单面双槽弹簧扁钢技术条件
八钢650机组轧制弹扁的生产组织优化
2008年第2期新疆钢铁总106期八钢650机组轧制弹扁的生产组织优化韩文锋雷洪张志仁(新疆八一钢铁股份有限公司)摘要:对650机组在轧制弹扁的生产组织中存在的问题进行分析。
根据八钢炼钢及轧钢生产工序的现状,就优化坯料、提高生产效率提出了解决方案,满足了生产需求。
关键词:弹扁;生产组织;坯料优化中图分类号:T G 335文献标识码:B文章编号:1672--4224(2008)02一0037一031前言八钢公司650机组从2003年开始开发弹扁系列产品.但是此后的两年里生产不稳定,产生的废品、冷条较多。
分析其原因,主要是因为:(1)弹扁生产工艺不成熟、不完整;(2)工艺装备满足不了生产需要。
2005年对650机组2号步进式加热炉进行改造。
根据八钢公司产品结构调整的要求,热带机组关停,热带机组的弹扁产品全部转移N 650机组生产。
为此对650机组的工艺、设备进行了改进和完善。
2006年随着对弹扁产品工艺的进一步优化,650机组完成了弹扁产品规格的调整要求,弹扁产品覆盖了八钢能生产的规格品种。
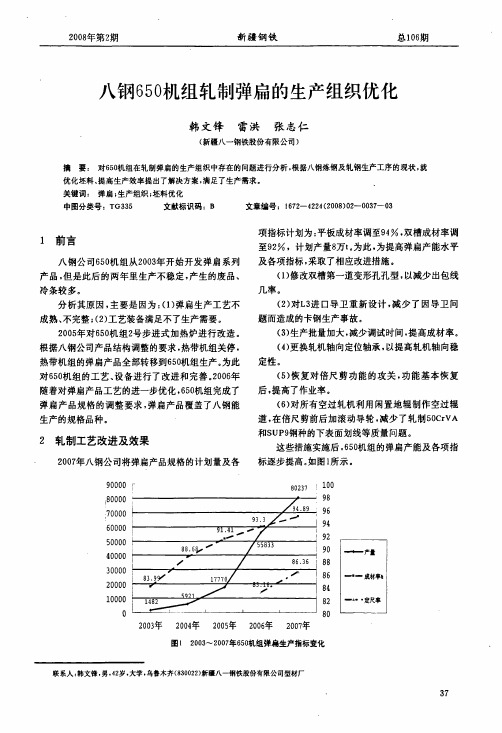
2轧制工艺改进及效果2007年八钢公司将弹扁产品规格的计划量及各项指标计划为:平板成材率调至94%,双槽成材率调至92%,计划产量8万t 。
为此,为提高弹扁产能水平及各项指标,采取了相应改进措施。
(1)修改双槽第一道变形孔孔型,以减少出包线几率。
(2)对L3进口导卫重新设计,减少了因导卫问题而造成的卡钢生产事故。
(3)生产批量加大,减少调试时间,提高成材率。
(4)更换轧机轴向定位轴承,以提高轧机轴向稳定性。
(5)恢复对倍尺剪功能的攻关,功能基本恢复后,提高了作业率。
(6)对所有空过轧机利用闲置地辊制作空过辊道,在倍尺剪前后加滚动导轮,减少了轧制50C r V A 和S U P 9钢种的下表面划线等质量问题。
这些措施实施后。
650机组的弹扁产能及各项指标逐步提高。
如图l 所示。
//94.8993一.3夕一9.1.,41,一/88.6p ,7/55833./7/86.3683.!少717770/…,,.∥7㈨,//“岁‘1:::/.2003年2004年2005年2006年2007年圈12003~2007年650机组弹扁生产指标变化联系人:韩文锋。
平面弹簧扁钢技术条件内容

本标准适用于热轧平面弹簧扁钢。
1、尺寸、外形及允许偏差1.1 弹簧扁钢的截面形状应符合图1的规定。
B——扁钢的宽度H——扁钢的厚度R——扁钢侧面圆弧(R只在孔型上控制,不作为验收条件。
R≈1/2H)图1 平面弹簧扁钢1.2 弹簧扁钢的尺寸及允许偏差应符合表1的规定。
表1 弹簧扁钢的尺寸及允许偏差mm1.3 弹簧扁钢的平面厚度差,在宽度的两端测量时,应不大于厚度公差的25%(但最小值为0.1mm),宽面中部不得凸起。
1.4 弹簧扁钢每米长度的侧向弯曲度(镰刀弯)不大于3mm,总侧弯度不大于扁钢总长度的0.30%mm。
平弯:扁钢厚度<7,不大于5.0mm/m,扁钢厚度≥7不大于4.0mm/m。
1.5 普通长度4~7m,定尺、倍尺长度应在合同中注明,其允许偏差为0~+40mm。
