门是工业生产中常见的一种管道装置,它具有开启、关闭、调节流体、防止反流等功能。
而阀门的制造过程则需要经历一系列的工艺流程。
首先是原材料的准备。
阀门的主要材料包括铸铁、锻钢、不锈钢等。
在生产前需要对原材料进行检验,确保其质量符合标准,并进行相应的验收记录。
接下来是铸造工艺。
对于铸铁阀门来说,需要先将原材料加热融化,然后倒入模具中进行铸造。
而锻钢阀门则需要将原材料加热至一定温度后进行锻造。
然后是加工工艺。
这个阶段包括对阀门进行切割、成型、车削、镗孔、磨削等工序,以及各种零部件的加工和组装。
这些工艺需要严格按照制定的工艺流程进行,以确保阀门的精度和质量。
最后是表面处理工艺。
在阀门制造完成后,需要对其进行表面处理,包括喷漆、热镀锌、电镀等,以增加阀门的耐腐蚀性和美观性。
阀门工艺流程是一个复杂而精细的过程,需要生产厂家严格控制每一个环节,确保产品的质量和性能达到标准要求。
只有这样,才能生产出安全可靠、性能稳定的阀门产品,满足市场需求。
阀门生产工艺
阀门生产工艺阀门是工业生产中常用的一种控制装置,用于调节介质(如气体、液体、气固体混合物等)的流量、压力和温度。
阀门种类繁多,生产工艺也各不相同。
下面将介绍一种常见的阀门生产工艺。
首先,在阀门生产工艺中,需要进行材料的选择和处理。
常用的阀门材料有碳钢、不锈钢、铸铁等。
根据介质的性质、压力等参数,选择合适的材料。
接下来,将材料进行切割、锯割等工艺,制作成符合阀体形状和尺寸要求的工件。
然后,进行阀门的加工和成型。
通常采用铸造、锻造、焊接等方法。
对于铸造工艺,首先需要制作模具,将熔化的金属倒入模具中,经过凝固和冷却,得到阀体的原始形状。
对于锻造工艺,将金属加热至一定温度,然后通过冲击或挤压等方式,使其变形成阀体形状。
焊接工艺将多个零部件通过焊接接合成整体。
接下来是对阀门进行加工和整理。
包括铣、钻、镗、刨等工艺。
通过机械加工,使阀门的表面光滑,并确保各个零部件的尺寸精确合格。
同时,会根据需要对零部件进行热处理,提高其机械性能和耐磨性。
完成加工和整理后,需要进行阀门的组装工艺。
将各个零部件按照设计要求进行装配。
通常包括阀座、阀瓣、阀杆、阀盖等部件的组装。
同时,对阀门进行泄漏试验和性能测试,确保阀门的密封性和控制性能符合要求。
在组装过程中,还会对阀门进行润滑和密封处理,提高其使用寿命和性能。
最后,进行阀门的表面处理和保护。
通常使用喷涂、电镀或镀膜等方法。
这样可以保护阀门免受腐蚀和氧化。
以上是一种常见的阀门生产工艺流程。
不同类型、不同规格的阀门可能存在一些差异,但总体上都围绕着材料选择、加工成型、组装和表面处理展开。
阀门生产工艺的精细和严谨,直接关系到阀门的质量和性能。
所以,在生产过程中,需要严格按照工艺要求进行操作,确保阀门的质量和使用效果。
阀门制造工艺(1)

阀门制造工艺介绍
阀门制造工艺介绍
阀门制造流程 阀门制造流程中各工艺过程概况 典型零件工艺
阀门制造流程介绍
一、制造流程中的各生产或职能部门
采购中心
销
综合计划部
售
特阀分厂 核阀分厂
部
技术研发中心
焊热分厂
销售部:签订订单、把用户要求转化为设计任务书和订单附页 综合计划部:制订图纸准备计划和生产制造计划、产品的包装发运 技术研发中心:设计图纸和制造工艺、编制材料定额 采购中心:原材料采购、外购外协件采购
一般来说, 回火温度越高,硬度和强度越低,而塑性和韧性越高。
6、调质:淬火+高温回火。其目的,是为了得到强度、硬度和塑性、韧性 都符合需要的综合机械性能。
阀门制造流程中各工艺过程 ——热处理
7、消除应力热处理:是为了消除焊接应力和晶间腐蚀倾向而进行的热处 理方法。分为:高温除应、中温除应、低温除应三种,依材料和要求不同 选择不同的除应温度,其处理办法为加热到一定温度保温一段时间后空冷 或缓冷。
阀门制造流程中各工艺过程 ——铸造
三、铸造生产的缺点 1、机械化程度和生产率低、生产环境差、尺寸精度和表面质量差; 2、铸造生产工序较长,一些过程无法精确控制,质量不稳定,废品
率高; 3、铸件尺寸均一性差,毛坯质量不高。
阀门制造流程中各工艺过程 ——铸造
四、铸造生产的流程
铸造工艺设计 原材料检验 模具检验 造型及制芯 涂料 合箱
二、阀门零件制造流程
锻造
原
材
铸造
料
热处理
样机型式试验
