防爆电机装配工艺作业指导书
防爆电气安装作业指导书

防爆电气安装、检修作业指导书1适用范围各类防暴电气的安装检修2 安装前的准备2.1.为了防止在爆炸危险场所中,由于电气设备和线路产生的电火花或危险温度引起爆炸事故,采取安全技术与管理防范措施,以保障人身和财产的安全。
2.2.在大气条件下,易燃气体、易燃液体的蒸汽或薄雾等易燃物质与空气混合形成的爆炸性气体混合物,根据爆炸性气体混合物出现的频繁程度和持续时间分为三个区域等级。
0级区域1级区域2级区域。
3.防爆电气设备的选用原则3.1基本原则是安全可靠、使用方便、经济合理。
选用防爆电气设备须与爆炸危险场所的区域等级和爆炸性混合物的级别、组别适应,否则就不能保证安全。
3.2 在同一区域存在两种以上不同爆炸性物质时,须选择与危险性程度高的爆炸等级和自然温度低的等级相适应的爆炸电气设备还须根据国家有关安全法规,充分考虑场所的危险程度便于安装和维修。
3.3防爆电气设备规定的环境条件是-20~40℃,环境温度过高、过低都需特殊加工。
3.4凡具有腐蚀性环境的防爆电气设备更需要特殊加工,此外,防爆电气设备还有户内和户外使用的区别。
4.要便于维修4.1防爆电气设备使用期间的维护和保养极为重要,因此,相同的功能条件,选择结构越简单越好。
一般先本质安全型再隔爆型、增安型。
4.2还须充分考虑在同一工程内使用防爆电气设备的互换性,便于管理。
4.3选择防爆电气设备,不仅要考虑价格还须对设备的可靠性、寿命、运转费用、耗能及维修时备品、备件等等作全面分析平衡,才能选择最佳的防爆电气设备。
气体爆炸危险场所用电气设备防爆类型选型表5.1凡在防爆危险场所里的防爆电气设备、金属构架、金属配线钢管、电缆金属互套均应接地。
如果防爆电气设备是固定在金属构架上、电气设备仍须单独接地。
接地线应单独与接地干线相连接。
接地线的截面积和绝缘等级与相线相同。
接地线应与相线在同一钢管内敷设。
接地电阻应不大于4欧姆。
6.本安用电源的屏蔽层接地,应在非防爆危险场所一头接地。
电动机装配工艺过程

待转子装配到位后,装配另一端端盖及轴承外盖。装配过程同、。在紧固螺钉过程中,应同时转动转子,转子转动应灵活。
面漆颜色要符合规定要求。
喷漆后,不准有漆瘤存在及表面厚薄不均,表观要整洁。
三、总装后检查及要求:
1.检查电动机头尾出线要正确,并且所测绝缘电阻要符合标准要求。
2.检查电机是否灵活,有无不正常噪音与轴承响声。
四、注意事项:
1.装配的零部件必须是清洁无损伤。特别是转子表面、定子内腔、轴承位,定子绕组端部。
2.装配前一定要进行全面检查,所有零部件合格、完整后,才能进行装配。
3.对于水冷电动机,要在嵌线前检查冷却系统是否完好。
4.轴承加热温度要符合要求,装配轴承过程中,禁止用锤直接敲打轴承,按照轴承装配要求装配轴承。
电动机装配工艺过程
文件编号
共3页
第3页
5.加入轴承润滑脂时,必须保证润滑脂清洁与油脂的数量,轴承清洁、严禁有杂质混入,所有零部件的配合部位,必须涂上清洁的机油。
二、装配过程及要求:
1.装配出线座。
根据图纸要求,将出线座装上机座上,注意弹簧垫圈、平垫等标准件要装齐全。
保证出线座内端子套应符合对于等级标准要求。
2.装配转子。
将轴承内盖套入转子轴配合内盖位上。对于防爆电动机要注意保护隔爆面。
取出加热好的轴承套入转子轴轴承位上,装配过程中,不应用蛮力,应轻轻的将轴承打到相应位置。
各零部件配合表面涂上清洁的机油。
4.检查冷却装置的完好性。
风冷电动机,则检查风扇、风罩的完好性或风管、散热片的完好性。
防爆电机生产工艺流程
防爆电机生产工艺流程
防爆电机的生产工艺流程通常包括以下几个主要步骤:
1. 设计阶段,在这个阶段,工程师团队将根据客户需求和产品
规格设计防爆电机的整体结构和功能。
这包括确定电机的功率、尺寸、转速、额定电压等参数,以及选择合适的防爆材料和防爆技术。
2. 原材料采购,生产工艺流程的第一步是采购原材料,包括电
机的外壳、绕组线圈、绝缘材料、轴承、磁铁等。
这些原材料需要
符合相关的标准和规定,以确保最终产品的质量和安全性。
3. 加工制造,在这个阶段,原材料将被加工成各个零部件,比
如电机外壳、转子、定子、端盖等。
这些零部件将根据设计要求进
行加工、成型、焊接、组装等工艺步骤,确保其符合产品设计要求。
4. 组装测试,在所有零部件制造完成后,将进行电机的组装。
这包括将外壳组装在一起,安装绕组和轴承,连接电气元件等。
组
装完成后,将进行各项性能测试,包括电气性能测试、防爆性能测
试等,以确保产品符合相关标准和规定。
5. 包装出厂,最后,经过严格测试合格的防爆电机将进行清洁、包装和标识,然后出厂。
包装通常会根据产品的特性选择合适的包
装材料和方式,以确保产品在运输和储存过程中不受损坏。
需要注意的是,不同类型的防爆电机可能会有一些特殊的生产
工艺流程,比如防爆电机的防爆性能测试和认证流程会更为复杂。
此外,生产工艺流程中还需要严格遵守相关的安全生产标准和环保
要求,以确保生产过程安全、环保。
电机安装作业指导书

电机安装作业指导书第一篇:电机安装作业指导书一、安全注意事项电机安装作业需要遵守以下安全注意事项:1. 事前了解电机的使用环境和要求,确保所选电机适用于安装环境。
2. 确保安装场所的安全性,如避免积水、火源等危险因素。
3. 严禁在电机运行时接触旋转部件,确保自身安全。
4. 当需要操作电机内部零部件时,务必将电源切断并进行安全停机。
二、准备工作开始安装电机之前,需进行如下准备工作:1. 根据电机的安装位置和要求,准备好所需的工具和设备。
2. 清理安装位置,确保安全、平稳的工作环境。
3. 检查所选电机的型号和规格是否符合要求,并检查电机配件是否齐全完好。
4. 将电源切断,并贴上明显的停电标志,确保安全操作。
5. 阅读电机生产厂家提供的安装说明书和相关要求,熟悉电机的安装要点。
三、安装步骤根据具体情况,电机的安装步骤可能会有所不同,一般包括以下基本步骤:1. 将电机正确安装在其预设位置上,确保电机与底座或支架紧密连接,无松动。
2. 使用调整工具,调整电机的位置和姿态,以确保与传动装置和负载的匹配。
3. 检查电机的冷却风扇或风道是否畅通,避免过热损坏。
4. 调整电机的运行方向,确保与运输装置或传送带的移动方向一致。
5. 连接电机的电源线,确保连接牢固可靠,且符合电源线的电气要求。
6. 进行电机的空载试运行,观察电机运行状态和声音是否正常。
7. 检查电机是否有异常振动、异常噪音和异常温升现象,如有,及时处理。
四、注意事项1. 在安装过程中,严禁使用生锈、破裂等不合格的螺丝和紧固件。
2. 在使用螺丝和紧固件时,需掌握适当的扭矩和紧固方法,避免过紧或过松造成安全隐患。
3. 电机的接地必须符合电气安全规范,确保人身和设备的安全。
4. 在电机受到外部冲击或异常运行时,需及时切断电源,并进行必要的检查和维修。
5. 定期检查电机的运行状态,确保安全、可靠运行。
本文为《电机安装作业指导书》的第一篇,主要介绍了电机安装前的安全注意事项、准备工作,以及安装过程中的基本步骤和注意事项。
防爆电动机工艺流程及说明
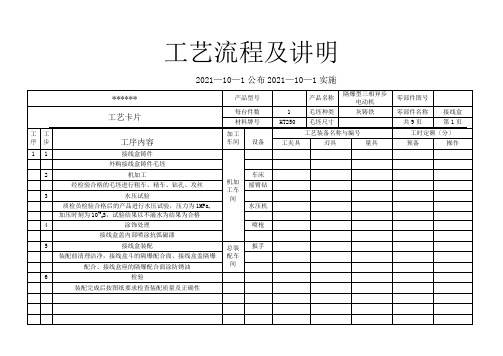
隔爆型三相异步电动机
零部件图号
工艺卡片
每台件数
1
毛坯种类
零部件名称
定子
材料牌号
毛坯尺寸
共9页
第5页
工序
工步
工序内容
加工
车间
设备
工艺装备名称与编号
工时定额〔分〕
工夹具
刃具
量具
预备
操作
5
1
定子
电工车间
外购定子铁芯
2
定子嵌线
放置槽尽缘放置绕组,槽封尽缘封口
3
匝间实验
耐压仪
嵌线定子进行匝间耐压测试
4
气泵
8
装风扇
9
装风罩
10
进库
质检部门进行外看检查,要求产品外看平坦色泽均匀
无明显划痕露底和污迹,合格的产品进行进库
更改内容
编制
审核
批准
零部件名称
线圈绕制
材料牌号
QZY-2
毛坯尺寸
共9页
第4页
工序
工步
工序内容
加工
车间
设备
工艺装备名称与编号
工时定额〔分〕
工夹具
刃具
量具
预备
操作
4
1
线圈绕制
电工车间
绕线机
按要求选取漆包线型号规格
绕线模
2
线圈配电阻
直流双臂电桥
绕制好线圈将三相电阻均衡的为一台
转定子嵌线
更改内容
编制
审核
批准
******
产品型号
外购接线盒铸件毛坯
2
机加工
车床
经检验合格的毛坯进行粗车、精车、钻孔、攻丝
摇臂钻
电气设备安装工艺作业指导书

4.6、可燃粉尘的袋式集尘设备,织入袋体的金属丝的接地端子应接地。
4.7、皮带传动的机组及其皮带的静电接地刷、防护罩,均应接地。
塞,电气间隙和爬电距离应符合设备的技术要求。
2.3粉尘防爆电气设备的表面最高温度应符合有关规定。
2.4粉尘防爆电气设备安装后,应按产品技术要求做好保护装置的调试和试操作。
3
3.1管内穿线宜在建筑物抹灰、粉刷及地面工程结束后进行。穿线前,应将电线保护管内的积水和杂物清除干净。
3.2不同回路、不同电压等级和交流与直流的导线,不得穿在同一管内。
3.3同一交流回路的导线应穿于同一管内。
3.4导线在管内不应有接头和扭结,接头应设在接线盒内。
3.5导线穿入钢管时,管头处应装设护线套保护导线,再不进入接线盒的垂直管口穿入导线后应将管口密封。
3.6当导线敷设于垂直管内时,应符合有关规范的规定。
电气设备安装工艺
1有限公司
1、要求
2、安全设备安装
3、线路敷设
4、接地接零
1
1)所有支架的材料应平整调直、机械下料、钻头钻眼,均应可靠接地。
2)箱柜安装前先检查是否与设计图纸资料相符,基础型钢应平整,保证直线度<1mm/m,垂直度应控制在规范要求之内,并可靠接地。
3)配管符合规范要求,特别控制好弯曲部分的不圆度和弯曲半径,严禁钢管直接对焊,明配部分特别注意横平竖直、整齐美观,并可靠接地。
4
4.1电气设备的金属外壳、金属构架、金属配线管及其配件、电缆保护管、电缆金属保护套等非带电的裸露金属部分,均应接地或接零。
4.2在煤粉制备车间,应采用专用接地线。
4.3电气设备及其灯具的专用接地线或接零保护线,应单独与接地干线相连,电气线路中的工作零线不得作为保护接地线用。
防爆设备安装作业指导书

设备安装、维护、检修作业指导书股份有限公司版本:V1.01、范围1.1 为提高XXXXXXXX设备安装、维护及检修的标准化,统一气XXXXXXXXX设备安装、维护及检修的方法及标准,保证设备安装、维护及检修过程的安全,制定本作业指导书。