2、技术要求2.1 弹簧扁钢的化学成份(熔炼成份)应符合表2规定表2.1 国内弹簧扁钢化学成份(GB/T1222-2007)%表2.2 日标弹簧扁钢化学成份(JIS G4801-2005)%表2.3 德标弹簧扁钢化学成份(EN 10089:2002 DIN)%表2.4 美标弹簧扁钢化学成份(ASTM A322-91、ASTM A304-05)%备注:1. 将部分钢种按规格分为两档标记,带b的钢号为公司内部标记钢种使用,在标识牌及质保书上不应该存在。
2. 通常情况下各钢种化学成份按内控要求考核,有协议标准时按协议标准判定、交货,没有协议标准按相应的国家标准要求判定、交货。
若另有特殊要求时,由销售部门提前通知相关部门。
3. 弹簧钢酸溶铝≥0.010%,其中60Si2Mn系列钢中酸溶铝≥0.020%、N含量不大于80ppm。
4. 出口产品钢中As含量不得大于0.07%。
5. SAE5160弹簧钢内控要求Al+Nb为0.025~0.040,其中Al要求为0.010~0.020%,Nb要求为0.015~0.020%;美标中对Ni要求为≤0.25%,经与用户协商后按≤0.3%交货,今后若用户有更严格要求,销售部门需通知相关部门下发相应的质量计划。
扁钢执行标准

扁钢执行标准扁钢是一种常见的金属材料,广泛应用于建筑、机械制造、汽车制造等领域。
为了确保扁钢的质量和安全性能,制定了一系列的执行标准,以规范其生产和使用过程。
本文将就扁钢执行标准的相关内容进行介绍,以便于相关行业人士更好地了解和遵守相关标准。
首先,扁钢的执行标准主要包括以下几个方面,化学成分、力学性能、尺寸偏差、外观质量等。
其中,化学成分是指扁钢中各种元素的含量,不同的用途对化学成分有不同的要求。
力学性能是指扁钢在受力作用下所表现出的性能,包括抗拉强度、屈服点、延伸率等指标。
尺寸偏差是指扁钢在生产过程中可能出现的尺寸误差,需要符合相关的标准要求。
外观质量是指扁钢表面的光洁度、无损伤、无裂纹等外观要求。
其次,扁钢的执行标准对生产企业和用户都具有重要意义。
对于生产企业来说,严格遵守扁钢执行标准可以保证产品质量,提升企业形象,满足客户需求,促进产业发展。
对于用户来说,选择符合执行标准的扁钢可以确保工程质量,提高使用安全性,降低维护成本,延长使用寿命。
再次,扁钢执行标准的制定和实施需要相关部门和企业共同努力。
相关部门应加强对扁钢执行标准的宣传和培训,提高企业和从业人员的标准意识,加强监督检查,及时发现和纠正违规行为。
企业应加强内部管理,建立健全的质量控制体系,严格执行标准要求,不断提升产品质量和竞争力。
最后,为了进一步推动扁钢执行标准的落实,我们呼吁全社会共同参与,加强标准化宣传教育,提高人们对扁钢执行标准的认识和重视程度。
只有大家齐心协力,才能够确保扁钢产品的质量和安全,推动相关产业的健康发展。
总结而言,扁钢执行标准对于行业发展和社会安全具有重要意义,我们应该充分认识到其重要性,不断加强标准化工作,促进相关产业的健康发展,为社会经济发展做出积极贡献。
希望通过本文的介绍,能够增进大家对扁钢执行标准的了解,促进标准化意识的提高,推动相关产业的可持续发展。
弹性垫圈技术条件 弹簧垫圈

弹性垫圈技术条件弹簧垫圈specifications for spring washers single coil spring lock washersGB 94.1-87主要内容本标准规定了弹簧垫圈的技术条件引用标准GB 1222 弹簧钢GB 5222 弹簧垫圈用梯形钢丝GB 1220 不锈钢棒GB 4431 硅青铜棒GB 230 金属洛氏硬度试验方法GB 231 金属布氏硬度试验方法GB 90 紧固件验收检查,标志与包装技术要求材料,热处理和表面处理按表一规定注:垫圈镀锌后,必须立即进行驱氢处理。