产 品 包装 防护 出厂试验 出 厂
无损检测
粗加工 焊接 除应 表面处理
阀腔的机械加工工艺规程及相关工序
阀腔的机械加工工艺规程及相关工序1.引言阀腔是阀门的重要部件,用于控制流体的通断和流量。
阀腔的加工工艺规程是保证阀门质量和性能的重要文件,下面给出阀腔的机械加工工艺规程及相关工序。
2.工艺流程(1)工艺准备根据设计图纸和工艺文件,准备加工设备、工具和刀具。
(2)料料预处理采用锯切或者火焰切割等方式,将工件切割成合适的大小。
(3)粗加工将工件进行导顶处理,用车削加工将主要尺寸修整到规格要求范围内。
(4)精加工采用钻孔、铰孔、插销等工艺,对阀腔进行精确加工。
(5)车削采用车床对阀腔进行表面加工,修整工件的外径、内径和端面。
(6)摸床加工通过摸床加工,保证阀腔的内径和外型的精度和质量。
(7)切割使用刨床、铣床等工具,将工件的壁厚和外轮廓进行切割。
(8)钻孔进行钻孔加工,确保阀腔的通道畅通无阻。
(9)螺纹加工使用螺纹刀具进行螺纹切削,给阀腔的进出口进行螺纹加工。
(10)插销加工在阀腔上进行插销槽的铣削或钻孔,便于插销的固定和拆卸。
(11)研磨和抛光使用砂轮、研磨机器对阀腔的表面进行精磨和抛光,提高表面光洁度。
(12)清洗检验对加工完成的阀腔进行清洗和检验,并进行必要的修正和改进。
3.注意事项(1)加工过程中,要保持机器设备的稳定运行和正常维护;(2)工艺参数要根据具体情况进行调整和优化,以保证加工质量;(3)要进行严格的尺寸检验和表面质量检查,确保阀腔的精确度和光洁度;(4)加工过程中要注意安全生产,遵守相关操作规程;(5)对于阀腔的加工不合格情况,要及时进行整改或报废处理。
4.结语阀腔的机械加工工艺规程及相关工序是保证阀门质量和性能的重要保障。
通过合理的加工流程和严格的质量检验,可以提高阀腔的加工精度和表面光洁度,保证阀门的正常运行和使用寿命。
5.材料选择阀腔一般选用耐腐蚀、高强度、耐磨损的材料,如不锈钢、铸钢、铜合金等。
根据不同的工作环境和介质,可以选择不同的材料,以确保阀腔的使用寿命和性能。
6.粗加工粗加工是对切割得到的工件进行初步修整和导顶处理的工序。
阀门制造工艺技术

阀门制造工艺技术阀门制造工艺技术是指在阀门制造过程中所涉及的一系列技术和工艺方法。
阀门作为管道系统中的关键部件,具有控制介质流动的重要功能,其制造质量直接影响到管道系统的安全运行和性能。
阀门制造工艺技术的主要步骤包括材料选型、铸造或锻造、机械加工、热处理、装配、试验、涂漆等环节。
首先是材料选型。
阀门制造所使用的材料一般包括铸铁、球墨铸铁、碳钢、不锈钢、黄铜、铝合金等。
材料的选择应根据阀门应用环境、介质性质、工作压力和温度等因素进行合理搭配,以保证阀门的耐蚀性、耐磨性和耐压性。
其次是铸造或锻造。
大部分阀门采用铸造或锻造的方式进行制造。
铸造工艺一般分为砂型铸造、金属型铸造和悬浮模铸造等。
锻造工艺则包括热锻和冷锻两种。
通过铸造或锻造可以获得外形复杂、尺寸精确的阀体零件。
然后是机械加工。
机械加工是将铸造或锻造的原始零件进行切削、钻孔和车削等加工工艺,以达到精确的尺寸和表面质量要求。
机械加工通常包括铣削、钻孔、车削、磨削、研磨等工序。
接下来是热处理。
热处理是为了改善阀门材料的力学性能和物理性能。
常用的热处理方法包括淬火、回火、正火和退火等。
通过热处理可以提高材料的硬度、强度和耐腐蚀性。
然后是装配。
装配是将各个零件按照设计要求进行组装,并进行严格的配合和调试。
在装配过程中需要保证各个密封面的贴合度和密封性能,以确保阀门的可靠工作。
接下来是试验。
试验是为了验证阀门的性能和质量。
常用的试验包括强度试验、密封试验、耐腐蚀试验和试验运行等。
通过试验可以确保阀门在工作条件下的可靠性和安全性。
最后是涂漆。
通过涂漆可以保护阀门表面不受腐蚀和氧化,提高阀门的使用寿命。
常用的涂漆材料包括环氧树脂涂料、聚氨酯涂料和瓷涂料等。
总之,阀门制造工艺技术是一项综合性的工艺,需要涉及材料学、铸造学、机械加工学、热处理学等多个专业。
只有通过合理的工艺技术和严格的质量控制,才能制造出满足工程要求的高质量阀门产品。
楔式闸阀加工工艺流程
