DIN 5480-2006渐开线花键标准
DIN5480渐开线花键跨棒距、棒间距

DIN5480德标花键检测、测量、量棒、跨棒距、棒间距计算公式
DIN5480花键标准是德国于1986年颁布实施的米制模数变位制花键标准;该标准于2005年及2006年做了修订,标准号为DIN5480-1及DIN5480-2,这两个新标准各包含不同的内容,共同构成新的标准。
自80年代以来,我国大规模引进了德国汽车及液压产品技术,DIN5480花键在我国已被广泛使用,除了采用定型刀具(主要是拉刀)大批量生产定型产品外,采用通用加工手段少量配制DIN花键的情况也日益增多。
DIN花键检测方法是用量棒来测定跨棒距或棒间距,但是DIN花键计算公式繁琐,一般加工单位无法掌握。
我司对花键的加工和检测有丰富的检验,常年为上海、苏州、无锡等地的外资企业生产DIN花键,对跨棒距或棒间距的计算方法非常熟悉,因此欢迎有需要的厂家、工厂技术人员洽谈合作,为你们提供棒间距和跨棒距的计算服务,也可以探讨技术问题。
微信号:ydc8789
收费标准:不论花键大小,一律30元。
DIN5480 花键棒间距、跨棒距速查手册
苏州某企业齿轮内花键DIN5480 N55X3X30X17X7H 量棒直径5.25 棒间距43.836~43.885
无锡某企业齿轮外花键DIN5480 W200X5X30X38X8g 量棒直径10 棒间距210.025~210.094
滚齿机
数控插齿机。
din5480渐开线花键标准

din5480渐开线花键标准DIN5480渐开线花键标准。
DIN5480渐开线花键是一种常见的机械连接元件,广泛应用于工程机械、汽车、航空航天等领域。
它具有传递大扭矩、高传动效率和稳定性好等特点,因此备受工程师和设计师的青睐。
本文将对DIN5480渐开线花键标准进行详细介绍,希望能为相关领域的从业人员提供一些参考和帮助。
首先,我们需要了解渐开线花键的基本结构。
渐开线花键是一种带有渐开线齿廓的轴向连接元件,其齿廓具有一定的曲线特性,能够在传递大扭矩的同时减小齿面载荷集中,提高传动效率和使用寿命。
在DIN5480标准中,花键的齿廓参数、尺寸公差、材料要求等都有详细规定,以确保其在不同工况下的可靠性和稳定性。
其次,我们需要了解DIN5480渐开线花键的标准规范。
DIN5480标准是德国标准化协会发布的一项机械传动元件标准,其中包括了渐开线花键的设计、制造、安装和使用等方面的规定。
在标准中,对于花键的齿廓参数、齿形公差、齿顶间隙、齿根间隙、齿槽等都有详细的规定,以确保花键在不同设备中的互换性和可靠性。
此外,DIN5480渐开线花键的应用也需要遵循一定的原则。
在实际工程中,我们需要根据具体的传动要求和工作环境来选择合适的花键型号和尺寸。
同时,在安装和使用过程中,需要严格按照标准规定的工艺要求进行操作,以确保花键的传动效率和安全可靠性。
总的来说,DIN5480渐开线花键标准是机械传动领域中非常重要的一部分,它为工程师和设计师提供了一种高效、可靠的机械连接方案。
通过本文的介绍,希望能够对相关领域的从业人员有所帮助,同时也希望大家能够在实际工程中充分发挥渐开线花键的优势,为工程机械和汽车等设备的性能提升和可靠运行做出贡献。
din5480花键标准

din5480花键标准DIN5480花键标准。
DIN5480花键是一种用于连接轴和轴套的标准化零件,其设计符合德国标准化协会(DIN)的规范。
这种花键广泛应用于工业领域,特别是在机械传动系统中扮演着重要的角色。
本文将介绍DIN5480花键的标准规范、特点及应用领域。
DIN5480花键的标准规范包括了其尺寸、材料、加工精度等方面的要求。
在尺寸方面,DIN5480花键的尺寸分为多种型号,以适应不同直径和长度的轴。
此外,标准还规定了花键的齿数、齿形和齿廓等几何参数,以确保其与轴套的配合精度和传动性能。
在材料方面,DIN5480花键通常采用优质合金钢制造,以保证其强度和耐磨性。
加工精度方面,标准要求花键的加工精度达到一定的标准,以确保其与轴套的配合精度和传动性能。
DIN5480花键具有以下特点,首先,其结构设计合理,能够有效传递扭矩和轴向负载,提高传动效率。
其次,花键的安装和拆卸方便,能够减少维护和更换成本。
最后,花键的标准化设计使得不同厂家生产的花键可以通用,提高了零部件的互换性。
在实际应用中,DIN5480花键广泛应用于各种机械传动系统中,如齿轮传动、链传动、带传动等。
其主要作用是固定轴和轴套,传递扭矩和轴向负载,保证传动系统的正常运转。
例如,在汽车发动机、船舶传动系统、风力发电机等领域都有DIN5480花键的身影。
总之,DIN5480花键作为一种标准化零件,在工业领域扮演着重要的角色。
其标准规范、特点和应用领域都使得其成为机械传动系统中不可或缺的一部分。
希望本文能够为大家对DIN5480花键有更深入的了解,并在实际应用中发挥其作用。
DIN5480

2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其 随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。凡是不注日期的引用文 件,其最新版本(包括所有修改)适用于本标准。
DIN 323-1:标准值和标准系列-主值、精确值、近似值 DIN 780-1:齿轮的模数系列-圆柱齿轮的模数 DIN 3960:渐开线圆柱齿轮副和圆柱齿轮的概念和参数 DIN 5480-2:基于参考直径的渐开线花键轴连接-基本尺寸和检验尺寸 DIN 5480-15:基于参考直径的渐开线花键轴连接-质量检验 DIN 5480-16:基于参考直径的渐开线花键轴连接-刀具 DIN ISO 6413:技术制图-花键和锯齿形花键的表示方法
为此将整套标准分为了4部分,而不是分成16部分。
德国工业标准 DIN 5480“基于参考直径的渐开线花键轴连接”由下列几部分组成: - 第 1 部分:总则 - 第 2 部分:标称尺寸和检验尺寸 - 第 15 部分:质量检验 - 第 16 部分:刀具
E DIN 5480-1 和以前的版本一样对渐开线花键进行了概括性说明,同时还收录了 DIN 5480-14:1986-03 中的侧面配合和公差。本标准中给出的计算公式、公差和偏差对本系列标 准的其它部分也适用。E DIN 5480-2 包含有上述范围的标称尺寸和检验尺寸。本标准对以前 的 DIN 5480 第 2 部分至第 13 部分进行了汇总。
din5480渐开线花键跨棒距、棒间距
din5480渐开线花键跨棒距、棒间距DIN5480德标花键检测、测量、量棒、跨棒距、棒间距计算公式
DIN5480花键标准是德国于1986年颁布实施的米制模数变位制花键标准;该标准于2005年及2006年做了修订,标准号为DIN5480-1及DIN5480-2,这两个新标准各包含不同的内容,共同构成新的标准。
自80年代以来,我国大规模引进了德国汽车及液压产品技术,DIN5480花键在我国已被广泛使用,除了采用定型刀具(主要是拉刀)大批量生产定型产品外,采用通用加工手段少量配制DIN花键的情况也日益增多。
DIN花键检测方法是用量棒来测定跨棒距或棒间距,但是DIN花键计算公式繁琐,一般加工单位无法掌握。
我司对花键的加工和检测有丰富的检验,常年为上海、苏州、无锡等地的外资企业生产DIN花键,对跨棒距或棒间距的计算方法非常熟悉,因此欢迎有需要的厂家、工厂技术人员洽谈合作,为你们提供棒间距和跨棒距的计算服务,也可以探讨技术问题。
微信号:ydc8789
收费标准:不论花键大小,一律30元。
DIN5480 花键棒间距、跨棒距速查手册
苏州某企业齿轮内花键DIN5480 N55X3X30X17X7H 量棒直径5.25 棒间距43.836~43.885
无锡某企业齿轮外花键DIN5480 W200X5X30X38X8g 量棒直径10 棒间距210.025~210.094
滚齿机
数控插齿机。
DIN5480花键参数

DIN5480 花 键 参 数
注:1、尽量避免带深色行的数值, 2、此表模数m=2,压力角α =30°,平齿根,Qfmin=0.32,齿顶高系数为0.45; 3、内花键拉制时:齿根高系数hfp*=0.55,插齿时hfp*=0.65;外花键滚齿时:齿根高系数hfp*=0.60,插齿时hfp*=0.65。
公称 直径
齿数
模数
分度圆 直径
基圆 直径
内花键
齿顶圆 直径
齿根圆 直径
外花键
齿顶圆 直径
齿根圆 直径
渐开线起 始圆直径
外花键 齿廓 位移
齿槽宽 齿厚
内花键
量棒 直径
棒间距
偏差 系数
外花键
量棒 直径
跨棒距
偏差 系数
dB Z m
60 28 2 62 30 2 65 31 2 68 32 2 70 34 2 72 34 2 75 36 2 78 38 2 80 38 2 82 40 2 85 41 2 88 42 2 90 44 2 92 44 2 95 46 2 98 48 2 100 48 2 105 51 2 110 54 2 120 58 2 130 64 2 140 68 2 150 74 2
hfp* hfp*
hfp* hfp* dFf2 dFf1
da2 0.55 0.65
da1
0.6
0.65 min max x1·m e2=s1 d
Mi AMi d
M AMi
11 15 15.40 14.60 10.40 10.20 14.66 10.94 0.4 3.603 3.5 7.629 2.42 5.5 22.212 1.11 12 16 16.40 15.60 11.40 11.20 15.66 11.94 0.9 4.181 3.5 8.735 1.64 8 28.345 1.01 13 17 17.40 16.60 12.40 12.20 16.66 12.94 0.4 3.603 3.5 9.324 2.18 5 22.695 1.13 14 18 18.40 17.60 13.40 13.20 17.66 13.94 0.9 4.181 3.5 10.379 1.61 6 25.588 1.06 16 20 20.40 19.60 15.40 15.20 19.66 15.94 0.9 4.181 3.5 12.736 1.66 6 28.206 1.11 18 22 22.40 21.60 17.40 17.20 21.66 17.94 0.9 4.181 3.5 14.460 1.64 5.5 28.790 1.13 21 25 25.40 24.60 20.40 20.20 24.66 20.94 0.4 3.603 3.5 17.478 1.96 4.5 29.898 1.28 24 28 28.40 27.60 23.40 23.20 27.67 23.93 0.9 4.181 3.5 20.738 1.68 5 34.161 1.23 26 30 30.40 29.60 25.40 25.20 29.67 25.93 0.9 4.181 3.5 22.547 1.68 5 35.984 1.24 26 30 30.40 29.60 25.40 25.20 29.67 25.93 -0.1 3.026 3.5 22.484 2.41 4 34.144 1.46 28 32 32.40 31.60 27.40 27.20 31.67 27.93 0.9 4.181 3.5 24.738 1.69 4.5 37.016 1.30 31 35 35.40 34.60 30.40 30.20 34.67 30.93 0.4 3.603 3.5 27.711 1.88 4 39.000 1.42 33 37 37.40 36.60 32.40 32.20 36.67 32.93 0.4 3.603 3.5 29.571 1.86 4 40.857 1.42 34 38 38.40 37.60 33.40 33.20 37.67 33.93 -0.1 3.026 3.5 30.566 2.15 4 42.181 1.50 36 40 40.40 39.60 35.40 35.20 39.67 35.93 0.9 4.181 3.5 32.739 1.70 4.5 45.136 1.35 38 42 42.40 41.60 37.40 37.20 41.67 37.93 -0.1 3.026 3.5 34.589 2.08 4 46.195 1.52 41 45 45.40 44.60 40.40 40.20 44.67 40.93 0.4 3.603 3.5 37.603 1.84 4 48.938 1.46 43 47 47.40 46.60 42.40 42.20 46.67 42.93 0.4 3.603 3.5 39.720 1.84 4 51.074 1.47 44 48 48.40 47.60 43.40 43.20 47.67 43.93 0.9 4.181 3.5 40.739 1.70 4 51.912 1.43 46 50 50.40 49.60 45.40 45.20 49.67 45.93 -0.1 3.026 3.5 42.621 2.00 4 54.218 1.54 48 52 52.40 51.60 47.40 47.20 51.68 47.92 0.9 4.181 3.5 44.740 1.71 4 55.939 1.44 51 55 55.40 54.60 50.40 50.20 54.68 50.92 0.4 3.603 3.5 47.723 1.82 4 59.109 1.50 54 58 58.40 57.60 53.40 53.20 57.68 53.92 -0.1 3.026 3.5 50.642 1.95 4 62.234 1.56