热处理硬度供生产工艺参考性能弹性标准型,轻型和重型垫圈应按4.1条件进行弹性试验,试验后的自由高度应不小于1.67S 公称波形和鞍型垫圈应按4.1条件进行弹性试验,试验后的自由高度不应小于表2的规定不锈钢和铜垫圈的弹性由供需双方协议韧性:垫圈应按4.2条件进行韧性试验,钢垫圈扭至90度,不锈钢和铜垫圈扭至45度不得断裂,当扭断时,断面应平滑抗氢脆:镀锌垫圈应按4.3条件进行试验,试验后不得断裂表面缺陷:垫圈表面不允许有裂缝,浮锈和影响使用的凹痕和毛刺圆角:垫圈截面的内外圆角半径应不大于S 公称/4滚花:垫圈外表面允许有轧压的花纹试验方法弹性试验;将垫圈按表3规定的试验载荷连续加载三次后,测量其自由高度韧性试验:将垫圈夹于虎钳和扳手之间,使虎钳和扳手之间的距离等于垫圈外径的二分之一,将扳手向顺时针方向缓慢扭转90度或45度时,目测垫圈表面,继续扭转,直至断裂,目测断面。
抗氢脆试验:将垫圈用平垫隔开穿在试棒上,进行压缩,并达到表三规定的试验载荷,放置48h以上,然后松开,目测垫圈表面硬度试验:硬度试验应按照GB230或GB231的规定垫圈的验收检查,标志与包装按GB90规定。
弹性垫圈技术条件齿形锁紧垫圈GB94.2-87主题内容本标准规定了齿形锁紧垫圈的技术条件引用标准GB3525 弹簧钢,工具钢冷轧钢带GB2066 锡青铜带GB230 金属洛氏硬度试验方法GB90 紧固件验收检查,标志与包装技术要求材料,热处理和表面处理按表规定垫圈镀锌后,必须立即进行驱氢处理。
单面双槽弹簧扁钢孔型设计
单面双槽弹簧扁钢孔型设计
肖湘军
【期刊名称】《涟钢科技与管理》
【年(卷),期】1995(000)004
【摘要】1 前言单面双槽弹簧扁钢是公司近年开发的新产品。
它由于具有双槽,可减少弹簧片之间的相互摩擦,同时可通风散热,使弹簧片寿命提高,深受用户欢迎。
但是单面双槽弹扁比平面弹扁的轧制要困难得多,特别是在双槽的形成过程中,如何利于操作调整,保证产品质量,降低辊耗,合理的孔型设计是关键。
【总页数】4页(P33-36)
【作者】肖湘军
【作者单位】三轧钢厂
【正文语种】中文
【中图分类】TG332
【相关文献】
1.弹簧扁钢生产及孔型设计 [J], 王金星
2.汽车用55SiMnVB单面双槽弹簧扁钢生产 [J], 成薰;王明义
3.单面双槽弹簧扁钢双槽允许偏差求真 [J], 瞿康
4.矩形弹簧扁钢轧制工艺及孔型设计 [J], 陈明
5.55SiMnVB单面双槽断面弹簧 [J], 步一鸣
因版权原因,仅展示原文概要,查看原文内容请购买。
4.弹簧技术要求

参考资料弹簧技术要求
一:材料
标注方式:
0.3,0.32,0.35,0.4,0.45,0.5,0.55,0.6,0.63,
0.7,0.8,
0.9,1.0,1.2,1.4,大于或小于上述数值查GB342-82,不允许用非标准尺寸。
65C,70C,75C或65D,70D,75D。
号数越大越硬,C代表中等应力,D代表高应力,常用于细钢丝,如风量管弹簧。
例如:某锁紧块弹簧材料选用0.7直径,65号钢C类,其标注方法:
0.7 GB342-82
二:技术要求
1.两端密绕一圈
2.有效工作圈数n
3.旋向(左或右)
4.切断处无毛刺
5.