楔式闸阀加工工艺流程英文回答:The manufacturing process of a wedge gate valve involves several steps to ensure the production of a high-quality valve. Here is a general outline of the process:1. Material preparation: The first step is to gather the necessary materials for the valve body, bonnet, stem, wedge, and other components. These materials are usually selected based on the specific requirements of the valve, such as the working pressure and temperature.2. Machining the valve body and bonnet: The valve body and bonnet are typically machined from a solid piece of material, such as cast iron or stainless steel. CNC machines are commonly used to achieve the desired shape and dimensions. The machining process includes operations like drilling, turning, and milling.3. Manufacturing the stem and wedge: The stem and wedge are usually made from a different material than the valve body and bonnet, such as stainless steel or bronze. Similar machining operations are performed to shape and finish these components.4. Assembly: Once all the individual components are ready, they are assembled together to form the complete valve. This includes attaching the stem to the wedge and connecting the bonnet to the valve body. Proper alignment and tightness of the connections are crucial to ensure the valve's performance.5. Testing and inspection: After assembly, the valve undergoes rigorous testing and inspection to ensure its functionality and quality. This may include pressure testing, leakage testing, and dimensional inspection. Any defects or issues found during this stage are addressed and corrected.6. Surface treatment: Depending on the application and customer requirements, the valve may undergo surfacetreatment processes such as polishing, painting, or coating. These treatments enhance the valve's appearance, corrosion resistance, and durability.7. Packaging and shipping: Once the valve has passedall the tests and inspections, it is carefully packaged to protect it during transportation. The valve is then shipped to the customer or stored in a warehouse until it is ready for delivery.