DIN5480花键参数及校核
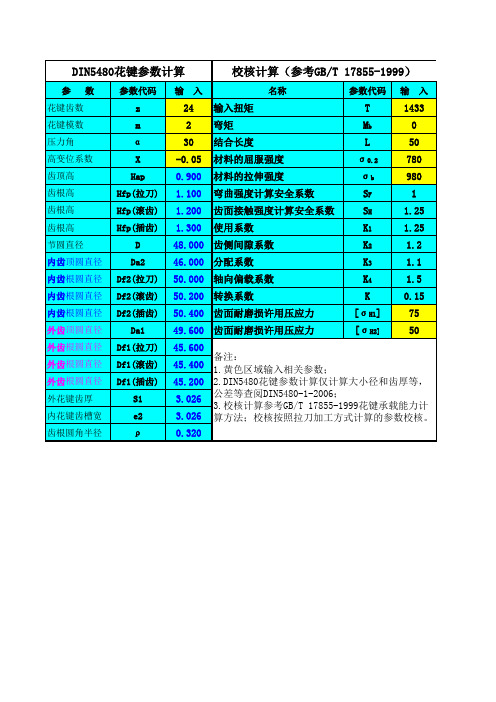
校核计算(参考GB/T 17855-1999)
参数 花键齿数 花键模数 压力角 高变位系数 齿顶高 齿根高 齿根高 齿根高 节圆直径 内齿顶圆直径 内齿根圆直径 内齿根圆直径 内齿根圆直径 外齿顶圆直径 外齿根圆直径 外齿根圆直径 外齿根圆直径 外花键齿厚 内花键齿槽宽 齿根圆角半径
参数代码 z m α X Hap
Hfp(拉刀) Hfp(滚齿) Hfp(插齿)
D Da2 Df2(拉刀) Df2(滚齿) Df2(插齿) Da1 Df1(拉刀) Df1(滚齿) Df1(插齿) S1 e2 ρ
输入
名称
参Байду номын сангаас代码 输 入
24 输入扭矩
T
1433
2 弯矩
Mb
0
30 结合长度
L
50
-0.05 材料的屈服强度
50.400 齿面耐磨损许用压应力
[σH1]
75
49.600 齿面耐磨损许用压应力
[σH2]
50
45.600 45.400 45.200 3.026 3.026 0.320
备注: 1.黄色区域输入相关参数; 2.DIN5480花键参数计算仅计算大小径和齿厚等, 公差等查阅DIN5480-1-2006; 3.校核计算参考GB/T 17855-1999花键承载能力计 算方法;校核按照拉刀加工方式计算的参数校核。
花键强度校核结果(GB/T 17855-1999)
校核项目
计算值(MPa) 许用值(MPa)
校核结果
齿面接触强度 σH 31.92 [σH] 252
通过
齿根弯曲强度 σF 38.45 [σF] 396
通过
扭转与弯曲强度 σv 140.84 [σv] 315
DIN5480花键孔及外花键标准

DIN5480花键孔及外花键标准分析与应用DIN5480花键标准是德国于1986年颁布实施的米制模数变位制花键标准;该标准于2005年及2006年做了修订,标准号为DIN5480-1及DIN5480-2,这两个新标准各包含不同的内容,共同构成新的标准。
与旧标准相比,新标准更为简明、实用(如取消了旧标准中内花键公法线及偏差的计算),新标准还取消了º及45º压力角花键的内容,只保留了30º压力角的花键规格。
自80年代以来,我国大规模引进了德国汽车及液压产品技术,DIN5480花键在我国已被广泛使用,除了采用定型刀具(主要是拉刀)大批量生产定型产品外,采用通用加工手段少量配制DIN花键的情况也日益增多。
与国标GB/T3478花键标准相比,DIN标准主要有三处差别:其一是模数系列较国标模数多了及两个规格;其二是精度级别,DIIN5480规定了7、8、9 、10、11计5个级别,新标准DIN5480-1则规定了5、6、7、8、9、10、11、12计8个级别,其主要差别在于DIN 9级精度相当于GB 的5级精度,DIN 10级相当于GB 6级,其余类推(线切割的制齿精度一般为DIN 9级);其三,DIN5480全是变位键,其外花键大多采用正变位,相配的内花键为负变位,少量外花键为负变位,与之相配的内花键则为正变位,同一规格花键的变位系数相同仅符号相反,即同一花键副的总变位系数为0,由此决定了一套内、外花键的分度圆在变位前、后均相同且重合;国标花键则全是非变位键。
依据齿轮(含花键)变位加工原理可知,采用标准模数的花键滚刀可直接滚切出DIN5480的变位外花键,而内花键在小批量加工时则只能采用插床(而不是插齿机)单刀插齿或数控线切割制齿;当采用单刀插制内花键时,也要先由线切割制出刀形模板,若直接以外花键做母板配磨刀具则齿形精度及侧隙配合精度均无法保证。
当采用线切割制齿或制刀形样板时,则首先要在计算机上绘制全齿花键图。
DIN5480-1-总则

德国标准2006年3月5480-1 DIN DINICS 21.120.10 代替DIN 5480-1:1991-10和DIN 5480-14:1986-03基于参考直径的渐开线花键轴连接-第1部分:总则Involute splines based on reference diameters - Part 1: GeneralitiesCannelures àflancs en développante basées sur les diamètres de référence-Partie 1:Généralités共25页DIN 德国工业标准化协会机械工程标准化委员会(NAM)德国标准委员会·未经德国标准委员会明确许可,价格类别:11不得复制以及翻印本书面资料,利用和转述其内容。
www.din.de本标准由Beuth出版有限责任公司,10772柏林,独家经销www.beuth.deDIN 5480-1:2006-03目录页码前言 (4)1 适用范围及目的 (5)2 规范性引用文件 (5)3 代号、名称及其单位 (6)4 结构 (8)5 模数、基准直径和齿数的选择系列 (9)6 基本齿廓 (12)7 直径 (14)7.1 采用齿侧定心配合时的直径 (14)7.2采用直径定心时的直径 (15)7.2.1 概述 (15)7.2.2 外径定心 (15)7.2.3 内径定心 (16)8 名称标记 (17)9 图纸数据 (18)9.1 数据项 (18)9.2 单项偏差数据 (19)9.3 实际统计公差限(STA) (19)9.4 技术制图 (19)10 配合系统齿槽宽/齿厚 (19)10.1 概述 (19)10.2 公差系统的构成 (20)10.3 偏差 (20)10.4 总公差T G (20)10.5实际公差T act (21)10.6作用公差T eff (21)10.7 设计规定 (21)10.8 公差限的计算 (21)10.9 偏差和公差 (22)10.10齿轮径向跳动公差参考值 (23)10.11 配合类型 (23)10.12 质量检验 (23)参考文献 (25)2图页码图1-双齿 (9)图2-基本齿廓 (12)图3-齿侧定心时的顶隙 (15)图4-外径定心 (16)图5-内径定心 (16)图6-数据项举例 (18)图7-配合图表齿槽宽/齿厚 (20)表页码表1-选择系列,基准直径d B为6 mm-58 mm (10)表2-选择系列,基准直径d B为60mm-500 mm (11)表3-基本齿廓 (13)表4-最小成形余量 (14)表5-推荐的齿顶圆直径和齿根圆直径公差和偏差 (17)表6-公差限的计算 (21)表7-偏差和公差 (22)表8-齿轮径向跳动公差参考值 (23)表9-配合类型 (23)本标准与国际标准化组织(ISO)发布的国际标准ISO4156之间的关系,请见前言中的说明。
din5480花键标准
din5480花键标准DIN 5480花键标准。
DIN 5480标准是德国标准化协会(Deutsches Institut für Normung)制定的一项机械工程标准,主要用于规范花键的设计和制造。
花键是一种常用的连接元件,用于传递旋转运动和扭矩,广泛应用于各种机械传动系统中。
本文将对DIN 5480花键标准进行详细介绍,包括标准的内容、适用范围、特点及其在工程应用中的意义。
DIN 5480标准的内容主要包括花键的尺寸、公差、材料、加工工艺以及检测方法等方面。
在设计和制造花键时,需要严格遵循DIN 5480标准的规定,以确保花键在不同工况下的可靠性和稳定性。
该标准的制定旨在提高花键的互换性,降低制造成本,增强产品的可靠性和安全性。
DIN 5480标准适用于各种类型的花键,包括平键、圆柱键、楔键和特殊形状的花键等。
无论是直齿花键还是斜齿花键,都可以根据DIN 5480标准进行设计和制造。
该标准不仅规定了花键的基本尺寸和公差,还对花键的材料、热处理和表面处理等方面进行了详细的规定,确保花键在使用过程中具有良好的耐磨性和抗疲劳性能。
DIN 5480标准的特点之一是采用了模数制,即通过模数来确定花键的尺寸和齿形。
这种设计方法使得不同模数的花键可以实现互换使用,提高了花键的通用性和标准化程度。
此外,DIN 5480标准还规定了花键的齿形参数和齿廓线,确保花键在传递扭矩时具有良好的传动效率和精度。
在工程应用中,遵循DIN 5480标准可以带来诸多好处。
首先,标准化的花键尺寸和公差可以降低零部件的制造成本,提高生产效率。
其次,符合标准的花键具有良好的互换性和通用性,可以简化零部件的设计和选择,减少库存成本。
最重要的是,标准化的花键可以提高机械传动系统的可靠性和安全性,减少故障率,延长设备的使用寿命。
总之,DIN 5480花键标准是机械工程领域中一项重要的标准,对于设计和制造花键具有指导意义。
遵循该标准可以提高产品的质量和可靠性,降低制造成本,促进机械传动技术的发展。
DIN 5480中文版渐开线花键2006
Match 2006DIN 5480-1基于基准直径的渐开线花键—第1部分总则Passverzahnungen mit Evolventenflanken und Bazugsdurchmesser — Teil 1: Grundblagen代替DIN 5480-1:1991-10 和DIN 5480-14:1986-03Translated by technomedia – Hirsinger, Corte, Gosch & Parther, BerlinThis translation has not been checked by DIN Deutsches Institut fur Normung e. V., BerlinDIN 5480-1目次页数前言 (4)1 范围 (5)2 引用标准 (5)3 符号, 名称和单位 (6)4 结构 (8)5 模数、基准直径和齿数的优先选择 (9)6 基本齿廓 (12)7 直径 (14)7.1 齿侧对中花键联结的直径 (14)7.2 直径对中花键联结的直径 (15)7.2.1 概述 (15)7.2.2 外径对中 (16)7.2.3 内径对中 (16)8 标注 (17)9 图样上应当表示的数据 (17)9.1 数据表 (19)9.2 单项偏差的表示 (19)9.3 实际的统计公差极限(STA) (20)9.4 在图样上的表示 (20)10 齿槽/齿厚的配合体系 (21)10.1 概述 (21)10.2 公差体系的结构 (21)10.3 偏差 (21)10.4 总公差T G (22)10.5 实际公差T act (22)10.6 作用公差T eff (22)10.7 设计规范说明 (22)10.8 公差极限值的计算 (22)10.9 偏差和公差 (24)10.10 径向跳动的推荐值 (25)10.11 配合形式的实施 (25)10.12 质量保证 (25)参考文献 (27)译者的话 (28)2DIN 5480-1 插图页数图 1 : 双齿 (9)图 2 : 基本齿廓 (12)图 3 : 齿侧对中的齿根间隙 (15)图 4 : 外径对中 (16)图 5 : 内径对中 (16)图 6 : 图样中数据段的举例 (19)图 7 : 齿槽/齿廓配合的原理示意图 (21)表页数表1 : 优选数列, 基准直径d B从 6 mm 到58 mm (10)表2 : 优选数列, 基准直径d B从 60 mm 到500 mm (11)表3 : 基本齿廓 (13)表4 : 最小齿廓间隙 (14)表5 : 齿顶圆直径和齿根圆直径的推荐公差与偏差 (17)表6 : 公差极限的计算 (22)表7 : 偏差和公差 (24)表8 : 径向跳动的推荐值 (25)表9 : 配合形式 (25)参见前言所关联的国际标准 lSO 4156,由国际标准化组织发表。
DIN 5480-15-2006 基于参考直径的渐开线花键.第15部分检查
März 2006DEUTSCHE NORM Normenausschuss Maschinenbau (NAM) im DINPreisgruppe 14DIN Deutsches Institut für Normung e.V. · Jede Art der Vervielfältigung, auch auszugsweise,nur mit Genehmigung des DIN Deutsches Institut für Normung e.V., Berlin, gestattet.ICS 21.120.10!,c%W"9640252www.din.deD DIN 5480-15Passverzahnungen mit Evolventenflanken und Bezugsdurchmesser –Teil 15: QualitätsprüfungInvolute splines based on reference diameters –Part 15: Inspection Cannelures à flancs en développante basées sur les diamètres de référence –Partie 15: Vérification©Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 Berlin Ersatz fürDIN 5480-15:1974-09www.beuth.deGesamtumfang 38 SeitenDIN 5480-15:2006-032InhaltSeiteVorwort (4)1 Anwendungsbereich (5)2 Normative Verweisungen (5)3 Begriffe, Symbole und Einheiten (5)3.1 Begriffe (5)3.1.1 Zahnlücke/Zahndicke (5)3.1.2 Begriffe der Prüfung von Zahnlücke/Zahndicke actual (6)3.1.3 Begriffe der Mittelpunktslage der Zahnflanken (7)3.1.4 Einzelabweichungen (7)3.2 Symbole, Benennungen und Einheiten (8)4 Prüfmerkmale (9)4.1 Allgemeines (9)4.2 Maße (10)4.2.1 Durchmesser (10)4.2.2 Zahnlücke/Zahndicke (10)4.3 Einzelabweichungen (14)4.4 Lageabweichungen (14)5 Durchführung der Prüfung (15)5.1 Allgemeines (15)5.1.1 Prüfung der Zahnlücke/Zahndicke actual (15)5.1.2 Prüfung der Zahnlücke/Zahndicke effective (15)5.1.3 Prüfung der Einzelabweichungen (16)5.1.4 Lageabweichungen (16)5.2 Lehren (16)5.2.1 Lehrenarten und ihre Anwendung (16)5.2.2 Außenmaße (17)5.2.3 Werkstoff, Oberfläche, Ausführung (19)5.2.4 Prüfmaße, Toleranzen, Grenzabmaße (20)5.2.5 Prüfung der Lehren (25)5.3 Prüfung der Zahnlücke/Zahndicke mit anzeigenden Prüfgeräten (30)5.3.1 Allgemeines (30)5.3.2 Maß zwischen/über Messkreise (30)5.3.3 Zahnweite (32)5.3.4 Messunsicherheiten (32)5.3.5 Priorität (33)5.3.6 Statistische Toleranzgrenze actual (STA) (33)5.4 Messung der Zahnlücke/Zahndicke effective (34)5.4.1 Prüfung mit Hilfe der Einzelabweichungen (34)5.4.2 Prüfung des Drehflankenspieles (34)5.5 Prüfung der Einzelabweichungen (34)5.5.1 Vergleichbarkeit mit Laufverzahnungen (34)5.5.2 Beeinflussung der Messergebnisse durch Lageabweichungen (35)5.6 Prüfung der Lageabweichung (35)5.6.1 Darstellung in Werkstückzeichnungen (35)5.6.2 Beeinflussung der Mess- und Prüfergebnisse durch Einzelabweichungen (35)5.6.3 Lageabweichung actual (35)5.6.4 Lageabweichung effective (36)Anhang A (informativ) Gegenüberstellung der alten und neuen Formelzeichen (37)Literaturhinweise (38)DIN 5480-15:2006-03Seite BilderBild 1 — Prüfmerkmale (9)Bild 2 — Durchmesser (10)Bild 3 — Zahnlücken und Zahndicken (11)Bild 4 — Hüllverzahnung (12)Bild 5 — Referenzmarke actual und Istmaß actual (14)Bild 6 — Lageabweichung actual und effective (15)Bild 7 — Lehrdorne Größe 1–6 (17)Bild 8 — Lehrdorne Größe 7–9 (18)Bild 9 — Lehrringe (19)Bild 10 — Toleranzschaubild mit Lehrentoleranzen (21)Bild 11 — Flankenrücknahme-Ausschusslehren (23)Bild 12 — Maße über und zwischen Messkreisen (23)Bild 13 — Rundlaufabweichung für Lehren (25)Bild 14 — Einseitig konischer Gegenlehrdorn (27)Bild 15 — Ausschusslehren (28)Bild 16 — Verzahnte Einstellmeister (32)Bild 17 — Statistische Toleranzgrenze actual (33)TabellenTabelle 1 — Zähnezahlen für Ausschusslehren (16)Tabelle 2 — Maße für Lehrdornbreiten (17)Tabelle 3 — Außenmaße Lehrdorne Größe 7–9 (18)Tabelle 4 — Außenmaße Lehrringe (19)Tabelle 5 — Durchmesser Lehren (20)Tabelle 6 — Zahndicke/Zahnlücke für Lehren (21)Tabelle 7 — Herstelltoleranzen Lehren (22)Tabelle 8 — Flankenlinien-Gesamtabweichung der Lehren (22)Tabelle 9 — Berechnung des Maßes über/zwischen Messkreisen (24)Tabelle 10 — Prüfmerkmale Verzahnungslehren (26)Tabelle 11 — Datenfeld Prüfling (29)Tabelle 12 — Datenfeld Verzahnungslehren (29)Tabelle 13 — Toleranz für Messkreisdurchmesser (30)3DIN 5480-15:2006-03Beginn der GültigkeitDiese Norm gilt ab 2006-03-01.VorwortIn dieser Normenreihe werden Passverzahnungen und Passverzahnungs-Verbindungen in den Bereichen von Modul 0,5 bis 10, Zähnezahlen 6 bis 82 und mit einem Eingriffswinkel von 30° behandelt. Die Normenreihe DIN 5480 ist auf Eingriffswinkel von 30° beschränkt, da 37,5°- und 45°-Eingriffswinkel in ISO 4156 enthalten sind.Passverzahnung mit Evolventenflanken nach ISO 4156 basieren auf Modulreihen. Diese sind nicht mit den Passverzahnungen nach der Normenreihe DIN 5480 austauschbar.Die Normenreihe DIN 5480 basiert auf gestuften Bezugsdurchmessern, die unabhängig vom Modul sind. Hierdurch ist eine optimale Anpassung an die genormten Wälzlagerdurchmesser und eine Reduzierung der Werkzeugvielfalt möglich. Diese Normenreihe wurde vom Arbeitsausschuss 2.1 …Passverzahnungen“ (NAM) überarbeitet. Die Überarbeitung wurde notwendig, weil eine Überprüfung der Normenreihe DIN 5480 nach DIN 820-4 strukturelle und redaktionelle Schwächen offenbarte. Ziel der Überarbeitung war es, eine möglichst praktikable und sinnvolle Zusammenstellung der einzelnen Teile dieser Norm durchzuführen.Dazu wurde die gesamte Normenreihe zu nur noch 4 Teilen, statt deren 16 zusammengefasst.DIN 5480 Passverzahnungen mit Evolventenflanken und Bezugsdurchmesser besteht aus:⎯Teil 1: Grundlagen.⎯Teil 2: Nennmaße und Prüfmaße.⎯Teil 15: Qualitätsprüfung.⎯Teil 16: Werkzeuge.E DIN 5480-1 behandelt wie zuvor die Grundlagen, allerdings mit Passungen und Toleranzen aus DIN 5480-14:1986-03. Die darin angegebenen Berechnungen, Toleranzen und Abmaße gelten auch für die anderen Teile dieser Normenreihe. E DIN 5480-2 enthält die Nenn- und Prüfmaße in den oben angegebenen Bereichen. Dieser Teil fasst die ehemaligen Teile DIN 5480-2 bis DIN 5480-13 zusammen.E DIN 5480-15 behandelt die Qualitätsprüfung von PassverzahnungenE DIN 5480-16 legt die Konstruktionsmerkmale der Werkzeuge für Passverzahnungen fest.ÄnderungenGegenüber DIN 5480-15:1974-09 wurden folgende Änderungen vorgenommen:a) Titel geändert in Passverzahnungen mit Evolventenflanken und Bezugsdurchmesser;b) der Inhalt wurde redaktionell komplett überarbeitet und neu geordnet;c) die Lehrenqualitätsbezeichnungen LQ3 und LQ4 wurden gestrichen.Frühere AusgabenDIN 5480-15: 1974-094DIN 5480-15:2006-03 1 AnwendungsbereichDiese Norm gilt für Passverzahnungen mit Evolventenflanken nach E DIN 5480-1 und E DIN 5480-2. Sie legt die Abnahmeprüfungen der Passverzahnungen fest und beschreibt die zur Anwendung kommenden Lehren und deren Prüfung.2 Normative VerweisungenDie folgenden zitierten Dokumente sind für die Anwendung dieses Dokuments erforderlich. Bei datierten Verweisungen gilt nur die in Bezug genommene Ausgabe. Bei undatierten Verweisungen gilt die letzte Ausgabe des in Bezug genommenen Dokuments (einschließlich aller Änderungen).DIN 3960, Begriffe und Bestimmungsgrößen für Stirnräder (Zylinderräder) und Stirnradpaare (Zylinder-radpaare) mit EvolventenverzahnungDIN 3961, Toleranzen für Stirnradverzahnungen — GrundlagenDIN 3967, Getriebe-Passsystem — Flankenspiel, Zahndickenabmaße, Zahndickentoleranzen, GrundlagenE DIN 5480-1, Passverzahnungen mit Evolventenflanken und Bezugsdurchmesser — Teil 1: GrundlagenE DIN 5480-2, Passverzahnungen mit Evolventenflanken und Bezugsdurchmesser — Teil 2: Nennmaße und PrüfmaßeDIN ISO 1101, Technische Zeichnungen — Form- und Lagetolerierung; Form-, Richtungs-, Orts- und Lauftoleranzen — Allgemeines, Definitionen, Symbole, ZeichnungseintragungenISO 4156, Gerade zylindrische Evolventenverzahnung — Metrischer Modul, Flankenpassung — Allgemeines, Abmessungen und KontrollenISO 5459:1981-11, Technische Zeichnungen — Form- und Lagetolerierung — Bezüge und Bezugssysteme für geometrische Toleranzen3 Begriffe, Symbole und Einheiten3.1 BegriffeFür die Anwendung dieser Norm gelten die folgenden Begriffe:3.1.1 Zahnlücke/Zahndicke3.1.1.1Zahnlücke/Zahndicke actualdie Zahndicke/Zahnlücke am Teilkreis im Bogen unter Ausschluss aller Einzelabweichungen3.1.1.2Zahnlücke/Zahndicke effectivedie Zahndicke/Zahnlücke als Maximum-Materialbedingung inklusive aller überlagerten Einzelabweichungen 3.1.1.3Mittelpunktslage actualdie Mitte aller Zahnflanken unter Ausschluss aller Einzelabweichungen5DIN 5480-15:2006-033.1.1.4Hüllverzahnungdargestellt durch die Zahnlücke oder Zahndicke des gerade noch fügbaren Gegenstückes ohne Einzel-abweichungen3.1.1.5Mittelpunktslage effectivedie Mitte der Hüllverzahnung unter der Maximum-Materialbedingung inklusive aller überlagerten Einzel-abweichungen3.1.1.6Achslage actualdie Lage des Ausgleichszylinders aller Zahnflanken unter Ausschluss aller Einzelabweichungen über die Länge der Zahnflanken3.1.1.7Achslage effectivedie Lage der Achse der Hüllverzahnung unter der Maximum-Materialbedingung inklusive aller überlagerten Einzelabweichungen über die Länge der Zahnflanken3.1.2 Begriffe der Prüfung von Zahnlücke/Zahndicke actual3.1.2.1Maß zwischen/über Kugelnein Hilfsmaß zur Ermittlung der Zahnlücke/Zahndicke actual in derjenigen Messebene und Winkellage der Verzahnung, in der die Messkugeln die Zahnflanken berühren3.1.2.2Maß zwischen/über Rollenein Hilfsmaß zur Ermittlung der Zahnlücke/Zahndicke actual in dem Messebenenbereich, in dem die Messrollen eine Linienberührung aufweisen, und in der Winkellage, in der die Messrollen die Zahnflanken berühren3.1.2.3Zahnweitenmaßein Hilfsmaß zur Ermittlung der Zahndicke actual in einer dem Grundzylinder tangentialen Schnittebene von linker zu rechter Zahnflanke über eine bestimmte Anzahl von k Zähnen und in einer bestimmten Messebene 3.1.2.4sektorverzahnte AusschusslehreLehre zur Prüfung auf Einhaltung der Toleranzgrenze der Zahnlücke max. actual und der Zahndicke min. actual am stirnseitigen Verzahnungsbeginn und in der gewählten Winkellage.3.1.2.5vollverzahnte GutlehreLehre zur Prüfung auf Einhaltung der Toleranzgrenze der Zahnlücke min. effective und der Zahndicke max. effective über die Länge der Gutlehre und auf Einhaltung des zulässigen Formkreisdurchmessers3.1.2.6vollverzahntes DrehflankenspielmessgerätGerät zur Messung des Istmaßes der Zahnlücke und Zahndicke effective mit Hilfe des möglichen Drehweges der Drehscheiben des Messgerätes bis zur Klemmung zwischen linken und rechten Zahnflanken in bestimmten Winkellagen und Messebenenabschnitten in Bezug zu einem Einstellmeister3.1.2.7Prüfung der EinzelabweichungenPrüfung, die bestimmte Formabweichungen anzeigt und Rückschlüsse auf das Istmaß effective innerhalb der Wahrscheinlichkeit derer unbekannter Überlagerung zulässt6DIN 5480-15:2006-033.1.3 Begriffe der Mittelpunktslage der Zahnflanken3.1.3.1Mittelpunktslage actualMitte der Lage von Messkugeln oder Messrollen in bestimmten Messebenen und Winkellagen beim Zweiflankenkontakt an linken und rechten Zahnflanken3.1.3.2Mittelpunktslage effectiveMittelpunkt der Hüllverzahnung3.1.3.3Achslage actualdie Lage der Achse des Ausgleichszylinders über die Mitte der Lage von Messkugeln oder Messrollen über alle Messebenen und Winkellagen beim Zweiflankenkontakt an linken und rechten Zahnflanken3.1.3.4Achslage effectivedie Achslage der Hüllverzahnung, ermittelt mit Hilfe eines gerade noch fügbaren Gegenstückes ohne Formabweichungen, oder mit einem mathematischen Modell über die gesamte Länge der Zahnflanken3.1.4 Einzelabweichungen3.1.4.1Profilabweichungdie Abweichung von der Sollevolvente, gemessen mit Einflankenkontakt zur Bezugsbasis der Verzahnung selbst oder zu anderen Bezugsbasen3.1.4.2Flankenlinienabweichungdie Abweichung von der Sollflankenlinie, gemessen mit Einflanken- oder mit Zweiflankenkontakt zur Bezugsbasis der Verzahnung selbst oder zu anderen Bezugsbasen3.1.4.3Teilungsabweichungdie Abweichung aller Zahnflanken von der Sollteilung, gemessen mit Einflanken- oder Zweiflankenkontakt zur Bezugsbasis der Verzahnung selbst oder zu anderen Bezugsbasen7DIN 5480-15:2006-038 3.2 Symbole, Benennungen und EinheitenSymbol BenennungEinheit b 1 bis b 7 Lehrenbreitenmm d 1 bis d 10 Lehrendurchmessermm e Nennzahnlücke Innenverzahnung mm e max Zahnlücke max. actual mm e min Zahnlücke min. actual mm e v min Zahnlücke min. effective mm f p Teilungs-Einzelabweichungµm s Nennzahndicke Außenverzahnungmm s v max Zahndicke max. effective mm s max Zahndicke max. actual mm s min Zahndicke min. actual mm k Messzähnezahl ZahnweiteA e Abmaß Zahnlückeµm A s Abmaß Zahndickeµm AF1 Messrollen-AbmaßfaktorD M Messkreisdurchmessermm F β Flankenlinien-Gesamtabweichungµm F α Profil-Gesamtabweichungµm F p Teilungs-Gesamtabweichungµm F r Rundlaufabweichungµm GD GutlehrdornGR GutlehrringHD AusschusslehrdornHR AusschusslehrringLT n Lehrentoleranz neuµm LT a Lehrentoleranz Abnutzungsgrenzeµm M 1 Maß über Messkreisemm M 2 Maß zwischen Messkreisenmm T G Gesamttoleranz Zahndicke/Zahnlückemm T s act. Toleranz Zahndicke actual mm T s eff. Toleranz Zahndicke effective mm T e act. Toleranz Zahnlücke actualmm T e eff. Toleranz Zahnlücke effectivemm W k Zahnweite über k MesszähnemmDIN 5480-15:2006-0394 Prüfmerkmale4.1 AllgemeinesDie Sicherung der Qualität von Passverzahnungen untergliedert sich in die drei Hauptbereiche: Maß,Einzelabweichungen und Lage. Diese beinhalten mehrere einzelne Prüfmerkmale, wie in Bild 1 dargestellt:Bild 1 — PrüfmerkmaleIm Bereich der Fertigung besitzen die Werte der gemessenen Abweichungen meist eine größere Bedeutung als nur die Sicherstellung der Einhaltung der Toleranzgrenzen. Dies wird durch die notwendige Steuerung des Fertigungsprozesses bewirkt. Auch der Nachweis der Prozessfähigkeit steigt in seiner Bedeutung und benötigt Aussagen über die gefertigten Istwerte.Bei einer Ausgangs- oder Eingangskontrolle genügen immer dann attributive Prüfmethoden, wenn keine Qualitätsstatistik benötigt wird. Vollverzahnte Gutlehren und sektorverzahnte Ausschusslehren sind in diesen Fällen für die Sicherstellung der Qualität ausreichend. Sie stellen die Einhaltung der Toleranzgrenzen der Durchmesser und der Zahnlücke/Zahndicke actual und effective sicher.Die Einzelabweichungen werden meist nur dann geprüft, wenn die vollverzahnte Gutlehre nicht fügbar ist und gleichzeitig das Istmaß der Zahnlücke/Zahndicke actual innerhalb der Toleranzen liegt. Durch die Prüfung der Einzelabweichungen wird ermittelt, welche Abweichung die Ursache darstellt. Bei der Fertigung von Einzelteilen und Kleinserien mag der Einsatz von Gutlehren nicht wirtschaftlich sein. In diesen Fällen können die Gutlehren durch die Prüfung der Einzelabweichungen ersetzt werden. Die höhere Priorität liegt jedoch bei der Gutlehre, die das Prüfergebnis der Einzelabweichungen bezüglich der Toleranzgrenze effective verwerfen kann.Toleranzen für Lageabweichungen sind in dieser Norm nicht vorgegeben, da diese stark von der Funktion der Bauteile abhängig sind. Die Darstellung und Wirkung von Lagetoleranzen sind in 4.4 näher erläutert.DIN 5480-15:2006-0310 4.2 Maße4.2.1 DurchmesserPassverzahnungen besitzen drei Durchmesser, deren Einhaltung der Grenzwerte oder Abmaße zu über-wachen sind. Diese Durchmesser sind in Bild 2 dargestellt:Legende1 Welle2 NabeBild 2 — Durchmessera) FußkreisdurchmesserDie Fußkreisdurchmesser von Passverzahnungen mit Flankenzentrierung sind maßlich untergeordnet. Durch die Festlegung der Fußformkreisdurchmesser ist die Funktion sichergestellt. Für die Festigkeit muss jedoch Wert auf die Einhaltung der Grenzwerte oder Abmaße gelegt werden. Speziell bei ungeraden Zähnezahlen ist die Prüfung des Fußkreisdurchmessers an der Fertigungsmaschine schwierig. Im Messraum hingegen lässt er sich mit Messmaschinen ermitteln.b) FußformkreisdurchmesserDer Fußformkreisdurchmesser wird durch den Kopfkreisdurchmesser der Gutlehren geprüft. Stehen keine Gutlehren zur Verfügung, so wird bei der Prüfung der Einzelabweichung …Profilform“ über die Wälzlänge der Fußformkreisdurchmesser mitgeprüft. Die Gutlehre besitzt jedoch Priorität. Solange die Gutlehre fügbar ist, ist der Fußformkreisdurchmesser zu akzeptieren.c) KopfkreisdurchmesserDer Kopfkreisdurchmesser bei geraden Zähnezahlen wird mit bei Durchmessern üblichen Messgeräten geprüft. Bei ungeraden Zähnezahlen ist dies nicht möglich. Bei Zähnezahlen, teilbar durch drei, sind Dreipunktmessgeräte verwendbar, wenn nicht, so stellen im Fertigungsbereich Rundpassungslehren eine einfache Prüfmöglichkeit dar. In Messräumen sind die Kopfkreisdurchmesser von ungeraden Zähnezahlen mit Hilfe von Messmaschinen prüfbar.4.2.2 Zahnlücke/ZahndickeDas Maß der Zahnlücke und der Zahndicke wird als Länge des Bogens von der linken zur rechten Zahnflanke am Teilkreis angegeben. Zahnlücken und Zahndicken besitzen jeweils zwei Toleranzbereiche: Toleranz actual und Toleranz effective . Diese zwei Toleranzbereiche sind bei Passverzahnungen notwendig, da die relativ engen Passungen über die Zahnflanken erreicht werden. Diese sind am Umfang des Teilkreises gleichmäßig verteilt. Für die Herstellung der Zähne selbst ist der Toleranzbereich actual maßgebend. Der Toleranzbereicheffective schafft Spielraum für alle Einzelabweichungen, die bei der Herstellung solcher Verzahnungen in der Praxis auftreten.Die Zahnlücke und Zahndicke als Bogen am Teilkreis sind mathematisch berechenbar, aber als direktes Maß schwer messbar. Für die Prüfung von Istmaßen werden deshalb die Hilfsmaße zwischen und über Mess-kreisen oder als untergeordnete Prüfung die Zahnweite über eine bestimmte Anzahl von Zähnen errechnet (siehe 5.3).Bild 3 — Zahnlücken und ZahndickenAuch die Zahnlücke und Zahndicke effective werden als das Maß des Bogens am Teilkreis angegeben. Dies gilt bei der effektiven Verzahnung über alle Zahnlücken und Zähne einschließlich aller Formabweichungen. Dies sind die Zahnlücke und Zahndicke, die durch diejenigen linken und rechten Zahnflanken gebildet werden, die mit der jeweils größten Formabweichung in Materialplusrichtung behaftet sind. Meist sitzen diese beiden Zahnflanken an unterschiedlichen Zähnen. Bild 3 zeigt die Zahnlücke und die Zahndicke effectiv und actual.a) Zahnlücke und Zahndicke actualFür die Zahnlücke von Innenverzahnungen an Naben und die Zahndicke von Außenverzahnungen an Wellen wird eine Herstelltoleranz benötigt. Dies ist die Herstelltoleranz actual. Durch sie werden Maßtoleranzen und der Verschleiß von Werkzeugen, die Zustellgenauigkeit der Werkzeugmaschinen, Wärmeeinflüsse während des Bearbeitungsvorganges und Maßschwankungen bei der Wärmebehandlung berücksichtigt.Die Zahnlücken oder Zahndicken aller Zähne werden bei einer hergestellten Passverzahnung ein Istmaß mit einer Streuung besitzen. Die Zähne sind maßlich unterschiedlich. Über den Umfang in einer Messebene und über die Länge der Verzahnung entsteht eine Bandbreite von Istmaßen. Die Feststellung des Istmaßes unterliegt deshalb einer Unsicherheit, die von der Anzahl der Messstellen abhängig ist (siehe 5.3.3 bis 5.3.5).b) Zahnlücke und Zahndicke effectiveDie Toleranz effective wird bei Passverzahnungen gesondert ausgewiesen. Dies ist notwendig, da die Passung über alle linken und rechten Zahnflanken aller Zähne erzeugt wird. Die Zahnflanken sind mit Abweichungen des Profils, der Flankenlinie und der Teilung behaftet. Diese Abweichungen verkleinern das Passungsspiel in einer Passverzahnungsverbindung so stark, dass für diese verkleinernde Wirkung Vorsorge getragen werden muss. Die Formabweichungen erzeugen bei einer Außenverzahnung eine Hüllverzahnung (siehe Bild 4), die größer ist als das gemessene Maß actual. Die Hüllverzahnung einer Innenverzahnung istkleiner als das gemessene Maß actual . Die Formabweichungen innerhalb einer Passverzahnung überlagern sich gegenseitig über alle rechten und linken Zahnflanken aller Zähne und über die gesamte Verzahnungslänge. Die Wirkung auf die Passung tritt als diese Überlagerung auf. In ISO 4156 wird die Überlagerung der Einzelabweichungen nach dem Fehlerfortpflanzungsgesetz abgeschätzt. Diese Schätzung ergibt recht gute Näherungswerte (siehe Gleichung (1)):Betrag effective = 2p 22F F F ++βα (1) Dabei istF α dieProfilgesamtabweichung; F β dieFlankenliniengesamtabweichung; F p die Teilungsgesamtabweichung.Legende1 Welle2 Nabe3 gerade noch fügbares Gegenstück ohne FormabweichungenBild 4 — HüllverzahnungDie überlagerten Einzelabweichungen nach Gleichung (1) ergeben einen Wert für die Größe der Toleranz effective . Dabei ist zu beachten, dass das Ergebnis statistischen Wahrscheinlichkeiten unterliegt. Wenn sich zufällig größte Einzelabweichungen am selben Ort treffen, entspricht das Ergebnis nicht dem oben errechneten Betrag. Zur Toleranzabschätzung ist diese Gleichung (1) aber sehr hilfreich. Für die Berechnung der tatsächlich vorhandenen Größe der Hüllverzahnung einer hergestellten Passverzahnung besitzt Gleichung (1) jedoch nicht die höchste Priorität. Diese bleibt den vollverzahnten Gutlehren vorbehalten (siehe 5.2).Der Betrag der Formabweichung effective bewirkt eine Hüllverzahnung von Nabe und Welle. Innerhalb einer Passverzahnungsverbindung tritt wiederum eine Überlagerung der Formabweichungen von Nabe und Welle auf. Diese Überlagerung bewirkt eine Schwankung des Passungsspieles in Abhängigkeit zur Zahnstellung der Nabe zur Welle. Die in dieser Norm angegebenen Abmaße basieren auf dem kleinsten auftretenden Passungsspiel in allen möglichen Winkellagen der Passverzahnungsverbindung.Bei reinen Flankenzentrierungen passt sich die Achslage eines Partners bei der Fügung der Position des Gegenstückes an. In der Verbindung existiert ein Freiheitsgrad der zentrierten Achslage. Durch dieses Zentrierverhalten wird der Einfluss von Formabweichungen auf das Passungsspiel merklich abgeschwächt. Bei der Flankenzentrierung verursachen die Formabweichungen eine außermittige Lage beider Verzahnun-gen zueinander, wodurch die Formabweichungen bezüglich des Passungsspieles nicht zu 100 % wirksam werden. Diese Abschwächung wird in ISO 4156 mit 40 % angenommen. Der Betrag der Formabweichungen effective wirkt sich auf das Passungsspiel nur zu 60 % aus. Deshalb wird in Gleichung (1) der Betrag effective bezüglich des Passungsspieles bei richtiger Auszentrierung mit dem Faktor 0,6 herabgesetzt (Gleichung (2)):Betrag effective für das Passungsspiel = 2p 226,0F F F ++×βα (2) Das Istmaß der Hüllverzahnung ist zurzeit noch nicht genau direkt messbar. Prinzipiell gibt es vier Verfahren zur Absicherung der Toleranzgrenze effective :a) gerade noch fügbares Gegenstück ohne Formabweichungen; b) die Fügbarkeit der vollverzahnten Gutlehre; c) das zulässige Drehflankenspiel; d) die Prüfung der Einzelabweichungen.Da das gerade noch fügbare Gegenstück ohne Formabweichungen nur theoretisch existiert, besitzt die Fügbarkeit der vollverzahnten Gutlehre höchste Priorität. In Unterordnung zu dieser Priorität kann die Prüfung des Drehflankenspieles durchgeführt werden. Steht keine Gutlehre zur Verfügung, oder wird in Einzel- und Kleinserien gefertigt, so ist es zulässig, die Einzelabweichungen zu prüfen. Sind diese innerhalb der Toleranz und liegt das Maß actual zwischen der Toleranzgrenze actual und der Referenzmarke actual , so ist zu vermuten, dass die Toleranzgrenze effective eingehalten wurde. Eine absolute Gewissheit ist dies jedoch nicht. Dem Ergebnis der Prüfung mit einer Gutlehre muss sich dieses Prüfverfahren unterordnen. c) Toleranzgrenzen actual und effectiveDie Toleranzgrenzen max. actual und min. effective der Zahnlücke von Naben sowie max. effective und min. actual der Zahndicke von Wellen stellen die Abnahmebedingung für hergestellte Werkstücke dar. Sind diese Toleranzgrenzen eingehalten, so werden die Werkstücke als in Ordnung angenommen. Die Zahnlücke min. actual von Naben und die Zahndicke max. actual von Wellen stellen lediglich Referenzmarken dar. Liegt die Istzahnlücke actual von Naben unterhalb oder die Istzahndicke actual von Wellen oberhalb dieser Referenzmarke und die Gutlehre ist fügbar, so sind diese Werkstücke innerhalb der zulässigen Toleranz. Da die Gutlehren fügbar sind, wurde der Betrag der überlagerten, zulässigen Gesamtabweichungen nicht ausgenutzt und es liegt ein hoher Traganteil vor.Istmaß actualIstmaß effectiveIstmaß effectiveIstmaß actualBild 5 — Referenzmarke actual und Istmaß actualDie Darstellung der Toleranzlage effective ist an der Referenzmarke actual (siehe Bild 5) angezeichnet. Bei hergestellten Werkstücken kann die Toleranz effective je nach Istmaß der Zahnlücke oder Zahndicke actual eine andere Lage innerhalb der Gesamttoleranz einnehmen.4.3 EinzelabweichungenIn den meisten Fällen ist es völlig ausreichend, die Toleranzgrenze der Hüllverzahnung mit einer Gutlehre abzusichern. Die Prüfung der Einzelabweichungen ist nur dann notwendig, wenn die Gutlehre nicht fügbar ist und das Istmaß actual zwischen der Toleranzgrenze actual und der Referenzmarke actual liegt. Dann müssen zu große Einzelabweichungen vorhanden sein. Welche Abweichung dies verursacht, wird durch deren Überprüfung festgestellt. Andere Verhältnisse treten bei der Klassifizierung der Verzahnungen in Passungsklassen auf. Werden die Werkstücke nach dem Istmaß actual in verschiedene Klassen sortiert, so ist die Sicherstellung der effektiven Toleranzgrenzen mit einer Gutlehre je Passungsklasse notwendig. Ist dies zu aufwändig, so kann es zweckmäßig sein, nur spezielle Einzelabweichungen zu überwachen. Dabei ist jedoch zu beachten, dass dies mit einer niedrigeren Priorität als mit der Gutlehre durchgeführt wird.In Sonderfällen mag es zweckmäßig sein, besondere Einzelabweichungen separat zur Gutprüfung zeich-nungsmäßig vorzugeben (Flankenlinienabweichung bei sehr langen Passungen). Es ist aber zu beachten, dass solche Prüfungen im Gegensatz zu der Prüfung mit einer Gutlehre aufwändig sind.4.4 LageabweichungenAuch Passverzahnungen werden mit Toleranzen für die Lage, der Position oder als Bezugsbasis auf Zeichnungen angegeben. Dabei ist besondere Sorgfalt anzuwenden und den besonderen Verhältnissen von Passverzahnungen Rechnung zu tragen. Eine Wiederholpräzision von Prüfergebnissen bezüglich der Lage von Passverzahnungen ist nur dann möglich, wenn die Toleranzen auf der Werkstückzeichnung exakt definiert sind. Anders als bei Durchmessern ist es nicht ausreichend, nur den Teilkreisdurchmesser als Bezugsbasis oder Tolerierungselement anzugeben.Grundsätzlich muss zwischen der Lage der Zahnflanken actual und der Hüllverzahnung unterschieden werden. Der Zusatz …actual “ oder …e ffective “ ist bei der Bezugsbasis und bei Tolerierungszeichen für die Wahl des Prüfverfahrens sehr hilfreich. Für Lagetolerierungen der Verzahnung actual sollten bestimmte Messebenen angegeben sein. Bedingt durch Streuungen über die gesamte Verzahnungslänge sind die Messergebnisse sonst nicht wiederholbar. Bild 6 zeigt die Bestimmung der Lageabweichungen.。
DIN5480渐开线花键参数计算final
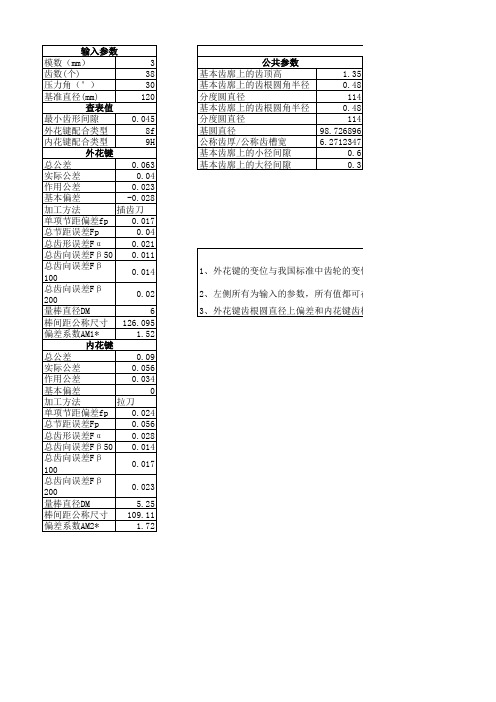
114 H11 120 0.7557 -0.45 -1.35 119.49 1.65
3 0.06 6.361235 6.305235 6.271235 109.2648 109.1685
使用说明 中齿轮的变位方向相同;内花键的变位则相反,这与我国标准中不同。
所有值都可在DIN5480-2006中查出。 和内花键齿根圆直径下偏差都为0。
总齿向误差Fβ50 0.011
总齿向误差Fβ 100
0.014
总齿向误差Fβ 200
0.02
量棒直径DM
6
棒间距公称尺寸 126.095
偏差系数AM1*
1.52
内花键
总公差
0.09
实际公差
0.056
作用公差
0.034
基本偏差
0
加工方法
拉刀
单项节距偏差fp
0.024
总节距误差Fp
0.056
总齿形误差Fα
h11 齿顶圆直径公差 112.8 齿根圆直径 -0.75743 齿根圆直径上偏差
0.45 变位系数 1.35 齿高变位量 113.91 渐开线终止圆直径最小值 1.95 基本齿廓上的齿根高 3.3 基本齿廓上的齿全高 0.36 基本齿廓上的齿形裕度 6.1802347 实际齿槽宽最大值emax 6.2202347 实际基准齿槽宽最小值 6.2432347 作用齿槽宽最小值evmin 126.01748 最大棒间距 125.95668 最小棒间距
1.35 0.48 114 0.48 114 98.726896 6.2712347 0.6 0.3
输出参数
使用说明 1、外花键的变位与我国标准中齿轮的变位方向相同;内花键的变位则相反
2、左侧所有为输入的参数,所有值都可在DIN5480-2006中查出。 3、外花键齿根圆直径上偏差和内花键齿根圆直径下偏差都为0。
din5480花键读法

din5480花键读法
DIN5480花键是一种标准化的花键,主要应用于机械、汽车、航空等领域。
以下是DIN5480花键的读法:
1. 压力角:DIN5480花键的标准压力角为30°。
2. 轴径:DIN5480花键的轴径通常为16mm、20mm、25mm、30mm 等,具体根据实际需要选择。
3. 齿数:DIN5480花键的齿数可以根据实际需要选择,常见的齿数为18齿、24齿、30齿等。
4. 模数:DIN5480花键的标准模数为0.5mm、0.6mm、0.75mm、0.8mm和1mm等,具体根据实际需要选择。
5. 精度等级:DIN5480花键的精度等级分为D级和G级,具体根据实际需要选择。
总的来说,DIN5480花键的读法应该包括以上五个方面,其中模数和齿数是关键参数,需要根据实际需要选择合适的数值。
din5480渐开线花键标准
din5480渐开线花键标准DIN5480渐开线花键标准。
DIN5480渐开线花键是一种常见的机械连接元件,广泛应用于工程机械、汽车、船舶等领域。
它的标准化设计使得不同厂家生产的零部件可以互换使用,极大地方便了设备的维护和更新。
本文将介绍DIN5480渐开线花键的标准规范,以及其在实际应用中的特点和优势。
DIN5480渐开线花键标准规范了花键的几何形状、尺寸、公差等重要参数,确保了不同厂家生产的花键可以互换使用。
根据标准,花键的主要尺寸包括齿顶直径、齿根直径、齿高、齿宽等,这些尺寸的精确设计保证了花键在传递扭矩时的可靠性和稳定性。
此外,标准还规定了花键的材料、硬度、表面处理等要求,以确保其在使用过程中具有足够的耐磨性和抗疲劳性。
在实际应用中,DIN5480渐开线花键具有以下特点和优势。
首先,由于其标准化设计,不同厂家生产的花键可以互换使用,这大大方便了设备的维护和更新。
其次,渐开线花键的渐变齿形设计使得在传递扭矩时具有更加平稳的传动特性,减小了传动过程中的冲击和噪音。
此外,渐开线花键的强度和耐磨性都优于普通直齿花键,能够更好地适应高负荷、高速度和恶劣工况下的工作环境。
除了以上特点和优势,DIN5480渐开线花键还具有一些注意事项。
首先,在安装过程中,需要保证花键和轴孔的配合间隙符合标准要求,以确保传动的精确性和稳定性。
其次,在使用过程中需要定期检查花键的磨损和变形情况,及时更换损坏的花键以防止设备事故。
最后,在存放和运输过程中需要注意避免花键受到冲击和挤压,以免影响其使用性能。
总的来说,DIN5480渐开线花键作为一种常见的机械连接元件,在工程机械、汽车、船舶等领域具有广泛的应用。
其标准化设计和优越的传动特性使得其在设备维护和更新中扮演着重要的角色。
在实际应用中,需要严格按照标准要求进行选择、安装和维护,以确保其正常、可靠地工作。
希望本文的介绍能够帮助读者更加深入地了解DIN5480渐开线花键的标准和特点,为实际应用提供参考和指导。
DIN5480花键孔及外花键标准

DIN5480花键孔及外花键标准分析与应用DIN5480花键标准是德国于1986年颁布实施的米制模数变位制花键标准;该标准于2005年及2006年做了修订,标准号为DIN5480-1及DIN5480-2,这两个新标准各包含不同的内容,共同构成新的标准。
与旧标准相比,新标准更为简明、实用(如取消了旧标准中内花键公法线及偏差的计算),新标准还取消了37.5o及45o压力角花键的内容,只保留了30o 压力角的花键规格。
白80年代以来,我国大规模引进了德国汽车及液压产品技术,DIN5480花键在我国已被广泛使用,除了采用定型刀具(主要是拉刀)大批量生产定型产品外,采用通用加工手段少量配制DIN花键的情况也日益增多。
与国标GB/T3478花键标准相比,DIN标准主要有三处差别:其一是模数系列较国标模数多了m0.6及m0.8两个规格;其二是精度级别,DIIN5480 规定了7、8、9、10、11 计5 个级别,新标准DIN5480-1 则规定了5、6、7、8、9、10、11、12计8个级别,其主要差别在于DIN 9 级精度相当于GB的5级精度,DIN 10级相当于GB 6级,其余类推(线切割的制齿精度一般为DIN 9级);其三,DIN5480全是变位键,其外花键大多采用正变位,相配的内花键为负变位,少量外花键为负变位,与之相配的内花键则为正变位,同一规格花键的变位系数相同仅符号相反,即同一花键副的总变位系数为0,由此决定了一套内、外花键的分度圆在变位前、后均相同且重合;国标花键则全是非变位键。
依据齿轮(含花键)变位加工原理可知,采用标准模数的花键滚刀可直接滚切出DIN5480的变位外花键,而内花键在小批量加工时则只能采用插床(而不是插齿机)单刀插齿或数控线切割制齿;当采用单刀插制内花键时,也要先由线切割制出刀形模板,若直接以外花键做母板配磨刀具则齿形精度及侧隙配合精度均无法保证。
当采用线切割制齿或制刀形样板时,则首先要在计算机上绘制全齿花键图。
DIN5480花键参数及校核
花键强度校核结果(GB/T 17855-1999)
校核项目
计算值(MPa) 许用值(MPa)
校核结果
齿面接触强度 σH 31.92 [σH] 252
通过
齿根弯曲强度 σF 38.45 [σF] 396
通过
扭转与弯曲强度 σv 140.84 [σv] 315
通过
齿面耐磨损能力 σH 31.92 [σH1] 75
50.400 齿面耐磨损许用压应力
[σH1]
75
49.600 齿面耐磨损许用压应力
[σH2]
50
45.600 45.400 45.200 3.026 3.026 0.320
备注: 1.黄色区域输入相关参数; 2.DIN5480花键参数计算仅计算大小径和齿厚等, 公差等查阅DIN5480-1-2006; 3.校核计算参考GB/T 17855-1999花键承载能力计 算方法;校核按照拉刀加工方式计算的参数校核。
参数代码 z m α X Hap
Hfp(拉刀) Hfp(滚齿) Hfp(插齿)
D Da2 Df2(拉刀) Df2(滚齿) Df2(插齿) Da1 Df1(拉刀) Df1(滚齿) Df1(插齿) S1 e2 ρ
输入
名称
参数代码 输 入
24 输入扭矩
T
1433
2 弯矩
Mb
0
30 结合长度
L
50
-0.05 材料的屈服强度
能在10e8循环次以下正常工作
长期无磨损能力 σH 31.92 [σH2] 50
能长期无磨损工作
DIN5480花键参数计算
校核计算(参考GB/T 17855-1999)
参数 花键齿数 花键模数 压力角 高变位系数 齿顶高 齿根高 齿根高 齿根高 节圆直径 内齿顶圆直径 内齿根圆直径 内齿根圆直径 内齿根圆直径 外齿顶圆直径 外齿根圆直径 外齿根圆直径 外齿根圆直径 外花键齿厚 内花键齿槽宽 齿根圆角半径