6.未注公差按
三:在图样上还需标注,以高度表示弹簧压力的工作图:
H:代表装配后预压缩的高度
H2:代表压缩到工作的高度
四:参考图样(右图):
P1和P2分别代表预压缩和工作状态的压缩力(牛顿)。
图样中D2外径必要时可以标注中径或内径。
经试验确认后在技术文件中加以规定。
弹簧钢板

(1) 尺寸与误差扩大了厚度、宽度与长度的界线在原准则中,平面扁钢厚度对照大到30mm。
跟着汽车制造技艺的进步,少片较厚簧和变截面钢板弹簧得到了平凡使用,从而需求厚度更大的弹簧扁钢。
因此,本准则将平面扁钢的厚度扩大到40mm,同时关于原有厚度规格所对应的宽度作了适当的增添。
原准则中,单面双槽扁钢唯有75mm宽度系列及9mm、10mm、11mm三个厚度。
现东风汽车公司等已新选用了90mm宽度系列(厚度有11mm和13mm)和75mm宽度系列8mm和13mm厚度规格。
根据本质需求,在本准则中对单面双槽扁钢规格作了补充,增添了11×90、13×90、8×75和13×75四个规格。
现在各企业制作弹扁广泛选用连轧工艺,坯料断面有所扩大,成材率水平已有较大升高,有条件改进界线定尺长度。
为了简便用户,故本准则将平常交货长度界线章程为3~6m,比本来的2~6m的长度下限增添了1m。
升高了尺寸误差精度原准则章程弹簧钢热轧圆、方钢的截面尺寸误差实行GB/T702中2组精度。
由于部分弹簧钢用户对尺寸有更高的要求,2组精度已不能完全满足需求,因此本准则增添了“经供需两边协商并在协议中注明,也可按 1组章程交货”的补充章程。
平面扁钢的宽度尺寸应许误差中,将宽度大于100mm的扁钢的宽度衙役由本来宽度的1%加严到±1.00mm,也与日本JIS G4801准则相等,其余拟维持原准则水平。
(3)非金属混杂物由于非金属混杂物对弹簧另部件的疲劳寿命影响较大,很多用户在订货时提出了检查非金属混杂物的要求。
本准则仍将非金属混杂物作为用户选择的检查名目(可减少制作厂的检查工作量),但为了促成制作厂升高弹簧钢的纯真度,本准则章程在用户要求检查非金属混杂物时其及格级别为:按GB/T10561中A法评定,A、B类细系均不大于2.5级、粗系不大于2.0级,C、D类细系均不大于2.0级、粗系不大于1.5级。
汽车用钢的国内外标准

我国最早的弹簧钢标准是1952年由苏联标准引进的,主要是硅锰系。后经历了三次修订,演变 为YB8-59、YB213-64与GB1222-75。无疑这些标准的执行都促进了弹簧钢生产与应用。80年代初, 随着我国改革开放与对外贸易的发展,国家提出了积极采用国际与国外先进标准的方针,弹簧钢标 准采用了国际与日本标准进行了修订,演变为GB/T1222-84。该标准自1984年发布至今已将近20年历 史,已不能很好地适应制造业,尤其是汽车工业技术进步的需要,因此将GB/T1222-84列入2002~2003 年冶金产品国家标准制修订项目计划,于2003年10月完成了审定,由于该标准中涉及到了专利权的 问题,至今还未批准发布。
2.2 修订的主要内容
2.2.1 尺寸与偏差
2.2.1.1 扩大了厚度、宽度与长度的范围
在原标准中,平面扁钢厚度最大到30mm。随着汽车制造技术的进步,少片较厚簧以及变截面钢 板弹簧得到了广泛应用,从而需要厚度更大的弹簧扁钢。因此,本标准将平面扁钢的厚度扩大到 40mm,同时对于原有厚度规格所对应的宽度作了适当的增加。原标准中,单面双槽扁钢只有75mm 宽度系列及9mm、10mm、11mm三个厚度。现东风汽车公司等已新采用了90mm宽度系列(厚度有 11mm和13mm)以及75mm宽度系列8mm和13mm厚度规格。根据实际需要,在本标准中对单面双槽 扁钢规格作了补充,增加了11×90、13×90、8×75和13×75四个规格。现在各企业生产弹扁普遍采 用连轧工艺,坯料断面有所放大,成材率水平已有较大提高,有条件改进范围定尺长度。为了方便 用户,故本标准将通常交货长度范围规定为3~6m,比原来的2~6m的长度下限增加了1m。 2.2.1.2 提高了尺寸偏差精度
1.1 标准的沿革
弹簧片材料的制作及技术要求

弹簧片材料的制作及技术要求众所周知,弹簧片应用在很多不同的行业中,而且弹簧片的技术也在不断的完善,现在市场上对弹簧片也是十分的欢迎的,弹簧片可以在高温、低温等情况下使用,不过在高温下的弹簧片是由一些耐高温的材料制作而成的,同样,在低温下使用的弹簧片材料,应具有良好的低温韧性。
那么,你知道弹簧片材料有哪些吗?下面我将会详细的讲一下弹簧片的制作材料,现在我们首先了解一下弹簧片的一些基本资讯。