1.2 XXXXXXXX设备的安装、维护及检修可以参照此作业指导书执行。
2、规范性引用文件下列文件对于本作业指导书的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本使用于本指导书。
凡是不注日期的引用文件,其最新版本适用于本指导书。
GB3836.13-2013 爆炸性环境第13部分:设备的修理、检修、修复和改造;GB3836.15-2000 爆炸性气体环境用电气设备第15部分:危险场所电气安装;GB3836.16-2006 爆炸性气体环境用电气设备第16部分:电气装置的检查和维护;GB50493-2009 石油化工可燃气体的有毒气体检测报警设计规范;GB50168-2006 电气装置安装工程电缆线路施工及验收规范;GB 50093-2013 自动化仪表工程施工及质量验收规范;GB 50254-2014 电气装置安装工程低压电器施工及验收规范;3、术语与定义3.1可使用状态考虑防爆合格证的要求后,允许更换或修复所用零件而不会损害使用这类零件的电气性能和防爆性能的一种状态。
3.2修理使发生故障的电气设备恢复到完全可以使用状态并符合有关标准要求的活动。
3.3检修把已经使用或贮存一段时间,但不一定发生故障的电气设备恢复到完全可使用的状态的活动。
3.4维护维持安装的电气设备处于完全可以使用状态的常规活动。
3.5零件一种不可分的元件。
3.6修复是修理的一种,对已经损坏的待修零部件去除或增加材料,根据有关标准使零部件恢复到完全可以使用状态;3.7改造对电气设备结构、材料、形状或功能的改变。
3.8制造商设备的制造者(也可以是供货商、进口商或代理商)。
通常在设备的防爆合格证中(适当的位置)登记有它的名称。
低压隔爆电动机安装、操作、维护和安全手册说明书

Installation, operation, maintenance and safety manual of Low Voltage Flameproof Motors for Explosive atmospheres with ATEX / IEC Ex certification1.Introduction:Motors for explosive atmospheres are specially designed to comply with official regulations concerning the risk of explosion and are certified by European Notified bodies. These motors should be installed, maintained and repaired (if necessary), strictly in accordance with the relevant standards and codes of practice of the user country. Only trained personnel familiar with these standards should handle these motors. Safety equipments necessary for the prevention of accidents at the installation and operating site must be provided in accordance with local regulations.The reliability of these motors may be impaired if they are used improperly, badly connected or altered / modified in any way. Such alterations / modifications are not permitted.The certificates issued apply to motors as originally supplied. In order to maintain validity, it is essential that any servicing / repair be undertaken by authorized personnel.2.Receipt, Handling and Storage:Receipt:Inspect the condition of packaging immediately upon receipt for any damages during transportation. Unpack motor carefully and inspect for any hidden damage or missing parts (not visible before unpacking) before storage. A complete visual inspection of the motor must be performed after removing the package.▲All damages must be immediately photographed, documented and reported to the transporter within 24 hours, and to the insurance company and to BBL local office,(through whom the motor is purchased), within 48 hours. This is required to maintain the time limits for filing claims. Failure to comply with this procedure will void the product warranty.•While reporting damage, please mention motor serial number.•In this case, installation must not be started, till the problem is solved.•Check if the delivery of the order is complete. (Spare parts, documents etc.)•Check the nameplate data corresponds with the application for which, the motor will be used. Makea special point of checking voltage and connection (delta or star).•Rotate the shaft by hand to check free rotation.Handling:▲Steel cables and hoisting equipment must have capacity to bear the motor weight.▲Failure to follow the following instructions, may result in the motor falling over, or slipping in the lifting tackle. The result can be death, serious damage, or material breakage.▲During lifting, mounting or maintenance work, all safety considerations shall be in place and special attention is to be taken so that nobody will be subject to lifted load.•When lifting the motor, the correct hoisting points, the weight of the motor and the operating capacity of the hoisting crane must be matched. Motors packed in wooden crates must always be lifted by their own eyebolts/lifting lugs or by a proper forklift, and must not be lifted by its wooden crates.•For lifting the motor, only the lifting eye-bolts provided with motor, are to be used. The eyebolts aredesigned for the motor weight only. Never use the eyebolts to lift the motor with additional loads, such as pumps, gear boxes, fans or any other driven equipment.•Use all lifting eye-bolts together that are provided, for sharing the load. (If motor is provided with two eye-bolts, use both eye-bolts and not one). Ensure that the eyebolts are fully tightened up to theirsupporting surface, before lifting.•The packing (wooden crate with motor) must not be dropped. It is to be carefully placed on the floorwithout impact to avoid the damage to the bearing. Jerks and jolts must be avoided.