中文回答:楔式闸阀的加工工艺流程包括以下几个步骤,以确保生产出高质量的阀门:1. 材料准备,首先需要准备阀体、阀盖、阀杆、楔块和其他组件所需的材料。
阀体加工工艺

阀体侧面的加工(一)共三道工序用时:5分29秒第一道工序用时:3分22秒1.横向切削外圆平面:切削深度约为1mm,进给量0.15mm/r 2.如上切削外圆平面:切削深度约为1.5mm,进给量0.15mm/r 3.切削内圆平面:切削深度约为1mm,进给量0.15mm/r 4.切削外圆的内侧面:切削深度约为2mm,进给量0.15mm/r 5.切削内圆平面:切削深度约为1mm,进给量0.2mm/r 6.切削直径为70mm的圆,深为50mm:切削深度约为1mm,进给量0.2mm/r7. 切削51度的倒角8. 切削直径为72.4的圆,深为50mm:切削深度约为1.2mm,进给量0.15mm/r 第二道工序用时:35秒(换刀)1.在直径为99.1mm处切削一个圆:切削深度约为3.8mm,进给量0.15mm/r2.在直径为95.95处切削一个圆:切削深度约为2mm,进给量0.15mm/r第三道工序用时:49秒(换刀)1.在直径为75.9mm处切削圆,深为16.7mm:切削深度约为1.7mm,进给量0.15mm/r2.切削倒角为30度3.为直径为76.4mm为圆孔进行切削,深度为16.7mm:切削深度约为0.25mm,进给量0.15mm/r阀体侧面的加工(二)共两道工序用时:3分28秒第一道工序用时:1分56秒1.纵向切削外圆侧面切削深度约为1mm,进给量60mm/min2.切削外圆平面切削深度约为1.5mm,进给量60mm/min2.切削内圆平面切削深度约为1mm,进给量60mm/min3.纵向切削圆的侧面切削深度约为1mm,进给量40mm/min4.切削内圆平面切削深度约为1mm,进给量60mm/min5.切削半径为1.3mm的圆角第二道工序用时:1分10秒1.在距离圆心49mm处,切削处深7mm的圆切削深度约为3.8mm,进给量30mm/min2.在距离圆心47mm处,切削7mm的圆切削深度约为2mm,进给量30mm/min3.平移从47mm到49mm处,对刚切削过的面进行精加工共三道工序用时:4分钟第一道工序切削阀体上圆表面用时35秒第二道工序钻直径13mm的圆孔用时1分24秒第三道工序加工圆内孔用时1分24秒1.切削圆上表面切削深度为0.5mm,进给量为50mm/min2.切削直径为16mm的圆,深度为3.8mm切削深度为1.5mm,进给量为50mm/min3.切削直径为21mm的圆,深度为1.5mm切削深度为2.5mm,进给量为50mm/min4.切削直径为22mm的圆,深度为1.5mm切削深度为0.5mm,进给量为50mm/min5.切削直径为18.8mm的圆,深度为3.8mm切削深度为1.4mm,进给量为50mm/min6.切削54度倒角,进给量为50mm/min7.切削直径为14.5mm的圆,深度为18mm切削深度为0.75mm,进给量为50mm/min8.切削直径为14mm的圆,深至圆孔底部切削深度为0.5mm,进给量为40mm/min共用时15分钟31秒第一道工序钻孔用直径为13.5mm的螺钉用时5分21秒第二道工序用时1分17秒切削圆的表面切削深度为1mm,进给量为0.12mm/r第三道工序用时2分35秒1.切削圆的平面切削深度为0.5mm,进给量为0.12mm/r2.切削直径为16mm的圆,深度为17.5mm切削深度为1.25mm,进给量为0.15mm/r3.切削直径为21mm的圆,深度为6mm切削深度为2.5mm,进给量为0.15mm/r4.切削直径为28mm的圆,深度为6mm切削深度为3.5mm,进给量为0.15mm/r5.切削直径为33mm的圆,深度为6mm切削深度为2.5mm,进给量为0.15mm/r6.