什么是弹簧片在一个方向即最小刚度平面上容易弯曲,但是却在另外一个方向上具有较大的拉伸刚度以及弯曲刚度。
也因此,弹簧片主要用在检测仪表或者自动装置中比较敏感的元件、弹性支撑处、定位装置等细节性位置处。
一般弹簧片都是选用磷青铜、锡青铜、65mn、55Si2Mn、60Si2MnA、55SiMnVB、55SiMnMoV、60CrMn、60CrMnB、302、316等牌号的扁钢带。
弹簧片材料弹簧片可以选用磷青铜、锡青铜、65mn、55Si2Mn、60Si2MnA、55SiMnVB、55SiMnMoV、60CrMn、60CrMnB、302、316等牌号的扁钢带。
在高温下工作的弹簧片材料,要求强度有较好的热稳定性、抗松弛或蠕变能力、抗氧化能力、耐一定介质腐蚀能力.弹簧片的工作温度升高,弹簧片材料的弹性模量下降,导致刚度下降,承载能力变小.因此,在高温下工作的弹簧必须了解弹性模量的变化率(值),计算弹簧片承载能力下降对使用性能的影响.按照GB1239规定,普通螺旋弹簧工作温度超过60℃时,应对切变模量进行修正,其公式为:Gt=KtG 式中G——常温下的弹性模量;Gt——工作温度t下的切变模量;Kt——温度修正系数按表2—98选取。
弹簧片结构然后利用在活塞杆横截面上的压力差从而完成气弹簧自由运动。
而弹簧片比较重要的结构,同时也是在其制作过程中最容易出现问题的结构就是蜂鸣器。
在其片上的上锡最关键的是中间正极引线的上锡,由于其上面涂有陶瓷粉,所以在上锡时功率太大的电烙铁会把陶瓷粉烫坏,故因此上锡时间一定要短,同时必须用较好的焊锡丝,一般选用60℃以上,这种焊锡丝含锡量大,在焊接时流动性会好些。
弹簧钢

用途
用于制造汽门弹簧 弹簧圈 轴 轧辊 各种热圈 调压调速弹簧 柱塞弹簧 测 力弹簧及一般机器上用的圆 方螺旋弹簧 或拉成钢丝做小型机械的弹簧等
同 65 钢 制造截面尺寸较小的弹簧
用于制造较碳素弹簧钢尺寸大的扁圆弹 簧 座垫弹簧 弹簧发条 也适合制造弹 簧环 汽门弹簧 离合器簧片 刹车簧 冷拔钢丝 7mm 冷卷形弹簧等
20
热轧+热处理 321
60CrMnMoA
热轧+热处理 321
(50crMn)
840
油 490
1078 110 1274 130
35
热轧
321
55CrMnA
830-860 油 460-510 1078
110
1225 125 9
20
热轧
321
55SiMnVB
860
油 460
1225 125 1372 140
牌号
性能
用途
具有高的强度及屈强比 韧性 塑性好
55SiMnMoVNb 脱碳倾向小 对回火脆性不敏感 具有 适于制造重型车越野车板簧及圆簧
较高的淬透性 疲劳寿命高
65Si2MnWA
具有钨 故淬透性好 50mm 的弹簧也 可能淬透 硬度高 过热敏感性低 高
用于高负荷耐冲击的主要弹簧
如常规
武器取弹钩用簧
温回火仍有高强度
50CrVA 60CrMnBA 30W4Cr2VA (55SiMnMoV)
0.46-0.54 0.56-0.64 0.26-0.34 0.52-0.60
(55SiMnMoVNb) 0.52-0.60
0.17-0.37 0.17-0.37 0.17-0.37 0.90-1.20
扁钢技术标准2013

Q/XYJ 新兴河北冶金资源有限公司企业标准新兴河北冶金资源有限公司发布前言本标准是在《GB/T 702-2008-热轧钢棒尺寸、外形、重量及允许偏差》基础上,根据用户的需求,结合我公司实际工艺装备情况而制定,规定了钢格栅板用扁钢的技术要求,本标准中的部分技术要求严于行业标准YBT 4001-2007。
本标准的制定还引用了欧洲建筑钢标准EN 10025-2:2004《结构钢热轧产品》第二部分:非合金结构钢的交货技术条件,增加S235JR 、S275JR两种钢号产品,符合CEN成员国的规定。
新修订标准对旧标准做了如下改变:增加了对日本国JIS G3101-2010普通结构用轧制钢材标准族的引用,详见本标准第2部分。
增加了对美国ANSI NAAMM(MBG531-00)钢格板标准的引用。
本标准由新兴河北冶金资源有限公司安全生产部提出并归口。
本标准主要起草人:张白秋、刘显伟、张凡、李阳顺、王忠献、张永仁、石小路。
本标准于2009年5月首次发布,2012年2月第二次修改。
2013年3月第三次修改。
参考:本标准执行本文中提到的相关国际标准等,通过其他渠道进行查询;本标准声称不包括合同中所有的必要条款。
使用者对它的正确使用负责。
注1:CEN成员国必须遵守欧洲标准委员会/欧洲电工标准化委员会的内部规章,它规定了欧洲标准转化为国家标准的条件,关于这些国家标准最新的参考目录可以从中心秘书处或任何欧洲标准委员会成员国获取。
注2:CEN成员国包括:奥地利、比利时、塞浦路斯、捷克斯洛伐克、丹麦、爱沙尼亚、芬兰、法国、德国、希腊、匈牙利、冰岛、爱尔兰、意大利、拉脱维亚、立陶宛、卢森堡、马耳他、荷兰、挪威、波兰、葡萄牙、斯洛伐克、斯洛文尼亚、西班牙、瑞典、瑞士和英国。
钢格板用扁钢1 范围本标准规定了钢格板用扁钢的尺寸、技术要求、表面质量、标识、试验方法及检验规则。
本标准适用于钢格板用扁钢。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
86.弹簧钢(GB 1222-64)(一)

0.35
60SiMnA
0.56-0.64 1.60-2.00 0.60-0.90
0.35
70Si3MnA
0.66-0.74 2.40-2.80 0.60-0.90
0.35
60Si2CrA
0.56-0.64 1.40-1.80 0.40-0.70 0.70-1.00
(65Si2MnWA) 0.61-0.69 1.50-2.00 0.70-1.00
注 当用平炉或转炉冶炼时 不带 A 钢的磷 硫含量均不大于 0.040% 根据需方要求 在合同中注明 钢中残余铜含量不大于 0.20% 钢材或钢坯的化学成分允许偏差应符合 GB 222-84 钢的化学成分分析用试样取样法
及成品化学成分允许偏差 的规定 但 55Si2MnB 的钢材或钢坯允许硼含量不小于 0.0002% 时亦可交货
30W4Cr2VA 1050-1100 油 600
1323
135 1470 150
7
40
热轧+热处理 321
注 凡带 者 其屈服强度为 0.2
55CrMnA 55SiMnVB
0.52-0.60 0.17-0.37 0.65-0.95 0.65-0.95
0.52-0.60 0.70-1.00 1.00-1.30
0.35 0.08-0.16 B(硼)0.005-0.0035
60CrMnA
0.56-0.64 0.17-0.37 0.70-1.00 0.70-1.00
交货状态
度
火
Kgf/m
Kgf/m
率
HB
()
度( ) MPa
MPa
剂
m2
m2
5
10 (%)
65
弹簧扁钢德国标准DIN EN 10092-1-2004

Not for Resale
Copyright Deutsches Institut Fur Normung E.V. Provided by IHS under license with DIN No reproduction or networking permitted without license from IHS
Not for Resale
Copyright Deutsches Institut Fur Normung E.V. Provided by IHS under license with DIN No reproduction or networking permitted without license from IHS
Not for Resale
--`,,`,,`-`-`,,`,,`,`,,`---
Copyright Deutsches Institut Fur Normung E.V. Provided by IHS under license with DIN No reproduction or networking permitted without license from IHS
Not for Resale
Copyright Deutsches Institut Fur Normung E.V. Provided by IHS under license with DIN No reproduction or networking permitted without license from IHS
--`,,`,,`-`-`,,`,,`,`,,`---
Not for Resale
--`,,`,,`-`-`,,`,,`,`,,`---
QFT A062-2008 汽车钢板弹簧总成技术条件
Q/FT A062-2008
汽车钢板弹簧总成技术条件
1 范围
本标准规定了汽车产品钢板弹簧总成的技术要求、试验方法、检验规则、标志、包装、运输、贮存 及质量保证。
本标准适用于本公司设计开发、生产制造的各类汽车产品所装用的钢板弹簧总成。
2 规范性引用文件
5
注:
1. 疲劳试验样本不超过 3 件。
2. Ac 为合格判定数,Re 为不合格判定数。
缺陷分类
6.5 客户抽样时,随时抽样方式、检验方法由双方商定。
B类
合格质量水平 AQL25
Ac
Re
1
2
2
3
3
4
7 试验方法
7.1 垂直负荷下的永久变形试验 7.1.1 支承与夹持方法
带卷耳钢板弹簧的支承方法如图 2 所示,卷耳以销轴支承在装有滚轮的滑车上。其它结构的钢板弹 簧应按产品图样规定的支承方法支承,钢板弹簧中间部分应按产品图样规定的夹持方法和条件夹紧。
4.5 性能试验 性能试验应在永久变形试验之后进行。
4.5.1 静载弧高 将刚板弹簧缓慢压缩到图纸规定的静载荷,并测量此时的弧高,钢板弹簧的装夹方式与测量刚度时 相同。
4.5.2 刚度试验 钢板弹簧刚度试验按附录 A 进行。
4.5.3 疲劳试验
www.bzfxw.com 钢板弹簧疲劳试验按附录 A 进行。
www.bzfxw.com GB/T 231.1 金属布氏硬度试验 第 1 部分:试验方法
GB/T 230.1 金属洛氏硬度试验 第 1 部分:试验方法(A、B、C、D、E、F、G、H、K、N、T 标尺 ) GB/T 2828.1 计数抽样检验程序 第一部分:按接收质量限(AQL)检索的逐批检验抽样计划 Q/FT B039 车辆产品油漆涂层技术条件 Q/FT B102 车辆产品零部件可追溯性标识规定
(完整word版)弹簧设计技术条件

小型圆柱螺旋弹簧技术条件GB 1973.1-89中华人民共和国机械电子工业部1989-03-02批准1990-01-01实施1 主题内容与适用范围木标准规定丁小型圆柱螺旋弹簧的技术要求、试验方法和检验规则。
本标准适用于圆截面圆柱螺旋压缩、拉伸和扭转弹簧(以下简称弹簧)。
弹簧材料的截面直径小于0.5 mm。
本标准不适用于特殊性能的弹簧。
2 引用标准GB 191 包装储运图示标志GB 1239.5 圆柱螺旋弹簧抽样检查GB 1805 弹簧术语GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 3123 硅青铜线GB 3124 锡青铜线GB 3134 铍青铜线GB 4357 碳素弹簧钢丝GB 4358 琴钢丝GB 4459.4 机械制图弹簧画法GB 4879 防锈包装GB 6543 瓦楞纸箱YB(T) 11 弹簧用不锈钢丝3 技术要求3.1 产品应符合本标准的要求,并按经规定程序批准的产品图样及技术文件制造。
3.2 极限偏差的等级弹簧特性与尺寸的极限偏差分为1、2、3三个等级。
各项目的等级应根据使用需要分别独立选定,并在图样上注明,未注明的则由制造厂从标准中选定。
3.3 压缩和拉伸弹簧的弹簧特性及其极限偏差3.3.1 弹簧特性压缩(或拉伸)弹簧的弹簧特性为指定高度(或长度)的负荷或刚度。
3.3.1.1 在指定高度(或长度)的负荷下,弹簧的变形量应在试验负荷时变形量的20%~80%之间。
试验负荷Ps:测定弹簧特性时在弹簧上允许承载的最大负荷。
试验应力τs:测定弹簧特性时在弹簧上允许承载的最大应力。
3.3.1.2 弹簧刚度在特殊需要时采用,其变形量应在试验负荷下变形量的30%~70%之间。
3.3.1.3 指定高度(或长度)时的负荷和刚度不得同时考核。
3.3.2 弹簧特性的极限偏差3.3.2.1 指定高度(或长度)时负荷的极限偏差见表1。
3.3.2.2 刚度的极限偏差见表2。
3.4 尺寸及其极限偏差3.4.1 弹簧外径(或内径)弹簧的外径和内径不得同时考核,其极限偏差均按表3规定(弹簧的外径为D2,中径为D,内径为D1)。
55SiMnVB单面双槽断面弹簧

·
{
}
1
` , ` ,`
“
·
·
4 7,
表
*
2
} 牙 二 莎葵瓜二 , { 整 歌量 丫薪 二 、 ! 负 荷 厂 , 厂 负 i }载 /自 !轰言馨 } 食 /弹 自重 ! 车 型 } 重爱 } } 悬架 } 券双 } } 曹馨 畔荷 令 日簧 自重 { 耸 氖 一 不
,
,
尸
”
”
“
了 , `
高 弹 簧的 疲 劳 寿 命起 了 一 定 的 作用 小 刚 度可 使 偏 频 降低
,
这 对提
I M V B 新 材料 轧 制 的单 面 双 槽 型 钢 了5 S
n
。
适 当减
。
并 在设 计
工 艺 上采 取 了 有 效 措施
,
。
,
使得 该
从 而提高 汽车 的 平 顺 单面 双 槽 断 面 )
,
产 品 在性 能
重
.
平 均 寿 命
t
前
。 2。
34
2:
2
二
,
_
.
, ` .
一
5吨
} { { } 后 } 2202 } c o
·
6
{ } 37
·
8
{ }238
.
4
} ! 20
:
二
、
1 51 1 : } 士 竖释季 幕 魏于 了 里 节
:
4 2 3 12
次
; 5 3 3。 次
““
.
, L
.
…
.
, 5
I M n V B 新 钢种 : 选 用 55S
弹条弹簧钢技术条件

附录A弹条用弹簧钢技术要求A.1 范围本技术要求规定了弹条用弹簧钢的技术要求、试验方法、检验规则以及包装、标志及检验证明书。
本技术要求适用于客运专线弹条用弹簧钢。
A.2规范性引用文件下列文件中的条款通过本技术条件的引用而成为本技术条件的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本技术条件,然而,鼓励根据本技术条件达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注明日期的引用文件,其最新版本适用于本技术条件。
GB 1222 弹簧钢GB/T 222钢的化学分析用试样取样法及成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB 224 钢的脱碳层深度测定法GB/T 226 钢的低倍组织及缺陷酸蚀试验法GB/T 228 金属材料室温拉伸试验方法GB/T 229 金属夏比缺口冲击试验方法GB/T 231.1 金属布氏硬度试验第1部分试验方法GB/T 1979 结构钢低倍组织缺陷评级图GB/T 10561 钢中非金属夹杂物显微评定方法GB/T 2101 型钢验收、包装、标志及质量证明书的一般规定GB/T 6394 金属平均晶粒度测定法GB/T 11336 直线度误差检测GB/T 13298 金属显微组织检验方法GB/T 13302 钢中石墨碳显微评定方法GB/T 18253 钢及钢产品检验文件的类型A.3 技术要求A.3.1 钢材牌号及标准钢材牌号为60Si2MnA。
A.3.2 供货状态及硬度以热轧态或热轧+退火态供货;硬度≤300 HB。
A.3.3 尺寸精度A.3.3.1 直径:Φ13+0.40mm;Φ14+0.40mm。
A.3.3.2 不圆度:Φ13和Φ14钢种≤0.2 mm。
A.3.3.3 长度:定尺供货,允许偏差为+30 mm,短尺比例≤10 %。
A.3.3.4 外形:弧形偏差在任1m长度内≤3 mm。
A.3.4 外观经热酸蚀后,表面不允许存在裂纹、折迭、结疤、夹杂、分层和压入的氧化铁皮等缺陷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本标准适用于热轧单面双槽弹簧扁钢。
1、尺寸、外形及允许偏差
1.1 单面双槽弹簧扁钢的截面形状应符合图1的规定。
单位:mm
图1:单面双槽弹簧扁钢
B ——扁钢的宽度
H ——扁钢的厚度
R ——扁钢侧面圆弧(R只在孔型上控制,不作为验收条件。
R≈1/2H)
b1 ——槽宽
b ——双槽的槽间距
h——槽深
r ——倒角圆弧,为2~3
α——槽的侧面斜角
1.2 单面双槽弹簧扁钢的尺寸及允许偏差应符合表1的规定,表中h、b、b1、α用于孔型设计和加工,不作为钢材的验收条件。
双槽的不对称度不大于2mm。
表1 单面双槽弹簧扁钢的尺寸及允许偏差mm
1.3 单面双槽弹簧扁钢的平面厚度差,在同一截面内任意两点测量时,应不大于厚度公差的25%(但最小值为0.1mm),宽面中部不得凸起。
1.4 单面双槽弹簧扁钢每米长度的侧向弯曲度(镰刀弯)不大于3mm,总侧弯度不大于扁钢总长度的0.30%mm。
平弯:扁钢厚度<7,不大于5.0mm/m,扁钢厚度≥7不大于4.0mm/m。
1.5 普通长度4~7m,定尺、倍尺长度应在合同中注明,其允许偏差为0~+40mm。
1.6.其它技术要求见平面弹簧扁钢技术条件(NG/NK/019)。