•Do not use any other part of the motor for lifting including shaft.•Do not use shaft projections for dragging the motor.•Do not roll or drag the motor on the floor.•Motors must not be kept in vertical position with external fan cowls as base.•In vertical lifting, uncontrolled rotation of the motor must be prevented. Do not lift other equipments with motor lifting points only.•During movement of the motor from one place to other place, the shaft must be locked with the locking device supplied with the motor (if any).The shaft locking device to be removed just before the installation of the motor.Storage:•Storage room must be clean, dust free and dry. The room must be properly covered and closed. •Maintain temperature in the range 20 ˚C to 50 ˚C and relative humidity to be 50% or less in the storage room.•Ensure absence of harmful fumes and vapours, gases such as chlorine, sulphur dioxide and corrosive agents.•Vibration free area to avoid bearing damage.•Motors fitted with cylindrical roller and/or angular contact bearings are supplied with locking device mounted on shaft which should be kept in place.•Factory fitted open bearings use Lithium based grease SKF LGMT3 with recommended shelf life of two years. If stored for longer period, grease needs to be replaced with same grease. Mixing of two greases should be avoided. Shielded bearings have a storage life of five years.•Space heater must be energized if temperature falls below 10˚C or humidity is more than 50% to prevent harmful effects of moisture condensation. Heaters must be isolated while motor is energized, since the heaters if energized, could cause the motor surface temperature to exceed the maximum for which it is certified. This would invalidate the certification and could result in ignition of the surroundingatmosphere. Heaters must be de-energized before opening any part of motor enclosure.•Ensure that no water dips on motor and no water accumulates under the motor.•Ensure that all plugs originally provided are in place. (e.g. cable entry hole plugs). If plugs are missing, all the openings to be covered with an adhesive plastic cloth.•Cover the motor completely in a strong, transparent plastic bag to exclude dirt, dust, moisture, and otherforeign materials. Before sealing this bag, small bags of silica-gel desiccant should be put inside the bag, around the motor.•Rodents, insects and other animals, like to house inside motors in search of warm surroundings or food.Some of them attack the insulating materials. Their access to the motor must be avoided.•Do not remove the corrosion protection from the machined surfaces like shaft and flange. These protections must remain in place until the final assembly.•Any damage to the painting or to the rust protections on the machined surfaces must be corrected.3.Installation and commissioning:Accurate and careful installation of the motor is of utmost important.▲Read the safety instructions in full before doing any activity of installation.▲Rotating parts such as pulleys, couplings and shaft extensions must be permanently guarded.▲Disconnect the power supply before working on motor or driven equipment.The nameplate gives the technical data and defines the limits of usage of the motor.•Inspect the nameplate data and ensure that the voltage and frequency correspond to the available voltage and frequency at site.•Kilowatt rating and rpm of the motor must correspond to the requirement of the driven equipment.•Motor protection, atmosphere and zone are compatible.•Ensure that the motor is not damaged.•Remove any shaft locking device and store it for future use.•Slowly rotate the shaft to ensure free rotation. Any foreign matter in the air gap must be removed.•Remove the anti corrosion agent on shaft, with petrol/white spirit/kerosene/thinner. Do not use sandpaper or scrapper.•If the storage is more than two months, check the grease condition in the bearings.•Mixing of two different greases to be avoided.•Replace the grease in the bearings if the motor has been stored for more than 18 months. This is not applicable where sealed bearings (2Z/ ZZ) are used•Ensure all covers are installed before starting installation.•Motors must be installed in such a way, that those are accessible at all times.•The area around and above the motor must be sufficient for its inspection, maintenance or handling. A person must have enough room to carry out cleaning services. This helps in periodic maintenance to be easier and easy removal of the motor from services, in case of major maintenance work.•The site must be clean and well- ventilated. If the air contains dust, moisture or corrosive gases, the motor must be appropriately protected, or otherwise supplied with clean air through pipes or ducts.•The fan covers must be cleaned at regular intervals to ensure free air circulation.•Other equipment or building wall must not block the motor ventilation. The motor must be installed, where it can get adequate ventilation and clean dry air.•The clearance between the fan cover (air inlet for motor cooling) and any wall / barrier must be minimum 50% of the air inlet diameter of the fan cover.•The cable and ducts must be arranged to facilitate the connection of cable to motor.Insulation resistance▲In order to measure the insulation resistance, the motor must be shutdown.▲The winding terminals to be grounded to remove electrostatic charges prior to test. Noncompliance may result in electric shock and personnel injuries.▲Ensure no explosive atmosphere is present while executing insulation resistance check procedure. Measure insulation resistance before commissioning and when winding dampness is suspected. If an insulation resistance observed value is lower than 10 mega ohms at 40 degree centigrade, the winding must be dried out by heating up to 130 deg. C for at least 8 hours.Thermal ProtectionWhen PTC thermistors are located in stator windings, they must be connected to a suitable control circuit, such that the motor is disconnected from the mains supply in the event of a winding reaching the temperature rating of the thermistor.4.Electrical Connections:•The connection diagram is provided in the terminal box. The cables used should be capable of carrying the full load current of the motor without overheating or undue voltage drop.•All motors are equipped with metric threaded terminal blocks with three or six studs and all necessary nuts, washers to make electrical connection(Y or ∆).•The phase conductor ends must be equipped with cable lugs suitable for fitting to the stud thread size.•For mounting the cable lugs by solder or crimping, use applicable tools and follow the recommendation of cable lug supplier.•Unless otherwise specified, cable entries are provided with metric threads. Motor is dispatched with plastic plugs into the cable entry holes. These plugs must be removed prior to commissioning andsuitable certified cable glands shall be used. Unused cable entry holes must be plugged with a certified stopping plug. The protection class and IP class of the cable gland and plug must be at least the same as those of the motor thereby ensuring that the motor certification and protection are not compromised.•Cables should be mechanically protected and clamped close to the terminal box to fulfill the appropriate requirements of EN/IEC 60079-0 and local installation standards.•Wiring should be carried out or checked by a qualified electrician.•Earthing must be carried out according to local regulations.•The earth terminal on the frame has to be connected to PE (protective earth) with a cable as shown in Table 5 of IEC/EN 60034-1Minimum cross-sectional area for protective conductorsCross-sectional area of phase conductors, S mm2Minimum cross-sectional area of the correspondingPE conductor, S p mm2S ≤ 16 S16 < S ≤ 35 16S > 35 0.5S•In addition, earthing or bonding connection facilities on the outside of an electrical apparatus must provide an effective connection of a conductor with a cross-sectional area of at least 4 mm2.▲Do not open the motor or the terminal box while the motor is still warm and energized when anexplosive atmosphere is present.▲All motors for explosive atmospheres must be protected against overloads. Refer installation standards EN/IEC 60079-14 and local installation requirements.▲The operating temperatures at the conduit or cable entry may exceed 70 0C and at the branching point of the conductors may exceed 80 0C under rated conditions. Cable glands to be selected accordingly.5.Operation:The motors are designed for following conditions unless otherwise stated on the rating plate:•Motors are to be installed in fixed installations only.•Refer marking plate for ambient temperature range.•Maximum altitude is 1000 m above sea level.•The variation of the supply voltage and frequency may not exceed the limits mentioned in relevant standards. Tolerance for supply voltage is ±5% and for frequency ±2% according to figure 4 (EN/IEC60034-1, paragraph 7.3, Zone A). Both extreme values are not supposed to occur at the same time.•Particular attention must be paid to corrosive atmospheres. Ensure that the paint protection is suitable for the ambient conditions as corrosion can damage the explosion proof enclosure.▲Ignoring any instructions or maintenance of the apparatus may jeopardize safety and thus prevent the use of motor in explosive atmosphere.6.Maintenance:▲Standards EN/IEC 60079-17 and EN/IEC 60079-19 which are related to repair and maintenance of electrical apparatus in explosive atmospheres must be taken into consideration during the activity.▲Only competent personnel acquainted with these standards should handle the activity.▲S tringent gaps than those required by the standard are maintained . Refer BBL before carrying out any repairs or refurbishment to the equipment.•Isolate power supply to motor before commencing cleaning or maintenance work.•Dust should not be allowed to accumulate on the outside of the motor. It should be removed at intervals such that it does not cover the motor in a layer which is sufficiently thick so as to affect cooling.•Keep the motor clean and ensure free ventilation air flow. If the motor is used in a dusty environment, the ventilation system must be regularly checked and cleaned.•Check the conditions of shaft seals and replace it if necessary with identical make and size.•The machined joint faces shall not be refinished, tampered, damaged or coated with varnish or paint.• A thin coat of grease should be applied on all motors joints.•When replacing screws and bolts, care should be taken to use only those recommended by manufacturer.A minimum grade of 8.8 with yield stress of 640 Mpa is required. Thread form and length shall exactly beidentical to original one.•All screws, bolts used for fixing parts of flame-proof enclosure are to be provided with spring washers to prevent them from getting loose due to shocks and vibrations during operation.• All gaps between mating parts of joints forming flame-proof enclosure are to be checked with feeler gauge to ensure that gap clearances are within 0.08 mm.Bearing:Bearing types are specified in the product catalogue and on the rating plate of motor. Bearings areusually permanently greased bearings of 2Z type for 80 to 200 frames. Form 225 frames onwards, open type bearings are provided.Bearings are fully charged with grease when dispatched from the factory. Shielded bearings havesufficient grease for an operating life of 40,000 hours provided there is no grease leakage.Motors with open type bearings are provided with re-lubrication facilities. Re-lubrication amount andinterval is mentioned on rating plate. We recommend to use either SKF make LGMT3 grease or ESSOmake UNIREX N3 grease.▲Overfilling the bearing housing to be avoided as this can cause increase in bearing temperature and subsequent bearing failure.▲The maximum operating temperature of the grease and bearings is +110 0C. It should not be exceeded.▲The designed maximum speed of the motor must not be exceeded.▲Do not mix different types of grease. It may cause bearing damage.7.After sale support:•Spare parts must be original parts or approved by BBL.•Requirements of EN/IEC 60079-19 must be followed.•Rewinding work must be carried out by IECEX approved service center.•When ordering spare parts, the motor’s serial number, type reference as mentioned on the rating plate must be specified.•No modifications / alterations are permitted on the parts that make up the explosion proof enclosure.•Any repair by end user, unless approved by BBL, releases us from responsibility to conformity.8.Environmental requirements:•BBL motors have a sound pressure level well below the limits specified in IEC 60034-1.•Product packaging materials shall be recycled to the extent possible.•During servicing of motor, whatever scrap is getting generated shall be disposed/recycled to the extent possible. •After end of product life cycle, appropriate means, local regulations and laws must be followed. •The end user to contact BBL if they plan on using the motor in or around aggressive substances and external effects which may affect the motor. • Motors are robust enough to withstand impact of 7 joules and so can withstand attack from aggressiveobjects and internal objects and internal thermal stresses.9. Troubleshooting▲ Motor service and any troubleshooting must be handled by qualified persons who have proper tools and equipments. Motor troubleshooting chartTroubleProbable causePossible remedy Motor connected but does not start(No hum or heating)Note: Reset the overload relays, iftripped. Then try to restart the motor .Faulty starting apparatus (Motor controller will not operate) Check for proper functioning of the starting apparatus. Replace the defective controller. No supply voltage (Main supply switchedoff)Check main switch. Check fuse and switch contacts and test lines for continuity.Check voltage in all three phases at themotor terminals. If there is no inputvoltage, locate and correct the problem inthe input side.Motor connected but does not start(Just hum and heats up)Note: Immediately switch off the power toprevent motor burning. The overloadrelays may trip. a) One phase open due to blown fuse, faulty switch contact or broken lead.(Motor input side single phased i.e. No voltage in one or two phases, can be a temporary condition)b) Voltage too low than rated voltage ofthe motor Check main switch. Check fuse and switch contacts and test lines for continuity. Check voltage in all three phases at the motor terminals. If single phase condition exists, correct the problem.Starting torque required for load too high For motor with autotransformer starting,change to a higher tap.Rotor defective Look for broken bars and/or rings. Newrotor may be required as repairs areusually temporaryPoor stator coil connections. Inter turn short in stator coil. Remove end shields and locate the looseconnections with test lamp .For inter turnshort, use surge tester.Mechanical locking in bearing or at air gap Dismantle and repair.Clean air gap if choked.Wrong connectionsCheck with connection diagram suppliedby manufacturer. See that connectionsare right.Motor may be overloaded.(Rotor and driven load is locked) Disconnect the motor from driven load, to see if motor starts and achieves fullspeed in uncoupled condition. If so, thenthe trouble is with the load. Reducestarting load or install larger motor. Ifautotransformer is used, try higher tapping.Motor does not come up to speed Wrong selection / supply Consult supplier for proper typeVoltage too low at motor terminals because of line drop. Check voltage at motor terminals.Use higher voltage tap on transformerterminals or reduce load.Starting load too high Check the load, motor is supposed tocarry at start.Broken rotor barsLook for cracks near the rings. Replacethe rotorNew rotor may be required as repairs areusually temporary. Open primary circuitLocate fault with testing device and repair. Motor stalls Wrong applicationChange type or size and consult manufacturer Overloaded motorReduce load. Low motor voltage See that nameplate voltage ismaintained/ available at motor terminalsOpen circuit Replace fuse, check overload relays,starter and push button.Wrong direction of rotation Wrong sequence of phases Reverse connections at motor or atswitchboardMotor vibrates Motor misaligned RealignWeak support Strengthen the baseCoupling out of balance Balance couplingDefective bearings Replace bearingsHot bearings Excessive belt pull Decrease belt tensionPulleys too far away from shaft shoulder Move pulley closer to shaft shoulderMisalignment RealignInsufficient grease Maintain proper quality and quantity ofgrease in bearingExcessive greaseReduce the quantity of grease. Bearingshould not be more than half full.。
装防爆电机的工艺流程
装防爆电机的工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!装防爆电机的工艺流程一、施工准备阶段。
在开始装防爆电机之前,有诸多准备工作需妥善完成。
14.9防爆轴流风机装配工艺
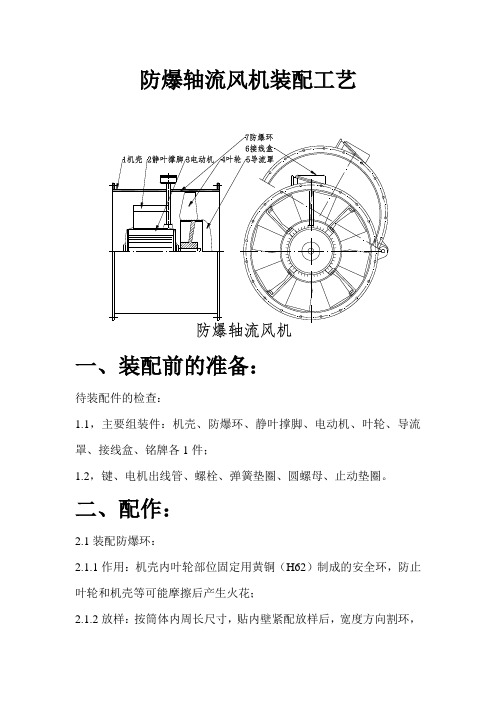
防爆轴流风机装配工艺一、装配前的准备:待装配件的检查:1.1,主要组装件:机壳、防爆环、静叶撑脚、电动机、叶轮、导流罩、接线盒、铭牌各1件;1.2,键、电机出线管、螺栓、弹簧垫圈、圆螺母、止动垫圈。
二、配作:2.1装配防爆环:2.1.1作用:机壳内叶轮部位固定用黄铜(H62)制成的安全环,防止叶轮和机壳等可能摩擦后产生火花;2.1.2放样:按筒体内周长尺寸,贴内壁紧配放样后,宽度方向割环,环的宽度按叶轮有效切割面的高低上下各加10mm;2.1.3铆接:防爆环长度方向每250mm上下对应配打孔,铆接铜铆钉(Ф6)各一枚;2.1.4铆接完成:逐次完成防爆环上所有铆接铜铆钉。
2.2根据电动机的安装螺栓孔位置及大小,确定静叶撑脚上的通孔;2.3配作静叶撑脚与机壳的安装孔;2.4配作电机出线管在机壳上的出口;2.5配作导流罩与叶轮的连接孔,固定联接;三、组装:3.1装电机:3.1.1固定静叶撑脚;3.1.2固定电动机与撑脚;3.1.3固定出线管;3.2装配叶轮:3.2.1清理:叶轮内、外表面用气枪、抹布等工具吹净、擦洗完成后再进行装配3.2.2键、主轴先涂好机油;3.2.3键与电机输出轴键槽连接,再与叶轮键槽连接;3.2.4组装后确认上述装配件的润滑是否良好;3.2.5调节电机与静叶撑脚螺栓连接处的垫片的厚度,保证叶轮与机壳同心;3.2.6叶轮端部固定;3.2.7确认叶轮转动无摩擦声;3.3接线3.3.1安装接线盒;3.3.2接线;3.3.3接线盒必须清理干净;3.4试运转:按要求试验合格;3.5表面喷涂:清除风机上的油污、飞溅、锈蚀、按要求进行出厂前的最后表面喷涂;3.6铆铭牌;3.7包装:清洁产品表面、检查有无零件缺损,装入附件、说明书及产品合格证等,具体按《舰用风机包装防护工艺》进行;3.8入库:按入库单验收入库。
电机安装作业指导书

1.目的为保证电气配电盘柜安装的施工质量,促进施工技术水平的提高,提高施工工效,规范化施工,编制本作业指导书。
2.适用范围本作业指导书适用于CNF承揽的各类电气配电盘柜的安装。
3.引用标准及编制依据GB50303-2002 建筑电气工程施工质量验收规范GB50170-92 电气装置安装工程旋转电机施工及验收规范4. 工作内容及操作流程5. 操作程序及技术要求安装电工、焊工、起重吊装工和电气调试人员等专业人员要持证上岗。
安装和调试用的各类计量器具,使用时要在有效期内。
电动机及安装所用材料必须是合格产品,且符合设计和规范要求。
电机基础、地脚螺栓孔、沟道、孔洞、预埋件及电缆管位置、尺寸和质量,应符合设计和国家现行的建筑工程施工及验收规范的有关规定;开箱检查电机,核对技术参数。
电机应完好,不应有损伤现象;电机附件、备件应齐全,无损伤;盘动电动机转子是否灵活,绝缘电阻值大于Ω。
100KW以上的电机,测量各相直流电阻值相互不应大于最小值的2﹪,无中性点引出的电动机,测量线间直流电阻值相互差不应大于最小值的1﹪。
外观检查、电气试验、手动盘转和试运转,有异常情况应作抽芯检查,填写《电动机抽芯检查记录》(CNF-DQ-37),电动机抽芯检查应符合下列规定:5.7.1线圈绝缘层良好、无伤痕、端部绑线不松动,槽锲固定无断裂,引线焊接饱满,内部清洁,通风孔道无堵塞。
5.7.2轴承无锈蚀,注油(脂)的型号,规格和数量正确,转子平衡块紧固,平衡螺丝锁紧,风扇叶片无裂纹。
5.7.3连接用紧固件的防松零件齐全可靠。
5.7.4其他指标符合产品技术文件的特有要求。
5.7.5电机的靠背轮和风扇叶轮应用拉力拆卸,当拆卸困难时可加热,抽芯时应保护隔爆面。
当电机受潮时应进行烘干处理,填写《电动机干燥记录》(CNF-DQ-38)和《电动机干燥记录(副表)》(CNF-DQ-39)。
发现电机出厂时间已超过制造厂保证期限,无保证期限的已经超过出厂时间一年以上的等情况及时与甲方联系解决质量保证。
石油化工电路防爆电气设备-安装作业指导书
石油化工电路防爆电气设备安装作业指导书XXXXXXXXXXXX有限公司200×-8-3目录1、说明 (1)2、四种防爆类型安装适用要求 (2)3、四种防爆类型安装的附加要求 (10)4、石油化工装置电路(防爆电气设备)安装技术要求 (19)说明一、目的:为了确保石油化工装置电路防爆电气设备安装的质量,特制定本安装指导书。
二、适用范围:本指导本是我公司防爆电气设备现场安装的技术性文件。
三、该指导书是以爆炸性气体环境用电气设备GB3836.1-2000(通用要求)、GB3836.15-2000(危险场所电气安装),以及GB50257-96(电气装置安装工程爆炸和火灾危险环境电气装置施工及验收规范)为基础,制定的企业防爆电气设备安装指导书。
四、企业结合每项工程设计要求,以指导书安装工艺要求为标准,对防爆电气设备进行选型、安装。
完成项目工程后,逐个防爆线路(设备)进行验收。
以保证整个工程的安装质量符合标准,达到优质工程。
四种防爆类型安装通用要求现阶段,石油化工装置电路根据GB3836·14-2000危险场所分类,防爆电气设备通常采用:隔爆型“d”、增安型“e”、本质安全型“i”及无火花型“n”4种类型。
我们在每项工程安装中,都要根据工程设计,进行分解每一个防爆电气设备所在区域,所属于的防爆类型,有针对性的按照如下叙述的安装工艺要求进行安装。
一、四种防爆类型通用安装要求:危险场所的电气安装也符合非危险场所的安装的相应要求。
为便于选择合适的电气设和电气设备的正确安装,装置危险场所按GB3836·14分为0区、1区、2区。
要使装置所有防爆电气设备安全可靠运行,必须确保:1、电气设备应尽可能地安装在非危险场所,如不可能时,则应安装在危险最小的场所;2、电气设备应按规定的技术文件进行安装,确保其更换项目,其型式和额定值与原有设备相同,设备安装完成,设备及安装的初始检查应按GB3836·15-2000、GB50527-96进行。
防爆电气安装作业指导书
防爆电气安装、检修作业指导书1适用范围各类防暴电气的安装检修2 安装前的准备2.1.为了防止在爆炸危险场所中,由于电气设备和线路产生的电火花或危险温度引起爆炸事故,采取安全技术与管理防范措施,以保障人身和财产的安全。
2.2.在大气条件下,易燃气体、易燃液体的蒸汽或薄雾等易燃物质与空气混合形成的爆炸性气体混合物,根据爆炸性气体混合物出现的频繁程度和持续时间分为三个区域等级。
0级区域1级区域2级区域。
3.防爆电气设备的选用原则3.1基本原则是安全可靠、使用方便、经济合理。
选用防爆电气设备须与爆炸危险场所的区域等级和爆炸性混合物的级别、组别适应,否则就不能保证安全。
3.2 在同一区域存在两种以上不同爆炸性物质时,须选择与危险性程度高的爆炸等级和自然温度低的等级相适应的爆炸电气设备还须根据国家有关安全法规,充分考虑场所的危险程度便于安装和维修。
3.3防爆电气设备规定的环境条件是-20~40℃,环境温度过高、过低都需特殊加工。
3.4凡具有腐蚀性环境的防爆电气设备更需要特殊加工,此外,防爆电气设备还有户内和户外使用的区别。
4.要便于维修4.1防爆电气设备使用期间的维护和保养极为重要,因此,相同的功能条件,选择结构越简单越好。
一般先本质安全型再隔爆型、增安型。
4.2还须充分考虑在同一工程内使用防爆电气设备的互换性,便于管理。
4.3选择防爆电气设备,不仅要考虑价格还须对设备的可靠性、寿命、运转费用、耗能及维修时备品、备件等等作全面分析平衡,才能选择最佳的防爆电气设备。
气体爆炸危险场所用电气设备防爆类型选型表5.1凡在防爆危险场所里的防爆电气设备、金属构架、金属配线钢管、电缆金属互套均应接地。
如果防爆电气设备是固定在金属构架上、电气设备仍须单独接地。
接地线应单独与接地干线相连接。
接地线的截面积和绝缘等级与相线相同。
接地线应与相线在同一钢管内敷设。
接地电阻应不大于4欧姆。
6.本安用电源的屏蔽层接地,应在非防爆危险场所一头接地。
防爆电机装配工艺作业指导书
防爆电机装配工艺作业指导书一、准备1.按装配任务单领料(按电机装配材料清单)2.零部件清理a.端盖、机座、接线盒座、盒盖等部件擦去油污,吹尽灰尘。
b.浸漆定子铁芯表面,特别是转子配合面检查,铲去漆瘤,清理线圈杂物。
c.清除转子表面杂物。
二、装配1.按定子进壳尺寸压入定子,引出线位置对准出线口。
2.转子轴伸端压入轴承。
3.前后端盖及转子,波形垫片装入机座(装配前所有隔爆面涂204防锈油),然后压入后端盖轴承,装上轴承盖,再用手转动轴伸,检查是否灵活。
4.接线盒上装上端子套或接线板,定子引出线重新剥线,按要求接入接线柱,装上接线盒座(隔爆面涂204防锈油)再装上盒座内其它零件。
5.铭牌按电机型号,对号入座,放在电机上,准备测试。
三、测试1.每台电机接入试验台,先运行半小时后,逐台进行性能检测,做好测试记录,核对测试数据是否符合铭牌所对应电机规格的要求。
2.测试合格后,盖上盒盖(贴上接线图),订上铭牌。
四、喷漆1.每台电机接入试验台,先运行半小时后,逐台进行性能检测,做好测试记录,核对测试数据是否符合铭牌所对应电机规格的要求。
2.铭牌处涂黄油,轴伸处加保护套,吊入喷漆架。
3.按产品“油漆涂饰工艺守则”的要求进行喷漆。
风罩同时单独喷漆。
“Ex”标志及立式端盖凹处涂大红漆。
五、装风叶、风罩等电机待油漆干后,装上风叶,风罩及外接地螺丝,外接地标记,铭牌处擦清,轴伸处涂上防锈油,装上键套上轴套。
六、最终检验装上说明书,合格证,由检验员进行最终检验,检验合格后入库(需包装的包装后入库)。
定子下线工艺规程为了规范电动机定子下线工艺,提高电动机内在质量,特编制本工艺规程。
1.下线前的准备及工具准备。
1.1清理干净下线工作台面,不得有铁器(划板、线压子除外),清除工作台周围杂物。
1.2清理干净所要下线的定子铁芯,检查槽内是否有铁沫,及错槽,如有应进行吹净并修理。
1.3按派工领取线圈、绝缘纸、槽楔。
2.下线(嵌线)2.1中心高H≤225定子下线。
电动车装配作业指导书

文件编号 J/LM-GY01.03.2011工序组别 扒胎组 内容装前轮批准/日期审核/日期编制/日期 版次号 A-01 名 称 前轮预装操作人数 1人标准工时实用工时适用车型名称电动简易款、半包通用车型页码 第1页 共 1页1、 检查各部件外观,规格是否符合配置要求。
2、 如图一、二所示:取前轮内胎,取下气门盖,将气嘴插入前轮毂气嘴盖孔。
3、 如图三、四所示:取外胎,一边扣到气嘴处轮圈内,依次将周边扣入,压一侧外胎入轮圈。
4、 如图五、六所示:将内胎全部塞到轮圈内。
5、 如图七所示:充气80%,拧上气门盖。
6、 如图八所示:将前轮轴组件拆开,将前轴棍从前轮右侧穿入,左侧装入毂盖,右侧Ø16*Ø10.2*19衬套1个,外加安全挂钩防转垫片1颗,Ø10.2*2.5mm 垫圈1颗,M10*1.00螺母1颗微紧,左侧外加安全挂钩防转垫片1颗,Ø10.2*2.5mm 垫圈1颗,M10*1.00螺母1颗微紧。
1、 内胎不得有明显扭曲,气门嘴不得偏斜,胎标中心与气嘴对齐±10mm 、按(夏天240~370kpa ,冬天260~300 kpa )充上气。
2、 前轴棍两端露出长度要大体一致,保持对称3、 螺母要微紧在轴上且不易脱落零部件工具 序号 名称 数量 序号 名称数量 序号 名称 型号 1 前轮外胎 1件 7 1 气压表 2 前轮内胎 1件 8 2 打气管3 前轮毂 1件 9 3 打气接头4 前轮毂盖 1件 10 4 专用扒胎扳手5 前轮轴组件1套 11 5 作业内容工艺要求 王利靖11.03.01 图一 图二 图三 图四图五图六图七图八文件编号 J/LM-GY01.03.2011工序组别 扒胎组 内容装后轮批准/日期审核/日期编制/日期 版次号 A-01 名 称 后轮预装操作人数 1人标准工时实用工时适用车型名称电动简易款、半包通用车型页码 第1页 共 1页1、检查各部件外观,规格是否符合配置要求。
防爆作业指导书

高、低压防爆型电动机维修作业指导书大同煤矿云岗实业公司矿山机械配件厂2014-6目录1. 目的和适用范围 (1)2. 工作任务 (1)3. 作业前准备工作 (1)4. 作业步骤、内容、方法和技术要求 (2)5. 防爆性能技术要求 (8)6. 防爆性能方面的检查 (18)7. 质量验收存放 (23)8. 危险辨识、安全预防措施和环境控制措施 (23)9. 相关记录 (23)10.引用的标准规范 (24)1. 目的和适用范围为保证安全生产,保障现场的电气作业人员、设备的安全,提供指导原则、以满足操作10kV及以下滚动轴承式高、低压三相防爆电动机的维修,特制订本作业指导书。
本指导书适用于维修高、低压防爆电动机大修作业。
2. 工作任务高、低压三相防爆电动机的维修3. 作业前准备工作3.1 明确作业内容,开具作业通知单3.1.1 生产维修作业计划书由业务部下达给机电维修车间。
3.1.2 机电维修车间接到维修计划书,布置维修任务,开具作业通知单。
3.1.3 确定工作场地、工作时间。
3.2 人员配置:工种、人数,素质要求,劳保穿戴3.2.1 由电工、钳工操作。
作业负责人1人、监护人1人,起重负责人1人。
电工应具有相应电气知识和水平,具有合格相关作业证。
作业人员不少于5人、大型电动机的维修、拆卸需要搬运和吊装时应有起重工配合进行。
3.2.2 作业人员必须穿戴好防静电工作服、安全帽、防护眼镜、劳保手套和绝缘劳保鞋等劳动保护用品。
3.3作业工具及耗材:3.3.1 作业人员个人工具。
3.3.2 班组工具:各类成套扳手(9件以上套筒扳手、梅花扳手、呆扳手、内六角扳手、12″及以上活扳手等)、大号一字螺丝刀、撬棍、专用螺栓及螺帽、棘轮扳手、拉马、木槌、铜棒、轴承起拔器、卡环钳、扁铲、枕木、钢丝刷、锉刀、砂布、油桶、油盆、毛刷、垃圾桶、摇表、钳形电流表、状态监测仪、红外线测温仪等,作业人员可根据现场实际选择适用的工具、材料。
电机组装作业标准流程

项次品名工具或方法检验标准1 转子目测无介子的多加、少加错加2 转子目测介子与轴芯良好吻合,无过松过紧3 转子目测手不可触整流子45项次品名工具或方法检验标准1 半成品目测介子无掉落2 半成品目测、手感轴芯与支架无卡死、轴承无损伤3 半成品目测装配时支架不可擦转子漆包线、手指等不能触摸整流子4 5项次品名工具或方法检验标准1 半成品目测定子线圈无刮伤、刮断2 半成品目测上下支架将定子芯片紧密扣牢3 半成品目测支架无变形、碳刷完整45项次品名工具或方法检验标准1 半成品目测螺丝、无滑丝、滑牙、华司无爆开2 半成品目测螺丝规格一致345品名工具或方法检验标准半成品目测螺丝规格一致半成品目测无滑丝、滑牙、华司无爆开锁制紧密项次品名工具或方法检验标准1 半成品目测、手感碳刷规格对,可灵活通过碳刷盒2 半成品目测碳刷盒无破裂,扣片牢固3 半成品目测碳刷无倒装,碳刷弧面良好45项次品名工具或方法检验标准1 半成品目测线头需剪净2 半成品目测剪线头时不可伤及漆包线345项次品名工具或方法检验标准1 半成品目测无假焊、焊点光滑、饱满、无毛刺2 半成品目测焊锡时不可烫伤原子引线345项次品名工具或方法检验标准1 电机测试仪功率电流与工艺吻合2 电机测试仪无断线、短路、反转、振动、串动、杂音等3 电机手感电机顺畅、无卡紧或卡死4项次品名工具或方法检验标准1 电机耐压仪按工艺规定测试合格23456项次品名工具或方法检验标准1 成品目视电机虚位一致,无多加、少加2 成品手感电机顺畅,无卡死3 成品目视焊锡光滑饱满,无假焊4 成品目视碳刷套无破损,扣片牢固5 成品目视螺丝耳仔一致,无滑牙项次品名工具或方法检验标准1 包装目视无多装、少装、混装、错装2345。
电气设备维修作业指导书 (1)

防爆三相交流异步电动机维修、验收作业指导书一维修流程1 范围本指导书规定了防爆电机维修工艺,适用于本厂的防爆电机维修。
2 电机预检外观检查:电机风罩、风叶、接线室等,对其完整情况或缺陷作好详细记录;初检用兆欧表摇测绝缘,检测其性能,初步判断其损害程度(检修或大修)。
必要时,进行空载试验,以确认电机三相电流平衡度、振动、轴承温度等。
3 电机解体拆去风罩和风叶。
再逐项拆除其它零部件(轴承端盖、前、后端盖等),对拆除的零部件应铲清污垢妥善保管;装好拆卸轴承的专用工具,均匀的加热,把轴承拉出,确认并记录型号;套上抽转子的专用工具,将转子从定子膛内抽出,并放置在专用的拖架上;检查定子或转子绕组损坏情况,记录详细数据(电机铭牌、绕组、铁心数据)。
测量并记录定子铁芯内径、转子铁芯外径、与轴承相配端盖内孔、与轴承相配轴颈等尺寸,如有缺陷应及时提出,确定处理方案;4 定子通过直接加热或通电加热法拆除旧绕组,测量线径和记录接法。
根据旧线圈的形状、尺寸和绝缘结构绕制新线圈。
进行软绕组的嵌线。
根据记录数据进行接线。
接线完成后,进行耐压试验,三相电流平衡试验。
耐压试验:新电机标准试验值为: 1 000 V+2倍额定电压,最低为1 500 V。
对完全重绕的绕组,采用全值试验电压。
对部分重绕绕组的试验电压值为新电机试验电压值的75%,试验前,对旧的绕组应仔细地清洗并烘干。
对新进电机验收时试验电压应为规定的80%(如认为必要应进一步烘干后进行)。
试验时应从不超过试验电压全值的一半开始,然后均匀地或以每步不超过全值50%逐步增至全值,电压从半值增至全值的时间应不少于10s。
全值试验电压值应符合规定,并维持1 min。
具体试验值如下:耐压试验合格的定子三相接头分别和变压器的三相接头连接,接通电源后,手拿一支一端有旋转铁圈的铁条,放入通电的定子内,如果铁条前端的铁圈能均匀的转动,表明新嵌入的线圈三相电流平衡,否则要重新检查定子内新嵌入线圈的正确性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
防爆电机装配工艺作业指导书
一、准备
1.按装配任务单领料(按电机装配材料清单)
2.零部件清理
a.端盖、机座、接线盒座、盒盖等部件擦去油污,吹尽灰尘。
b.浸漆定子铁芯表面,特别是转子配合面检查,铲去漆瘤,清理线圈杂物。
c.清除转子表面杂物。
二、装配
1.按定子进壳尺寸压入定子,引出线位置对准出线口。
2.转子轴伸端压入轴承。
3.前后端盖及转子,波形垫片装入机座(装配前所有隔爆面涂204防锈油),然后压入后端
盖轴承,装上轴承盖,再用手转动轴伸,检查是否灵活。
4.接线盒上装上端子套或接线板,定子引出线重新剥线,按要求接入接线柱,装上接线盒
座(隔爆面涂204防锈油)再装上盒座内其它零件。
5.铭牌按电机型号,对号入座,放在电机上,准备测试。
三、测试
1.每台电机接入试验台,先运行半小时后,逐台进行性能检测,做好测试记录,核对测试
数据是否符合铭牌所对应电机规格的要求。
2.测试合格后,盖上盒盖(贴上接线图),订上铭牌。
四、喷漆
1.每台电机接入试验台,先运行半小时后,逐台进行性能检测,做好测试记录,核对测试
数据是否符合铭牌所对应电机规格的要求。
2.铭牌处涂黄油,轴伸处加保护套,吊入喷漆架。
3.按产品“油漆涂饰工艺守则”的要求进行喷漆。
风罩同时单独喷漆。
“Ex”标志及立式
端盖凹处涂大红漆。
五、装风叶、风罩等
电机待油漆干后,装上风叶,风罩及外接地螺丝,外接地标记,铭牌处擦清,轴伸处涂上防锈油,装上键套上轴套。
六、最终检验
装上说明书,合格证,由检验员进行最终检验,检验合格后入库(需包装的包装后入库)。
定子下线工艺规程
为了规范电动机定子下线工艺,提高电动机内在质量,特编制本工艺规程。
1.下线前的准备及工具准备。
1.1清理干净下线工作台面,不得有铁器(划板、线压子除外),清除工作台周围杂物。
1.2清理干净所要下线的定子铁芯,检查槽内是否有铁沫,及错槽,如有应进行吹净并修理。
1.3按派工领取线圈、绝缘纸、槽楔。
2.下线(嵌线)
2.1中心高H≤225定子下线。
2.1.1 按规定的跨距将三相线圈各极相组依次下线,下线时应将线圈整理齐,将要下线的边捏扁,拉入槽内,没进入槽的导线用划板划入(严禁导线间交叉时用划板硬性划入)。
嵌线圈上层边时,先把线圈直线部分整理齐后依次嵌入槽内,交叉导线严禁硬性划入,应分开交叉点后再用划板划入。
2.1.2 每个线圈下入定子槽内后,剪去槽口外多余的绝缘纸,用压板将两边绝缘纸折压槽内并打入槽楔。
用压板压槽绝缘纸时,严禁用力过大以免压裂槽绝缘和导线的绝缘漆膜。
2.1.3 每个线圈嵌入槽内打入槽楔后,应及时整理两端部,使其形成一定形状的喇叭口,严禁用锤和胶棒强行打成喇叭口。
2.1.4 每嵌完一个极相组线圈后对4P及以上的定子应及时把相间绝缘纸垫入,并适当压紧后再嵌后面的线圈,直到把全部线圈下完。
2.1.5 2P定子每个线圈下法同上述,两端部在每个线圈两边下入槽内后必须尽最大可能用手将端部形状整形,不应在下完线后再完全依靠锤和胶棒敲打成形,线圈整形后垫入相间绝缘,再适当整形。
2.1.6 待引接线焊完引线后,再绑扎两端部,用摇表测试相间、对地无问题后交检验进行匝间试验和耐压试验。
2.2 中心高H≥250定子下线
2.2.1 下线前的准备与H225以下相同,整理齐所要下的线圈。
2.2.2 捏扁线圈下边,拉入定子槽内,垫入中间绝缘纸,够一个跨距时将上层边嵌入槽内,线圈嵌入槽内时应注意事项同小于H225的定子下线。
2.2.3 打入槽楔后,整理两端部,用0.14×25绑扎带半叠包两端部(每边圈均要包),长度为端部长度的1/2,端部形状尽量按原形状,且两边伸出铁芯端面相同,每个线圈整形时注意事项同小于H250的定子。
2.2.4 整形、接线、焊接引线后,用摇表测量相间以及对地,无问题后进行三相绕组直流电阻测量(三相冷态直流电阻不平衡限值为最大值一最小值/三相平均值应≤1.5%)匝间和耐压试验,试验合格后再疏包绑两端部。
2.2.5 接线时,每个极相组的极间连线跨越其它极相组的导线应套2层套管,每个连接焊点,必须先包绝缘带后再外套绝缘套管。
3.经检验合格后定子存入合格品区,并将自己工作区清理干净再进行下面工作。