将前三次加工的平面精加工切削深度为0.3mm,进给量为0.2mm/r7.在直径为16mm处切削,30度倒角8.切削直径为17mm的圆,深度17.5mm切削深度为0.5mm,进给量为0.15mm/r 9.切削30度的倒角第四道工序用时4分37秒1.切削直径为13.7mm的圆,直至圆孔结束切削深度为0.1mm,进给量为0.12mm/r 2.切削直径为14.62mm的圆,深为78.5mm切削深度为1.04mm,进给量为0.1mm/r 3.切削直径为14mm的圆,深直至圆孔结束切削深度为0.15mm,进给量为0.1mm/r。
阀门生产工艺流程

阀门生产工艺流程1阀体阀门阀体(铸造,密封面堆焊)铸件采购(按标准)——入厂检验(按标准)——堆焊槽——超声波探伤(按图样)——堆焊及焊后热处理——精加工——研磨密封面——密封面硬度检验、着色探伤。
2阀门内件制造工序A 、需堆焊密封面的内件如阀瓣、阀座等原材料采购(按标准)——入厂检验(按标准)——制作毛坯(圆钢或锻件,按图纸工艺要求)——粗加工超声波探伤面(图样要求时)——粗加工堆焊槽——堆焊及焊后热处理——精加工各部——研磨密封面——密封面硬度检验、着色探伤。
B、阀杆原材料采购(按标准)——入厂检验(按标准)——制作毛坯(圆钢或锻件,按图纸工艺要求)——粗加工堆焊槽——堆焊及焊后热处理——精加工各部——磨削外圆——阀杆表面处理(氮化、淬火、化学镀层)——最终处理(抛光、磨削等)——研磨密封面——密封面硬度检验、着色探伤。
C、不需堆焊密封面的内件等原材料采购(按标准)——入厂检验(按标准)——制作毛坯(圆钢或锻件,按图纸工艺要求)——粗加工超声波探伤面(图样要求时)——精加工各部。
3紧固件紧固件制造标DL439-1991。
原材料采购(按标准)——入厂检验(按标准)——制作毛坯(圆钢或锻件,按图纸工艺要求)并取样进行必要的检验——粗加工——精加工——光谱检验。
4总装领取零件——清理、清洗——粗装配(按图样)——水压试验(按图纸、工艺)——合格后、拆开、擦净——最终装配——与电装或执行器调试(对电动阀门)——油漆包装——发运。
阀门生产工艺流程阀门产品主要组成部分有、阀体、阀盖、支架、压盖、手轮(铸件或锻件都是外协采购。
)阀杆、铜螺母、轴承、标准件、密封件等配件。
公司主要是外购半成品在、加工中心、数控车床、车床、洗床、镗床、刨床、钻床等各类机器上进行精加工。
组装成品销售。
材质有不锈钢、铸钢、铸铁等材料。
阀体工艺流程

阀体工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!阀体工艺流程一、设计与规划阶段。
在开始阀体的制造之前,需要进行详细的设计与规划。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工件名称:阀体,2-1/16’API6A闸阀 工件材料:A487 4C 加工余量:4mm 加工步骤:车序① 车序② 钻铣序 加工时间:30min
推荐机型:
NL634SZ数控卧式车床
加工工艺流程:
车序 ①
加工特点: 选用通用夹具,使ቤተ መጻሕፍቲ ባይዱ线更快捷
加工描述: 夹紧工件,车两端法兰
选用刀具: T01:外圆车刀DCLNR2525M12+刀片CNMG120408-PR4215 T02:端面车刀RF123H13-2525B-132BM+刀片N123H2-0400-TM4255 T03:内孔镗刀A50U-DCLNL16+刀片CNMG160608-PM4225 T04:特殊镗刀(通道孔,座圈孔加工)
VM905T动柱式立式加工中心
加工工艺流程:
铣钻序
加工特点: 采用专用夹具,使产品加工更稳定 加工描述: 夹紧法兰,加工两端法兰孔及中头钻孔攻丝
选用刀具: T01:可转位刀片钻头880-D3200L40-03 T02:倒角钻 T03:螺纹刀 加工节拍: 25MIN
推荐机型:
NL634SZ数控卧式车床
加工工艺流程:
车序 ②
加工描述: 夹具夹紧工件,车中头
选用刀具: T01:外圆车刀DCLNR2525M12+刀片CNMG120408-PR4215 T02:内镗刀A50U-DCNLR16+刀片CNMG160608-PM4225
加工节拍: 10MIN
推荐机型: